1. Introduction
The miniaturization of technology, most notably electronic microsystems, has paved the way for the expansion of microfluidics as a new class of devices across all industries. For decades, microfluidics has been explored as a means to improve portability and analytical sensitivity while reducing time, cost, reagents, and energy consumption [
1,
2]. While their applications are expansive, from gas phase chromatography and digital polymerase chain reaction (dPCR) to organs-on-a-chip, the fabrication of microfluidics is still laborious, thus restricting their wider use [
2,
3,
4,
5]. The common microfabrication techniques include soft lithography, micromilling, and glass etching, but these methods require many steps with highly skilled labor, and device designs are restricted to planar geometries, preventing higher-throughput systems from being developed [
1,
6,
7,
8].
Currently, 3D printing promises to address many of these challenges due to its user-friendly automation and 3D design capabilities, which overcome the planar geometry constraints of traditional approaches [
9,
10,
11,
12]. Of the many available 3D printing technologies, vat photopolymerization via stereolithography (SLA) and digital light processing (DLP) have become popular choices for making microfluidic devices due to their micron-scale resolution, practical build volume, and open material systems [
13,
14]. This has motivated the development of custom resins capable of producing highly resolved features, specifically channels and membranes, to produce microfluidic devices that are truly on the micron scale [
13,
15,
16,
17,
18,
19].
Despite many advancements, there is a lack of high-resolution polydimethylsiloxane (PDMS)-based resin suitable for DLP. PDMS, namely Sylgard 184, has become a ubiquitous material in microfluidics due to its functionality in soft lithography methods [
1,
20] and many attractive properties including chemical inertness, high gas permeability, low polarity, low electrical conductivity, elasticity, optical clarity, and transparency in the ultraviolet and visible regions [
21]. While Sylgard 184 offers many advantages, it is not a suitable choice for large-scale manufacturing processes such as injection molding to create microfluidic devices, restricting its value in the field. The creation of a photopolymerizable PDMS for microfabrication via DLP would be a significant contribution to the field of microfluidics to mitigate the manufacturing drawbacks of soft lithography and increase device throughput.
Various groups have made progress in developing PDMS-based resins for DLP, but the smallest membranes reported in literature are >330 μm [
22], and the smallest channels are 400 μm [
23]. Our laboratory previously developed a novel PDMS resin that exhibits many of the advantageous properties of Sylgard 184 including optical transparency and gas permeability while achieving highly resolved micron-scale parts (60 μm channels and 20 μm membranes) [
19]. However, that resin exhibited printability challenges due to its high viscosity and brittle parts.
Resin printability via surface-constrained DLP, also known as bottom-up projection, and the approach used in this study are especially dependent on the viscosity of the material, where large separation forces pulling against the part during printing can easily lead to part defects or build failures [
24]. The advantages of surface- constrained DLP over free-surface DLP (also known as top-down projection) are thinner layer thicknesses and small resin vat volumes, both of which are desirable for the fabrication of microfluidic devices [
12,
24]. Reducing the overall viscosity of the resin by the addition of a photopolymerizable diluent is one approach to mitigate the potential challenges caused by surface-constrained separation forces. This paper presents an improved resin with low viscosity and elastomeric parts, enhancing its printability while maintaining the high fidelity of micron-scale features, permitting the facile 3D printing of microfluidic devices.
3. Discussion
Our previous hv-PDMS resin was able to print highly resolved channels and membranes but had a large viscosity [
19], which led to printing challenges from separation forces of the viscous resin pulling at the part during a build [
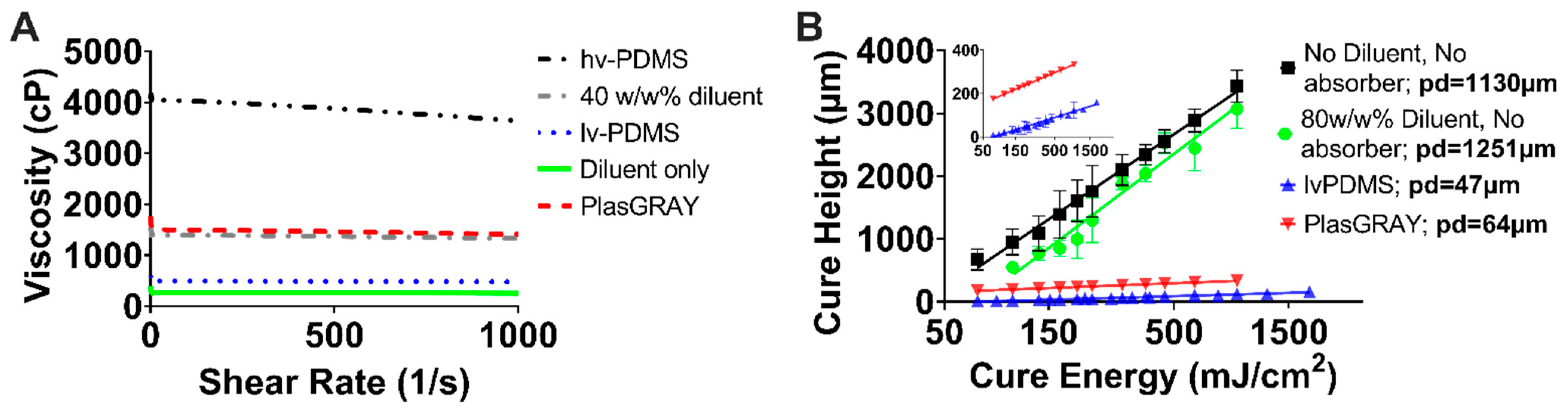
24]. This challenge often resulted in tearing of the part and print failures. The printability of this resin was improved by the addition of a photopolymerizable diluent to the formulation, resulting in a high-resolution and low-viscosity resin, lv-PDMS. A lower-viscosity resin also enables easier clearing of uncured resin from the microchannels during postprocessing of the printed parts.
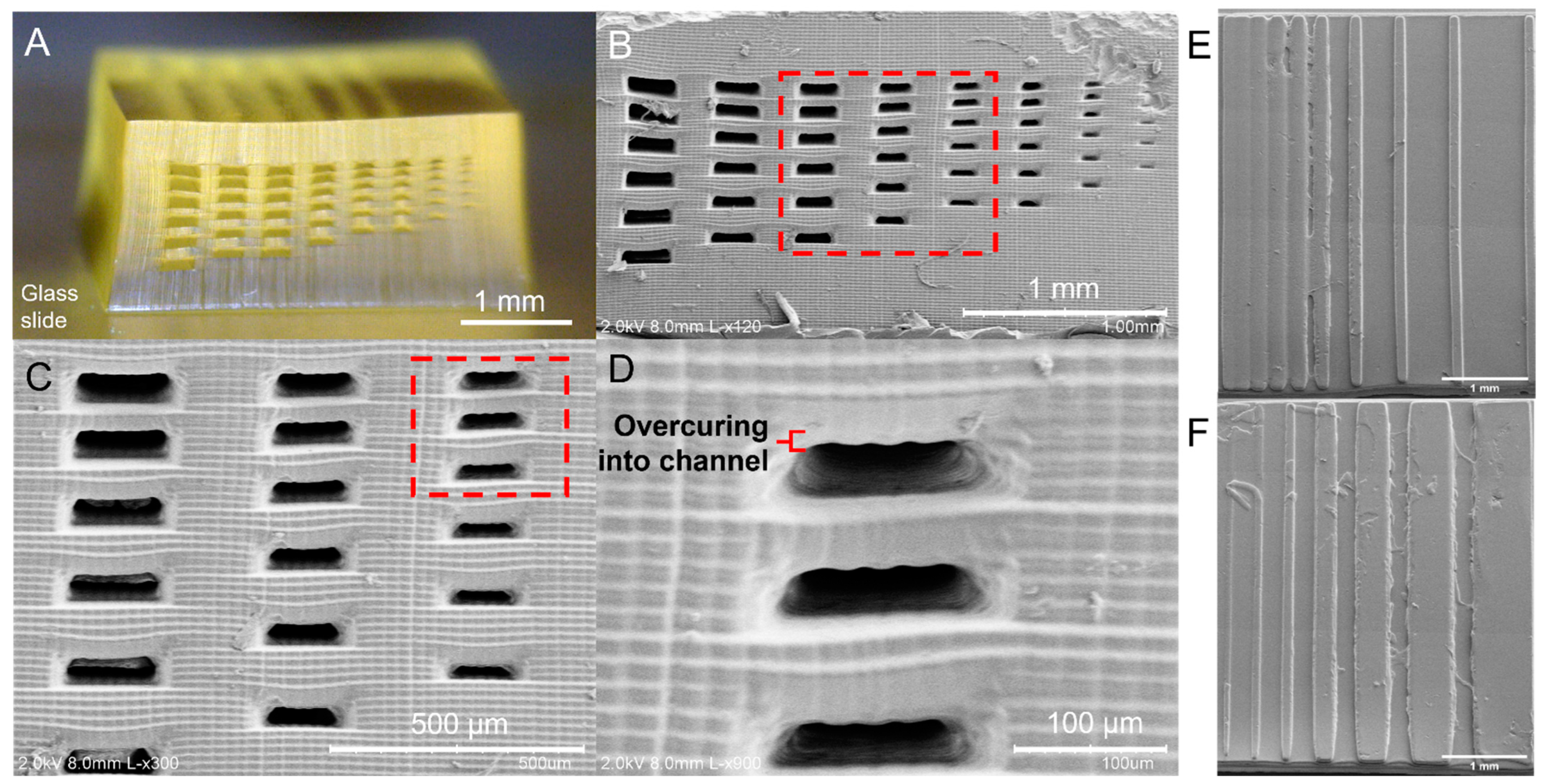
The penetration depth of lv-PDMS,
pd = 47 µm, enabled 3D printing of the highest resolved channels (38.4 µm tall ± 5.0 µm) and membranes (30.9 µm ± 0.5 µm) with a PDMS-based resin to date, excluding our previous hv-PDMS, which resulted in similar resolved dimensions. This achievement is one-tenth the size of the previously reported 400 µm channels [
23] and 330 µm membranes [
22] printed with PDMS resins by other research groups.
Table 2 highlights this achievement with respect to other high-resolution microfluidic 3D printing resins for DLP.
