

Research Progress in Abrasive Water Jet Processing Technology
Abstract
:1. Introduction
2. Basic Principles and Characteristics of Abrasive Water Jet Technology Processing
2.1. Basic Principles of Abrasive Water Jet Technology Processing
2.2. The Characteristics of Abrasive Water Jet Machining
3. Abrasive Water Jet Processing Material Mechanism
3.1. Processing Removal Mechanism of Brittle Materials
3.2. Processing Removal Mechanism of Plastic Materials
3.3. Processing Removal Mechanism of Composite Attribute Materials
4. Abrasive Water Jet Machining Process Simulation
4.1. Simulation of the Fluid Motion of Abrasive Water Jet
4.2. Process Simulation of Abrasive Water Jets Impacting Brittle Materials
4.3. Process Simulation of Abrasive Water Jets Impacting Difficult-to-Process Materials
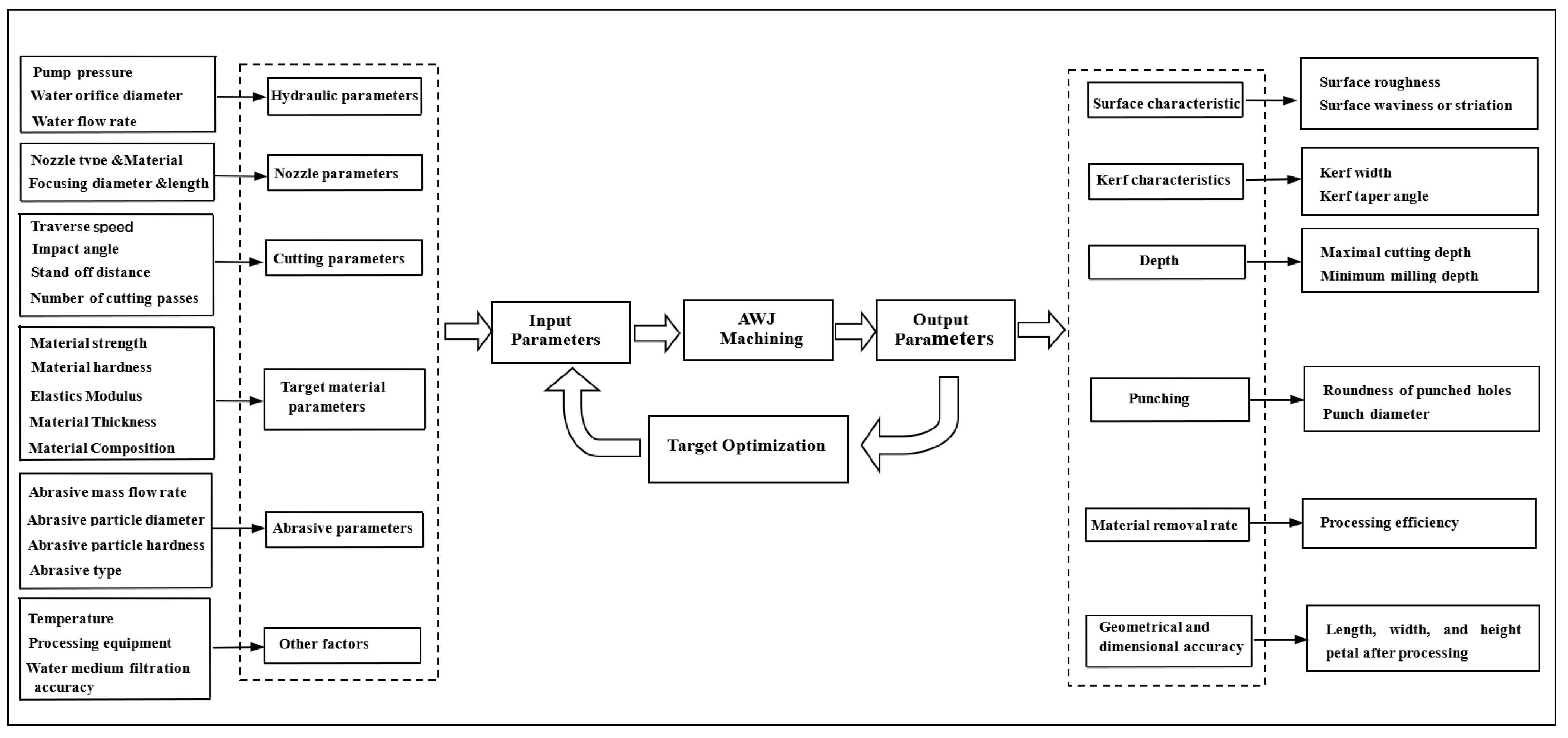
