A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. Introduction of ChG Infrared Optics
1.1.1. Characteristics of ChG
1.1.2. Application of ChG Infrared System
1.1.3. Classification of ChG Infrared Optics
1.2. Methods of ChG Optics Manufacturing
1.3. Precision Glass Molding of ChG
2. Modeling and Simulation of ChG Molding
2.1. Modeling of Elastic-Viscoplasticity Constitutive of ChG
2.1.1. Thermo-Mechanical Behavior Test of ChG
2.1.2. Elastic-Viscoplasticity Modeling
2.2. Simulation of Molding Process of ChG Infrared Optics
2.2.1. Simulation of Molding for Aspherical Lens
2.2.2. Simulation of Molding for Freeform Optics
3. Molding Process of ChG for Aspherical Lens
3.1. ChG Molding Condition Optimization
3.2. Forming Accuracy and Surface Quality Control
4. Molding Process of ChG for Freeform Optics
4.1. ChG Molding for Microlens Array
4.2. ChG Molding for Microstructures
5. Innovations of ChG Molding
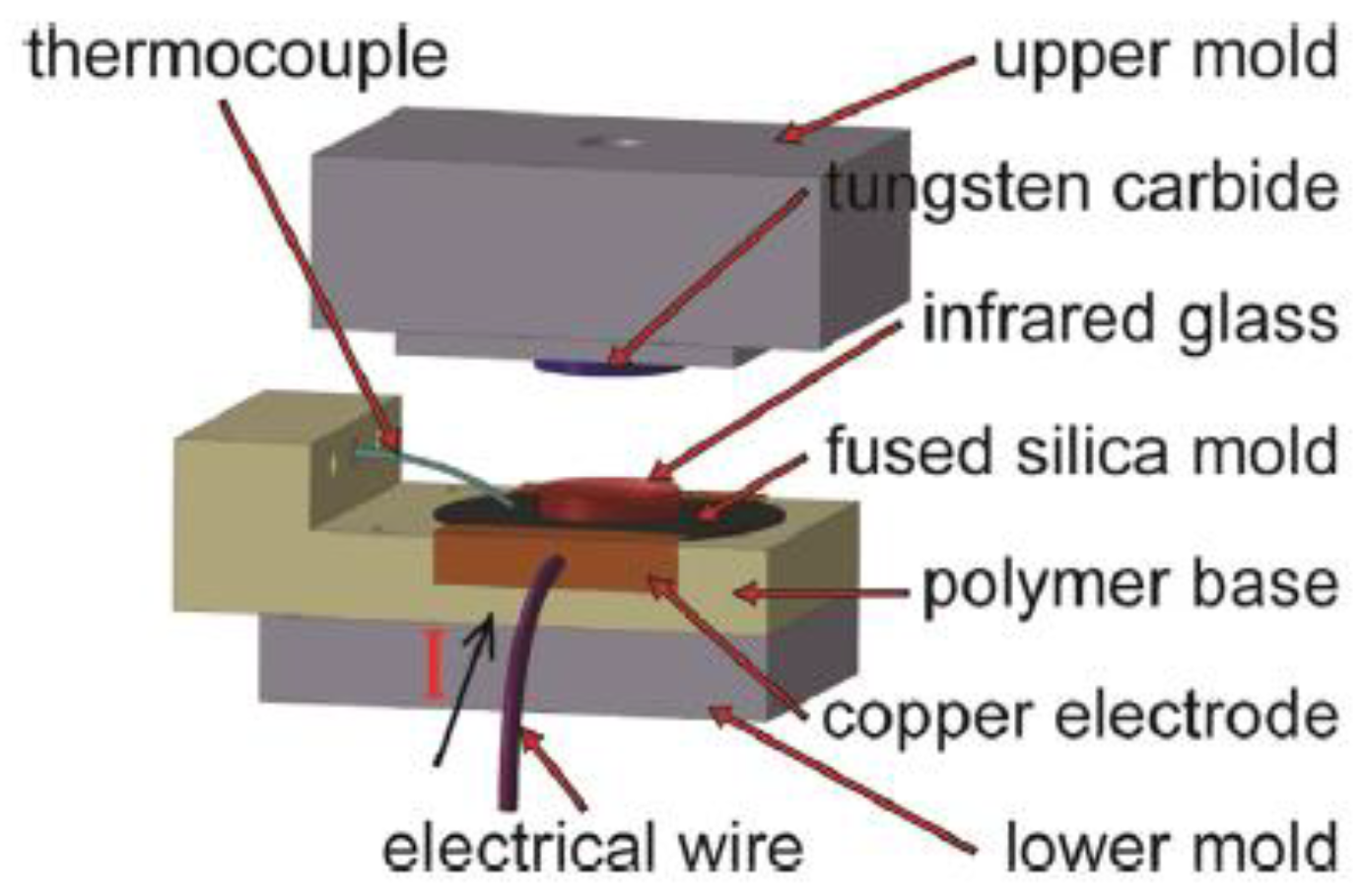
5.1. Localized Rapid Heating Process for ChG Molding
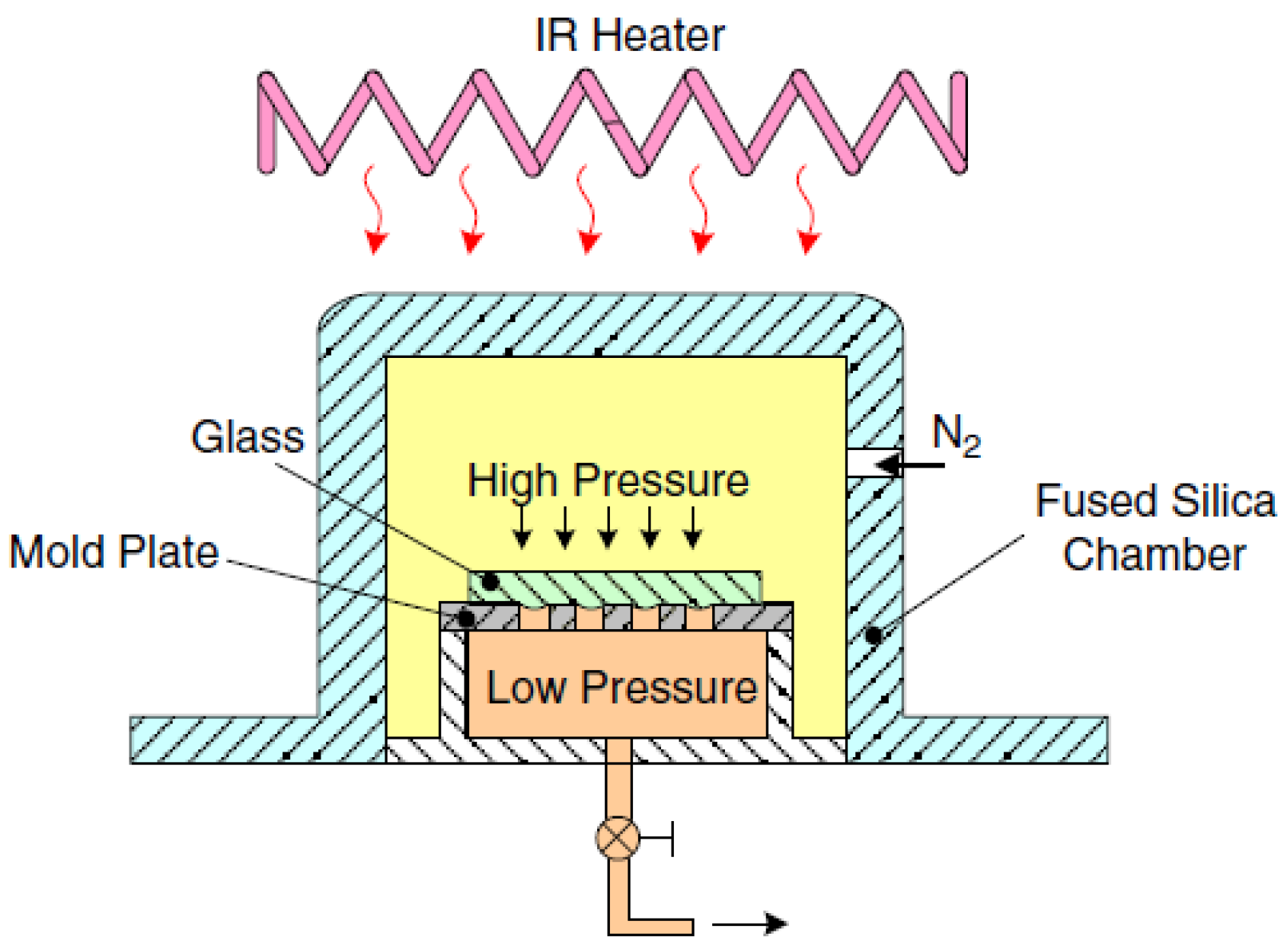
5.2. Contactless Molding of ChG Microlens Array
6. Outlook
Author Contributions
Funding
Conflicts of Interest
References
- Tang, B.; Yang, Y.; Fan, Y.; Zhang, L. Barium gallogermanate glass ceramics for infrared applications. J. Mater. Sci. Technol. 2010, 26, 558–563. [Google Scholar] [CrossRef]
- Bureau, B.; Zhang, X.; Smektala, F.; Adam, J.; Troles, J.; Ma, H.; Boussard-Plèdel, C.; Lucas, J.; Lucas, P.; Coq, D.; et al. Recent advances in chalcogenide glasses. J. Non-Cryst. Solids 2004, 345, 276–283. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, H.; Lucas, J. Applications of chalcogenide glass bulks and fibres. J. Optoelectron. Adv. Mater. 2003, 5, 1327–1333. [Google Scholar]
- Wang, Z.; Li, J.; Qin, H.; Zhang, Y.; Zhang, F.; Su, Y. Research of forming characteristic of precision glass molding. Int. Symp. Adv. Opt. Manuf. Test. Technol. Adv. Opt. Manuf. Technol. 2016, 9683, 96831G. [Google Scholar]
- Ju, H.; Du, H.; Kang, H.; Kim, J.; Kim, H. Development of chalcogenide glass with thermal stability for molded infrared lens. Proc. SPIE Int. Soc. Opt. Eng. 2014, 8982, 395–406. [Google Scholar]
- Yu, H. Infrared Optical Materials; National Defense Industry Press: Beijing, China, 2007. [Google Scholar]
