

Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study



Abstract
:1. Introduction
2. Materials and Methods
2.1. Longitudinal Ultrasonic-Assisted Milling Characteristics
2.2. Test Device
2.3. Test Specimen and Tool Parameters
2.4. Test Design
3. Results
3.1. Cutting Force
3.2. Milling Temperature
3.3. Residual Stress
3.4. Surface Roughness
3.5. Surface Morphology
3.6. Optimized Combination of Technological Parameters
4. Conclusions
- (1)
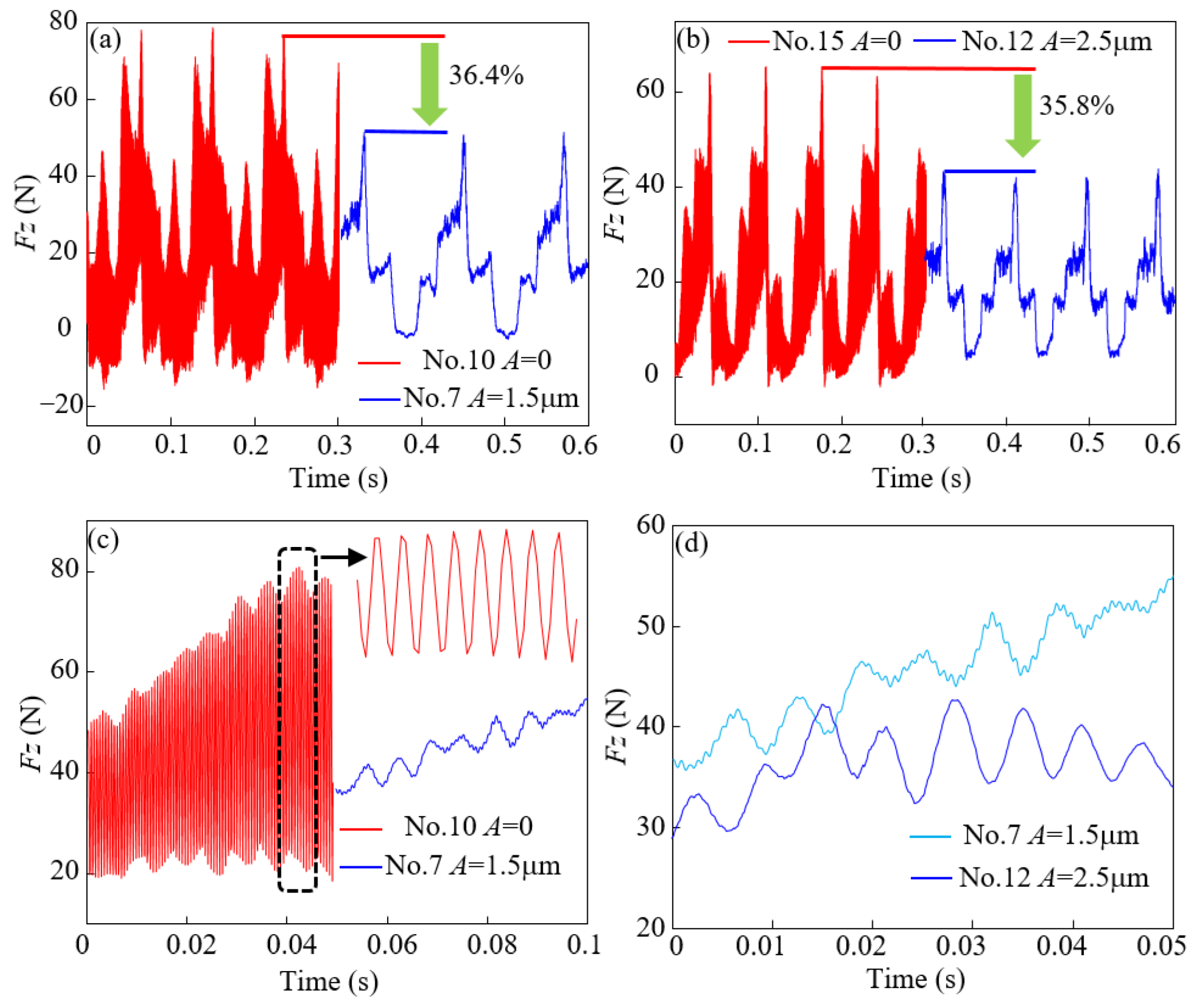
- By comparing the machining effects under ordinary milling and longitudinal ultrasonic-assisted milling, it can be found that the mean cutting force can be reduced by 15% due to high-speed contact and separation between the longitudinal ultrasonic vibration cutter tool and the workpiece, thereby effectively enhancing the cutting performance.