5. Influencing Factors in the Processing Removal Process of Abrasive Water Jetting
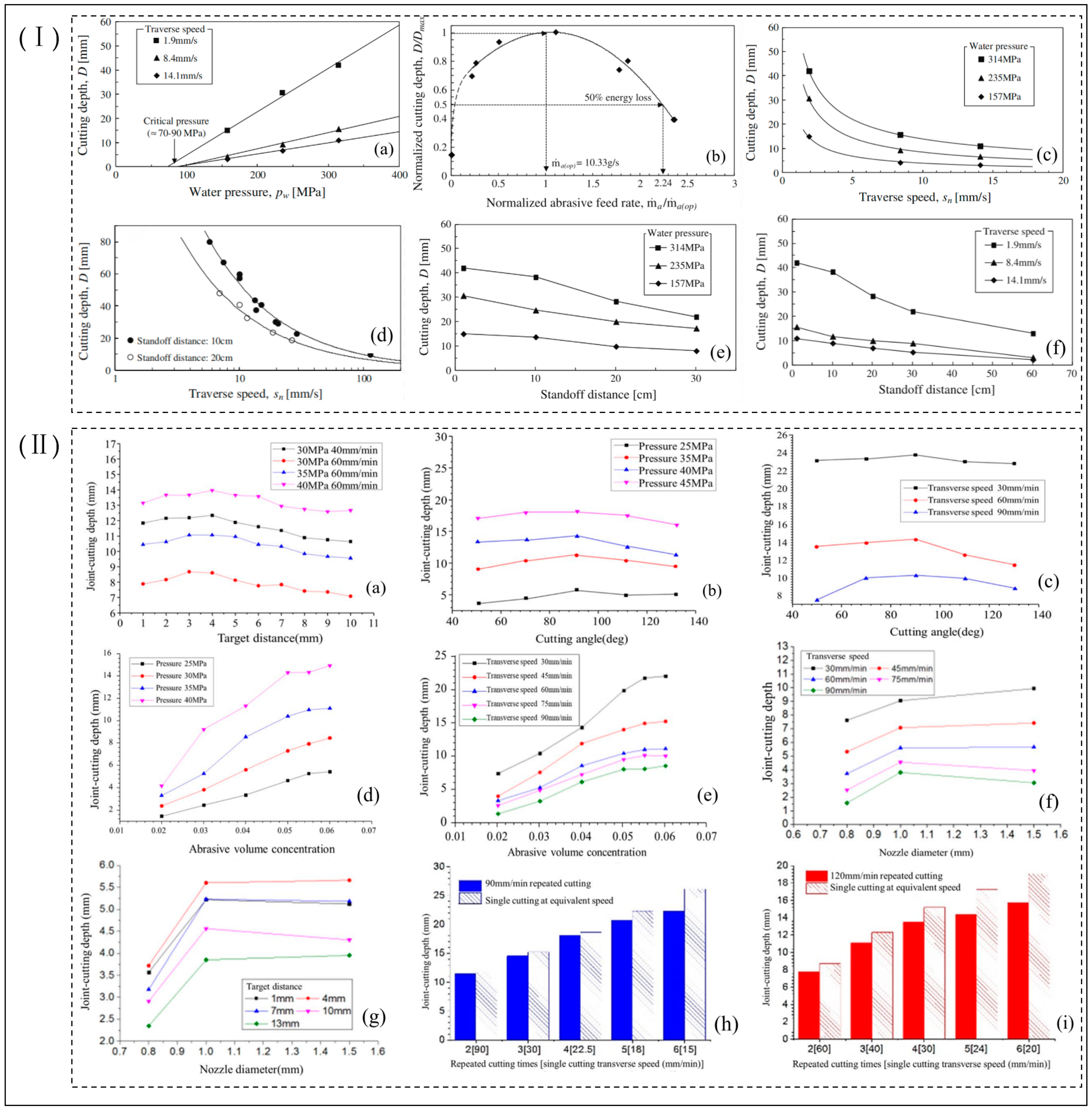
5.1. Factors Influencing the Maximum Depth of Cut during Abrasive Water Jet Processing
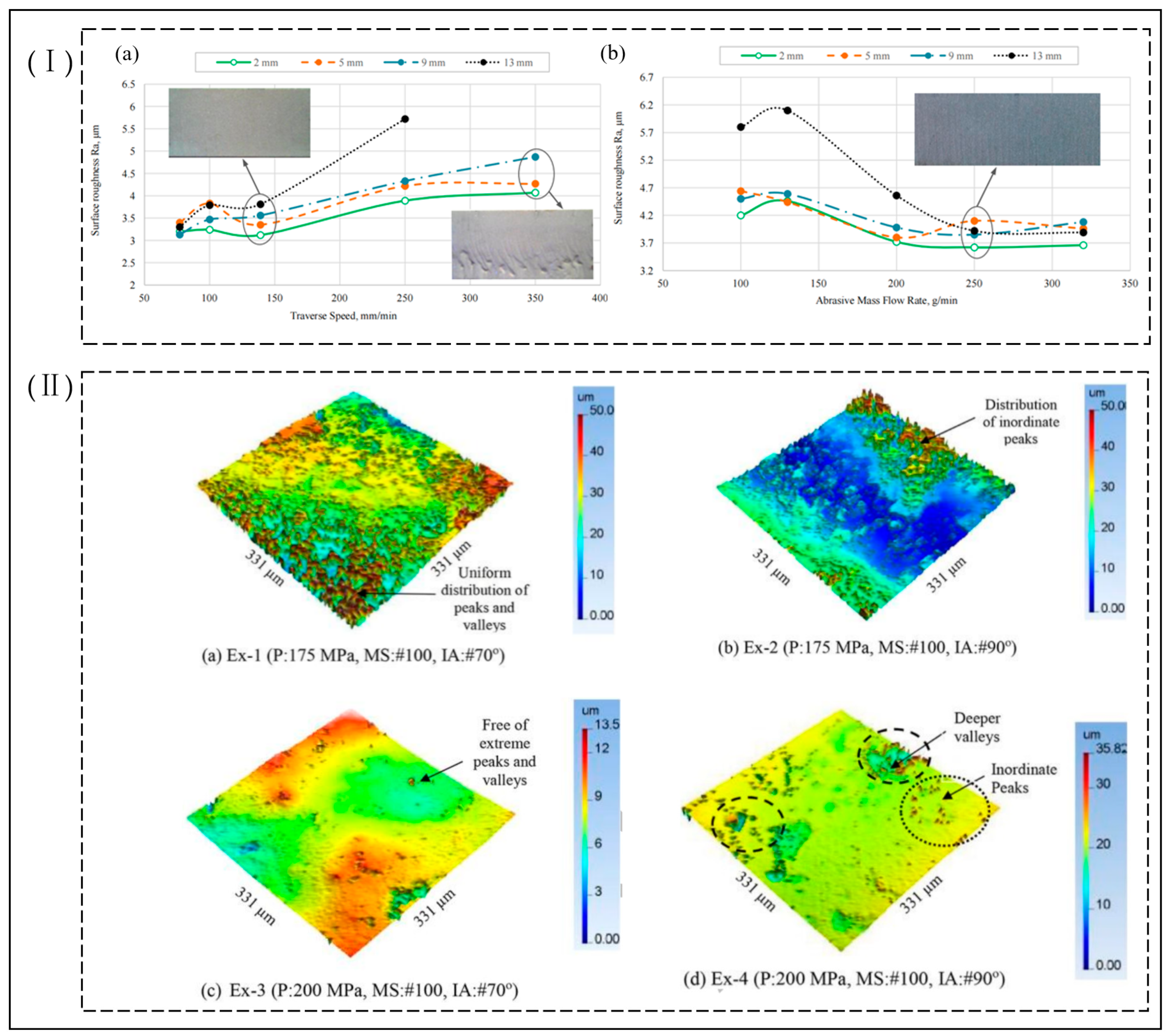
5.2. Factors Influencing Surface Quality during Abrasive Water Jet Processing
5.3. Improvement and Optimization of Abrasive Water Jet Process Parameters
6. Application and Development Directions of Modern Abrasive Water Jet Technology
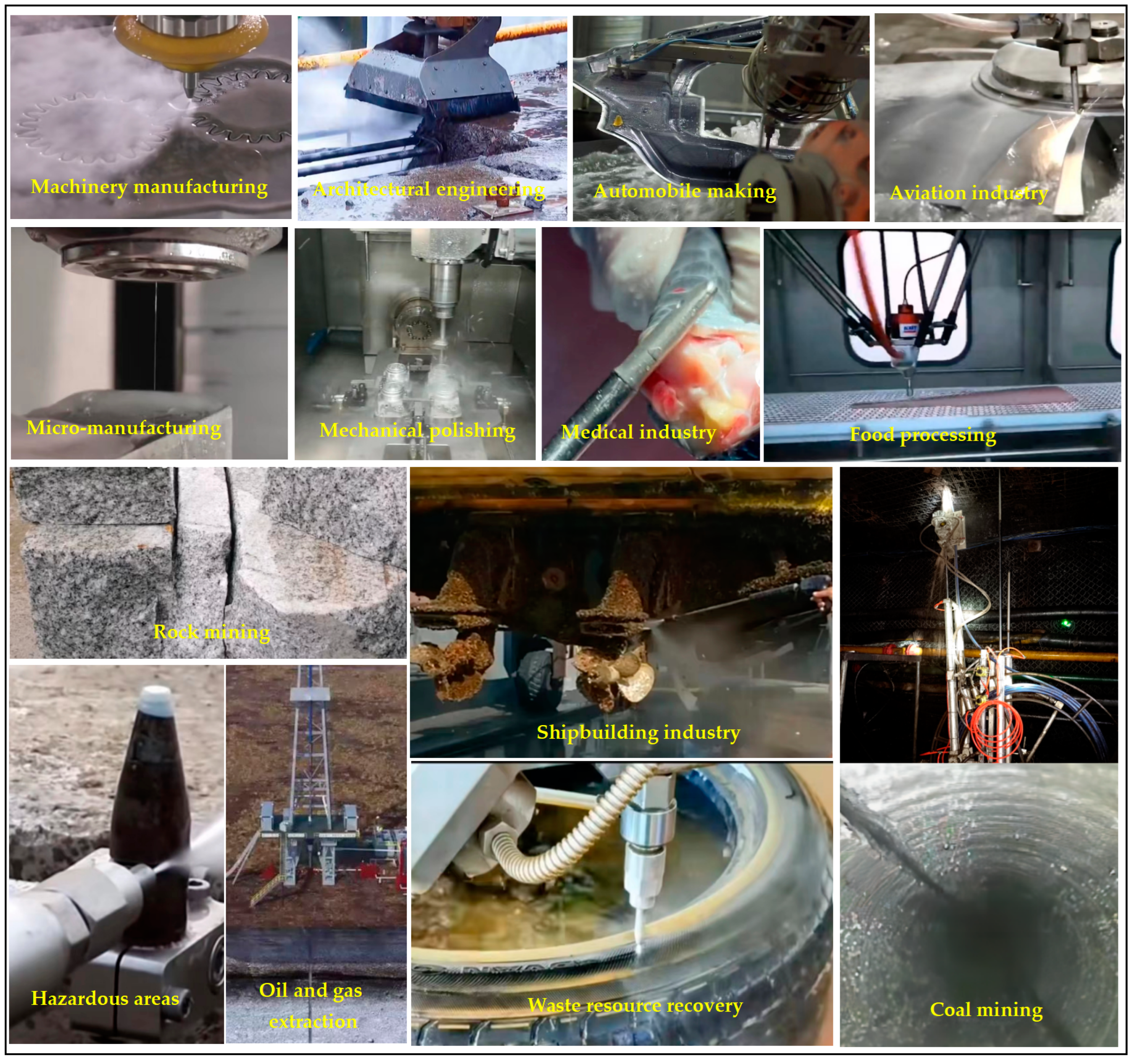
6.1. Application of Abrasive Water Jets
6.2. New Technology and Development Direction of Abrasive Water Jets
7. Concluding Remarks
- The abrasive water jet processing mechanism should focus on the removal mechanism of composite attribute materials for in-depth research to adapt to the composite attribute materials and new materials processing removal needs.
- In the simulation of the abrasive water jet machining process, attention should be paid to the establishment of an accurate constitutive model, so that the real machining process is correctly reflected in the computer simulation; therefore, the accuracy of model establishment should fully consider the influence of relevant parameters.
- The improvement and optimization of abrasive water jet process parameters should focus on combining production practice environmental conditions on the target-level optimization to adapt to production needs, because the weight or order of the influence of the process parameters on the optimization target level may vary accordingly depending on the processing of different materials, but the correlation with the law of the influence of the process parameters on the target level remains unchanged; therefore, the establishment of the same performance type of materials and the same target level of optimization or improvement model in the corresponding range (especially in the actual production) has strong guidance and versatility.
- The application of modern abrasive water jet technology and the direction of development should focus on precision machining or microfabrication-scale direction change to adapt to growing precision in processing and refinement in demand; at the same time, it should pay attention to the integration with other technologies to form a composite processing technology to meet the improvement of its processing range, processing capacity, machining efficiency, and machining accuracy, which has become one of the main directions for the development of precision machining or composite machining in the future.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jagadish Gupta, K.; Jagadish Gupta, K. Introduction to abrasive water jet machining. In Abrasive Water Jet Machining of Engineering Materials; Springer: Cham, Switzerland, 2020. [Google Scholar]
- Saravanan, S.; Vijayan, V.; Suthahar, S.J.; Balan, A.; Sankar, S.; Ravichandran, M. A review on recent progresses in machining methods based on abrasive water jet machining. Mater. Today Proc. 2020, 21, 116–122. [Google Scholar] [CrossRef]
- Hu, Y.; Kang, Y.; Wang, X.-C.; Li, X.-H.; Long, X.-P.; Zhai, G.-Y.; Huang, M. Mechanism and experimental investigation of ultra high pressure water jet on rubber cutting. Int. J. Precis. Eng. Manuf. 2014, 15, 1973–1978. [Google Scholar] [CrossRef]
- Hutyrová, Z.; Ščučka, J.; Hloch, S.; Hlaváček, P.; Zeleňák, M. Turning of wood plastic composites by water jet and abrasive water jet. Int. J. Adv. Manuf. Technol. 2016, 84, 1615–1623. [Google Scholar] [CrossRef]
- Amar, A.K.; Tandon, P. Investigation of gelatin enabled abrasive water slurry jet machining (AWSJM). CIRP J. Manuf. Sci. Technol. 2021, 33, 1–14. [Google Scholar] [CrossRef]
- Huang, C.Z.; Wang, J.; Feng, Y.X.; Zhu, H.T. Recent development of abrasive water jet machining technology. Key Eng. Mater. 2006, 315, 396–400. [Google Scholar] [CrossRef]
- Sreekumar, M.; Purushothaman, S.; Srinivas, M.S.; Katiyar, J.K.; Sankar, M.R. A review of additives in abrasive water jet machining and their performance. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2023, 237, 964–978. [Google Scholar] [CrossRef]
- Syazwani, H.; Mebrahitom, G.; Azmir, A. A review on nozzle wear in abrasive water jet machining application. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 012020. [Google Scholar] [CrossRef]
- Gnanavelu, A.; Kapur, N.; Neville, A.; Flores, J.F.; Ghorbani, N. A numerical investigation of a geometry independent integrated method to predict erosion rates in slurry erosion. Wear 2011, 271, 712–719. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, S.; Wu, Y.; Yang, F. A key parameter to characterize the kerf profile error generated by abrasive water-jet. Int. J. Adv. Manuf. Technol. 2017, 90, 1265–1275. [Google Scholar] [CrossRef]
- Yuan, R.F.; Yao, Y.H.; Li, X.J.; Li, H.M.; Li, D.Y.; T, J.L.; X, Z.Q.; W, W. High-pressure mortar pump realizes continuous sand adding system and method for pre-mixed abrasive water jet. CN201910486799.2. CN110125806A, 16 August 2019. Available online: https://kns.cnki.net/kcms2/article/abstract?v=ClyI0LvUrM_qGwU4TplFJ9WPhw0fTvLXT6q6StQ7Mi-SVPzwu6EWHfN2FV5i4Dt43_h_YcnK61dcJ_WsvkI8Ahqos-uynbsYIoEy_qx-f04lW9gdHcbcCQ==&uniplatform=NZKPT&language=gb&src=copy (accessed on 8 July 2023).
- Perec, A. Abrasive suspension water jet cutting optimization using orthogonal array design. Procedia Eng. 2016, 149, 366–373. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Zhang, S.; Zeng, J.; Chen, B.; Xue, J.; Ji, L. Correcting shape error on external corners caused by the cut-in/cut-out process in abrasive water jet cutting. Int. J. Adv. Manuf. Technol. 2019, 103, 849–859. [Google Scholar] [CrossRef]
- Louis, H.; Pude, F.; von Rad, C.; Versemann, R. Abrasive water suspension jet technology fundamentals, application and developments. Weld. World 2007, 51, 11–16. [Google Scholar] [CrossRef]
- Verma, S.; Mishra, S.K.; Mallick, S.K. CFD analysis of nozzle in abrasive water suspension jet machining. Int. J. Adv. Eng. Res. Stud. 2015, 236, 241. [Google Scholar]
- Qiang, C.; Li, L.; Wang, X.; Guo, C. Study on the mechanism for sparks in cutting metal with abrasive suspension water jet. Int. J. Adv. Manuf. Technol. 2020, 106, 417–430. [Google Scholar] [CrossRef]
- Muthuramalingam, T.; Vasanth, S.; Vinothkumar, P.; Geethapriyan, T.; Rabik, M.M. Multi criteria decision making of abrasive flow oriented process parameters in abrasive water jet machining using Taguchi–DEAR methodology. Silicon 2018, 10, 2015–2021. [Google Scholar] [CrossRef]
- Natarajan, Y.; Murugasen, P.K.; Sundarajan, L.R.; Arunachalam, R. Experimental investigation on cryogenic assisted abrasive water jet machining of aluminium alloy. Int. J. Precis. Eng. Manuf.-Green Technol. 2019, 6, 415–432. [Google Scholar] [CrossRef]
- Shafiei, N.; Getu, H.; Sadeghian, A.; Papini, M. Computer simulation of developing abrasive jet machined profiles including particle interference. J. Mater. Process. Technol. 2009, 209, 4366–4378. [Google Scholar] [CrossRef]
- Melentiev, R.; Fang, F. Recent advances and challenges of abrasive jet machining. CIRP J. Manuf. Sci. Technol. 2018, 22, 1–20. [Google Scholar] [CrossRef]
- Sheldon, G.L.; Finnie, I. The mechanism of material removal in the erosive cutting of brittle materials. J. Inst. Eng. 1966, 88, 393–399. [Google Scholar] [CrossRef]
- Che, C.L.; Huang, C.Z.; Wang, J.; Zhu, H.T. Study of abrasive water jet polishing technology. Key Eng. Mater 2011, 487, 327–331. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Pradeep Kumar, M. Study and evaluation of abrasive water jet cutting performance on AA5083-H32 aluminum alloy by varying the jet impingement angles with different abrasive mesh sizes. Mach. Sci. Technol. 2017, 21, 385–415. [Google Scholar] [CrossRef]
- Hashish, M. Pressure Effects in Abrasive-Waterjet (AWJ) Machining. ASME. J. Eng. Mater. Technol. July 1989, 111, 221–228. [Google Scholar] [CrossRef]
- Monno, M.; Pellegrini, G.; Ravasio, C. Characterization of the AWJ kerf: The influence of material properties. In Proceedings of the 19th International Conference on Water Jetting, Nottingham, UK, 15–17 October 2008; pp. 67–76. [Google Scholar]
- Monno, M.; Pellegrini, G.; Ravasio, C. Effect of workpiece heat treatment on surface quality of AWJ kerf. Int. J. Mater. Prod. Technol. 2015, 51, 345–358. [Google Scholar] [CrossRef]
- Liu, J.; Zhu, Y.; Xue, Y.; Sun, H. Fragmentation pattern and removal mechanism of concrete subjected to abrasive water jet impact. Adv. Mater. Sci. Eng. 2021, 2021, 6618386. [Google Scholar] [CrossRef]
- Chen, W.; Ma, X. Concrete crack propagation and damage analysis of damage based on SPH method of abrasive jet. Chin. J. Appl. Mech. 2023, 2023, 1–10. [Google Scholar]
- Yin, Y.G.; Xie, T. Erosion mechanisms of hydraulic concretes under high-speed abrasive water jets at different impact angles. Adv. Mater. Res. 2011, 150, 680–686. [Google Scholar] [CrossRef]
- Momber, A.W.; Kovacevic, R. Principles of Abrasive Water Jet Machining; Springer: Berlin/Heidelberg, Germany, 1998. [Google Scholar]
- Bitter, J.G. A study of erosion phenomena part I. Wear 1963, 6, 5–21. [Google Scholar] [CrossRef]
- Bitter, J.G. A study of erosion phenomena: Part II. Wear 1963, 6, 169–190. [Google Scholar] [CrossRef]
- Liu, X.; Liang, Z.; Wen, G.; Yuan, X. Waterjet machining and research developments: A review. Int. J. Adv. Manuf. Technol. 2019, 102, 1257–1335. [Google Scholar] [CrossRef]
- Chen, F.L.; Siores EChen, F.L.; Siores, E. The effect of cutting jet variation on surface striation formation in abrasive water jet cutting. J. Mater. Process. Technol. 2003, 135, 1–5. [Google Scholar] [CrossRef]
- Niranjan, C.A.; Srinivas, S.; Ramachandra, M. Experimental investigations on depth of penetration and surface integrity in AZ91/Al2O3 nano-composites cut by abrasive water jet. Int. J. Adv. Manuf. Technol. 2020, 107, 747–762. [Google Scholar] [CrossRef]
- Niranjan, C.A.; Srinivas, S.; Ramachandra, M. Effect of process parameters on depth of penetration and topography of AZ91 magnesium alloy in abrasive water jet cutting. J. Magnes. Alloys 2018, 6, 366–374. [Google Scholar] [CrossRef]
- Sasikumar, K.; Arulshri, K.; Ponappa, K.; Uthayakumar, M. A study on kerf characteristics of hybrid aluminium 7075 metal matrix composites machined using abrasive water jet machining technology. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 690–704. [Google Scholar] [CrossRef]
- Cao, Z.C.; Cheung, C.F.; Ren, M. Modelling and characterization of surface generation in fluid jet polishing. Precis. Eng. 2016, 43, 406–417. [Google Scholar] [CrossRef]
- Ali, Y.M.; Mathew, P.; Wang, J. Progress in the Modeling of Abrasive Jet Machining. Adv. Mater. Res. 2010, 126, 3–8. [Google Scholar] [CrossRef]
- Wang, Y.F.; Yang, Z.G. Finite element model of erosive wear on ductile and brittle materials. Wear 2008, 265, 871–878. [Google Scholar] [CrossRef]
- Ali, Y.M.; Wang, J. Machining with Abrasives; Davim, J.P. , Jackson, M.J., Eds.; Springer: London, UK, 2010; Chapter 9. [Google Scholar]
- Peng, W.; Guan, C.; Li, S. Material removal mode affected by the particle size in fluid jet polishing. Appl. Opt. 2013, 52, 7927–7933. [Google Scholar] [CrossRef]
- Peng, W.; Guan, C.; Li, S. Defect-free surface of quartz glass polished in elastic mode by chemical impact reaction. J. Cent. S. Univ. 2014, 21, 4438–4444. [Google Scholar] [CrossRef]
- Li, Z.; Yao, S.; Yun, F.; Wang, X.; Wang, L.; Wu, Y. Simulation and Optimization of the Nozzle Section Geometry for a Suspension Abrasive Water Jet. Machines 2021, 10, 3. [Google Scholar] [CrossRef]
- Deng, J.; Yuan, Y.; Li, D.; Cheng, H.; Dai, C.; Shen, J.; Xie, F.; Wang, J. Optimization of Abrasive Water Jet Nozzle Based on Numerical Simulation. J. Phys. Conf. Ser. 2021, 1985, 012014. [Google Scholar] [CrossRef]
- Lin, X.D.; Lu, Y.Y.; Tang, J.R.; Zhang, W.F.; Cheng, Y.G. Numerical simulation of abrasive particles acceleration process in pre-mixed abrasive water jet. J. Vib. Shock 2015, 34, 19–24. [Google Scholar] [CrossRef]
- Du, M.; Wang, H.; Dong, H.; Guo, Y.; Ke, Y. Numerical research on multi-particle movements and nozzle wear involved in abrasive waterjet machining. Int. J. Adv. Manuf. Technol. 2021, 117, 2845–2858. [Google Scholar] [CrossRef]
- Liu, X.; Tang, P.; Geng, Q.; Wang, X. Effect of abrasive concentration on impact performance of abrasive water jet crushing concrete. Shock Vib. 2019, 2019, 3285150. [Google Scholar] [CrossRef]
- Zhuang, Q.W.; Yuan, Y.X.; Xu, T.M.; Zhang, C. Simulation and experiment on cutting reinforced concrete with jet combined shield method. Chin. J. Geotech. Eng. 2020, 42, 1817–1824. [Google Scholar]
- Meng, J.; Wei, Q.; Ma, Y. Numerical simulation study on erosion mechanism of pre-mixed abrasive water jet. Adv. Mech. Eng. 2017, 9. [Google Scholar] [CrossRef] [Green Version]
- Wei, J.; Wang, M.; Yang, H.; Zhang, T.; Du, Y.; Liu, Y. Influence of abrasive mass fraction on the effect of premixed abrasive water jets on rock breaking. J. China Coal Soc. 2023, 48, 251–262. [Google Scholar] [CrossRef]
- Zhou, X.; Ma, X.; Liao, X.; Qi, S.; Li, H. Numerical simulation of abrasive water jet impacting porous rock based on SPH method. Chin. J. Geotech. Eng. 2022, 44, 731–739. [Google Scholar]
- Ma, X.; Zhu, T.; Fu, Y.; Yan, Y.; Chen, W. Numerical simulation of rock breaking by abrasive water jet. J. Coast. Res. 2019, 93, 274–283. [Google Scholar] [CrossRef]
- Mi, J.Y.; Huang, F.; Li, S.Q. Numerical simulation of rock breaking by rear-mixed abrasive water jet based on an SPH-FEM coupling algorithm. J. Vib. Shock 2021, 40, 132–139. [Google Scholar]
- Li, Z.; Ge, Z.; Zhou, Z.; Mi, J.; Liu, L.; Shangguan, J.; Shao, C. Numerical simulation and experimental verification of heterogeneous granite impacted by abrasive water jet based on SPH-FEM coupling algorithm. Powder Technol. 2023, 416, 118233. [Google Scholar] [CrossRef]
- Zhigang, C.A.; Xiaochuan, C.H.; Di, W.A.; Jinsong, B.A. Research on water jet drilling technology for carbon-carbon composites. J. Mech. Eng. 2019, 55, 226–232. [Google Scholar]
- Miao, X.; Wu, M.; Qiang, Z.; Wang, Q.; Miao, X. Study on optimization of a simulation method for abrasive water jet machining. Int. J. Adv. Manuf. Technol. 2017, 93, 587–593. [Google Scholar] [CrossRef]
- Du, M.; Zhang, K.; Liu, Y.; Feng, L.; Fan, C. Experimental and simulation study on the influence factors of abrasive water jet machining ductile materials. Energy Rep. 2022, 8, 11840–11857. [Google Scholar] [CrossRef]
- Oh, T.M.; Cho, G.C. Characterization of effective parameters in abrasive waterjet rock cutting. Rock Mech. Rock Eng. 2014, 47, 745–756. [Google Scholar] [CrossRef]
- Jiang, Y.; Deng, S.; Li, J.; Chen, X.; Guan, J.; Yao, S. Characteristic Analysis and Cutting-In Prediction of Abrasive Water Jet Emergency Cutting Steel. Exp. Tech. 2022, 47, 197–209. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Karkalos, N.E.; Kudelski, R.; Papazoglou, E.L.; Markopoulos, A.P. On the effect of multiple passes on kerf characteristics and efficiency of abrasive waterjet cutting. Metals 2021, 11, 74. [Google Scholar] [CrossRef]
- Arab, P.B.; Celestino, T.B. Influence of traverse velocity and pump pressure on the efficiency of abrasive waterjet for rock cutting. Soils Rocks 2017, 40, 255–262. [Google Scholar] [CrossRef]
- Srinivas, S.; Babu, N.R. Penetration ability of abrasive waterjets in cutting of aluminum-silicon carbide particulate metal matrix composites. Mach. Sci. Technol. 2012, 16, 337–354. [Google Scholar] [CrossRef]
- Pal, V.K.; Choudhury, S.K. Surface characterization and machining of blind pockets on Ti6Al4V by abrasive water jet machining. Procedia Mater. Sci. 2014, 5, 1584–1592. [Google Scholar] [CrossRef] [Green Version]
- Aydin, G.; Kaya, S.; Karakurt, I. Effect of abrasive type on marble cutting performance of abrasive waterjet. Arab. J. Geosci. 2019, 12, 357. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. An experimental study on the depth of cut of granite in abrasive waterjet cutting. Mater. Manuf. Process. 2012, 27, 538–544. [Google Scholar] [CrossRef]
- Mogul, Y.I.; Nasir, I.; Myler, P. Investigation and optimization for depth of cut and surface roughness for control depth milling in Titanium Ti6AL4V with abrasive water jet cutting. Mater. Today Proc. 2020, 28, 604–610. [Google Scholar] [CrossRef]
- Wan, L.; Liu, J.; Qian, Y.; Wang, X.; Wu, S.; Du, H.; Li, D. Analytical modeling and multi-objective optimization algorithm for abrasive waterjet milling Ti6Al4V. Int. J. Adv. Manuf. Technol. 2022, 123, 4367–4384. [Google Scholar] [CrossRef]
- Begic-Hajdarevic, D.; Cekic, A.; Mehmedovic, M.; Djelmic, A. Experimental study on surface roughness in abrasive water jet cutting. Procedia Eng. 2015, 100, 394–399. [Google Scholar] [CrossRef] [Green Version]
- Babu, M.N.; Muthukrishnan, N. Exploration on Kerf-angle and surface roughness in abrasive waterjet machining using response surface method. J. Inst. Eng. Ser. C 2018, 99, 645–656. [Google Scholar] [CrossRef]
- Sharma, A.; Lalwani, D.I. Experimental investigation of process parameters influence on surface roughness in abrasive water jet machining of AISI H13 die steel. In Proceedings of the Conference on Intelligent, Robotics, Automation and Manufacturing, San Francisco, CA, USA, 23–25 October 2013; pp. 333–341. [Google Scholar]
- Hascalik, A.; Çaydaş, U.; Gürün, H. Effect of traverse speed on abrasive waterjet machining of Ti–6Al–4V alloy. Mater. Des. 2007, 28, 1953–1957. [Google Scholar] [CrossRef]
- Szatkiewicz, T.; Perec, A.; Radomska-Zalas, A.; Banaszek, K.; Balasz, B. Preliminary Studies into Cutting of a Novel Two Component 3D-Printed Stainless Steel–Polymer Composite Material by Abrasive Water Jet. Materials 2023, 16, 1170. [Google Scholar] [CrossRef]