- Luo, S.; Huang, F.; Zhan, D.; Wang, M. Development of chalcogenide glasses for infrared thermal imaging system. Laser Infrared 2010, 40, 9–13. [Google Scholar]
- Mehta, N.; Kumar, A. Recent advances in chalcogenide glasses for multifunctional applications in fiber optics. Recent Pat. Mater. Sci. 2013, 6, 59–67. [Google Scholar] [CrossRef]
- Tsuchihashi, S.; Kawamoto, Y.; Adachi, K. Some physico-chemical properties of glasses in the system As-S. J. Ceram. Assoc. Jpn. 1968, 76, 101–106. [Google Scholar] [CrossRef]
- Tsuchihashi, S.; Kawamoto, Y. Properties and structure of glasses in the system As-S. J. Non-Cryst. Solids 1971, 5, 286–305. [Google Scholar] [CrossRef]
- Wang, Y.; Zu, C.; Zhao, H.; He, K.; Zhao, H.; Chen, J.; Han, B. Study on long-wavelength infrared glasses. J. Funct. Mater. 2010, 41, 196–200. [Google Scholar]
- Zhang, X.; Calvez, L.; Seznec, V.; Ma, H.; Danto, S.; Houizot, P.; Boussard-Plédel, C.; Lucas, J. Infrared transmitting glasses and glass-ceramics. J. Non-Cryst. Solids 2006, 352, 2411–2415. [Google Scholar] [CrossRef]
- Zhao, D.; Zhang, X.; Wang, H.; Zeng, H.; Ma, H.; Adam, J.; Chen, G. Thermal properties of chalcogenide glasses in the GeSe2-As2Se3-CdSe system. J. Non-Cryst. Solids 2008, 354, 1281–1284. [Google Scholar] [CrossRef]
- Zhang, X.; Ma, H.; Lucas, J. Evaluation of glass fibers from the Ga-Ge-Sb-Se system for infrared applications. Opt. Mater. 2004, 25, 85–89. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, F.; Wang, G.; Shen, X.; Zhou, Y.; Li, J.; Dai, S. Investigation of GeSe2-In2Se3-AgI chalcogenide glasses. Acta Photonica Sin. 2012, 41, 718–722. [Google Scholar] [CrossRef]
- Zakery, A.; Elliott, S. Optical properties and applications of chalcogenide glasses: A review. J. Non-Cryst. Solids 2003, 330, 1–12. [Google Scholar] [CrossRef]
- Wilhelm, A.; Boussard-Pledel, C.; Coulombier, Q.; Lucas, J.; Bureau, B.; Lucas, P. Development of far-infrared-transmitting Te based glasses suitable for carbon dioxide detection and space optics. Adv. Mater. 2007, 19, 3796–3800. [Google Scholar] [CrossRef]
- Wang, G.; Nie, Q.; Wang, X.; Shen, X.; Chen, F.; Xu, T.; Dai, S.; Zhang, X. New far-infrared transmitting Te-based chalcogenide glasses. J. Appl. Phys. 2011, 110, 043536. [Google Scholar] [CrossRef]