- (2)
- During the longitudinal ultrasonic vibration milling process, prolonging the separation time between the cutter tool and the workpiece can increase the heat dissipation time, remarkably improving the temperature rise during the milling process. The peak temperature can be reduced by up to 42%.
- (3)
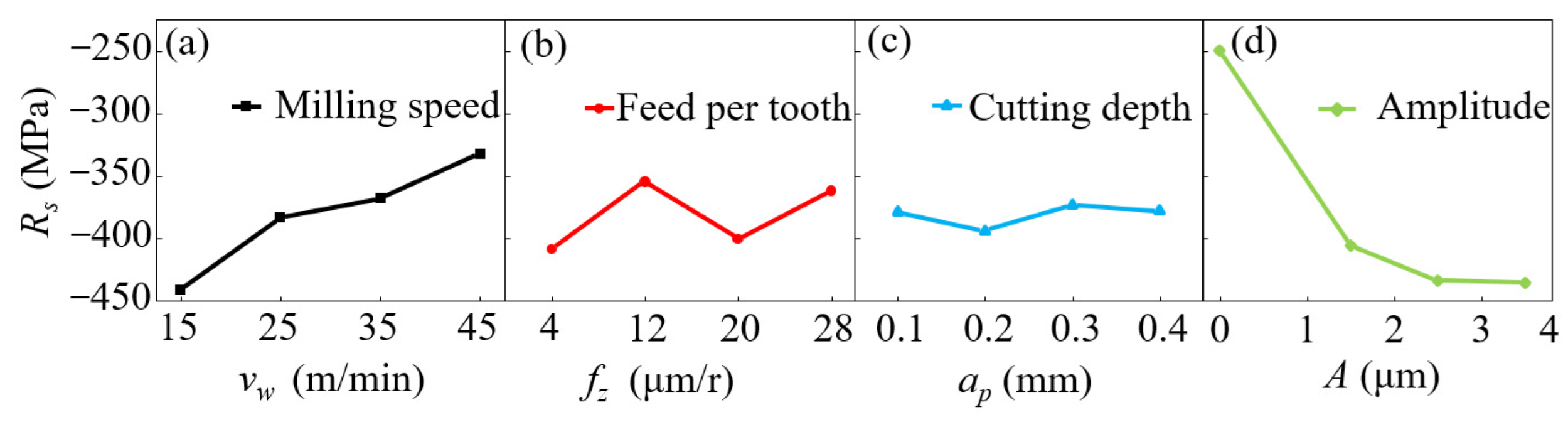
- Adding longitudinal ultrasonic vibration to the milling process can enhance the residual compressive stress on the specimen surface. The improvement became more evident with increasing amplitude. The peak residual compressive stress can be enhanced by approximately 40%.
- (4)
- Ultrasonic-assisted milling can remarkably improve the surface roughness of TC18 alloys. The maximum reduction of the surface roughness can reach 44% at an ultrasonic vibration amplitude of 3.5 μm.
- (5)
- Prospects for future work: after orthogonal test analysis, some processing parameters on TC18 were accumulated. The subsequent experiments can be expanded based on the excellent processing parameters. Single-factor tests were conducted to investigate the in-depth effects of each parameter on TC18 milling, the effect of machining parameters on force, and thus the difference in surface integrity. Enrichment of the orthogonal test data to obtain the interactive effects of each parameter on force and surface integrity should be considered.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Lei, P.; Wu, H.B. Effect of ultrasonic vibration on ultra-precision diamond turning of Ti6Al4V. Int. J. Adv. Manuf. Technol. 2019, 103, 433–440. [Google Scholar] [CrossRef]
- Wang, M.H.; Zhou, D.L.; Zheng, Y.H. Experiment and analysis of milling titanium alloy TA15. Tool Eng. 2018, 52, 109–112. [Google Scholar]
- Ni, C.B.; Zhu, L.; Liu, C.F.; Yang, Z.C. Analytical modeling of tool-workpiece contact rate and experimental study in ultrasonic vibration-assisted milling of Ti-6Al-4 V. Int. J. Mech. Sci. 2018, 142, 97–111. [Google Scholar] [CrossRef]
- Llanos, I.; Campa, A.; Iturbe, A.; Arrazola, P.B. Experimental analysis of cutting force reduction during ultrasonic assisted turning of Ti6Al4V. Procedia CIRP 2018, 77, 81–86. [Google Scholar] [CrossRef]
- Zhang, M.L.; Zhang, D.Y.; Geng, D.X. Effects of tool vibration on surface integrity in rotary ultrasonic elliptical end milling of Ti6-Al-4V. J. Alloys Compound. 2020, 821, 153266. [Google Scholar] [CrossRef]
- Liu, Y.M.; Zheng, Y.P.; Li, J. Study on surface morphology of vibration assisted cutting. Procedia CIRP 2018, 71, 65–70. [Google Scholar] [CrossRef]
- Tao, G.C.; Zhang, J.H.; Shen, X.H. Feasibility study on ultrasonic vibration assisted milling for squamous surface. Procedia CIRP 2016, 42, 847–852. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, M. The influence of superimposed ultrasonic vibration on surface asperities deformation. J. Mat. Proc. Technol. 2016, 229, 367–374. [Google Scholar] [CrossRef]
- Ma, C.; Zhang, J.H.; Tao, G.C. Wear and friction properties of titanium alloy surface subject to ultrasonic vibration assisted milling. Surf. Technol. 2017, 46, 115–119. [Google Scholar]
- Zhang, X.F.; Zheng, K.; Liao, W.H. Investigation on surface integrity for ultrasonic vibration assisted milling titanium alloy. Tool Eng. 2017, 51, 12–16. [Google Scholar]
- Ni, C.B.; Zhu, L.D.; Nino, J.S. Research on the characteristics of cutting force signal and chip in ultrasonic vibration-assisted milling of titanium alloys. J. Mech. Eng. 2019, 55, 207–216. [Google Scholar] [CrossRef]
- Girish, C.V.; Pulak, M.P.; Uday, S.D. Estimation of workpiece-temperature during ultrasonic-vibration assisted milling considering acoustic softening. Int. J. Mech. Sci. 2018, 140, 547–556. [Google Scholar] [CrossRef]
- Girish, C.V.; Pulak, M.P. Machining forces in ultrasonic-vibration assisted end milling. Ultrasonics 2019, 94, 350–363. [Google Scholar]
- Wang, X.M.; Han, J. Study on surface roughness of high speed milling of TC4 titanium alloy. Mech. Design Manuf. 2019, 5, 232–236. [Google Scholar] [CrossRef]
- Ji, S.H.; Ge, M.J.; Lin, Y.P. Experiment and analysis of titanium alloy milling based on orthogonal experimental design. Tool Eng. 2018, 52, 96–100. [Google Scholar]
- Niu, Y.; Jiao, F.; Zhao, B. Experiment of machining induced residual stress in longitudinal torsional ultrasonic assisted milling of Ti-6Al-4 V. Surf. Technol. 2019, 48, 41–51. [Google Scholar]
- Zhao, B.; Li, P.T.; Zhao, C.G. Fractal characterization of surface microtexture of Ti6Al4V subjected to ultrasonic vibration assisted milling. Ultrasonics 2020, 102, 106052. [Google Scholar] [CrossRef]
- Zhu, L.; Ni, C.B.; Yang, Z.C. Investigations of micro-textured surface generation mechanism and tribological properties in ultrasonic vibration-assisted milling of Ti-6Al-4V. Precis. Eng. 2019, 57, 229–243. [Google Scholar] [CrossRef]
- Tej, P.; Karali, P.; Dyakonov, A.A. Modeling cutting force in micro-milling of ti-6al-4v titanium alloy. Proc. Eng. 2015, 129, 134–139. [Google Scholar]
- Wang, B.H.; Cheng, L.; Ding, J.L. Numerical simulation on laser shock peening of TC4 titanium alloy. J. Aerosp. Power 2021, 36, 959–968. [Google Scholar]
- Tan, L.; Zhang, D.H.; Yao, C.F. Effect of high-speed milling parameters on the surface metamorphic layer of TC17 titanium alloy. J. Aeronaut Mat. 2017, 37, 75–81. [Google Scholar]
- Li, S.; Han, J.; Yu, H.; Wang, J.; Lu, M.; Tian, Y.; Lin, J. Finite Element Investigation on Cutting Force and Residual Stress in 3D Elliptical Vibration Cutting Ti6Al4V. Micromachines 2022, 13, 1278. [Google Scholar] [CrossRef] [PubMed]
- Wu, H.B.; Liu, G.; Ke, Y.L. Numerical simulation on surface residual stress for titanium alloy. J. Zhejiang Univ. (Eng. Sci.) 2007, 8, 1389–1393. [Google Scholar]
- He, Z.; Li, G.H.; Sun, Y. Development of experimental study on high-speed cutting of titanium alloys. Tool Eng. 2021, 55, 11–23. [Google Scholar]
- Chen, J.L.; Li, J.F.; Sun, J. Surface residual stress of titanium alloy induced by milling. J. Mech. Strength. 2010, 32, 53–57. [Google Scholar]
- Liu, J.; Fan, B.P.; Chen, Y. FEM simulation of temperature field in ultrasonic vibration grinding of CFRP. Mech. Sci. Technol. Aerosp. Eng. 2020, 39, 821–828. [Google Scholar]
- Xie, W.; Wang, X.; Liu, E.; Wang, J. Research on cutting force and surface integrity of TC18 titanium alloy by longitudinal ultrasonic vibration assisted milling. Int. J. Adv. Manuf. Technol. 2022, 119, 4745–4755. [Google Scholar] [CrossRef]
- Zhao, M.; Zhu, J.; Song, S.; Xue, B.; Zhao, B. Influence of machining parameters in longitudinal-torsional ultrasonic vibration milling titanium alloy for milling force. Int. J. Adv. Manuf. Technol. 2022, 123, 3578–3597. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Project | Chemical Composition | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Composition | Ti | Al | Mo | V | Cr | Fe | Si | C | N | O | H | Zr |
| Mass fraction/% | Residuals | 5.32 | 5.14 | 5.07 | 1.03 | 1.05 | 0.024 | 0.014 | 0.004 | 0.1 | 0.002 | <0.01 |
| No. | Factor A vw (m/min) | Factor B fz (μm/r) | Factor C ap (mm) | Factor D A (μm) | Fx/N | Fy/N | Fz/N | Rs/MPa | T/°C | Ra/μm |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 15 | 4 | 0.1 | 0 | 2.48 | −0.53 | 4.18 | −318.61 | 22.4 | 0.49 |
| 2 | 15 | 12 | 0.2 | 1.5 | 7.93 | −1.93 | 8.36 | −450.29 | 40.3 | 0.32 |
| 3 | 15 | 20 | 0.3 | 2.5 | 17.68 | −5.56 | 15.00 | −502.25 | 67.3 | 0.30 |