- Kmec, J.; Gombár, M.; Harničárová, M.; Valíček, J.; Kušnerová, M.; Kříž, J.; Kadnár, M.; Karková, M.; Vagaská, A. The predictive model of surface texture generated by abrasive water jet for austenitic steels. Appl. Sci. 2020, 10, 3159. [Google Scholar] [CrossRef]
- Akkurt, A.; Kulekci, M.K.; Seker, U.; Ercan, F. Effect of feed rate on surface roughness in abrasive waterjet cutting applications. J. Mater. Process. Technol. 2004, 147, 389–396. [Google Scholar] [CrossRef]
- Llanto, J.M.; Tolouei-Rad, M.; Vafadar, A.; Aamir, M. Recent progress trend on abrasive waterjet cutting of metallic materials: A review. Appl. Sci. 2021, 11, 3344. [Google Scholar] [CrossRef]
- Hashish, M. Optimization Factors in Abrasive-Waterjet Machining. J. Eng. Ind. 1991, 113, 29–37. [Google Scholar] [CrossRef]
- Kechagias, J.; Petropoulos, G.; Vaxevanidis, N. Application of Taguchi design for quality characterization of abrasive water jet machining of TRIP sheet steels. Int. J. Adv. Manuf. Technol. 2012, 62, 635–643. [Google Scholar] [CrossRef]
- Yuvaraj, N.; Kumar, M.P. Optimisation of abrasive water jet cutting process parameters for AA5083-H32 aluminium alloy using fuzzy TOPSIS method. Int. J. Mach. Mach. Mater. 2018, 20, 118–140. [Google Scholar]
- Yuvaraj, N.; Kumar, M.P. Surface integrity studies on abrasive water jet cutting of AISI D2 steel. Mater. Manuf. Process. 2017, 32, 162–170. [Google Scholar] [CrossRef]
- Rajesh, M.; Kaliyamoorthy, R.; Kirubakaran, R. Parametric investigation on surface roughness and hole quality of Ti metal hybrid fibers cored laminate (MFL) during abrasive water jet drilling. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 4147–4165. [Google Scholar] [CrossRef]
- Shakouri, E.; Abbasi, M. Investigation of cutting quality and surface roughness in abrasive water jet machining of bone. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2018, 232, 850–861. [Google Scholar] [CrossRef]
- Perec, A.; Pude, F.; Stirnimann, J.; Wegener, K. Feasibility study on the use of fractal analysis for evaluating the surface quality generated by waterjet. Teh. Vjesn. 2015, 22, 879–883. [Google Scholar] [CrossRef] [Green Version]
- Çaydaş, U.; Hasçalık, A. A study on surface roughness in abrasive waterjet machining process using artificial neural networks and regression analysis method. J. Mater. Process. Technol. 2008, 202, 574–582. [Google Scholar] [CrossRef]
- Aich, U.; Banerjee, S.; Bandyopadhyay, A.; Das, P.K. Multi-objective optimisation of abrasive water jet machining responses by simulated annealing and particle swarm. Int. J. Mechatron. Manuf. Syst. 2014, 7, 38–59. [Google Scholar] [CrossRef]
- Liu, D.; Huang, C.; Wang, J.; Zhu, H.; Yao, P.; Liu, Z. Modeling and optimization of operating parameters for abrasive waterjet turning alumina ceramics using response surface methodology combined with Box–Behnken design. Ceram. Int. 2014, 40, 7899–7908. [Google Scholar] [CrossRef]
- Azmir, M.A.; Ahsan, A.K. A study of abrasive water jet machining process on glass/epoxy composite laminate. J. Mater. Process. Technol. 2009, 209, 6168–6173. [Google Scholar] [CrossRef]
- Santhanakumar, M.; Adalarasan, R.; Rajmohan, M. Experimental modelling and analysis in abrasive waterjet cutting of ceramic tiles using grey-based response surface methodology. Arab. J. Sci. Eng. 2015, 40, 3299–3311. [Google Scholar] [CrossRef]
- Radovanovic, M. Multi-objective optimization of abrasive water jet cutting using MogA. Procedia Manuf. 2020, 47, 781–787. [Google Scholar] [CrossRef]
- Joel, C.; Joel, L.; Muthukumaran, S.; Shanthini, P.M. Parametric optimization of abrasive water jet machining of C360 brass using MOTLBO. Mater. Today: Proc. 2021, 37, 1905–1910. [Google Scholar] [CrossRef]
- Llanto, J.M.; Vafadar, A.; Aamir, M.; Tolouei-Rad, M. Analysis and optimization of process parameters in abrasive waterjet contour cutting of AISI 304L. Metals 2021, 11, 1362. [Google Scholar] [CrossRef]
- Radomska-Zalas, A.; Perec, A.; Fajdek-Bieda, A. IT support for optimisation of abrasive water cutting process using the TOPSIS method. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 710, p. 012008. [Google Scholar]
- Akhai, S.; Rana, M. Taguchi-based grey relational analysis of abrasive water jet machining of Al-6061. Mater. Today Proc. 2022, 65, 3165–3169. [Google Scholar] [CrossRef]
- Krenicky, T.; Olejarova, S.; Servatka, M. Assessment of the Influence of Selected Technological Parameters on the Morphology Parameters of the Cutting Surfaces of the Hardox 500 Material Cut by Abrasive Water Jet Technology. Materials 2022, 15, 1381. [Google Scholar] [CrossRef]
- Perec, A.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Kawecka, E. Efficiency of Tool Steel Cutting by Water Jet with Recycled Abrasive Materials. Materials 2022, 15, 3978. [Google Scholar] [CrossRef]
- Perec, A. Research into the disintegration of abrasive materials in the abrasive water jet machining process. Materials 2021, 14, 3940. [Google Scholar] [CrossRef]
- Chandgude, A.K.; Barve, S.B. Modeling and multi-response optimization of abrasive water jet machining using ANN coupled with NSGA-II. Surf. Rev. Lett. 2022, 29, 2250035. [Google Scholar] [CrossRef]
- Perec, A. Multiple Response Optimization of Abrasive Water Jet Cutting Process using Response Surface Methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Perec, A.; Musial, W. Multiple Criteria Optimization of Abrasive Water Jet Cutting Using Entropy-VIKOR Approach. In Advances in Manufacturing Engineering and Materials II, Proceedings of the International Conference on Manufacturing Engineering and Materials (ICMEM 2020), Nový Smokovec, Slovakia, 21–25 June 2021; Springer International Publishing: Berlin/Heidelberg, Germany, 2021; pp. 50–62. [Google Scholar]
- Yang, X.; Lin, X.; Li, M.; Jiang, X. Experimental study on surface integrity and kerf characteristics during abrasive waterjet and hybrid machining of CFRP laminates. Int. J. Precis. Eng. Manuf. 2020, 21, 2209–2221. [Google Scholar] [CrossRef]
- Venkateshwar Reddy, P.; Suresh Kumar, G.; Satish Kumar, V. Multi-response optimization in machining Inconel-625 by abrasive water jet machining process using WASPAS and MOORA. Arab. J. Sci. Eng. 2020, 45, 9843–9857. [Google Scholar] [CrossRef]
- Kant, R.; Dhami, S. Investigating process parameters of abrasive water jet machine using EN31. Mater. Manuf. Process. 2021, 36, 1597–1603. [Google Scholar] [CrossRef]
- Karthik, K.; Sundarsingh, D.S.; Harivignesh, M.; Karthick, R.G.; Praveen, M. Optimization of machining parameters in abrasive water jet cutting of stainless steel 304. Mater. Today Proc. 2021, 46, 1384–1389. [Google Scholar] [CrossRef]
- Fuse, K.; Chaudhari, R.; Vora, J.; Patel, V.K.; de Lacalle, L.N.L. Multi-Response Optimization of Abrasive Waterjet Machining of Ti6Al4V Using Integrated Approach of Utilized Heat Transfer Search Algorithm and RSM. Materials 2021, 14, 7746. [Google Scholar] [CrossRef]
- Rajesh, M.; Rajkumar, K.; Vijayakumar, R.; Ramraji, K. Investigation and optimization of AWJM on flax fiber stacked laminate by desirability approach. Mater. Today Proc. 2022, 62, 1146–1151. [Google Scholar] [CrossRef]
- Rana, M.; Akhai, S. Multi-objective optimization of Abrasive water jet Machining parameters for Inconel 625 alloy using TGRA. Mater. Today Proc. 2022, 65, 3205–3210. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, S.; Ding, Y.; Yang, Y.; Ma, L.; Pang, M.; Han, J.; Su, J. Process Parameter Modeling and Optimization of Abrasive Water Jet Dressing Fixed-Abrasive Pad Based on Box–Behnken Design. Materials 2022, 15, 5251. [Google Scholar] [CrossRef]
- Srirangarajalu, N.; Vijayakumar, R.; Rajesh, M. Multi performance investigation of Inconel-625 by abrasive aqua jet cutting. Mater. Manuf. Process. 2022, 37, 1393–1404. [Google Scholar] [CrossRef]
- Saraçyakupoğlu, T. Abrasive Water Jet (AWJ) Applications in the Aviation Industry. Int. J. Mech. Prod. Eng. Res. Dev. (IJMPERD) 2019, 9, 347–356. [Google Scholar]
- Liu, S.; Zhou, F.; Li, H.; Chen, Y.; Wang, F.; Guo, C. Experimental investigation of hard rock breaking using a conical pick assisted by abrasive water jet. Rock Mech. Rock Eng. 2020, 53, 4221–4230. [Google Scholar] [CrossRef]
- Selvan, M.C.P.; Midhunchakkaravarthy, D.; Senanayake, R.; Pillai, S.R.; Madara, S.R. A mathematical modelling of abrasive waterjet machining on Ti-6Al-4V using artificial neural network. Mater. Today Proc. 2020, 28, 538–544. [Google Scholar] [CrossRef]
- Wang, F.; Xu, Q.; Feng, D.; Guo, C. Experiment study on performance of abrasive slurry jet with or without high polymer in stainless steel machining. Int. J. Adv. Manuf. Technol. 2018, 95, 2449–2456. [Google Scholar] [CrossRef]
- Liu, S.; Cui, S.; Li, H.; Zhou, F.; Xu, B.; Hu, Y. Impact characteristics of rock breaking using a conical pick assisted with abrasive slurry jet. Eng. Fract. Mech. 2022, 271, 108647. [Google Scholar] [CrossRef]
- Averin, E. Universal method for the prediction of abrasive waterjet performance in mining. Engineering 2017, 3, 888–891. [Google Scholar] [CrossRef]
- Aydin, G.; Karakurt, I.; Amiri, M.R.; Kaya, S. Improvement of Rock Cutting Performance through Two-Pass Abrasive Waterjet Cutting. Sustainability 2022, 14, 12704. [Google Scholar] [CrossRef]
- Thanomputra, S.; Kiatiwat, T. Simulation study of cutting sugarcane using fine sand abrasive waterjet. Agric. Nat. Resour. 2016, 50, 146–153. [Google Scholar] [CrossRef] [Green Version]
- Wu, L.C.; Lei, L.; Zhang, B.; Han, Z. P High-pressure Water Jet Disposal of Junk Ammunition Overseas Applications. Ordnance Ind. Autom. 2016, 35, 77–79. [Google Scholar]
- Minsheng, W.; Guanglin, P.I. Status and development suggestion for high-pressure water jet drilling. Drill. Prod. Technol. 2017, 40, 37–40. [Google Scholar]
- Li, X.H.; Lu, Y.Y.; Zhao, Y.; Kang, Y.; Zhou, D.P. Study on improving the permeability of soft coal seam with high pressure pulsed water jet. Mei T’an Hsueh Pao 2008, 33, 1386–1390. [Google Scholar]
- Xue, S.X.; Meng, J.K.; Ren, Q.L.; Han, C.H.; Chen, Z.W.; Li, Y.F. Research on working condition and cutting mechanism of water cutting equipment for large scale curved composite component. Fluid Mach 2016, 44, 25–28. [Google Scholar]
- Wang, J.; Fan, Y.J.; Zhao, L.S.; Xu, X. Experimental Study of High-pressure Abrasive Water Jet Cutting of Glass Fiber Reinforced Plastic. Manuf. Technol. Mach. Tool 2016, 10, 43–48. [Google Scholar] [CrossRef]
- Shi, W.T.; Liu, Y.D.; Zhang, Y.A. Research Progress on the Cutting Process of Aramid Fiber Composites. Surf. Technol. 2016, 45, 28. [Google Scholar]
- Gao H, Yuan Y, Chen J; et al Research progress of abrasive water jet blanking technology for aero-engine integral blade. Acta Aeronaut. Astronaut. Sin. 2020, 41, 623319. [Google Scholar]
- Saptaji, K.; Gebremariam, M.A.; Azhari, M.A. Machining of biocompatible materials: A review. Int. J. Adv. Manuf. Technol. 2018, 97, 2255–2292. [Google Scholar] [CrossRef]
- McGeough, J.A. Cutting of Food Products by Ice-particles in a Water-jet. Procedia Cirp 2016, 42, 863–865. [Google Scholar] [CrossRef]
- Hui, W. Research on Experiment and Applications of Safe Cutting of Self-Vibration Pulsation Abrasive Water Jet. Ph.D. Thesis, China University of Mining & Technology, Beijing, China, 2012. [Google Scholar]
- Molitoris, M.; Pitel’, J.; Hošovský, A.; Tóthová, M.; Židek, K. A review of research on water jet with slurry injection. Procedia Eng. 2016, 149, 333–339. [Google Scholar] [CrossRef] [Green Version]
- Hloch, S.; Monka, P.; Krolczyk, G.; Kozak, D.; Samardzić, I.; Stoić, A.; Sedmak, A.; Chattopadhyaya, S. Hydroabrasive Cutting: A Surface Structure Study; Victorious Publisers: Delhi, India, 2015; ISBN 978-93-84224-30-1. [Google Scholar]
- Chen, F.; Miao, X.; Tang, Y.; Yin, S. A review on recent advances in machining methods based on abrasive jet polishing (AJP). Int. J. Adv. Manuf. Technol. 2017, 90, 785–799. [Google Scholar] [CrossRef]
- Li, Z.Q.; Zhao, P.J.; Song, Y.X.; Sun, T. Research status of micro-abrasive water jet machining technology. Nanotechnol. Precis Eng. 2016, 14, 134–144. [Google Scholar]
- Haghbin, N.; Ahmadzadeh, F.; Spelt, J.K.; Papini, M. High pressure abrasive slurry jet micro-machining using slurry entrainment. Int. J. Adv. Manuf. Technol. 2016, 84, 1031–1043. [Google Scholar] [CrossRef]
- Zhang, D.S.; Miao, S.H.; Xie, H.B. Research of Abrasive Suspension Magnetic Fluid Jet Technology. In Proceedings of the 3rd International Conference on Materials Science and Mechanical Engineering (ICMSME), Windsor, UK, 29–30 September 2016. [Google Scholar]
- Hu, Y.; Chen, J.D.; Dai, Q.W.; Huang, W.; Wang, X.L. Recent Advances and Status of Abrasive Jet Machining Technology. Surf. Technol. 2022, 51, 80–98. [Google Scholar]
- Qi, H.; Qin, S.; Cheng, Z.; Teng, Q.; Hong, T.; Xie, Y. Towards understanding performance enhancing mechanism of micro-holes on K9 glasses using ultrasonic vibration-assisted abrasive slurry jet. J. Manuf. Process. 2021, 64, 585–593. [Google Scholar] [CrossRef]
- Chen, X.; Hou, R.; Cao, M.; Wang, Y. Research on key components of ultrasonic assisted micro abrasive waterjet machining system. J. Shandong Univ. Technol. 2020, 34, 31–34. [Google Scholar]
- Natarajan, Y.; Murugesan, P.K.; Mohan, M.; Khan, S.A.L.A. Abrasive Water Jet Machining process: A state of art of review. J. Manuf. Process. 2020, 49, 271–322. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Optimization Type | Author | Control Parameters | Optimization Objective | Materials | Method | Optimization Results |
|---|---|---|---|---|---|---|
| Depth of cut | Perec A [98] | Pressure (p) Transverse speed (Sr) Abrasive flow rate (ma) | D SR | Hardox Steel | Response surface method | The optimum control parameters: p = 385 MPa, Sr = 100 mm/min, ma = 416 g/min, maximum depth of cut and low surface roughness of 20.66 mm and 4.23 µm, respectively. The accuracy of the modeling was verified through experiments. |
| Perec A [99] | Garnet rate (G) Pressure (p) Feed rate (F) | D SR KA | Hardox steel | Entropy-VIKOR Approach | The optimum control parameters: G = 350 g/min, p = 400 MPa, F = 100 mm/min, cutting depth of 21.06 mm, roughness of 4.21 µm, kerf angle of 2.8°. The accuracy of the modeling was verified through experiments. | |
| Wan L [68] | Jet pressure (p) Mass flow rate (ṁ) Standoff distance (D) Jet angle (α) Traverse speed (u) Feed rate (S) | D MRR SR | Ti6Al4V | ADM-MO-Jaya | The optimum control parameters: p = 223.774 MPa, ṁ = 760 g/min, D = 21.629, α = 30.065°, u = 30.454 mm/min and S = 0.402 mm. The accuracy of the modeling was verified through experiment. | |
| Surface quality | Yang X [100] | Cutting speed (A) Hydraulic pressure (B) Standoff distance (C) | Ta SR | CFRP | Response surface method | The optimum control parameters: A = 360 mm/min, B = 400 MPa, C = 2 mm, minimum taper error of 0.058 mm; A = 120 mm/min, B = 400 MPa, C = 2 mm, superior surface roughness of 3.58 μm. The accuracy of the modeling was verified through experiments. |
| Venkateshw-ar Reddy P [101] | Standoff distance (A) Transverse speed (B) Sand flow rate (C) | MRR SR KW | Inconel-625 | WASPAS and MOORA | The optimum control parameters: A = 1 mm, B = 146 mm/min. C = 250 g/min, maximum material removal rate, low surface roughness, minimum and kerf widths of 13.56 mm3/min, 5.10 µm, and 0.72 mm, respectively. The accuracy of the modeling was verified through experiments. | |
| Kant R [102] | Pressure (p) Abrasive mass flow rate (m) Traverse speed (TS) Standoff distance (SOD) | T SR H | EN31 | Taguchi approach and Analysis of Variance | The optimal optimization results: machining time of 36 s, surface roughness of 1.59 µm, and hardness of 41.7 HRC. The accuracy of the modeling was verified through experiments. | |
| Karthik K [103] | Water jet pressure (A) Feed rate (B) Abrasive flow rate (C) | MRR KW | Steel 304 | Grey Relational Analysis and Response | The optimum control parameters: A = 121.76 MPa, B = 80 mm/min, C = 350 g/min, maximum material removal rate and kerf width of 931.19 mm3/min and 1.2044 mm, respectively. The accuracy of the modeling was verified through experiments. | |
| Fuse K [104] | Traverse speed (TV) Abrasive mass flow rate (Af) Standoff distance (Sd) | MRR SR KA | Ti6Al4V | Heat transfer search algorithm and RSM | The optimum control parameters: TV = 193 mm/min, Af = 500 g/min, Sd = 1.98 mm., maximum material removal rate, low surface roughness, and minimum kerf taper angles of 0.2133 g/min, 3.50 µm, and 1.98°, respectively. The accuracy of the modeling was verified through experiments. | |
| Rajesh M [105] | Water pressure (p) Nozzle distance (Nd) Feed rate (FR) Abrasive flow rate (AFR) | SR | Flax fiber | Analysis of variance | The optimum control parameters: p = 310 MPa, FR = 125 mm/min, Nd = 2 mm, and AFR = 225 g/min. Minimum surface roughness of 3.04 µm obtained. The accuracy of the modeling was verified through experiments. | |
| Rana M [106] | Standoff distance (SOD) Abrasive mass flow rate (AMF) Transverse speed (TS) | MRR SR KA | Inconel 625 | TGRA | The optimum control parameters: pressure of 310 MPa, transverse speed of 100 mm/min, SOD = 1 mm, and AMF = 300 g/min. Maximum material removal rate, low surface roughness, and minimum kerf of 25.2 g/min, 2.31 µm, and 0.79°, respectively. The accuracy of the modeling was verified through experiments. | |
| Wang Z [107] | Jet pressure (X1) Abrasive concentration (X2) Sprinkler angle (X3) | MRR | W7 diamond FAP | Response surface method | The optimum control parameters: X1 = 3.8 MPa, X2 = 3%, and X3 = 73°. The optimal removal rate obtained was 464.57 nm/min. The accuracy of the modeling was verified through experiments. | |
| Srirangarajalu N [108] | Traverse speed (TSP) Abrasive mass flow rate (AAFR) Abrasive aqua jet pressure (AAJP) Gap distance (Gd) | SR KA MRR | Inconel-625 | RSM-CCD | The optimum control parameters: TSP = 75 mm/min, AAFR = 0.55 kg/min, AAJP = 300 MPa, Gd = 2.4 mm. Maximum material removal rate, low surface roughness, and minimum kerf angle of 141.78 g/min, 3.15 µm, and 1.44°, respectively. The accuracy of the modeling was verified through experiments. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, H.; Yuan, R.; Zhang, X.; Zai, P.; Deng, J. Research Progress in Abrasive Water Jet Processing Technology. Micromachines 2023, 14, 1526. https://doi.org/10.3390/mi14081526
Wang H, Yuan R, Zhang X, Zai P, Deng J. Research Progress in Abrasive Water Jet Processing Technology. Micromachines. 2023; 14(8):1526. https://doi.org/10.3390/mi14081526
Chicago/Turabian StyleWang, Hongqi, Ruifu Yuan, Xinmin Zhang, Penghui Zai, and Junhao Deng. 2023. "Research Progress in Abrasive Water Jet Processing Technology" Micromachines 14, no. 8: 1526. https://doi.org/10.3390/mi14081526
APA StyleWang, H., Yuan, R., Zhang, X., Zai, P., & Deng, J. (2023). Research Progress in Abrasive Water Jet Processing Technology. Micromachines, 14(8), 1526. https://doi.org/10.3390/mi14081526