- Wang, G.; Li, C.; Nie, Q.; Pan, Z.; Li, M.; Xu, Y.; Wang, H.; Shi, D. Thermal stability and far infrared transmitting property of GeTe4-AsTe3-AgI glasses and glass-ceramics. J. Non-Cryst. Solids 2017, 463, 80–84. [Google Scholar] [CrossRef]
- Cheng, C.; Wang, X.; Xu, T.; Zhu, Q.; Liao, F.; Sun, L.; Pan, Z.; Liu, S.; Dai, S.; Shen, X.; et al. Research on properties of far infrared Ge-Ga-Te-Ag chalcogenide glasses. Acta Photonica Sin. 2015, 44, 1116001. [Google Scholar] [CrossRef]
- Xu, H.; Nie, Q.; Wang, X.; He, Y.; Wang, G.; Dai, S.; Xu, T.; Zhang, P.; Zhang, X.; Bruno, B. Optical properties of the Ge-Ga-Te-Cu far-infrared-transmitting chalcogenide glasses. J. Optoelectron. Laser 2013, 24, 93–98. [Google Scholar]
- Kulakova, N.; Nasyrov, A.; Nesmelova, I. Current trends in creating optical systems for the IR region. J. Opt. Technol. 2010, 77, 324–330. [Google Scholar] [CrossRef]
- Song, B.; Zhang, Y.; Wang, Q.; Dai, S.; Xu, T.; Nie, Q.; Wang, X.; Shen, X.; Wu, L.; Lin, C. Optical properties measurement of infrared chalcogenide glasses and analysis on its influencing factors. Infrared Laser Eng. 2012, 41, 1442–1447. [Google Scholar]
- Xue, J.; Man, X.; Gong, Y.; Zhao, X. Preparation, characteristic and application of chalcogenide glasses. Optoelectron. Technol. Inf. 2003, 16, 28–31. [Google Scholar]
- Gai, X.; Han, T.; Prasad, A.; Madden, S.; Choi, D.; Wang, R.; Bulla, D.; Luther-Davies, B. Progress in optical waveguides fabricated from chalcogenide glasses. Opt. Express 2010, 18, 26635–26646. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Zhang, X. Development of fine molded chalcogenide glasses for IR night vision. Bull. Chin. Ceram. Soc. 2004, 23, 3–7. [Google Scholar]
- Lu, Y.; Song, B.; Xu, T.; Dai, S.; Nie, Q.; Shen, X.; Lin, C.; Zhang, P. Design of refractive-diffractive night vision system based on chalcogenide glass. Laser Optoelectron. Prog. 2013, 50, 168–174. [Google Scholar]
- Shi, G.; Zhang, X.; Wang, L.; He, F.; Zhang, J. Application of the new chalcogenide glass in design of low cost thermal imaging systems. Infrared Laser Eng. 2011, 40, 615–619. [Google Scholar]
