

Parallel Grooved Microstructure Manufacturing on the Surface of Si3N4 Ceramics by Femtosecond Laser

Abstract
:1. Introduction
2. Experiment
2.1. The Experimental System
2.2. The Experimental Materials
2.3. The Experimental Parameters
3. Experimental Results and Discussion
3.1. The Influence of Laser Polarization Angle
Experimental Results
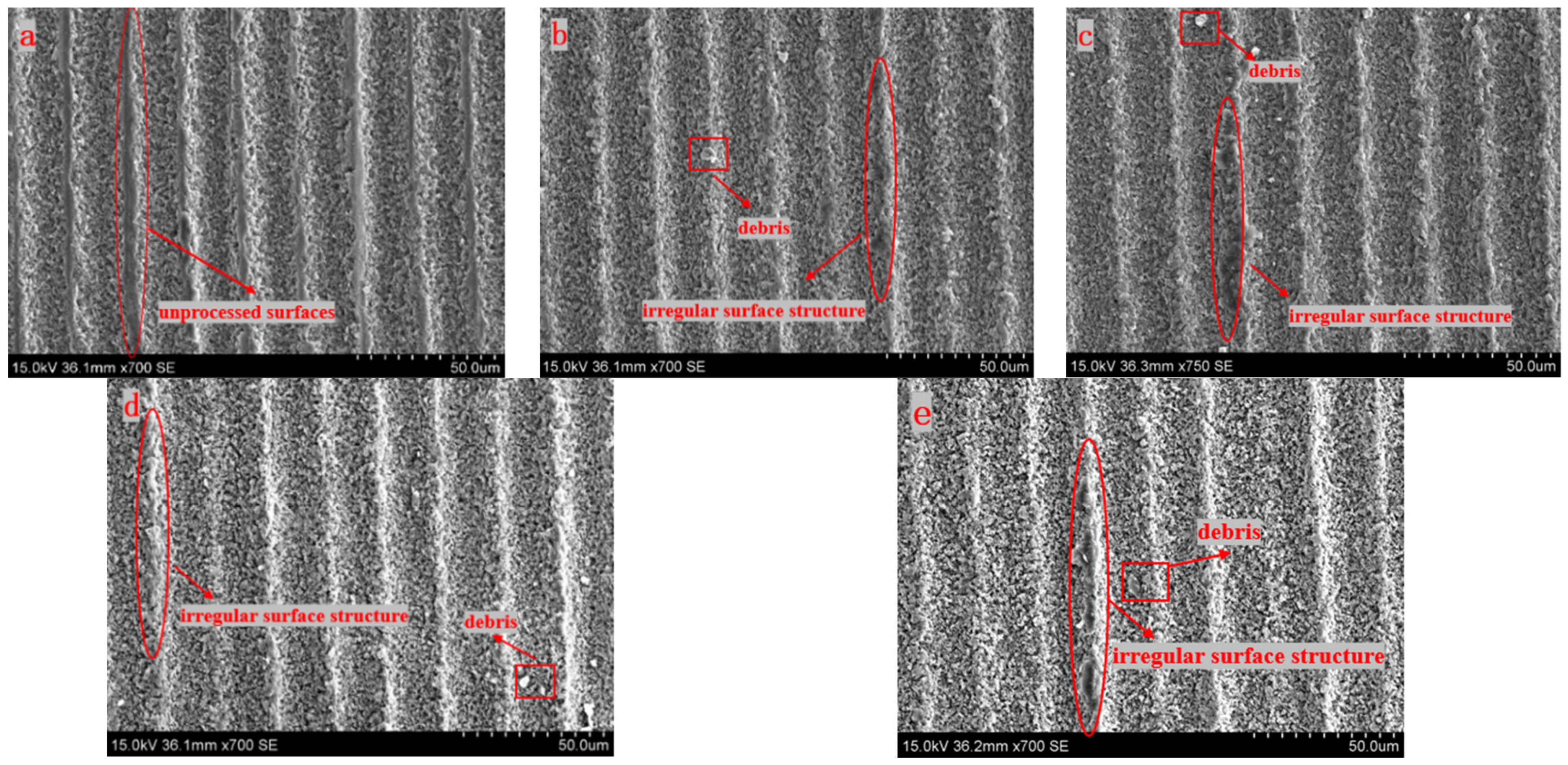
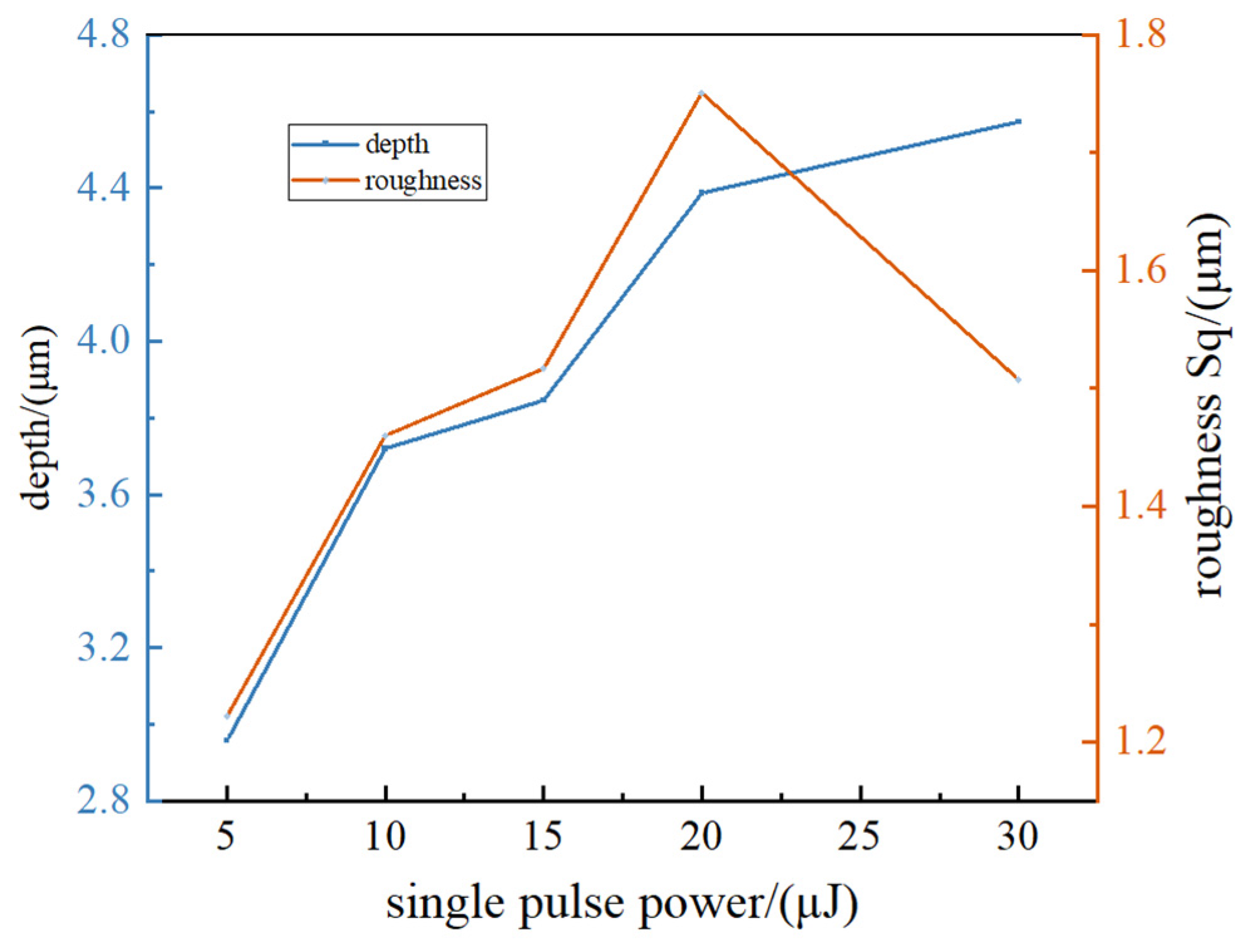
3.2. Influence of Laser Single Pulse Energy
3.2.1. Experimental Results
3.2.2. Discussion