| 4 | 15 | 28 | 0.4 | 3.5 | 31.92 | −10.60 | 29.13 | −492.44 | 94.2 | 0.30 |
| 5 | 25 | 4 | 0.2 | 3.5 | 4.24 | −1.75 | 6.77 | −495.84 | 34.9 | 0.11 |
| 6 | 25 | 12 | 0.1 | 2.5 | 4.66 | −0.70 | 7.27 | −406.55 | 34 | 0.40 |
| 7 | 25 | 20 | 0.4 | 1.5 | 23.64 | −9.18 | 19.60 | −267.26 | 76.6 | 0.27 |
| 8 | 25 | 28 | 0.3 | 0 | 25.38 | −7.86 | 20.55 | −363.96 | 87 | 0.51 |
| 9 | 35 | 4 | 0.3 | 1.5 | 4.98 | −2.36 | 7.68 | −440.48 | 49.2 | 0.25 |
| 10 | 35 | 12 | 0.4 | 0 | 14.82 | −6.97 | 24.10 | −374.08 | 82 | 0.24 |
| 11 | 35 | 20 | 0.1 | 3.5 | 7.34 | −1.29 | 9.39 | −429.84 | 46.5 | 0.34 |
| 12 | 35 | 28 | 0.2 | 2.5 | 16.40 | −4.19 | 15.92 | −227.66 | 58 | 0.38 |
| 13 | 45 | 4 | 0.4 | 2.5 | 6.80 | −3.34 | 8.62 | −378.90 | 51 | 0.21 |
| 14 | 45 | 12 | 0.3 | 3.5 | 12.36 | −4.83 | 13.25 | −186.25 | 52 | 0.23 |
| 15 | 45 | 20 | 0.2 | 0 | 13.66 | −4.22 | 17.86 | −401.75 | 71.2 | 0.52 |
| 16 | 45 | 28 | 0.1 | 1.5 | 8.85 | −1.70 | 21.70 | −362.05 | 55 | 0.25 |
| Factor | Degree | Sum of Squares of Deviations | F-Ratio | Significance | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Fx | Fy | Fz | Fx | Fy | Fz | Fx | Fy | Fz | ||
| vw (m/min) | 3 | 67.78 | 5.46 | 6.76 | 2.39 | 0.98 | 0.14 | 0 | 0 | 0 |
| fz (mm/r) | 3 | 576.52 | 38.18 | 460.73 | 20.33 | 6.88 | 9.23 | Significant | Significant | 0 |
| ap (mm) | 3 | 404.08 | 92.84 | 218.08 | 14.25 | 16.74 | 4.37 | Significant | 0 | 0 |
| A (μm) | 3 | 18.65 | 2.80 | 63.47 | 0.66 | 0.50 | 1.27 | 0 | 0 | 0 |
| Error | 3 | 28.36 | 5.55 | 49.92 | ||||||
| Factor | Sum of Squares of Deviations | Degree | F-Ratio | Significance |
|---|---|---|---|---|
| vw (m/min) | 24,559.19 | 3 | 9.05 | 0 |
| fz (mm/r) | 8871.33 | 3 | 3.27 | 0 |
| ap/mm | 949.08 | 3 | 0.35 | 0 |
| A/μm | 93,995.35 | 3 | 34.65 | Significant |
| Error | 2712.87 | 3 |
| Average Value | vw (m/min) | fz (μm/r) | ap/mm | A/μm |
|---|---|---|---|---|
| K1 | −1763.6 | −1633.8 | −1517.1 | −999.8 |
| K2 | −1533.6 | −1417.2 | −1575.5 | −1623.0 |
| K3 | −1472.1 | −1601.1 | −1492.9 | −1734.2 |
| K4 | −1328.9 | −1446.1 | −1512.7 | −1741.2 |
| Range | 108.7 | 54.16 | 20.65 | 185.4 |
| Decreasing order of factors | A > vw > fz > ap | |||
| Optimal combination | A1B1C2D4 | |||
| Optimized Parameter | Optimal Combination |
|---|---|
| Cutting force Fx | A4B1C1D3 |
| Cutting force Fy | A4B1C1D3 |
| Cutting force Fz | A2B1C1D2 |
| Milling temperature | A1B1C1D4 |
| Residual stress | A1B1C2D4 |
| Surface roughness | A4B1C4D4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, G.; Xie, W.; Wang, H.; Chai, Y.; Zhang, S.; Yang, L. Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines 2023, 14, 1111. https://doi.org/10.3390/mi14061111
Li G, Xie W, Wang H, Chai Y, Zhang S, Yang L. Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines. 2023; 14(6):1111. https://doi.org/10.3390/mi14061111
Chicago/Turabian StyleLi, Guangxi, Weibo Xie, Hongtao Wang, Yongbo Chai, Shaolin Zhang, and Liquan Yang. 2023. "Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study" Micromachines 14, no. 6: 1111. https://doi.org/10.3390/mi14061111
APA StyleLi, G., Xie, W., Wang, H., Chai, Y., Zhang, S., & Yang, L. (2023). Optimizing Processing Parameters and Surface Quality of TC18 via Ultrasonic-Assisted Milling (UAM): An Experimental Study. Micromachines, 14(6), 1111. https://doi.org/10.3390/mi14061111