- Curatu, G.; Binklev, B.; Tinch, D.; Curatu, C. Using molded chalcogenide glass technology to reduce cost in a compact wide-angle thermal imaging lens. Proc. SPIE 2006, 6206, 62062M. [Google Scholar]
- Zhou, T. Precision molding of microstructures on chalcogenide glass for infrared optics. In Micro and Nano Fabrication Technology; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Curatu, G. Design and fabrication of low-cost thermal imaging optics using precision chalcogenide glass molding. Proc. SPIE Int. Soc. Opt. Eng. 2008, 7060, 706008. [Google Scholar]
- Cha, D.; Kim, H.; Hwang, Y.; Jeong, J.; Kim, J. Fabrication of molded chalcogenide-glass lens for thermal imaging applications. Appl. Opt. 2012, 51, 5649–5656. [Google Scholar] [CrossRef] [PubMed]
- Eisenberg, N.; Klebanov, M.; Lyubin, V.; Manevich, M.; Noach, S. Infrared microlens arrays based on chalcogenide photoresist, fabricated by thermal reflow process. J. Optoelectron. Adv. Mater. 2000, 2, 147–152. [Google Scholar]
- Zhou, T.; Liu, X.; Liang, Z.; Liu, Y.; Xie, J.; Wang, X. Recent advancements in optical microstructure fabrication through glass molding process. Front. Mech. Eng. 2017, 12, 46–65. [Google Scholar] [CrossRef]
- Ju, H.; Jang, Y.; Du, H.; Kim, J.; Kim, H. Chalcogenide glass with good thermal stability for the application of molded infrared lens. Proc. SPIE Int. Soc. Opt. Eng. 2014, 9253, 925310. [Google Scholar]
- Naessens, K.; Ottevaere, H.; Van Daele, P.; Baets, R. Flexible fabrication of microlenses in polymer layers with excimer laser ablation. Appl. Surf. Sci. 2003, 208, 159–164. [Google Scholar] [CrossRef]
- Hisakuni, H.; Tanaka, K. Optical fabrication of microlenses in chalcogenide glasses. Opt. Lett. 1995, 20, 958–960. [Google Scholar] [CrossRef] [PubMed]
- Chiu, C.; Lee, Y. Fabricating of aspheric micro-lens array by excimer laser micromachining. Opt. Lasers Eng. 2011, 49, 1232–1237. [Google Scholar] [CrossRef]
- Manevich, M.; Klebanov, M.; Lyubin, V.; Varshal, J.; Broder, J.; Eisenberg, N. Gap micro-lithography for chalcogenide micro-lens array fabrication. Chalcogenide Lett. 2008, 5, 61–64. [Google Scholar]
- Davies, M.; Evans, C.; Bergner, B. Application of precision diamond machining to the manufacture of microphotonics components. Proc. SPIE Int. Soc. Opt. Eng. 2002, 5183, 94–108. [Google Scholar]
