
Three-Dimensional Integrated Fan-Out Wafer-Level Package Micro-Bump Electromigration Study
Abstract
:1. Introduction
2. Theoretical Analysis and Model Design
2.1. Electrothermal Interaction Theory
2.2. Numerical Simulation Model Construction
3. Electrothermal Environmental Loading Conditions
3.1. Material Parameters
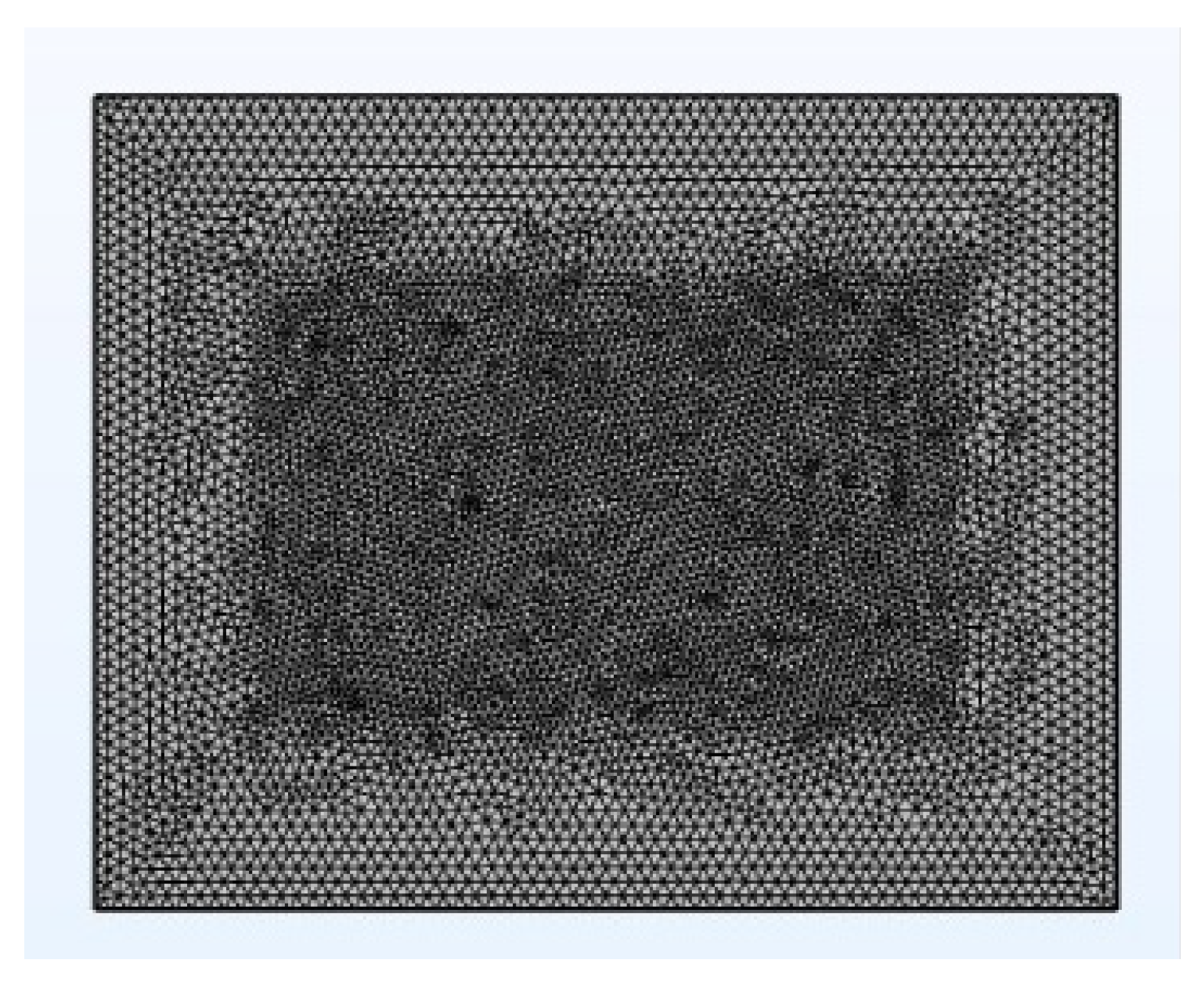
3.2. Mesh Division and Boundary Conditions
3.3. Theoretical Model for Electromigration Lifetime Prediction
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tian, W.; Li, B.; Li, Z.; Cui, H.; Shi, J.; Wang, Y.; Zhao, J. Using Chiplet Encapsulation Technology to Achieve Processing-in-Memory Functions. Micromachines 2022, 13, 1790. [Google Scholar] [CrossRef]
- Chang, K.T.; Huang, C.; Kuo, H.; Jhong, M.; Hsieh, T.; Hung, M.; Wang, C. Ultra High Density IO Fan-Out Design Optimizationwith Signal Integrity and Power Integrity. In Proceedings of the 2019 IEEE 69th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 28–31 May 2019; pp. 41–46. [Google Scholar]
- Chong, C.T.; Guan, L.T.; Ho, D.; Choong, C.S.; Faxing, C.; Bhattacharya, S. High Density Interconnection for Heterogeneous Integration on FOWLP Platform. In Proceedings of the 2018 IEEE 20th Electronics Packaging Technology Conference (EPTC), Singapore, 4–7 December 2018; pp. 186–190. [Google Scholar]
- Zhu, J.; Ming, X.; Yao, X. Research on Key Process Technology of RDL-first Fan-out Wafer Level Packaging. In Proceedings of the 2018 19th International Conference on Electronic Packaging Technology (ICEPT), Shanghai, China, 8–11 August 2018. [Google Scholar]