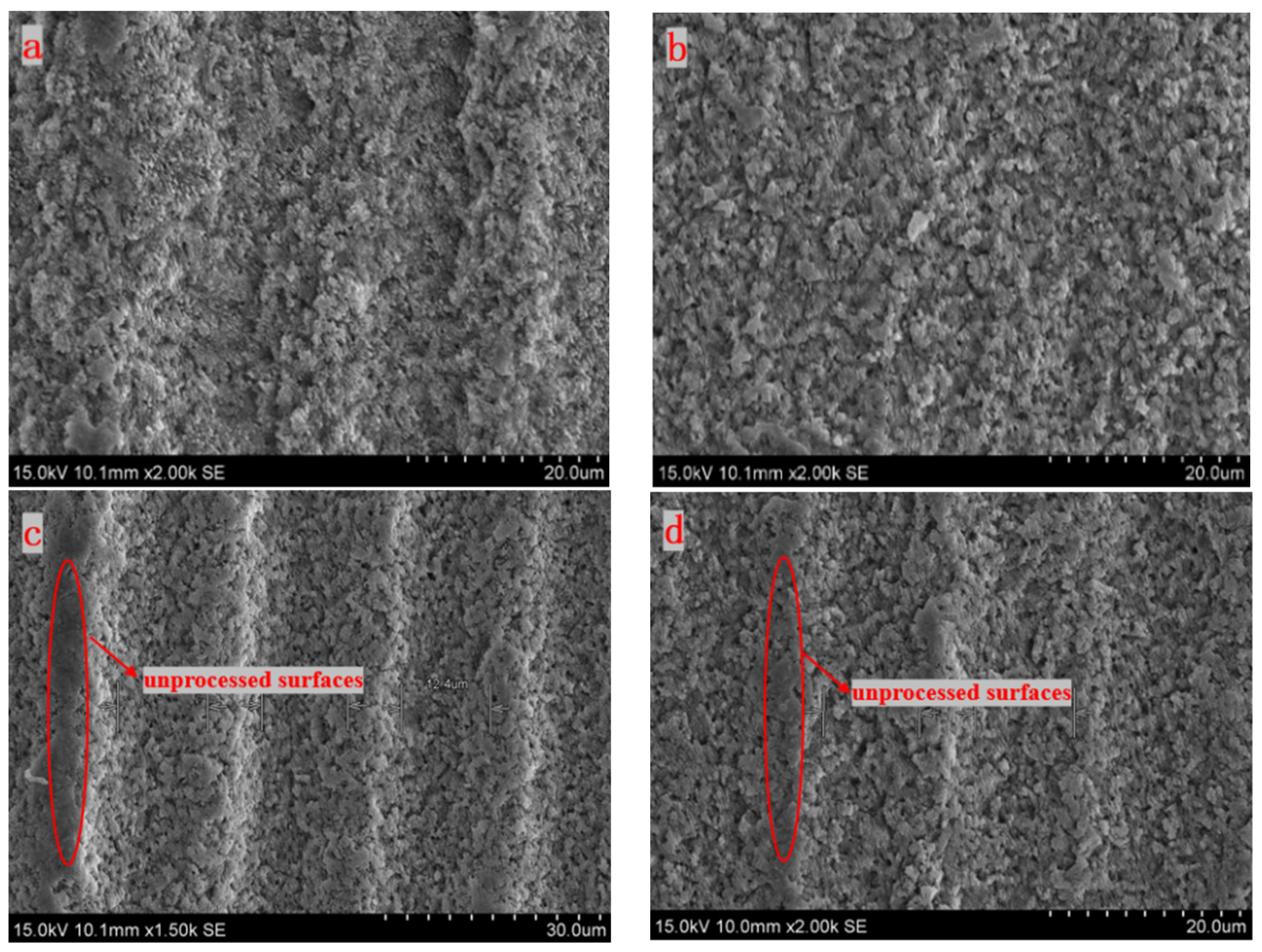
3.3. The Influence of Laser Scan Line Spacing
3.3.1. Experimental Results
3.3.2. Discussion
4. The Influence of the Scan Numbers of Laser
Experimental Results
5. Conclusions
- When the scanning path direction is perpendicular to the polarization direction, the surface roughness of silicon nitride is reduced. With an increase in the angle between the scanning path direction and the polarization direction, the width of the groove gradually increases and the grooves on the surface of silicon nitride become unclear and gradually disappear.
- When the single pulse energy is small there are many untreated surfaces. With the increase in the single pulse energy, debris and irregular surface structure will appear.
- With the increase in the laser scan line spacing, the parallel grooved microstructures become clearer and clearer. The surface roughness reaches the minimum value of 0.943 μm when the scanning line spacing is 20 μm, and the surface roughness reaches the maximum value of 1.800 μm when the scanning line spacing is 2 μm.
- There is no clear groove when the scan number is one, and an obvious groove appears when the scan number reaches five. The depth of the groove linearly increases with the scan number when the scan number is less than 15. Whereas, when the scan number is larger than 15, the groove depth increases very slowly.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yao, Y.S.; Yuan, Z.Z.; Wang, Y.Y.; Chen, X.H.; Yuan, G.F. Research on Ultrasonic-laser Machining Underwater and Its Mechanism for Silicon Nitride Ceramics. J. Mech. Eng. 2017, 53, 207–216. [Google Scholar] [CrossRef]
- Wang, T.; Wang, S.; Qiao, W.L.; Zhang, L.F.; Zhen, T.T. Research on Grinding Force Model of Plane Grinding for Unidirectional Sic Composite. China Mechanical Engineering. Chin. Mech. Eng. 2019, 30, 2017–2021. [Google Scholar]
- You, D.M.; Liu, W.H.; Jiang, Y.; Cao, Y.C.; Guo, W.T.; Tan, Q.M. Effect of ion assistance on silicon nitride films deposited by reactive magnetron sputtering. Mater. Sci. Semicond. Process. 2023, 157, 107312. [Google Scholar] [CrossRef]
- Xing, Y.Q.; Luo, C.; Wan, Y.Z.; Huang, P.; Wu, Z.; Zhang, K.D. Formation of bionic surface textures composed by micro-channels using nanosecond laser on Si3N4-based ceramics. Ceram. Int. 2021, 47, 12768–12779. [Google Scholar] [CrossRef]
- Kota, N.; Jana, P.; Roy, S. Elastic properties of porous silicon nitride fabricated via a low-temperature processing route. Ceram. Int. 2023, 49, 7066–7079. [Google Scholar] [CrossRef]
- Li, S.H.; Wei, C.; Li, X.Y.; Wang, X.; Wang, Y.H.; Wang, Z.N. Study on optimization of surface processing technology of silicon nitride bearing ring. Mater. Res. Express 2023, 10, 025901. [Google Scholar]
- Matzke, C.; Singh, M.; Gupta, S. Evaluation of tribological behavior of silicon carbide and silicon nitride ceramics under different conditions. Int. J. Appl. Ceram. Technol. 2023, 20, 1047–1059. [Google Scholar] [CrossRef]
- Qin, X.W.; Xie, Z.P.; Yao, Y.D.; Lei, H.C.; Fan, B.B. Progress in Sintering Technology and Applications of Silicon Nitride Ceramics. J. Ceram. 2022, 43, 971–986. [Google Scholar] [CrossRef]
- Chen, Y.B.; Chi, G.Z.Y.; Li, S.; Zhang, S.H.; Duan, J. Effect of Pulsed Laser on Surface Morphology of Silicon Nitride Ceramics. J. Hunan Inst. Sci. Technol. (Nat. Sci.) 2021, 34, 10–14, 94. [Google Scholar]
- Cao, J.G.; Zhang, Q.J. Material Removal Behavior in Ultrasonic Assisted Grinding of Sic Ceramics. J. Mech. Eng. 2019, 55, 205–211. [Google Scholar]
- Bloembergen, N. Laser-induced electric breakdown in solids. IEEE J. Quantum Electron. 1974, 10, 375–386. [Google Scholar] [CrossRef]
- Xing, W.; Li, Z.; Yang, H.; Li, X.; Wang, X.; Li, N. Anti-icing aluminum alloy surface with multi-level micro-nano textures constructed by picosecond laser. Mater. Des. 2019, 183, 108156. [Google Scholar] [CrossRef]
- Brenk, O.; Rethfeld, B. Electron dynamics in transparent materials under high-intensity laser irradiation. Opt. Eng. 2012, 51, 121810. [Google Scholar] [CrossRef]
- Wang, Y.; Kong, X.J.; Zhang, H.Z.; Yang, L.J.; Chi, G.X. Application and future scope of laser-assisted machining technology. IJAMT 2015, 11, 43–48. [Google Scholar]
- Wu, X.F. Basic Research on Laser Assisted Cutting Silicon Nitride Ceramic Technology. J. Harbin Univ. Sci. Technol. 2012, 17, 34–45. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Wei, R.; Xie, X.Z.; Hua, X.G.; Hong, J.W. Effects of laser surface texturing on friction and wear properties of Ceramic Cutters. Surf. Tech. 2015, 44, 33–39. [Google Scholar] [CrossRef]
- Wang, H.J.; Qiang, C.; Dong, T.L.; Zuo, F.; Zhuang, Z.X.; Cheng, W.Y.; Hua, L.T. Effect of scanning pitch on nanosecond laser micro-drilling of silicon nitride ceramic. Ceram. Int. 2018, 44, 14925–14928. [Google Scholar] [CrossRef]