- Lin, C.; Fang, Y.; Yang, P. Optical film with microstructures array for slim-type backlight applications. Opt. Int. J. Light Electron Opt. 2011, 122, 1169–1173. [Google Scholar] [CrossRef]
- Zhou, T.; Yan, J.; Masuda, J.; Oowada, T.; Kuriyagawa, T. Investigation on shape transferability in ultraprecision glass molding press for microgrooves. Precis. Eng. 2011, 35, 214–220. [Google Scholar] [CrossRef]
- Xie, J.; Zhou, T.; Liu, Y.; Kuriyagawa, T.; Wang, X. Mechanism study on microgroove forming by ultrasonic vibration assisted hot pressing. Precis. Eng. 2016, 46, 270–277. [Google Scholar] [CrossRef]
- Zhang, X.; Guimond, Y.; Bellec, Y. Production of complex chalcogenide glass optics by molding for thermal imaging. J. Non-Cryst. Solids 2003, 327, 519–523. [Google Scholar] [CrossRef]
- Cha, D.; Kim, H.; Park, H.; Hwang, Y.; Kim, J.; Hong, J.; Lee, K. Effect of temperature on the molding of chalcogenide glass lenses for infrared imaging applications. Appl. Opt. 2010, 49, 1607–1613. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Shen, P.; Jin, N. Viscoelastic properties of chalcogenide glasses and the simulation of their molding processes. Phys. Procedia 2011, 19, 422–425. [Google Scholar] [CrossRef]
- Zhou, J.; Yu, J.; Lee, L.; Shen, L.; Allen, Y. Stress relaxation and refractive index change of As2S3 in compression molding. Int. J. Appl. Glass Sci. 2017, 8, 255–265. [Google Scholar] [CrossRef]
- Hilton, A. Chalcogenide Glasses for Infrared Optics; McGraw-Hill Companies: New York, NY, USA, 2010. [Google Scholar]
- Zhou, T.; Zhou, Q.; Xie, J.; Liu, X.; Wang, X.; Ruan, H. Elastic-viscoplasticity modeling of the thermo-mechanical behavior of chalcogenide glass for aspheric lens molding. Int. J. Appl. Glass Sci. 2018, 9, 252–262. [Google Scholar] [CrossRef]
- Hencky, H. Über die Form des Elastizitätsgesetzes bei ideal elastischen Stoffen. Z. Tech. Phys. 1928, 9, 215–220. [Google Scholar]
- Liu, L.; Wang, G.; Chen, J.; Yang, S. Creep experiment and rheological model of deep saturated rock. Trans. Nonferr. Met. Soc. China 2013, 23, 478–483. [Google Scholar] [CrossRef]
- Zhou, T.; Yan, J.; Kuriyagawa, T. Evaluating the viscoelastic properties of glass above transition temperature for numerical modeling of lens molding process. Proc. SPIE Int. Soc. Opt. Eng. 2007, 6624, 662403. [Google Scholar]
