Fiducial-Aided Robust Positioning of Optical Freeform Surfaces



Abstract
:1. Introduction
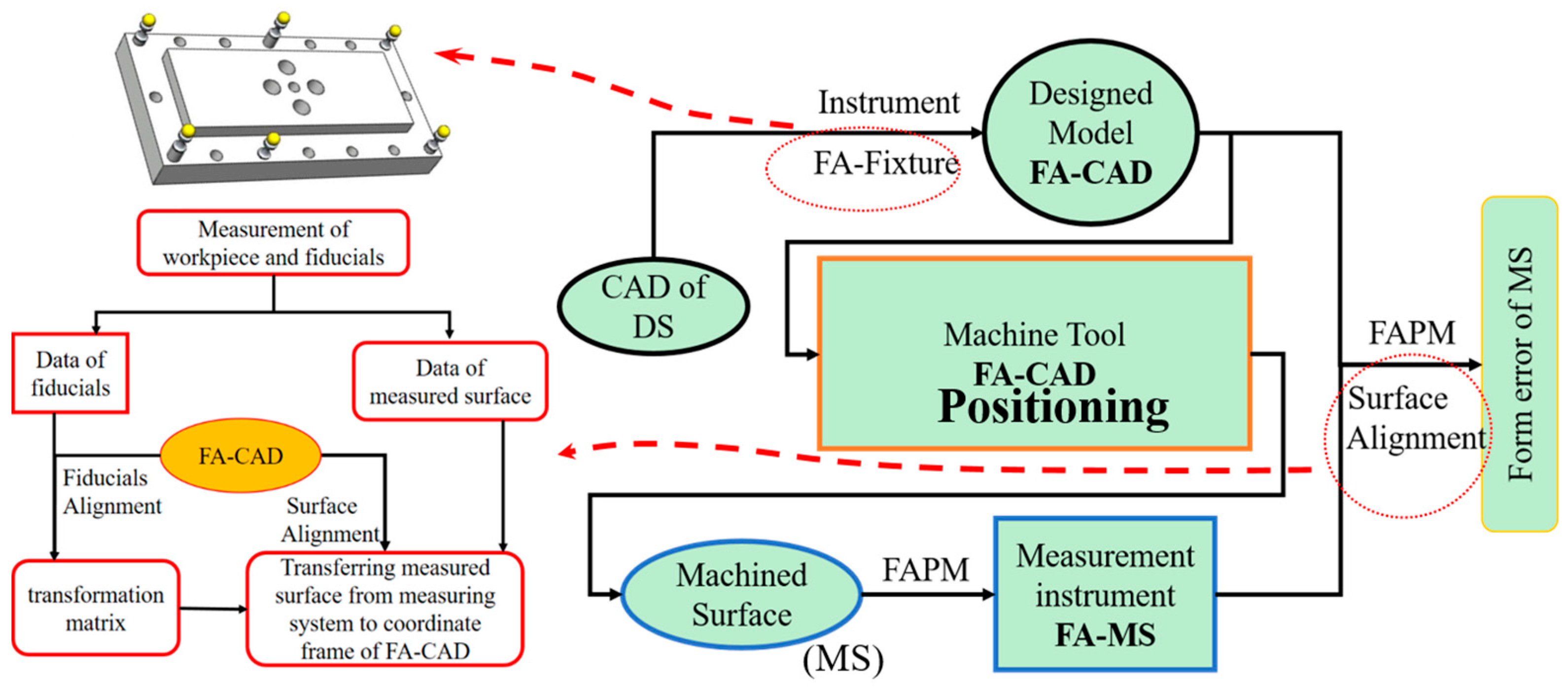
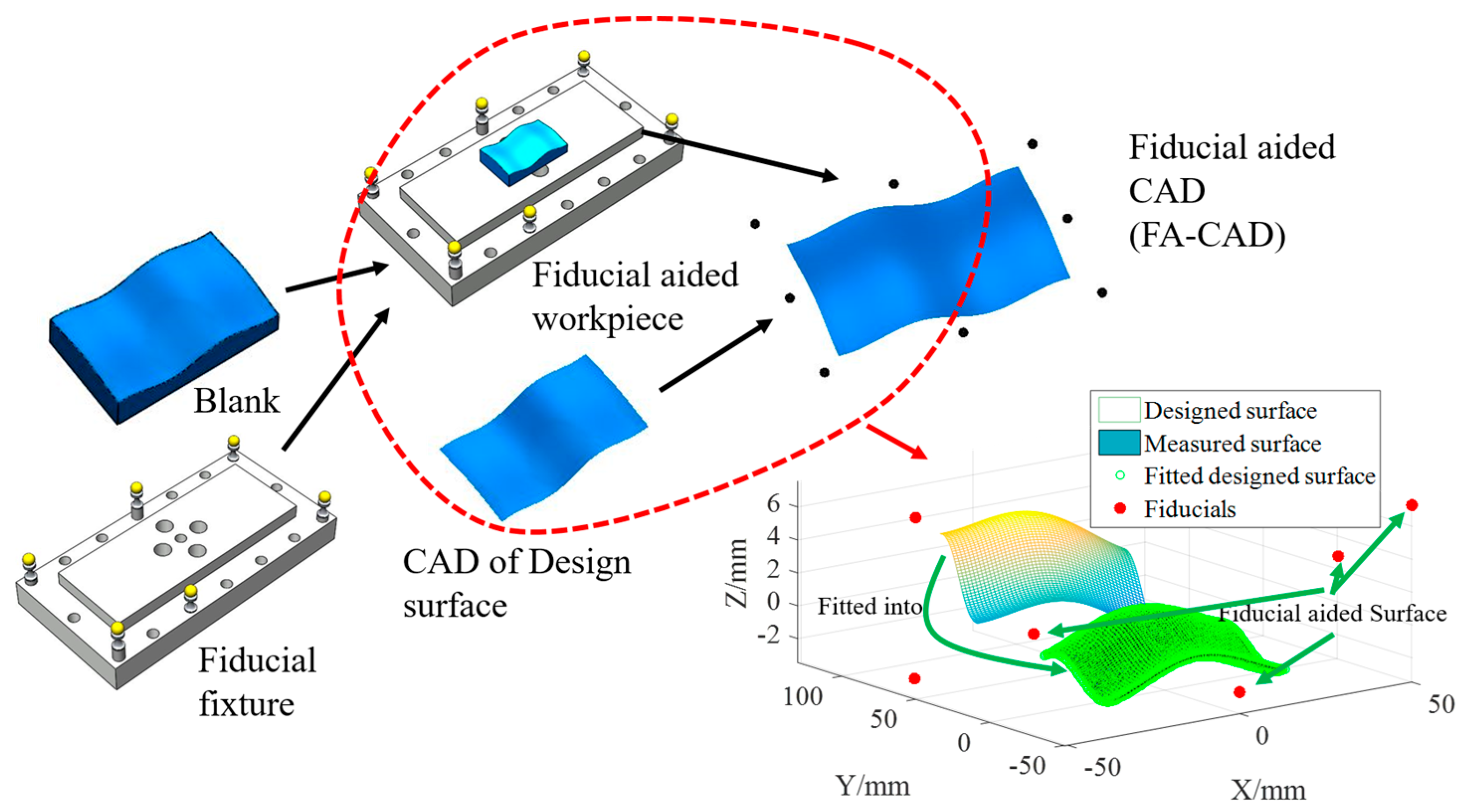
2. Fiducial-Aided Robustness Positioning Method (FAPM)
3. Experimental Investigation
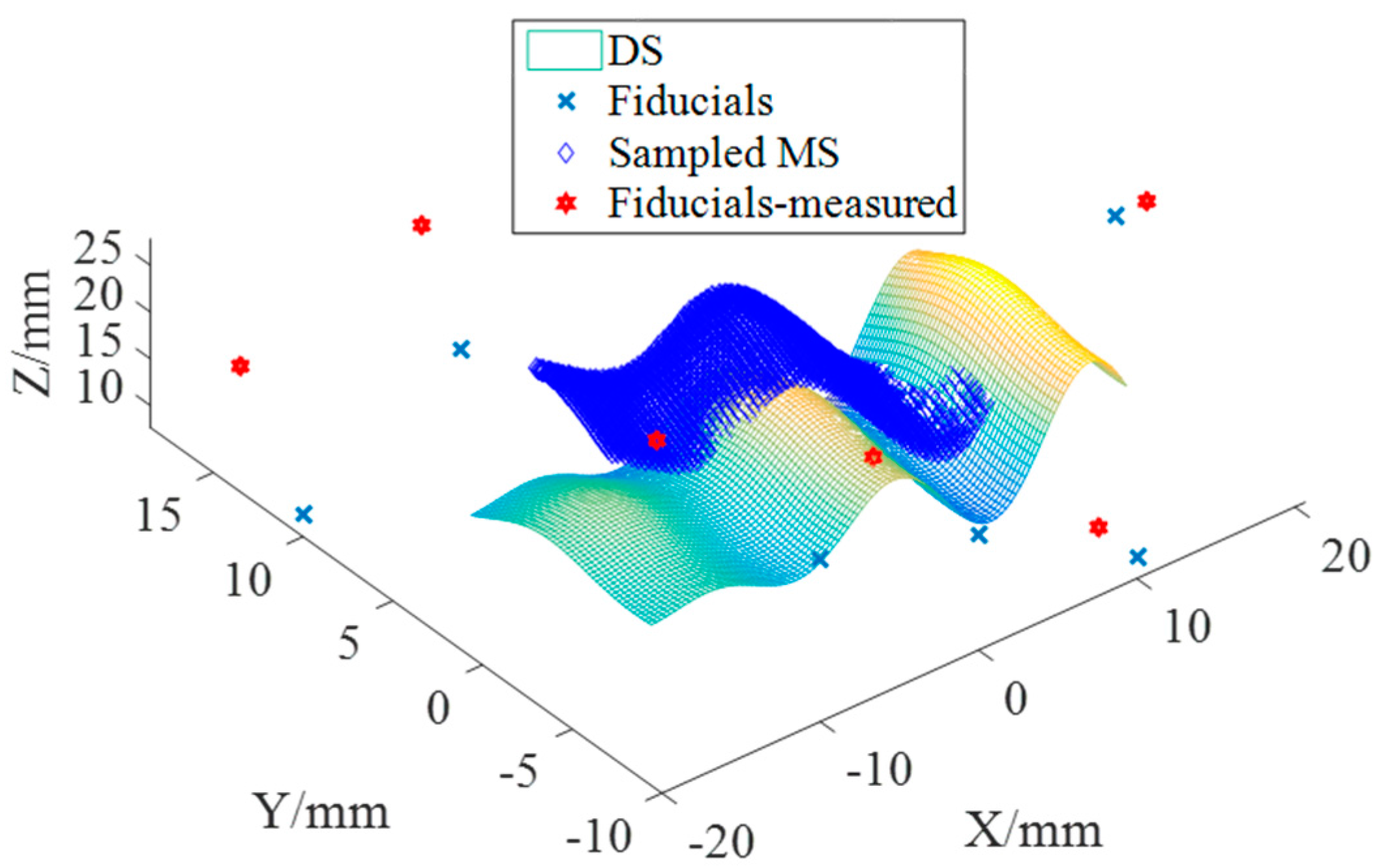
3.1. Simulation Study
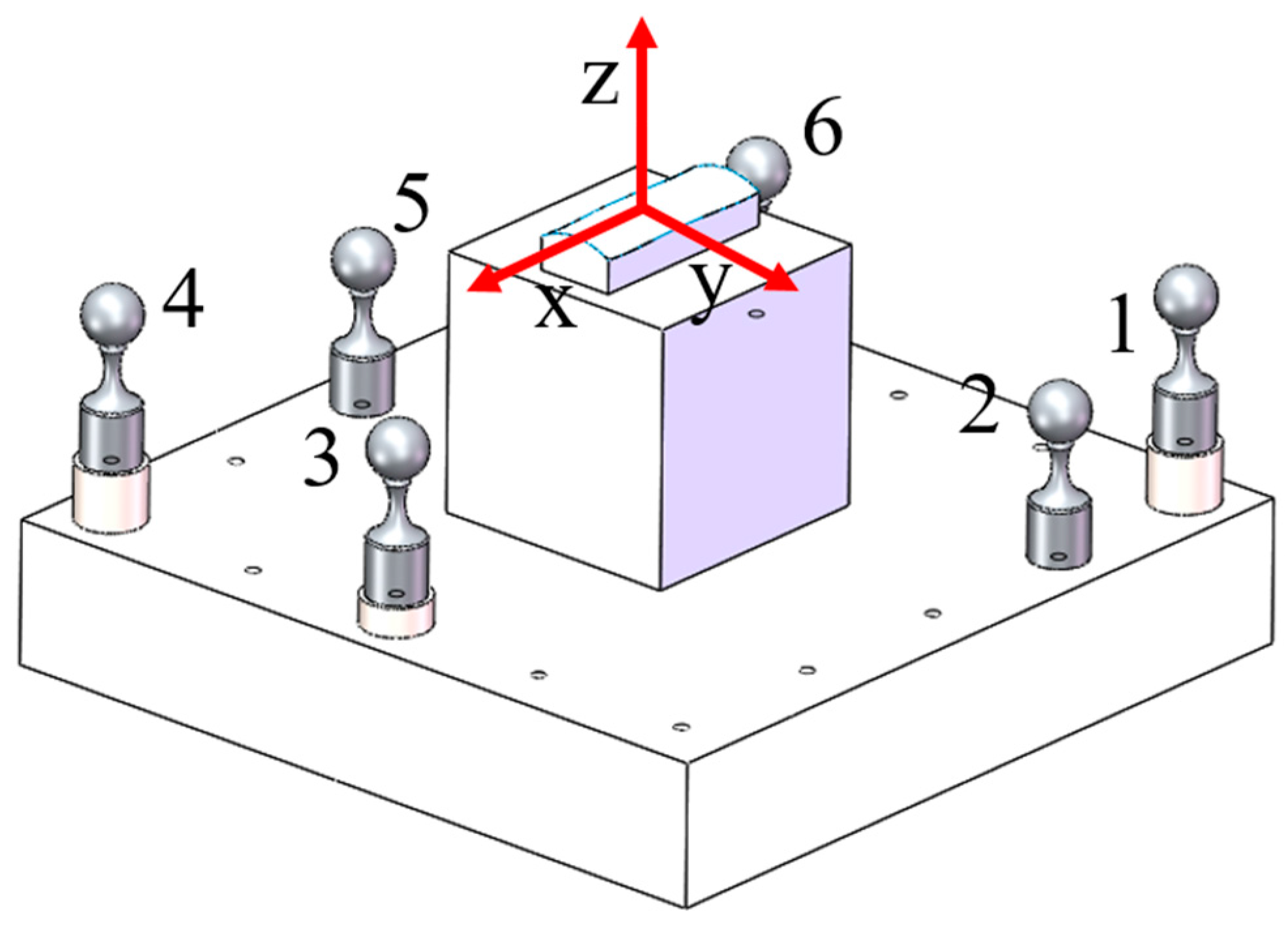
3.2. Experiments and Results
3.3. Discusion
4. Conclusions
- The simulated results indicate that the proposed method had better matching accuracy (up to 32.2% in RMS and 14.5% in PV height) and robustness (lower uncertainty) than the traditional least squares method by using fiducials to link the coordinate systems between the machine tool and the measurement instrument, which means that the matching process is more robust to the errors introduced in the machining and measuring processes.
- The results of the experiment show that the uncertainty (up to 8.5 μm) caused by a large number of iterations was minimized to improve the robustness for surface matching.
Acknowledgments
Author Contributions
Conflicts of Interest
Appendix A
References
- Fang, F.; Zhang, X.; Weckenmann, A.; Zhang, G.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann.-Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- Lee, W.; To, S.; Cheung, C. Design and Advanced Manufacturing Technology for Freeform Optics; The Hong Kong Polytechnic University: Hong Kong, China, 2005. [Google Scholar]
- Tsai, W.-T. Microstructural characterization of calcite-based powder materials prepared by planetary ball milling. Materials 2013, 6, 3361–3372. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Suzuki, N.; Wang, Y.; Shamoto, E. Fundamental investigation of ultra-precision ductile machining of tungsten carbide by applying elliptical vibration cutting with single crystal diamond. J. Mater. Process. Technol. 2014, 214, 2644–2659. [Google Scholar] [CrossRef]
- Ho, L.-T.; Cheung, C.-F.; To, S. An experimental investigation of surface generation using an integrated ultra-precision polishing process and different polishing trajectories. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 203–220. [Google Scholar] [CrossRef]
- Rossi, A.; Antonetti, M.; Barloscio, M.; Lanzetta, M. Fast genetic algorithm for roundness evaluation by the minimum zone tolerance (MZT) method. Measurement 2011, 44, 1243–1252. [Google Scholar] [CrossRef] [Green Version]
- Cheung, C.; Kong, L.; Ren, M. Measurement and characterization of ultra-precision freeform surfaces using an intrinsic surface feature-based method. Meas. Sci. Technol. 2010, 21, 115109. [Google Scholar] [CrossRef]
- Li, H.; Cheung, C.; Jiang, X.; Lee, W.; To, S. A novel robust Gaussian filtering method for the characterization of surface generation in ultra-precision machining. Precis. Eng. 2006, 30, 421–430. [Google Scholar] [CrossRef]
- Ren, M.J.; Cheung, C.F.; Kong, L.B.; Jiang, X. Invariant-feature-pattern-based form characterization for the measurement of ultraprecision freeform surfaces. IEEE Trans. Instrum. Meas. 2012, 61, 963–973. [Google Scholar] [CrossRef]
- Sharp, G.C.; Lee, S.W.; Wehe, D.K. ICP registration using invariant features. IEEE Trans. Pattern Anal. Mach. Intell. 2002, 24, 90–102. [Google Scholar] [CrossRef]
- Mehrad, V.; Xue, D.; Gu, P. Robust localization to align measured points on the manufactured surface with design surface for freeform surface inspection. Comput.-Aided Design 2014, 53, 90–103. [Google Scholar] [CrossRef]
- Kong, L.; Cheung, C.; To, S.; Lee, W.; Cheng, K. Measuring optical freeform surfaces using a coupled reference data method. Meas. Sci. Technol. 2007, 18, 2252. [Google Scholar] [CrossRef]
- Youngworth, R.N.; Kiontke, S.R.; Aikens, D.M. Implementing ISO standard-compliant freeform component drawings. Opt. Eng. 2016, 55, 071205. [Google Scholar] [CrossRef]
- Zhang, X.; Jiang, L.; Zhang, G. Novel method of positioning optical freeform surfaces based on fringe deflectometry. CIRP Ann.-Manuf. Technol. 2017, 66, 507–510. [Google Scholar] [CrossRef]
- Loke, M.H.; Barker, R. Rapid least-squares inversion of apparent resistivity pseudosections by a quasi-Newton method. Geophys. Prospect. 1996, 44, 131–152. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| m1 | LSM | FAPM | FA-LSM | |
|---|---|---|---|---|
| Spatial parameter errors | Rx (rad) × 10−3 | 0.052 | 0.038 | −0.027 |
| Ry (rad) × 10−3 | −0.024 | 0.008 | 0.004 | |
| Rz (rad) × 10−3 | 0.057 | −0.003 | 0.081 | |
| Tx (mm) × 10−3 | −0.443 | −0.688 | 0.806 | |
| Ty (mm) × 10−3 | −0.227 | −0.363 | 0.584 | |
| Tz (mm) × 10−3 | −0.171 | 0.097 | −0.191 | |
| Form errors | RMS (mm) × 10−3 | 3.081 | 2.114 | 2.089 |
| PV (mm) × 10−3 | 23.664 | 20.219 | 20.242 | |
| m2 | LSM | FAPM | FA-LSM | |
|---|---|---|---|---|
| Spatial parameter errors | Rx (rad) × 10−3 | −6.33 | 0.029 | 0.083 |
| Ry (rad) × 10−3 | 5.93 | 0.016 | 0.018 | |
| Rz (rad) × 10−3 | 6.13 | −0.016 | −0.068 | |
| Tx (mm) × 10−3 | 7.13 | −0.202 | −0.031 | |
| Ty (mm) × 10−3 | 6.31 | −0.456 | −1.058 | |
| Tz (mm) × 10−3 | 4.86 | −0.231 | −0.226 | |
| Form errors | RMS (mm) × 10−3 | 16.689 | 2.121 | 2.119 |
| PV (mm) × 10−3 | 116.718 | 23.312 | 23.458 | |
| Sphere | X (mm) | Y (mm) | Z (mm) |
|---|---|---|---|
| 1 | −59.79197 | 58.84895 | −19.20588 |
| 2 | −29.77590 | 59.14531 | −29.00676 |
| 3 | 60.46800 | −0.53976 | −24.07613 |
| 4 | 59.47552 | −59.93490 | −19.65996 |
| 5 | 0.14544 | −58.73153 | −29.05214 |
| 6 | −59.85573 | −29.59255 | −24.06871 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Cheung, C.F.; Ren, M.; Liu, M. Fiducial-Aided Robust Positioning of Optical Freeform Surfaces. Micromachines 2018, 9, 52. https://doi.org/10.3390/mi9020052
Wang S, Cheung CF, Ren M, Liu M. Fiducial-Aided Robust Positioning of Optical Freeform Surfaces. Micromachines. 2018; 9(2):52. https://doi.org/10.3390/mi9020052
Chicago/Turabian StyleWang, Shixiang, Chi Fai Cheung, Mingjun Ren, and Mingyu Liu. 2018. "Fiducial-Aided Robust Positioning of Optical Freeform Surfaces" Micromachines 9, no. 2: 52. https://doi.org/10.3390/mi9020052
APA StyleWang, S., Cheung, C. F., Ren, M., & Liu, M. (2018). Fiducial-Aided Robust Positioning of Optical Freeform Surfaces. Micromachines, 9(2), 52. https://doi.org/10.3390/mi9020052