- Yao, Y.S.; Chen, Q.B.; Wang, J.; Chen, X.H.; Yuan, G.F. Water-jet assisted laser precision processing of Si3N4 ceramics. Opt. Precis. Eng. 2018, 26, 2723–2731. [Google Scholar]
- Yu, X.T.; Jiang, L.P.; Qiang, L.; Cai, Y.K.; Song, Q.H.; Wang, B.; Zhan, Q.L. Investigation of mechanism and surface morphology on the femtosecond laser ablation of silicon nitride under different auxiliary processing environments. Ceram. Int. 2023, 49, 13425–13434. [Google Scholar] [CrossRef]
- Wu, J.; Zhang, Y.T.; Guo, W.C.; Meng, X.K.; Ding, S.Z.; Liang, Y.S. Laser-assisted grinding of silicon nitride ceramics: Micro-groove preparation and removal mechanism. Ceram. Int. 2022, 48, 32366–32379. [Google Scholar] [CrossRef]
- Zhen, D.H.; Qian, W.; Wu, J.C.; Guo, W.C. Mechanism and Quality Analysis of Laser Assisted Grinding of Silicon Nitride Ceramics Influenced by Regular Patterns. J. Mech. Eng. 2022, 58, 152–165. [Google Scholar]
- Liao, K.; Wang, W.J.; Mei, X.S.; Zhao, W.Q.; Yuan, H.; Wang, M.G.; Wang, B.Z. Stable and drag-reducing superhydrophobic silica glass microchannel prepared by femtosecond laser processing: Design, fabrication, and properties. Mater. Des. 2023, 225, 111501. [Google Scholar] [CrossRef]
- Zhai, Z.Y.; Qu, Y.J.; Zhang, H.M.; Wang, B.; Zhang, Y.C.; Cui, Y.H. Fabrication of micro texture by pulse laser to improve the bonding strength of coating. Optik 2022, 265, 169556. [Google Scholar] [CrossRef]
- Ye, D.H. Analysis of characteristics of Gaussian beam and its application. Laser Technol. 2019, 43, 142–146. [Google Scholar]
- Wan, Z.H.; Deng, H.Y.; Lei, Y.; Hu, P.H.; Zhou, S.J. Low-damage Micromachining for 4H-SiC Pressure Sensitive Diaphragm by Femtosecond Laser. J. Photonics 2023, 52, 74–86. [Google Scholar]
- Jiang, J.; Oliveira, J.P.; Yang, J.; Zheng, M.; Li, H.; Xu, W.; Wu, L.; Dou, T.; Wang, R.; Tan, C.; et al. Effect of defocusing distance on interfacial reaction and mechanical properties of dissimilar laser Al/steel joints with a porous high entropy alloy coating. Mater. Charact. 2024, 210, 113751. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Center wavelength | 1035 ± 5 nm |
| Pulse duration | 0.8 ps |
| Frequency | 200 kHz |
| Maximum power | 50 W |
| Spot diameter in focal plane | 13 μm |
| Number of pluses per dot | 1 |
| Scanning speed | 100 mm/s |
| Parameters | Values |
|---|---|
| Density | 3.2–3.3 g/cm3 |
| Hardness | 90–92 HRA |
| Breaking strength | 600–1200 MPA |
| Elasticity modulus | 2.9–3.2 × 105 MPa |
| Poisson ratio | 0.25 |
| Sublimation temperature | 1900 °C |
| Specific heat | 0.71 J/g·K |
| Heat conductivity | 23–28 W/m·K |
| Experiment No. | Pulse Energy (μJ) | Scan Spacing Δd (μm) | (°) | Scan Number |
|---|---|---|---|---|
| 1, 2, 3, 4, | 10 | 5 | 0, 30, 60, 90 | 1 |
| 5, 6, 7, 8, 9 | 5, 10, 15, 20, 30 | 20 | 90 | 1 |
| 10, 11, 12, 13 | 10 | 2, 5, 15, 20 | 90 | 1 |
| 14, 15, 16, 17 | 10 | 5 | 90 | 1, 5, 15, 25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, X.; Gao, Y.; Zhang, H.; Yang, Y. Parallel Grooved Microstructure Manufacturing on the Surface of Si3N4 Ceramics by Femtosecond Laser. Micromachines 2024, 15, 394. https://doi.org/10.3390/mi15030394
Wen X, Gao Y, Zhang H, Yang Y. Parallel Grooved Microstructure Manufacturing on the Surface of Si3N4 Ceramics by Femtosecond Laser. Micromachines. 2024; 15(3):394. https://doi.org/10.3390/mi15030394
Chicago/Turabian StyleWen, Xufeng, Yanfeng Gao, Hua Zhang, and Yaxin Yang. 2024. "Parallel Grooved Microstructure Manufacturing on the Surface of Si3N4 Ceramics by Femtosecond Laser" Micromachines 15, no. 3: 394. https://doi.org/10.3390/mi15030394
APA StyleWen, X., Gao, Y., Zhang, H., & Yang, Y. (2024). Parallel Grooved Microstructure Manufacturing on the Surface of Si3N4 Ceramics by Femtosecond Laser. Micromachines, 15(3), 394. https://doi.org/10.3390/mi15030394