- Zhou, T.; Zhou, Q.; Xie, J.; Liu, X.; Wang, X.; Ruan, H. Surface defect analysis on formed chalcogenide glass Ge22Se58As20 lenses after the molding process. Appl. Opt. 2017, 56, 8394–8402. [Google Scholar] [CrossRef] [PubMed]
- Gupta, C. Chemical Metallurgy: Principles and Practice; John Wiley & Sons: Hoboken, NJ, USA, 2006. [Google Scholar]
- Silberberg, M. Chemistry: The Molecular Nature of Matter and Change; McGraw-Hill Companies, Inc.: New York, NY, USA, 2000. [Google Scholar]
- Kelley, J.; Leventhal, J. Newtonian Physics Problems in Classical and Quantum Mechanics; Springer International Publishing: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Yan, J.; Oowada, T.; Zhou, T.; Kuriyagawa, T. Precision machining of microstructures on electroless-plated NiP surface for molding glass components. J. Mater. Process. Technol. 2009, 209, 4802–4808. [Google Scholar] [CrossRef]
- Muhammad, A.; Mustafizur, R.; Wong, Y. A study on the effect of tool-edge radius on critical machining characteristics in ultra-precision milling of tungsten carbide. Int. J. Adv. Manuf. Technol. 2013, 67, 1257–1265. [Google Scholar]
- Hitchiner, M.; Wilks, J. Factors affecting chemical wear during machining. Wear 1984, 93, 63–80. [Google Scholar] [CrossRef]
- Casstevens, J.; Daugherty, C. Diamond turning optical surfaces on electroless nickel. Precis. Mach. Opt. 1978, 159, 109–113. [Google Scholar]
- Krishnan, K.; John, S.; Srinivasan, K.; Praveen, J.; Ganesan, M.; Kavimani, P. An overall aspect of electroless Ni-P depositions—A review article. Metall. Mater. Trans. A 2006, 37, 1917–1926. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, W.; Zhou, T.; Liu, X.; Wang, X. Microgroove machining on crystalline nickel phosphide plating by single-point diamond cutting. Int. J. Adv. Manuf. Technol. 2017, 91, 477–484. [Google Scholar] [CrossRef]
- Liu, X.; Zhou, T.; Pang, S.; Xie, J.; Wang, X. Burr formation mechanism of ultraprecision cutting for microgrooves on nickel phosphide in consideration of the diamond tool edge radius. Int. J. Adv. Manuf. Technol. 2017, 94, 3929–3935. [Google Scholar] [CrossRef]
- Xie, P.; He, P.; Yen, Y.; Kwang, J.; Daniel, G.; Chang, L.; Liao, W.; