
Dynamic Mechanical Properties of PVC Plastics in the Formation of Microstructures with Novel Magnetostrictor
 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
3. Results
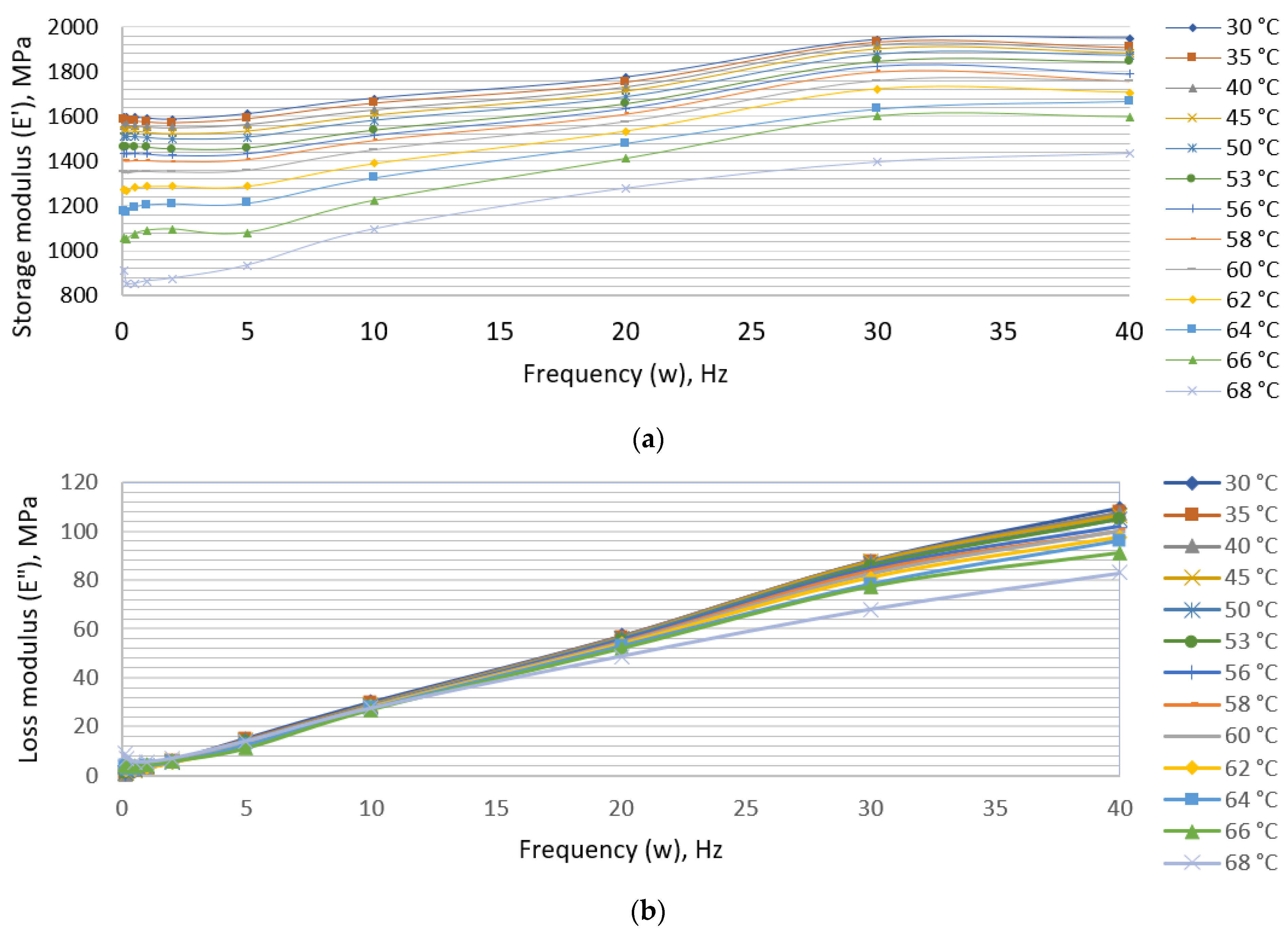
3.1. Dynamic Mechanical Analysis
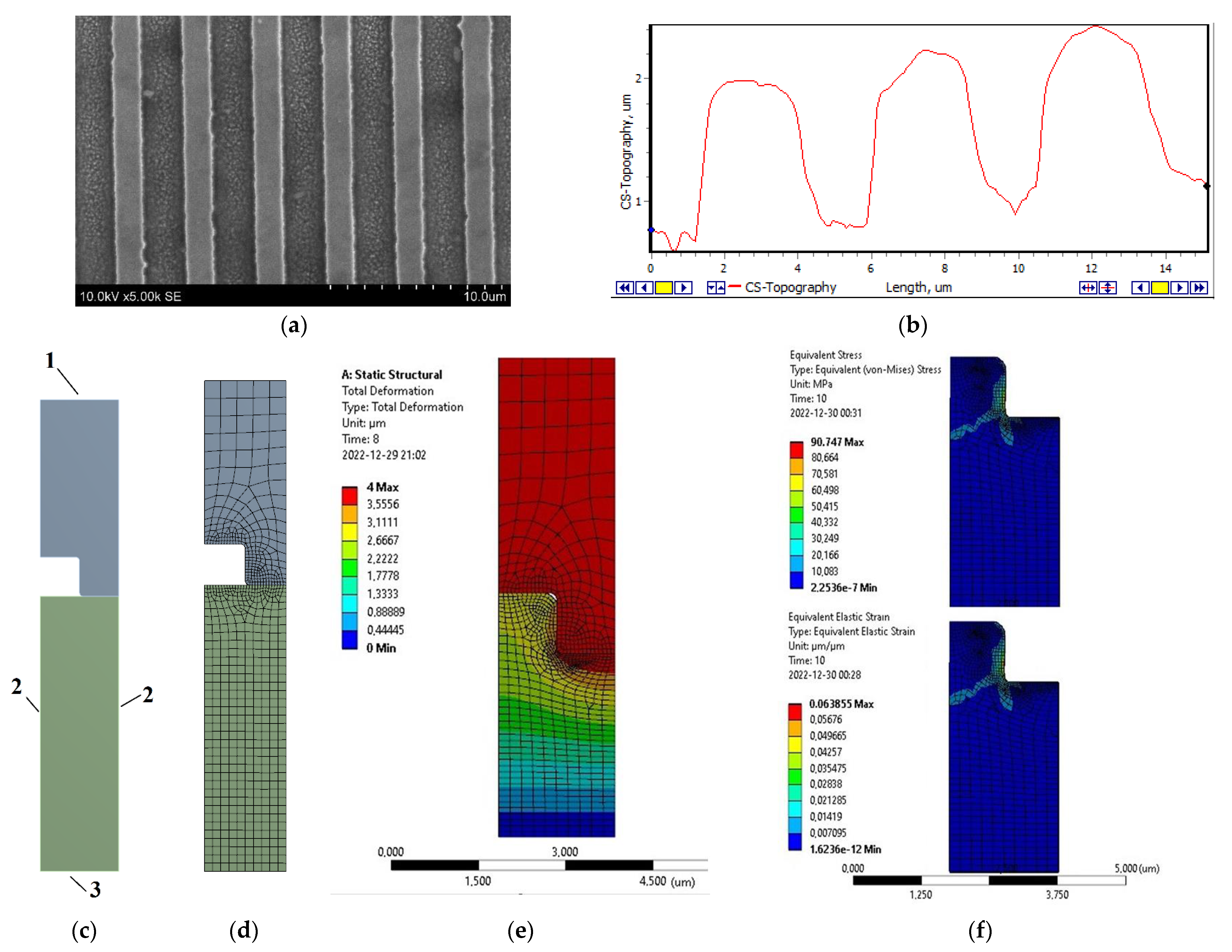
3.2. Thermal Imprint with Magnetostrictor
4. Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, X.; Ming, P.; Ao, S.; Wang, W. Review of additive electrochemical micro-manufacturing technology. Int. J. Mach. Tools Manuf. 2022, 173, 103848. [Google Scholar] [CrossRef]
- Huang, Z.; Tsui, G.C.-P.; Deng, Y.; Tang, C.Y. Two-photon polymerization nanolithography technology for fabrication of stimulus-responsive micro/nano-structures for biomedical applications. Nanotechnol. Rev. 2020, 9, 1118–1136. [Google Scholar] [CrossRef]
- Limongi, T.; Tirinato, L.; Pagliari, F.; Giugni, A.; Allione, M.; Perozziello, G.; Candeloro, P.; Di Fabrizio, E. Fabrication and Applications of Micro/Nanostructured Devices for Tissue Engineering. Nano-Micro Lett. 2017, 9, 1. [Google Scholar] [CrossRef] [Green Version]
- Peng, L.; Deng, Y.; Yi, P.; Lai, X. Micro hot embossing of thermoplastic polymers: A review. J. Micromech. Microeng. 2014, 24, 013001. [Google Scholar] [CrossRef]
- Saha, B.; Toh, W.Q.; Liu, E.; Tor, S.B.; Hardt, D.E.; Lee, J. A review on the importance of surface coating of micro/nano-mold in micro/nano-molding processes. J. Micromech. Microeng. 2016, 26, 013002. [Google Scholar] [CrossRef]
- Heckele, M.; Schomburg, W.K. Review on micro molding of thermoplastic polymers. J. Micromech. Microeng. 2004, 14, R1–R14. [Google Scholar] [CrossRef]