- Beth, K.; Kroehnert, S. (Eds.) Advances in Embedded and Fan-Out Wafer Level Packaging Technologies; John Wiley & Sons: Hoboken, NJ, USA, 2019. [Google Scholar]
- Ghaffarian, R. Microelectronics packaging technology roadmaps, assembly reliability, and prognostics. Facta Univ. Ser. Electron. Energ. 2016, 29, 543–611. [Google Scholar] [CrossRef] [Green Version]
- Yoon, S.W. Challenges of advanced wafer level packaging technology: Cost-effectiveness, integration and scalability. In Proceedings of the Electronics Packaging Technology Conference (EPTC), Singapore, 5–7 December 2012. [Google Scholar]
- Tian, R.; Hang, C.; Tian, Y.; Xu, J. Brittle fracture of Sn-37Pb solder joints in-duced by enhanced intermetallic compound growth under extreme temperature changes. J. Mater. Process. Technol. 2019, 268, 1–9. [Google Scholar] [CrossRef]
- Shen, Y.-A.; Zhou, S.; Li, J.; Tu, K.; Nishikawa, H. Thermomigration induced microstructure and property changes in Sn-58Bi solders. Mater. Des. 2019, 166, 107619. [Google Scholar] [CrossRef]
- Tu, K.N.; Hsiao, H.Y.; Chen, C. Transition from flip chip solder joint to 3D IC microbump: Its effect on microstructure anisotropy. Microelectron. Reliab. 2013, 53, 2–6. [Google Scholar] [CrossRef]
- Baek, S.-M.; Park, Y.; Oh, C.; Chun, E.-J.; Kang, N. Modeling and Experimental Verification of Intermetallic Compounds Grown by Electromigration and Thermomigration for Sn-0.7Cu Solders. J. Electron. Mater. 2018, 48, 142–151. [Google Scholar] [CrossRef]
- Feng, J.; Hang, C.; Tian, Y.; Wang, C.; Liu, B. Effect of electric current on grain orientation and mechanical properties of Cu-Sn intermetallic compounds joints. J. Alloys Compd. 2018, 753, 203–211. [Google Scholar] [CrossRef]
- Chen, W.-J.; Lee, Y.-L.; Wu, T.-Y.; Chen, T.-C.; Hsu, C.-H.; Lin, M.-T. Effects of Electrical Current and External Stress on the Electromigration of Intermetallic Compounds Between the Flip-Chip Solder and Copper Substrate. J. Electron. Mater. 2017, 47, 35–48. [Google Scholar] [CrossRef]
- Chen, C.; Tong, H.; Tu, K. Electromigration and Thermomigration in Pb-Free Flip-Chip Solder Joints. Annu. Rev. Mater. Res. 2010, 40, 531–555. [Google Scholar] [CrossRef]
- Chen, C.; Hsiao, H.-Y.; Chang, Y.-W.; Ouyang, F.; Tu, K. Thermomigration in solder joints. Mater. Sci. Eng. R Rep. 2012, 73, 85–100. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Cao, H.J.; Chen, H.T. Formation mechanism of a cathodic serrated inter-face and voids under high current density. Mater. Lett. 2018, 211, 191–194. [Google Scholar] [CrossRef]
- Cui, Z.; Fan, X.; Zhang, Y.; Vollebregt, S.; Fan, J.; Zhang, G. Coupling model of electromigration and experimental verification-Part I: Effect of atomic concentration gradient. J. Mech. Phys. Solids 2023, 174, 105257. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J.; Wang, Y.; Fang, Y. Effect of Grain Structure and Ni/Au-UBM Layer on Electromigration-Induced Failure Mechanism in Sn-3.0Ag-0.5Cu Solder Joints. Micromachines 2022, 13, 953. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.M.; Jeong, M.H.; Yoo, S.; Park, Y.B. Effects of surface finishes and current stressing on interfacial reaction characteristics of Sn-3.0Ag-0.5Cu solder bumps. J. Electron. Mater. 2012, 41, 791–799. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Zhang, Y.X.; Xv, Y.J.; Yang, L.H. Simulation of electromigration failure and optimization analysis of Sn0.7Cu lead-free solder joints. Electron. Compon. Mater. 2021, 35, 2133–2138. [Google Scholar]
- Hsu, H.C.; Ju, S.W.; Lu, J.R.; Chang, H.S.; Wu, H.H. Electromigration analysis and electro-thermo-mechanical design for semiconductor package. In Proceedings of the International Conference on Electronic Packaging Technology & High Density Packaging, Beijing, China, 10–13 August 2009. [Google Scholar]
- Gao, Z.; Dong, C.; Shang, S.; Huang, M.; Ma, H.; Wang, Y. Pronounced electromigration of GaInSn/Cu interconnects under super low critical current density. Mater. Lett. 2021, 300, 130137. [Google Scholar] [CrossRef]
- Jiang, Y.; Li, H.; Chen, G.; Mei, Y.; Wang, M. Electromigration behavior of Cu/Sn3.0Ag0.5Cu/Cu ball grid array solder joints. J. Mater. Sci. Mater. Electron. 2019, 30, 6224–6233. [Google Scholar] [CrossRef]
- Passage, J.M.; Azhari, N.; Lloyd, J.R. Stress Migration Followed by Electromigration Reliability Testing. In Proceedings of the 2019 IEEE International Reliability Physics Symposium (IRPS), Monterey, CA, USA, 31 March 2019–4 April 2019. [Google Scholar]
- Su, M.; Gao, R.; Li, J.; Cao, L. Simulation analysis of system-level fan-out package based thermal management. Power Electron. Technol. 2018, 52, 4. [Google Scholar]
- Wang, J.; Yuan, Y.; Zhu, Y.; Zhang, Z. Study on the fatigue life of solder balls in fan-out BGA packages. Electron. Prod. Reliab. Environ. Test. 2022, 040. [Google Scholar]
- Cheng, T.; Lv, G.; Li, Y.; Yun, H.; Zhang, L.; Deng, Y.; Nan, J. Low Dielectric Polyimide/Fluorinated Ethylene Propylene (PI/FEP) Nanocomposite Film for High-Frequency Flexible Circuit Board Application. Macromol. Mater. Eng. 2021, 306, 2100086. [Google Scholar] [CrossRef]
- Lee, C.C.; Wang, C.W.; Chen, C.Y. Comparison of Mechanical Modeling to Warpage Estimation of RDL-First Fan-Out Panel-Level Packaging. IEEE Trans. Compon. Packag. Manuf. 2022, 12, 1100–1108. [Google Scholar] [CrossRef]
- Chen, F.; Chen, S.; Fu, Z.; Huang, Y.; Qin, F.; An, T. Prediction of electromigration lifetime of copper pillar bumps in ceramic packaging device. In Proceedings of the 2020 21st International Conference on Electronic Packaging Technology (ICEPT), Guangzhou, China, 12–15 August 2020. [Google Scholar]
- Black, J.R. Electromigration—A brief survey and some recent results. IEEE Trans. Electron Devices 1969, 16, 338–347. [Google Scholar] [CrossRef] [Green Version]
- Prigogine, I. Introduction to Thermodynamics of Irreversible Processes; Interscience: New York, NY, USA, 1967. [Google Scholar]
- Yeo, A.; Lee, C.; Pang, J.H. Flip chip solder joint reliability analysis using viscoplastic and elastic-plastic-creep constitutive models. IEEE Trans. Compon. Packag. Technol. 2006, 29, 355–363. [Google Scholar] [CrossRef]
- Basaran, C.; Lin, M. Electromigration induced strain field simulations for nanoelectronics lead-free solder joints. Int. J. Solids Struct. 2007, 44, 4909–4924. [Google Scholar] [CrossRef] [Green Version]
- Su, P.; Li, L.; Lai, Y.S.; Chiu, Y.T.; Kao, C.L. A comparison study of electromigration performance of Pb-free flip chip solder bumps. In Proceedings of the Electronic Components & Technology Conference, San Diego, CA, USA, 26–29 May 2009. [Google Scholar]
- Liu, Y.X.; Gusak, A. Fast prediction of electromigration lifetime with modified mean-time-to-failure equation. Mater. Lett. 2022, 325, 132880. [Google Scholar] [CrossRef]
- Rahim, M.K.; Zhou, T.; Fan, X.; Rupp, G. Board Level Temperature Cycling Study of Large Array Wafer Level Package. In Proceedings of the Electronic Components & Technology Conference, San Diego, CA, USA, 26–29 May 2009. [Google Scholar]
- Dudek, R.; Rzepka, S.; Dobritz, S.; Doring, R.; Keybig, K.; Wiese, S.; Michel, B. Fatigue Life Prediction and Analysis of Wafer Level Packages with SnAgCu Solder Balls. In Proceedings of the Electronics System-integration Technology Conference, Dresden, Germany, 5–7 September 2006. [Google Scholar]
- Cui, H.; Tian, W.; Zhang, Y.; Chen, Z. The Study of the Reliability of Complex Components during the Electromigration Process. Micromachines 2023, 14, 499. [Google Scholar] [CrossRef]
- Liu, B.; Tian, Y.; Qin, J.; An, R.; Zhang, R.; Wang, C. Degradation behaviors of micro ball grid array (μY), solder joints under the coupled effects of electromigration and thermal stress. J. Mater. Sci. Mater. Electron. 2016, 27, 11583–11592. [Google Scholar] [CrossRef]
- Yeh, Y.T.; Chou, C.K.; Hsu, Y.C.; Chen, C.; Tu, K.N. Threshold current density of electromigration in eutectic SnPb solder. Appl. Phys. Lett. 2005, 86, 5451. [Google Scholar] [CrossRef] [Green Version]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
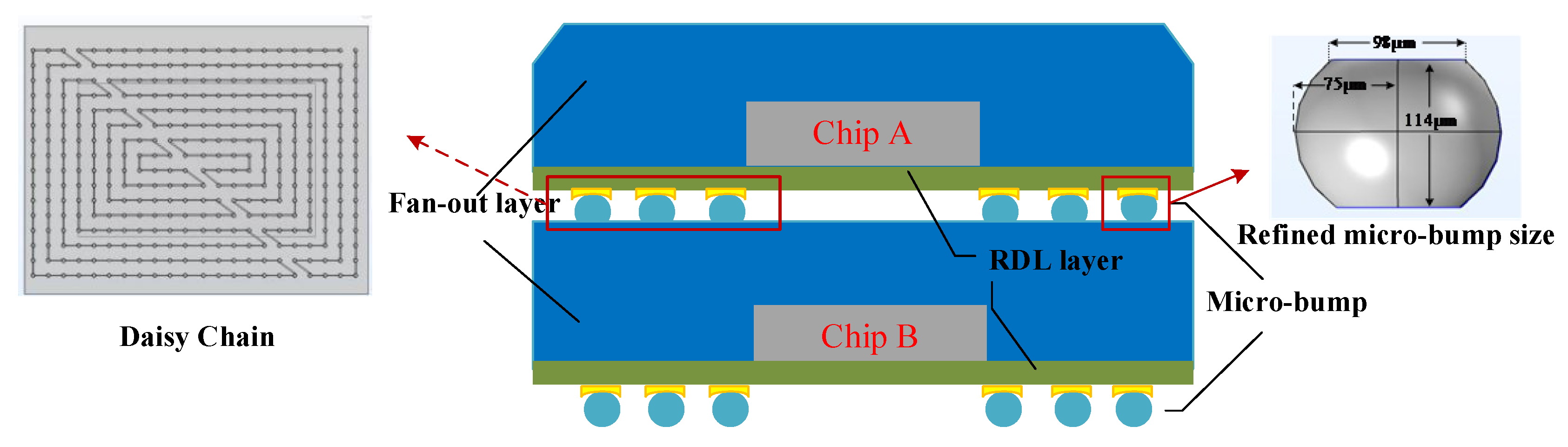
| Components | Size (mm3) |
|---|---|
| Si | 7.805 × 5.105 × 0.2 |
| PI | 11.3 × 8.95 × 0.3 |
| RDL | 11.3 × 8.95 × 0.063 |
| Materials | Si | Cu | Polyimide | Sn63Pb37 |
|---|---|---|---|---|
| Density (kg/m3) | 2330 | 8940 | 1550 | 8425 |
| Modulus of elasticity (Pa) | 130 × 109 | 255 × 109 | 22 × 109 | 34 × 109 |
| Coefficient of thermal expansion (ppm/K) | 3.61 | 17 | 11.5 | 2.39 |
| Poisson’s ratio | 0.28 | 0.22 | 0.28 | 0.38 |
| Thermal conductivity (W/m·K) | 119 | 400 | 0.25 | In Table 3 |
| Resistivity (Ω·m) | 2.52 × 10−4 | 1.72 × 10−8 | 1014.5 | 1.46 × 10−4 |
| Specific heat capacity (J/(kg·°C)) | 712 | 385 | 1150 | 227.2 |
| Relative dielectric constant | 11.7 | 1 | 3.2 | \ |
| Temperature (K) | 293 | 307.45 | 321.9 | 336.35 | 350.8 | 365.25 | 379.75 | 394.15 | 408.65 | 423.05 |
|---|---|---|---|---|---|---|---|---|---|---|
| Thermal conductivity (W/mK) | 52.02 | 51.89 | 51.76 | 51.63 | 51.5 | 51.37 | 51.24 | 51.11 | 50.98 | 50.85 |
| Current Density (A/cm3) | 3.5 | 3.5 | 4 | 4 | 4.5 | 4.5 | 5 | 5 |
|---|---|---|---|---|---|---|---|---|
| Temperature (K) | 328.15 | 398.15 | 328.15 | 398.15 | 328.15 | 398.15 | 328.15 | 398.15 |
| Electromigration Parameters | Numerical Value | Symbols | Unit |
|---|---|---|---|
| activation energy | 1 | Ea | eV |
| Effective charge number | −33 | Z* | / |
| Effective self-diffusion coefficient | 3.14 × 10−5 | D0 | m2/s |
| Heat transfer | 0.0094 | Q* | eV |
| Atomic volume | 2.48 × 10−29 | Ω | m3 |
| Initial resistivity | 1.55 × 10−7 | R0 | Ω-m |
| Boltzmann’s constant | 1.38 × 10−23 | KB | J/K |
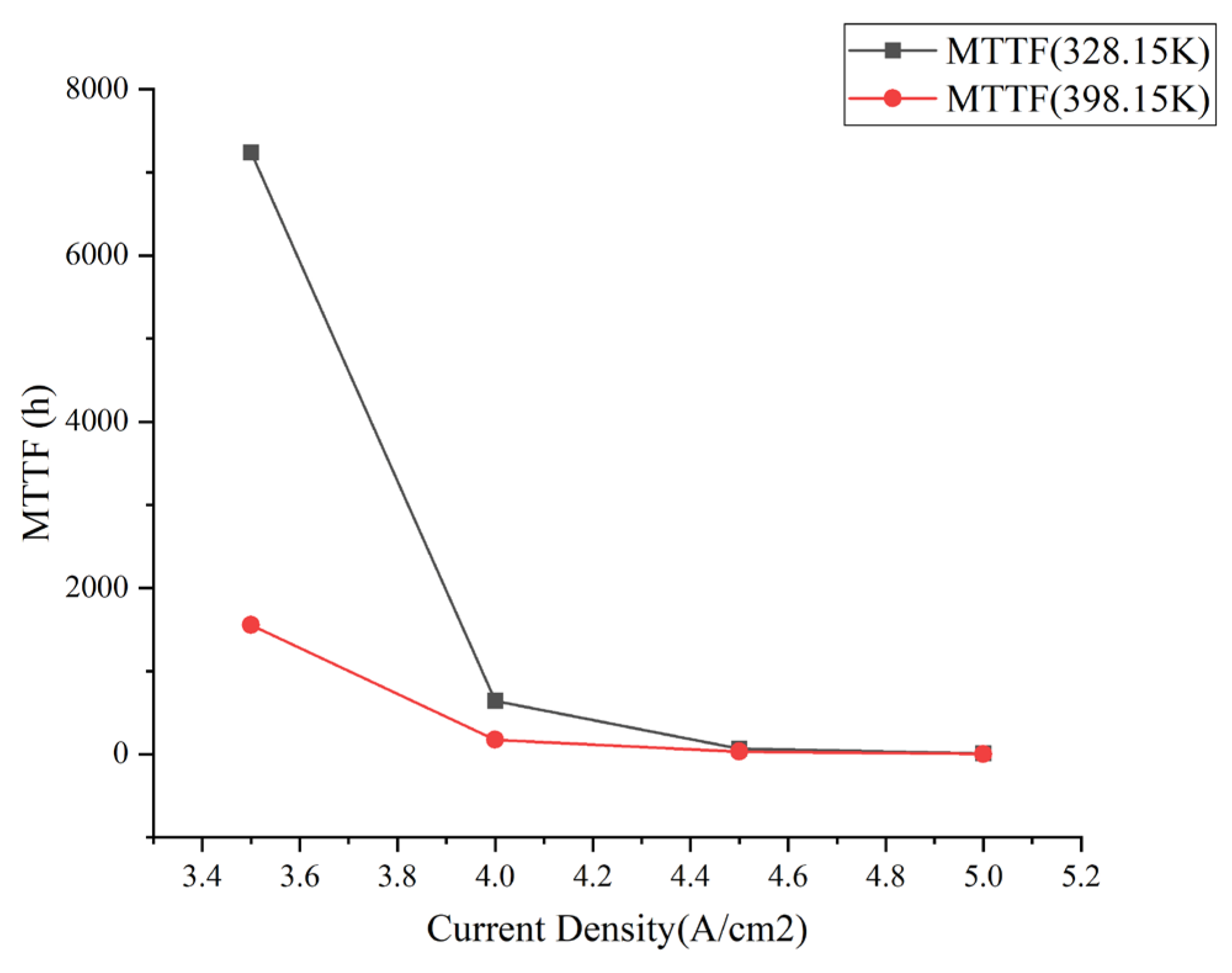
| Current Density (A/cm2) | Temperature (K) | Current Density Max (A/cm2) | Temperature Max (K) | MTTF (h) |
|---|---|---|---|---|
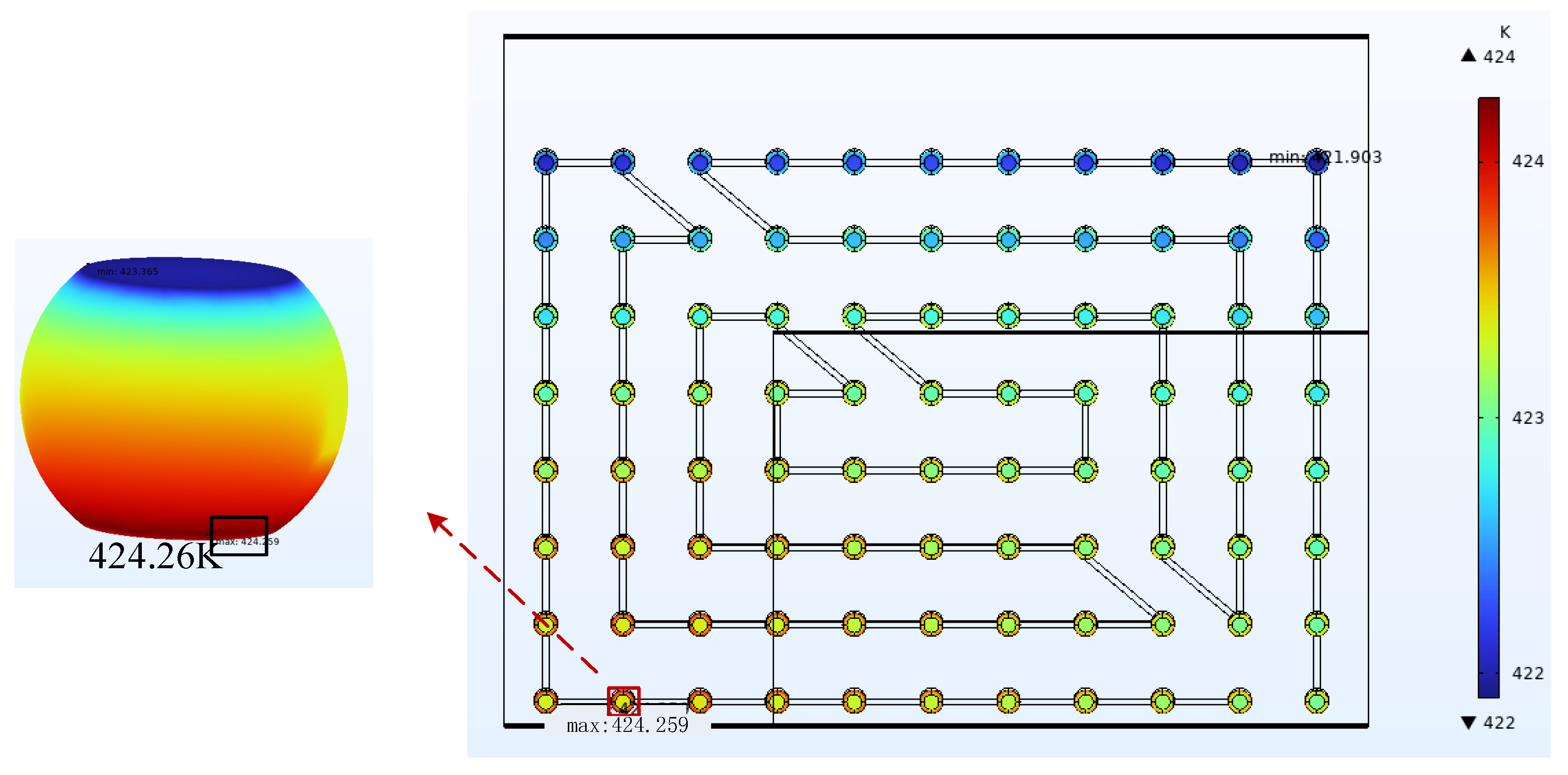
| 3.5 | 328.15 | 627.37 | 423.74 | 7239.30 |
| 394.31 | 424.26 | 17,721.10 | ||
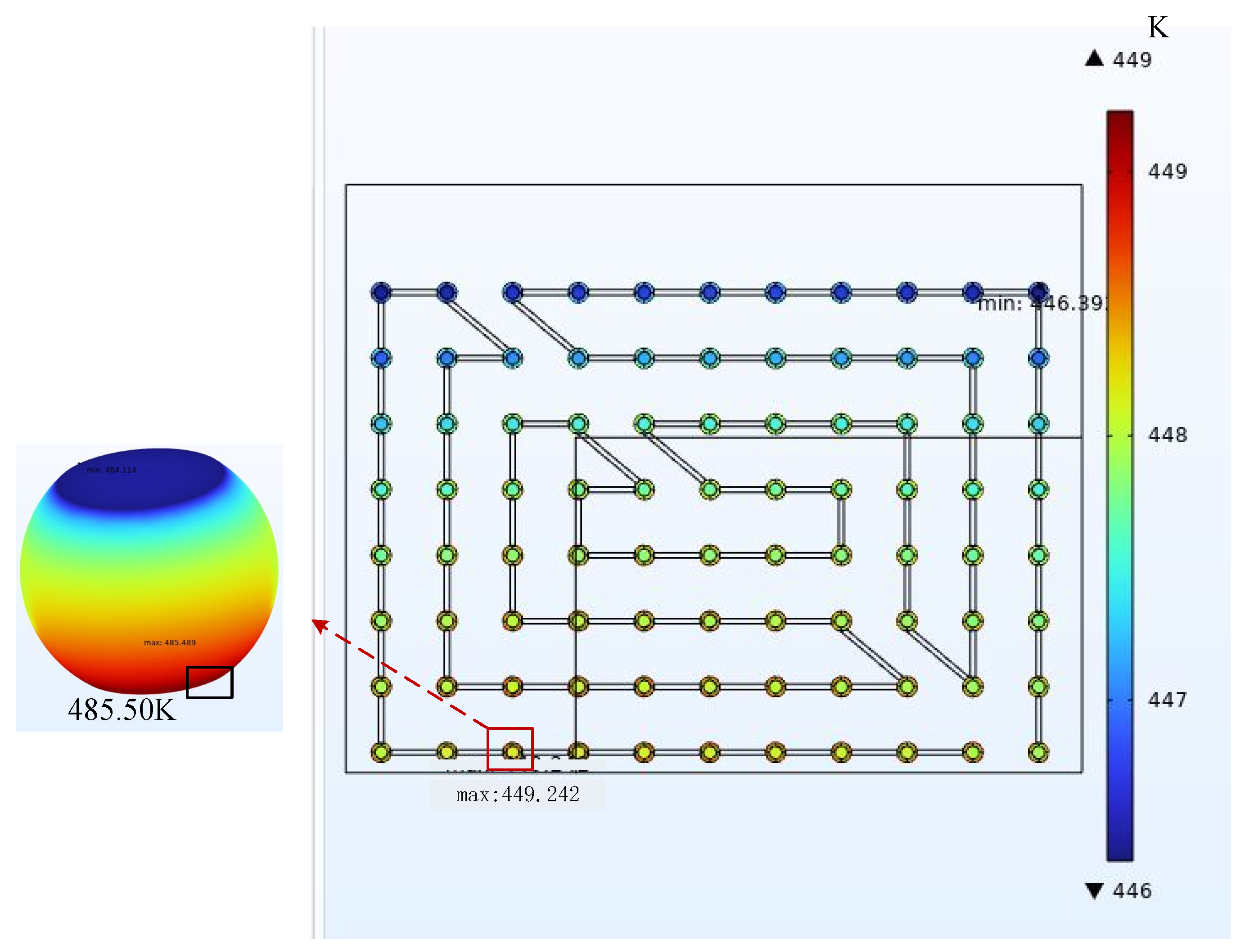
| 3.5 | 398.15 | 627.4 | 448.97 | 1553.34 |
| 457.38 | 449.24 | 2877.76 | ||
| 4 | 328.15 | 716.99 | 459.89 | 643.84 |
| 450.64 | 460.62 | 1565.95 | ||
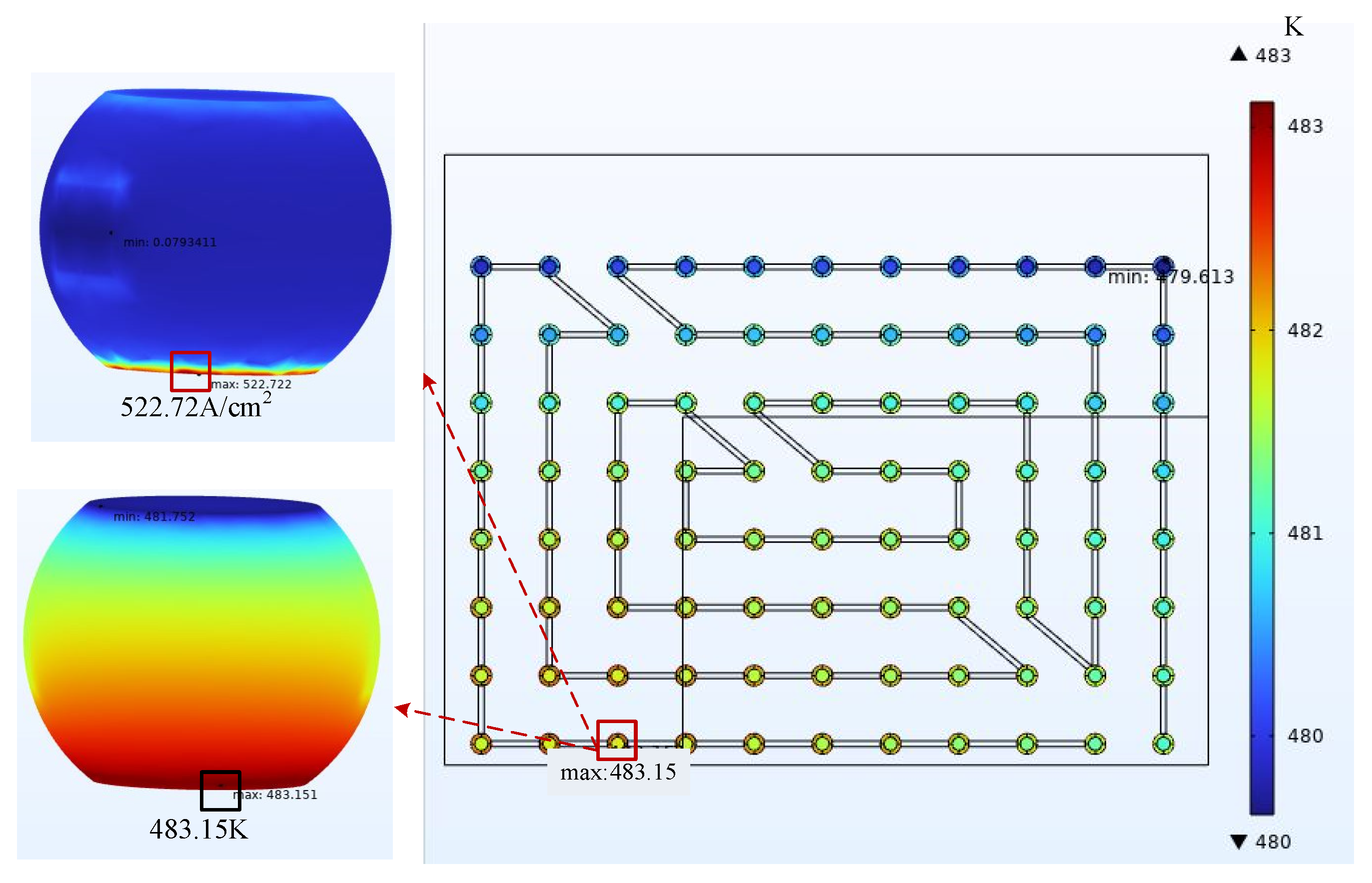
| 4 | 398.15 | 717.03 | 485.01 | 174.23 |
| 522.72 | 485.49 | 320.18 | ||
| 4.5 | 328.15 | 806.62 | 500.88 | 64.51 |
| 506.87 | 501.82 | 156.43 | ||
| 4.5 | 398.15 | 806.66 | 516.8 | 31.59 |
| 507 | 517.93 | 76.16 | ||
| 5 | 328.15 | 896.24 | 546.56 | 7.54 |
| 563.30 | 547.78 | 18.20 | ||
| 5 | 398.15 | 896.29 | 569.45 | 3.21 |
| 563.34 | 570.84 | 7.73 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, W.; Gao, R.; Gu, L.; Ji, H.; Zhou, L. Three-Dimensional Integrated Fan-Out Wafer-Level Package Micro-Bump Electromigration Study. Micromachines 2023, 14, 1255. https://doi.org/10.3390/mi14061255
Tian W, Gao R, Gu L, Ji H, Zhou L. Three-Dimensional Integrated Fan-Out Wafer-Level Package Micro-Bump Electromigration Study. Micromachines. 2023; 14(6):1255. https://doi.org/10.3390/mi14061255
Chicago/Turabian StyleTian, Wenchao, Ran Gao, Lin Gu, Haoyue Ji, and Liming Zhou. 2023. "Three-Dimensional Integrated Fan-Out Wafer-Level Package Micro-Bump Electromigration Study" Micromachines 14, no. 6: 1255. https://doi.org/10.3390/mi14061255
APA StyleTian, W., Gao, R., Gu, L., Ji, H., & Zhou, L. (2023). Three-Dimensional Integrated Fan-Out Wafer-Level Package Micro-Bump Electromigration Study. Micromachines, 14(6), 1255. https://doi.org/10.3390/mi14061255