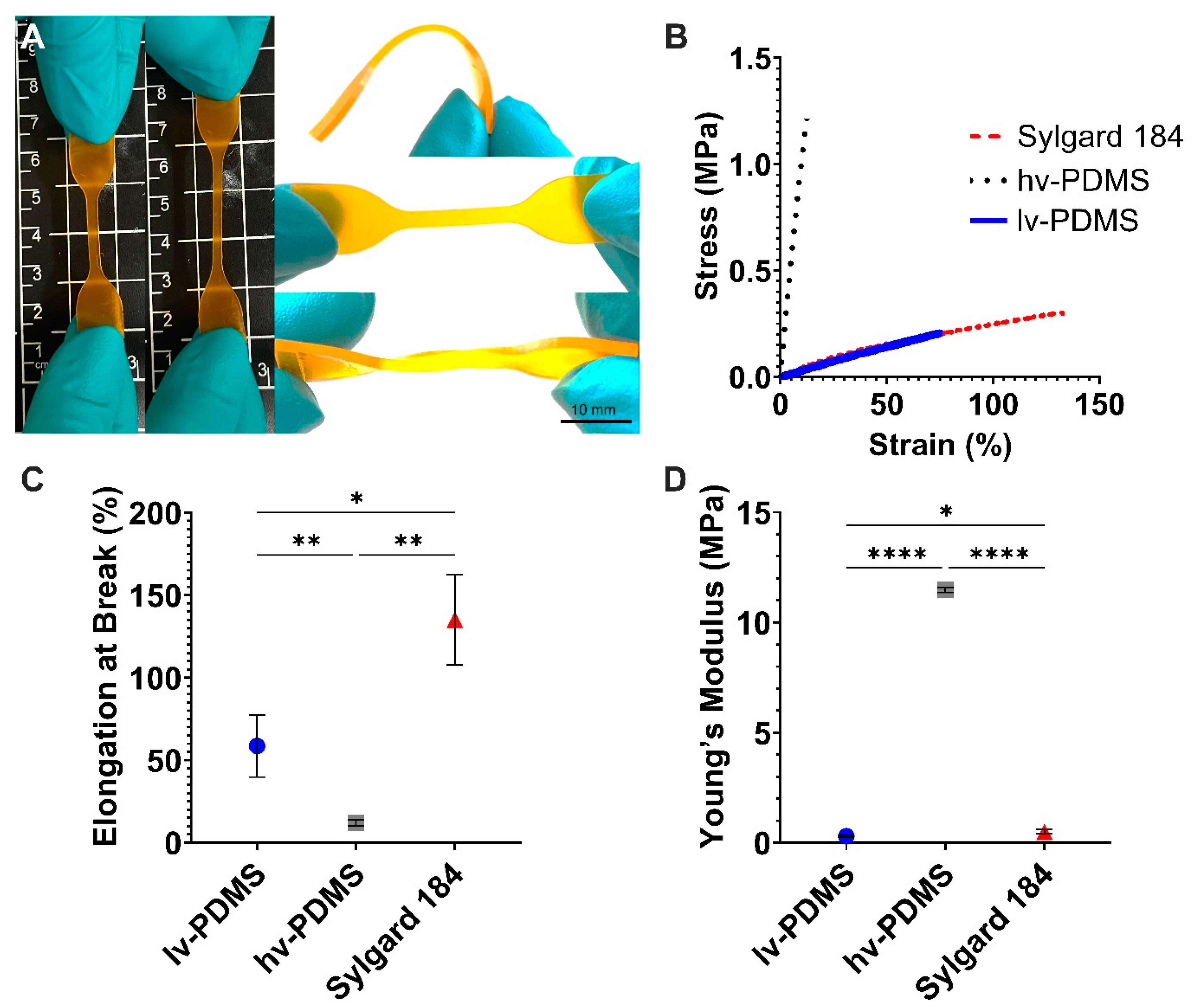
Further illustrated in
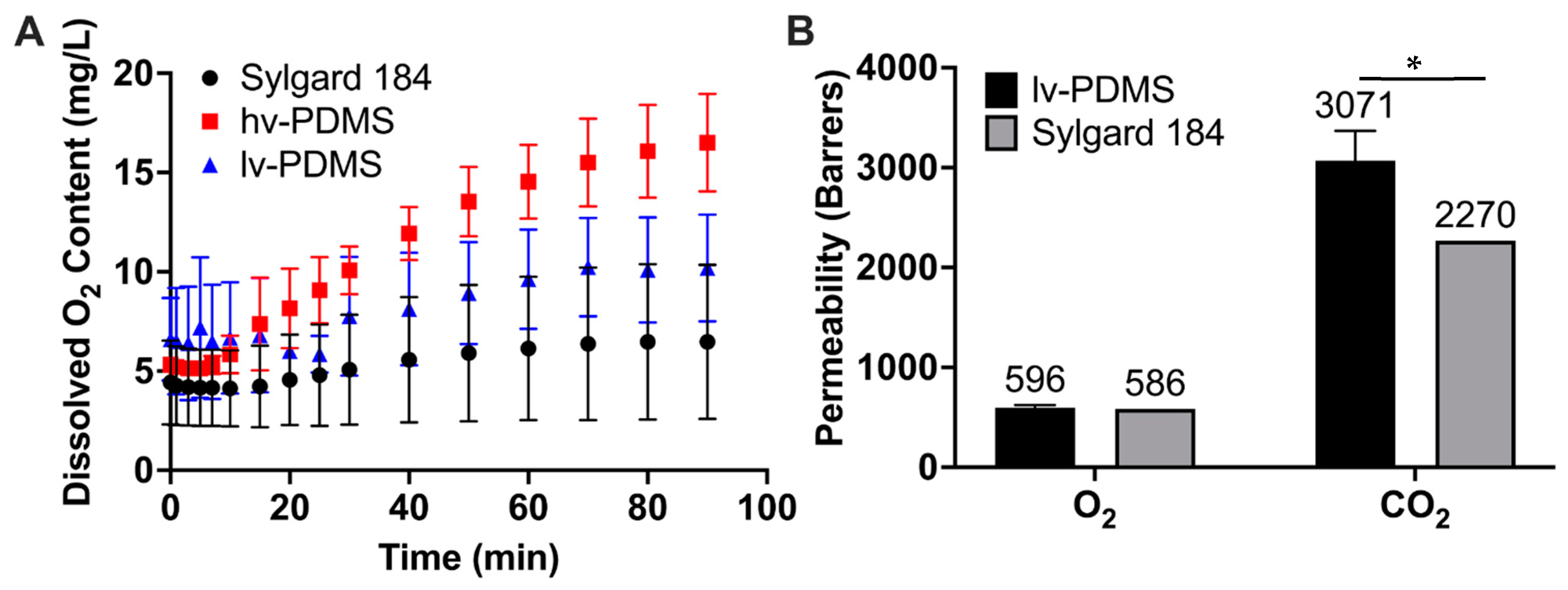
Table 2, lv-PDMS has many of the advantageous properties of Sylgard 184 that are utilized in microfluidics. Printing with the previous hv-PDMS resulted in a rigid and brittle material due to its low elongation at break and high Young’s modulus, limiting its usefulness in microfluidic applications. The enhanced elasticity of lv-PDMS compared with that of the previous hv-PDMS would allow the creation of pneumatic valves to control fluid flow in microfluidic devices. The excellent gas permeability of lv-PDMS was maintained from the previous version of the formula and is a suitable replacement for Sylgard 184, unlike the poly(ethylene glycol) diacrylate (PEGDA) resins presented in
Table 2. While PEGDA’s high-resolution printability is attractive, its gas permeability is an order of magnitude smaller than that of PDMS for O
2 and two orders of magnitude smaller for CO
2 [
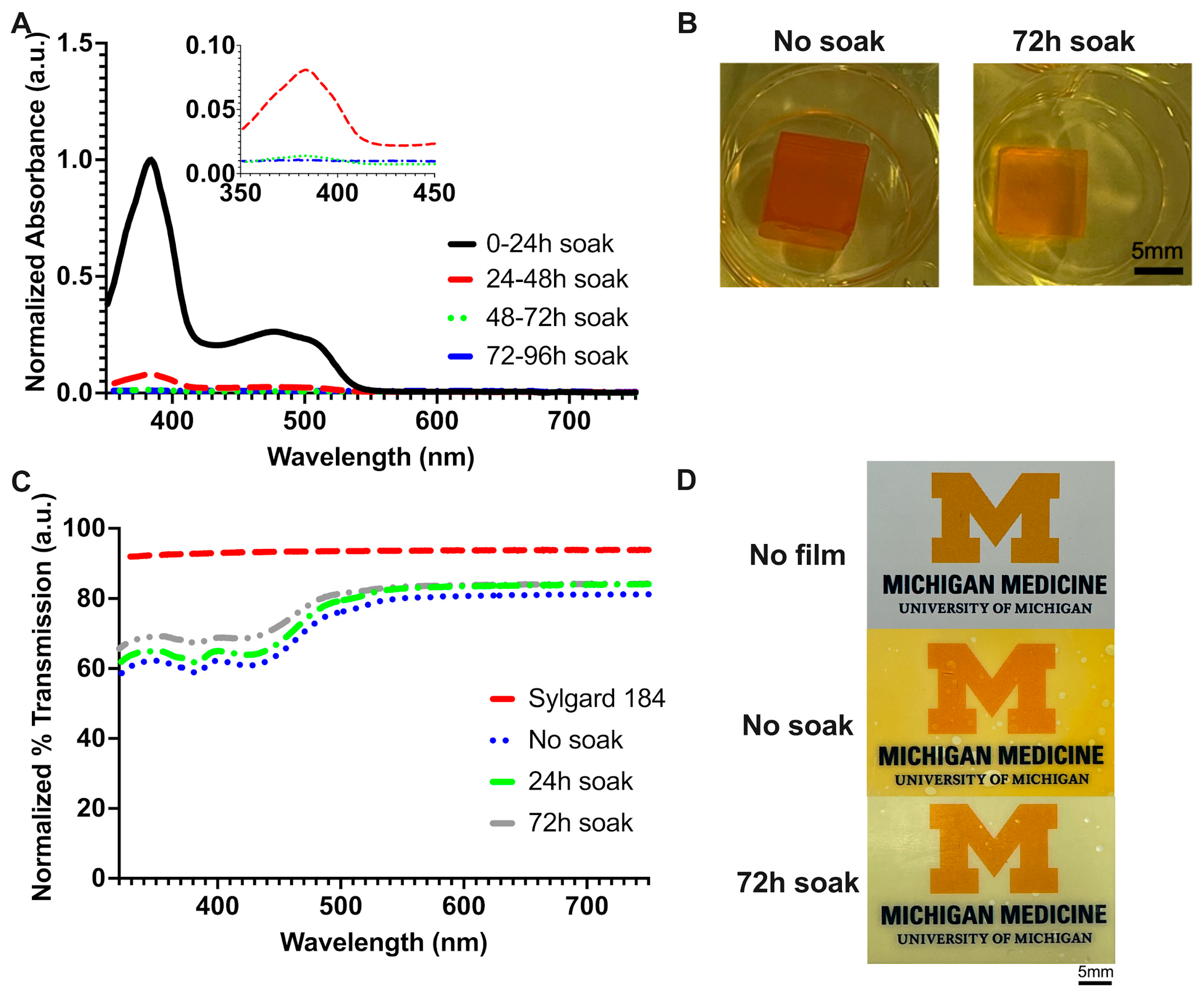
29]. Given this, PEGDA has not often been investigated or utilized for its gas permeability and may not be a suitable alternative to Sylgard 184 depending on the application. Optical clarity and transparency (>80% transmission relative to Sylgard 184) in the visible-light spectrum permits the visibility of internal structures in the 3D-printed device for microscopy purposes or signal detection.
Sylgard 184 is also a choice material for its biocompatibility with in vitro tissue culture [
30]. Microfluidics has become increasingly attractive in biological applications to study and model cellular microenvironments with precision [
31]. The extraction of unreacted molecules and toxic photoabsorbing compounds from 3D-printed resins is known to improve the biocompatibility of 3D-printed parts [
32], but until the creation of lv-PDMS, no PDMS-based resins had high enough resolution to create microfluidic devices with features at truly micron-size scales [
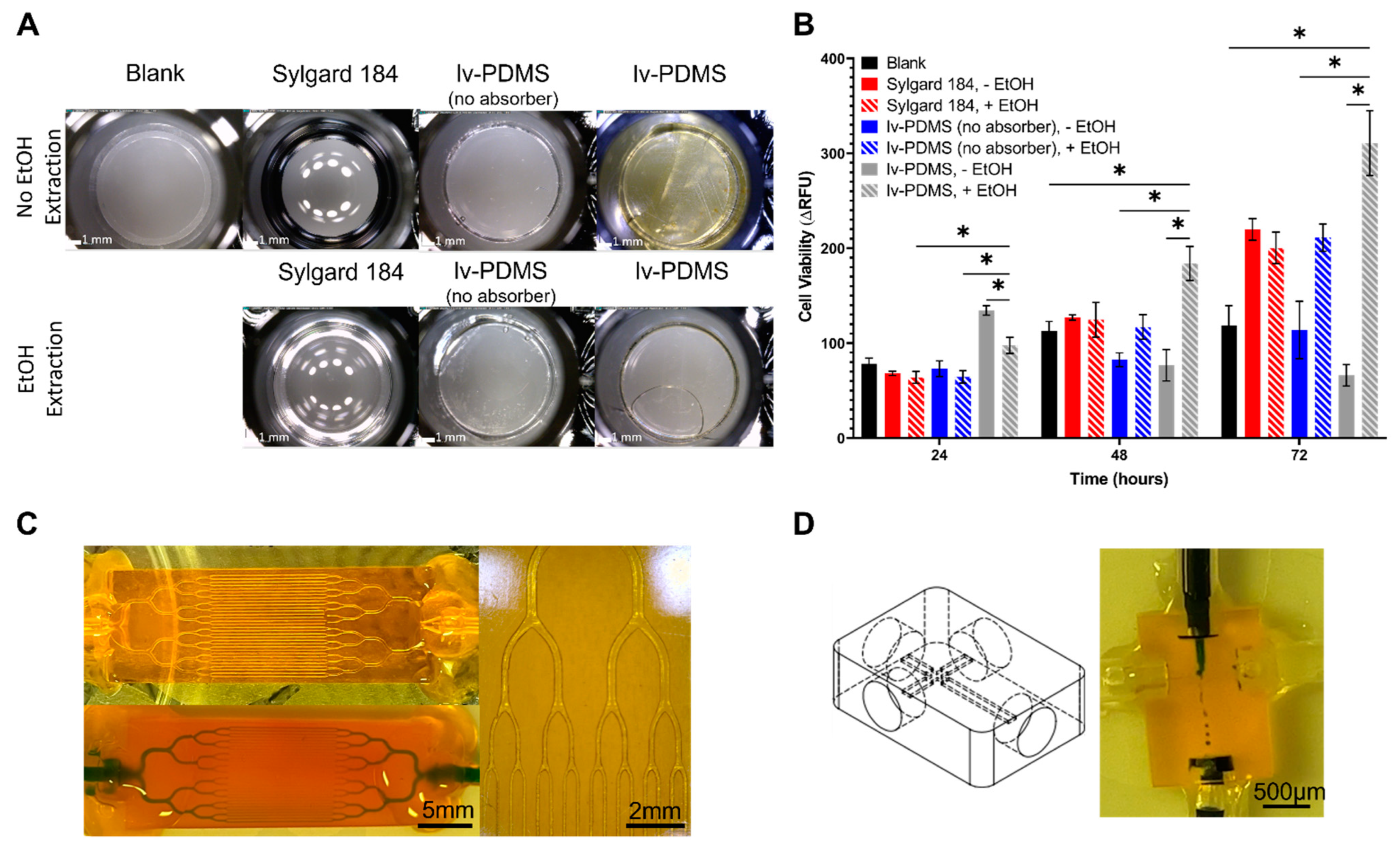
22]. The solvent extraction with ethanol of parts 3D-printed with lv-PDMS demonstrated high cell viability in HepG2 cells. The no-ethanol-extraction inserts had the lowest cell viability due to the toxic compounds still present in the cured polymer, warranting further investigation into the biocompatibility of this new material. Additional testing should be performed with other cell types to further validate this material’s cytocompatibility.
With the promise of a biocompatible resin, we anticipate that cell-based microfluidics can be created using lv-PDMS. The microfluidic network in
Figure 6C is a demonstration of the ability to mimic the branching and vessel scaling of the natural vasculature. The introduction of cells to this gas-permeable scaffold offers many potential applications from modeling microvasculature to organ-on-a-chip devices. The functionality of this resin to create devices such as the droplet generator presented in
Figure 6D highlights the versatility of lv-PDMS for the field of microfluidics.
4. Materials and Methods
4.1. Resin Formulation
Resin components were weighed on a Quintix 125D-1S Semi-Micro Balance (Sartorius Lab Instruments GmbH & Co. KG, Goettingen, Germany) to the selected w/w% of material. Components were combined and mixed by hand, heated for 2 h at 50 °C on a VMS-C7 S1 hot plate (VWR International, Radnor, PA, USA), and then sonicated with a Q700 sonicator (Qsonica LLC, Newtown, CT, USA) to ensure uniform mixing and particle size reduction. Sudan I (photoabsorber) was purchased from Sigma-Aldrich (St. Louis, MO, USA). 2-Isopropylthioxanthone (ITX; photosensitizer) ≥ 98.0% was purchased from VWR International (Radnor, PA, USA). We purchased 7–9% (methacryloxypropyl)methylsiloxane]-dimethylsiloxane copolymer (RMS-083; side-chain polymer) and methacryloxypropyl terminated polydimethylsiloxane, 125–250 cSt (DMS-R22; end-chain polymer) from Gelest, Inc. (Morrisville, PA, USA). 2,4,6-Trimethyl benzoyl diphenylphosphine oxide (TPO-L; photoinitiator) was gifted as a sample from PL Industries of Esstech, Inc. (Essington, PA, USA).
To determine the maximum concentration of DMS-R22 that would permit polymerization while minimizing resin viscosity, 0.8 w/w% TPO-L was combined with various w/w% combinations of DMS-R22 (10, 20, 40, 80, 90, and 99.2 w/w%) and RMS-083 (89.2, 79.2, 59.2, 19.2, 9.2, and 0 w/w%). We created 5 g batches with the appropriate amounts of TPO-L, DMS-R22, and RMS-083 as described above, which we exposed to 385 nm light at 15 mW/cm2 for 30 s in an Asiga MAX X27 UV DLP 3D printer (Asiga, Alexandria, Australia) purchased from Proto Products (Ashland City, TN, USA). The resin mixture was sandwiched between two glass slides during exposure to prevent oxygen inhibition from free radical scavenging. We determined 80 w/w% R22 as the maximum amount that permitted polymerization. To maximize resolution, Sudan I and ITX concentrations were increased in the resin until their solubility limits were reached (determined by the formation of visible precipitates). A resin consisting of 80.0 w/w% DMS-R22, 18.71 w/w% RMS-083, 0.80 w/w% TPO-L, 0.40 w/w% ITX, and 0.09 w/w% Sudan I was formulated for further testing as described next.
4.2. Rheology
The viscosity of resins with varying w/w% diluent was determined using a TA Discovery HR-2 Rheometer (TA Instruments, New Castle, DE, USA) at the University of Michigan’s Battery Lab, Ann Arbor, MI, USA. A flow sweep of the samples was run using a 20 mm parallel Peltier steel plate and a 1 mm gap. The weight fractions (w/w%) of the samples are listed in
Table S1. The rheology data (
n = 3) for each sample group were averaged and plotted with GraphPad Prism software version 9.1.0 (GraphPad Software, San Diego, CA, USA).
4.3. Resin Curing Dynamics
The resin curing dynamics were determined by placing uncured resin on a glass slide and cured by exposing a small circle of light (5.2 mm2) from the printer (MAX X27 UV) at 15 mW/m2 at various time points. The excess uncured resin was rinsed from the glass slide with ACS-grade ≥99.5% isopropyl alcohol (IPA) (LabChem, Zelienople, PA, USA) purchased from Fisher Scientific Company (Hampton, New Hampshire, USA). The thickness of the cured resin was measured by taking side-view images of the cured spot with an AM413T Dino-Lite Digital Microscope using DinoCapture 2.0 software (Dunwell Tech, Inc., Torrance, CA, USA; camera resolution was ±3 μm). Resins were cured and measured at least three separate times with triplicate measurements taken for each thickness (n ≥ 9). Simple linear regressions were run in GraphPad Prism to determine the slope, x-intercepts, and standard error of these curves. Cure energy and resulting thickness were input into a material file for printing with an Asiga MAX X27 UV printer.
4.4. Printing Resolution Characterization
All resin characterization and parts were printed using an Asiga MAX X27 UV printer. This printer used DLP technology with a 385 nm LED light source (wavelength range of 370–400 nm), an X and Y pixel resolution of 27 μm, and a Z (vertical) resolution of 1 μm. Asiga Composer Software version 1.2.12 (Asiga, Alexandria, NSW 2015) was used as the interface for handling STL files and controlling print parameters. We generated 3D models in SOLIDWORKS (Dassault Systems, Waltham, MA, USA) and exported to STL file format. A microfluidic characterization print consisting of an array of channels with varying heights (40–140 μm) separated by membranes with varying thicknesses (20–100 μm) was designed to test the ability of the resin to achieve microfluidic features of various sizes; see
Figure S1. Two versions of an XY pixel resolution print were designed with varying spacing between pillars (27–81 μm) with constant pillar width (162 μm; version 1) and varying pillar width (81–810 μm) with constant spacing (270 μm; version 2); see
Figure S2. Glass slides were silanized with 3-(trimethoxysilyl)propyl methacrylate (Sigma Aldrich, St. Louis, MO, USA) following the procedure as described by Urrios et al. [
33], then attached to the build platform using UV epoxy (Proto Glass, Proto Products, Ashland City, TN, USA) at the start of each print to ensure adhesion of the build to the build platform while creating a smooth build surface. Contact angle measurements using deionized water were used to verify the silanization of the slides, as previously described [
34]. The build platform was leveled to the printer with the glass slide attached and then printing proceeded as normal.
Successful prints were recovered from the build platform by removing the glass slide, which were then soaked in IPA to wash away most of the uncured resin. For the microfluidic characterization prints, a vacuum was applied to the open end of the channels to suction out the residual uncured, liquid resin. After uncured resin was removed, the part was post cured in an Asiga Flash-type DR-301C UV exposure chamber (Asiga, Alexandria, NSW 2015) purchased from Proto Products (Ashland City, TN, USA). The microfluidic characterization print and XY pixel resolution prints were measured using a Hitachi SU8000 In-line FE-SEM at the Lurie Nanofabrication Facility at the University of Michigan (Ann Arbor, MI, USA). Image J Software (U. S. National Institutes of Health, Bethesda, Maryland, USA) version 1.51 [
35] was used to collect the dimensions of the channels for the quantification of the print resolution from the SEM images (
Figure S2). Descriptive statistics of mean, standard deviation, and standard error of mean were calculated in Excel (Microsoft, Redmond, Washington, USA) (
n = 6 for microfluidic characterization print measurements and
n = 3 for XY pixel resolution prints).
4.5. Mechanical Testing
Mechanical testing was performed via tensile testing using a TA.XTPlus Texture Analyser and Exponent Connect software version 6 (Texture Technologies, Hamilton, MA, USA) at the Van Vlack Laboratory at the University of Michigan. The testing setup and specifications are detailed in
Figure S3 and Video S2. Tensile bars were constructed according to ASTM D412 but scaled to fit the build area of the Asiga printer (
Figure S4). Tensile bars were directly printed onto the build platform, then removed and washed in IPA before postcuring in an Asiga Flash-type DR-301C UV exposure chamber. Dow Sylgard 184 (purchased from Ellsworth Adhesives, Germantown, WI, USA) tensile bars were formed by filling an acrylic mold (
Figure S4) with a degassed 10:1 polymer to crosslinker mixture and baked for 1 h at 80 °C. The acrylic mold was formed via laser etching a 3.175 mm thick acrylic sheet (Professional Plastics, Inc., Fullerton, CA, USA) using a Zing 16 laser engraver (Epilog Laser, Golden, CO, USA) and CorelDRAW 2017 software version 19 (Corel Corporation, Ottawa, ON, Canada). All tests were performed with
n = 5. Descriptive statistics and one-way ANOVA (α < 0.05) with post hoc Tukey tests were calculated using GraphPad Prism. Plots were generated in GraphPad Prism.
4.6. Gas Permeability
Gas permeability was tested using a previously established method, and the setup for this system can be found in
Figure S3 of Fleck et al. [
19]. Briefly, oxygen (O
2) permeability was qualitatively measured by applying 2 psi of fixed pressure of O
2 to one side of a thin 3D-printed film while measuring dissolved O
2 concentration for 90 min via a Milwaukee MW600 PRO Dissolved Oxygen Meter (Milwaukee Instruments Inc., Rocky Mount, NC, USA) in a fixed volume of DI water on the other side of the film. The testing setup can be found in Fleck et al.’s
Supplementary Figures [
19]. PDMS resin-based films were 100 μm thick printed on an Asiga MAX X27 UV printer. Sylgard 184 films were 100 μm thick and formed using an SCS G3P-12 Spin Coater (Specialty Coating Systems Inc., Indianapolis, IN, USA) with a 10:1 polymer to crosslinker mixture and baked for 1 h at 80 °C. Gas permeability plots were generated in GraphPad Prism (
n = 3 for all test groups), and error bars represent the standard deviation. A dose–response regression for variable slopes was performed in GraphPad Prism to compare the top plateau of the curve across groups. This was chosen to compare the total dissolved oxygen content.
Gas permeability was quantitatively measured by Labthink International, Inc. (Labthink Instruments Co., Ltd., Jinan, China) for O2 and CO2 gas permeability according to ASTM D1434-82(R09)e1. Films were prepared by exposing a build tray of resin to UV light from the entire build area of an Anycubic Mono X printer (Shenzhen, Guangdong, China) at 2.5 mW for 200 s to make 192 × 120 mm films, 150 µm thick. Films were washed in IPA and postcured in an Asiga Flash-type DR-301C UV exposure chamber for 5 min on each side. Samples were then shipped to Labthink International Inc. for testing. Data were plotted in GraphPad Prism (n = 3 for test groups), and error bars represent standard deviation. A one-sample t-test was performed to compare lv-PDMS with Sylgard 184 (α < 0.05).
4.7. Ethanol Extraction of Unreacted Resin Components from Printed Parts
We printed 1 cm3 cubes on an Asiga MAX X27 UV without a silanized glass slide (directly onto the build platform) to facilitate easier removal of the part. Cubes were soaked for 96 h in anhydrous ethanol (Fisher Scientific Company, Fair Lawn, NJ, USA) at room temperature. At each 24 h time point, the supernatant was collected and replaced with fresh ethanol. Samples (n = 3) were diluted 1:1000 in ethanol before spectrophotometry.
Absorbance measurements of extraction samples were taken from 350 to 750 nm using a Varian Cary 50 Bio UV-Vis spectrophotometer (Agilent Technologies, Santa Clara, CA, USA). Triplicates of each sample were run in Hellma® absorption cuvettes (Hellma GmbH & Co., Müllheim, Germany) made of Herasil quartz with a spectral range of 260–2500 nm, pathlength of 10 mm, and chamber volume 3500 μL purchased from Sigma Aldrich (St. Louis, MO, USA). Absorbance data (n = 3) for each sample group were averaged, and then the dataset was normalized to a range of (0, 1). Plots were generated in GraphPad Prism.
4.8. Optical Transmission
Optical transmission measurements were taken from 350 to 750 nm using a Varian Cary 50 Bio UV-Vis spectrophotometer. We printed 100 μm films of each resin formulation on an Asiga MAX X27 UV printer on uncoated glass slides to reduce surface roughness and ensure film transparency. All printed films were rinsed with IPA to remove excess resin. Films for the no-soak group were set aside, and ethanol soaked films were soaked for 24 h or 72 h, exchanging fresh ethanol every 24 h. Sylgard 184 films were formed using an SCS G3P-12 Spin Coater, with a degassed 10:1 polymer to crosslinker mixture and baked for 1 h at 80 °C. Measurements were taken by securing the thin film onto the cuvette holder in the spectrophotometer so that the film intercepted the laser source for detection (no cuvette was used). The transmission data for each sample group (n = 3 films) were averaged, and then the dataset was normalized to a range of (0, 1). Plots were generated in GraphPad Prism.
4.9. Tissue Culture
Cell culture well inserts were designed in SOLIDWORKS as a 6.25 mm diameter, 1 mm tall disc and directly printed onto the build platform for easy removal and assembly into well plates. After removing from the build platform, parts were rinsed in IPA to remove excess resin. Well inserts were printed with lv-PDMS and lv-PDMS (no absorber) (19.2 w/w% 083, 80 w/w % DMS-R22, and 0.8 w/w% TPO-L) resins.
BioAssay Systems (Hayward, CA, USA) provided Corning black, clear-bottom tissue culture 96-well plates (catalog number 3603) (Corning, Inc., Corning, NY, USA). To assemble the 96-well plates, a 10:1 polymer to crosslinker mixture of Sylgard 184 was prepared and 50 mg was added to each well, which was baked for 2 h at 85 °C. The 3D-printed inserts were glued to the bottom of the wells to prevent lifting or movement in the wells during the cell viability studies. Inserts were glued by applying a small drop of lv-PDMS (no absorber) to the bottom of the well. Inserts were transferred with tweezers into the bottom of the well and then exposed to 385 nm UV light from the Asiga printer at full power (35 mW/cm
2) for 5 min to secure the inserts. Some inserts appeared to have a bubble under the insert because of trapped air under the polymer. Wells were washed twice with IPA for 3 min to remove debris or uncured resin that was pushed up onto the walls of the well when adding the inserts. No-EtOH-extraction inserts were left alone, and EtOH -extraction inserts and Sylgard 184 were soaked in ethanol for 72 h total, exchanging the ethanol every 24 h with fresh solvent to extract unreacted groups and photoabsorbing compounds. The assembled 96-well plates were postcured in an Asiga Flash-type DR-301C UV exposure chamber for 30 min. EtOH-extraction inserts were postcured following extraction. The assembled plate layout can be found in
Figure S5.
Prepared 96-well plates with Sylgard 194, and 3D-printed inserts were sent to a third-party company, BioAssay Systems, for in vitro tissue culture studies with HepG2 cells to determine cell proliferation and viability. The methods for HepG2 cell viability and CQBL-05K assay were provided from BioAssay Systems as follows: The fresh HepG2 cells obtained from ATCC were grown in T75 culture flasks with ATCC-recommended media supplemented with antibiotics (10
v/v % FBS, 1
v/v% streptomycin/penicillin, EMEM media, 5% CO
2, and 37 °C) to <70% confluency. The Corning black, clear-bottom tissue culture 96-well plates were sent to the University of Michigan for the insertion of various growth scaffolds. The 96-well plates were returned to BioAssay Systems. Prior to use, the plates were microwave sterilized for 3 min on high with a heat sink [
36]. Prior to seeding, all the wells were treated with 100 μL of a 50 μg/mL solution of fibronectin for one hour at room temperature. Following fibronectin treatment, the wells were rinsed three times with 100 μL of growth media, then immediately seeded with 10,000 cells per well. The plates were incubated for 24, 48, or 72 h as outlined above. Each time point (24, 48, and 72 h) and treatment was assayed in triplicate with the CQBL-05K assay. Images of the well plates at 0 (immediately after seeding), 48, and 72 h are shown in
Figure S6.
For the CQBL assay, the wells were treated with CellQuanti-BlueTM reagent for 1 h, and then 50 μL of the liquid from each well was transferred to a fresh fluorescence plate and scanned at 530 nm excitation/590 nm emission and 570 nm cutoff filter on a Molecular Devices SpectraMax M2.
The plot for each treatment minus background was analyzed and generated using GraphPad Prism (
n = 3). Two-way ANOVA (α < 0.05) with Tukey’s multiple comparisons test was used to determine significance. A table summarizing the results of this analysis (
Table S2) and the multiple comparisons (
Table S3) can be found in the
Supplementary Materials.
4.10. Microfluidic Prints
CAD for the biomimetic, branching device, and droplet generator device was performed in SOLIDWORKS (
Figures S7 and S8 contain dimensioned drawings of the parts). Parts were printed with the lv-PDMS resin onto silanized glass slides with an Asiga MAX 27X UV printer. Parts were postprocessed by washing in IPA to remove excess resin. Parts were then assembled with 0.062 in ID and 0.125 in OD silastic tubing (LIVEO™ Silicone Laboratory Tubing, Avantor, Radnor, PA, USA) and 3140 RTV Silicone Conformal Coating glue (Ellsworth Adhesives, Germantown, WI, USA). After the glue dried, parts were flushed with IPA to remove excess resin from the internal channels. To encourage clearing of microchannels, parts could be placed on a continuous IPA circuit with a peristaltic roller pump (Masterflex 7523-80 Peristaltic Pump, Cole Parmer, Vernon Hills, IL, USA). Once the device was cleared of uncured resin, the parts were filled by flowing food dye in deionized water through the part for visualization, and images were taken on an iPhone 13 mini and/or Dino-Lite digital microscope.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}