- Nada, A.A.; Andicsová, A.E.; Mosnáček, J. Irreversible and Self-Healing Electrically Conductive Hydrogels Made of Bio-Based Polymers. Int. J. Mol. Sci. 2022, 23, 842. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, J.; Chen, J. Thermal Transport in Conductive Polymer–Based Materials. Adv. Funct. Mater. 2020, 30, 1904704. [Google Scholar] [CrossRef]
- Sinha, A.K.; Narang, H.K.; Bhattacharya, S. Mechanical properties of hybrid polymer composites: A review. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 431. [Google Scholar] [CrossRef]
- Sahli, M.; Gelin, J.-C.; Barrière, T. Replication of microchannel structures in WC–Co feedstock using elastomeric replica moulds by hot embossing process. Mater. Sci. Eng. C 2015, 55, 252–266. [Google Scholar] [CrossRef]
- Balázs, B.Z.; Geier, N.; Takács, M.; Davim, J.P. A review on micro-milling: Recent advances and future trends. Int. J. Adv. Manuf. Technol. 2021, 112, 655–684. [Google Scholar] [CrossRef]
- Wu, Z.-L.; Qi, Y.-N.; Yin, X.-J.; Yang, X.; Chen, C.-M.; Yu, J.-Y.; Yu, J.-C.; Lin, Y.-M.; Hui, F.; Liu, P.-L.; et al. Polymer-Based Device Fabrication and Applications Using Direct Laser Writing Technology. Polymers 2019, 11, 553. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sequeiros, E.W.; Emadinia, O.; Vieira, M.T.; Vieira, M.F. Development of Metal Powder Hot Embossing: A New Method for Micromanufacturing. Metals 2020, 10, 388. [Google Scholar] [CrossRef] [Green Version]
- Scott, S.M.; Ali, Z. Fabrication Methods for Microfluidic Devices: An Overview. Micromachines 2021, 12, 319. [Google Scholar] [CrossRef] [PubMed]
- Deshmukh, S.S.; Goswami, A. Microlens array through induction-aided hot embossing: Fabrication, optimization, and characterization. Mater. Manuf. Process. 2022, 37, 1540–1554. [Google Scholar] [CrossRef]
- Mekaru, H.; Nakamura, O.; Maruyama, O.; Maeda, R.; Hattori, T. Development of precision transfer technology of atmospheric hot embossing by ultrasonic vibration. Microsyst. Technol. 2017, 13, 385–391. [Google Scholar] [CrossRef]
- Deshmukh, S.S.; Goswami, A. Recent developments in hot embossing—A review. Mater. Manuf. Process. 2021, 36, 501–543. [Google Scholar] [CrossRef]
- Deshmukh, S.S.; Goswami, A. Current innovations in roller embossing—A comprehensive review. Microsyst. Technol. 2022, 28, 1077–1114. [Google Scholar] [CrossRef]
- Sakalys, R.; Janušas, G.; Palevičius, A.; Čekas, E.; Jūrėnas, V.; Sodah, A. Microstructures replication using high frequency excitation. Microsyst. Technol. 2016, 22, 1831–1843. [Google Scholar] [CrossRef]
- Ciganas, J.; Griskevicius, P.; Palevicius, A.; Urbaite, S.; Janusas, G. Development of Finite Element Models of PP, PETG, PVC and SAN Polymers for Thermal Imprint Prediction of High-Aspect-Ratio Microfluidics. Micromachines 2022, 13, 1655. [Google Scholar] [CrossRef]
- Genovese, A.; Farroni, F.; Sakhnevych, A. Fractional Calculus Approach to Reproduce Material Viscoelastic Behavior, including the Time–Temperature Superposition Phenomenon. Polymers 2022, 14, 4412. [Google Scholar] [CrossRef] [PubMed]
- Zeltmann, S.E.; Prakash, K.A.; Doddamani, M.; Gupta, N. Prediction of modulus at various strain rates from dynamic mechanical analysis data for polymer matrix composites. Compos. Part B Eng. 2017, 120, 27–34. [Google Scholar] [CrossRef]
- Li, L.; Li, W.; Wang, H.; Zhao, J.; Wang, Z.; Dong, M.; Han, D. Investigation of Prony series model related asphalt mixture properties under different confining pressures. Constr. Build. Mater. 2018, 166, 147–157. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature, °C | a | b | c | d | R2 |
|---|---|---|---|---|---|
| 50 | 942 | 0.2966 | 0.437 | 942 | 0.997 |
| 60 | 920.6 | 0.2879 | 0.05601 | 920.6 | 0.998 |
| 68 | 898.5 | 0.2971 | −1.473 | 898.5 | 0.996 |
| Amount of Elements | Strain, µm/µm | Stress, MPa | |
|---|---|---|---|
| Coarse | 791 | 0.12095 | 701.15 |
| Medium | 1704 | 0.12412 | 421.78 |
| Fine | 6066 | 0.12129 | 431.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ciganas, J.; Bubulis, A.; Jurenas, V.; Griskevicius, P.; Palevicius, A.; Urbaite, S.; Janusas, G. Dynamic Mechanical Properties of PVC Plastics in the Formation of Microstructures with Novel Magnetostrictor. Micromachines 2023, 14, 820. https://doi.org/10.3390/mi14040820
Ciganas J, Bubulis A, Jurenas V, Griskevicius P, Palevicius A, Urbaite S, Janusas G. Dynamic Mechanical Properties of PVC Plastics in the Formation of Microstructures with Novel Magnetostrictor. Micromachines. 2023; 14(4):820. https://doi.org/10.3390/mi14040820
Chicago/Turabian StyleCiganas, Justas, Algimantas Bubulis, Vytautas Jurenas, Paulius Griskevicius, Arvydas Palevicius, Sigita Urbaite, and Giedrius Janusas. 2023. "Dynamic Mechanical Properties of PVC Plastics in the Formation of Microstructures with Novel Magnetostrictor" Micromachines 14, no. 4: 820. https://doi.org/10.3390/mi14040820
APA StyleCiganas, J., Bubulis, A., Jurenas, V., Griskevicius, P., Palevicius, A., Urbaite, S., & Janusas, G. (2023). Dynamic Mechanical Properties of PVC Plastics in the Formation of Microstructures with Novel Magnetostrictor. Micromachines, 14(4), 820. https://doi.org/10.3390/mi14040820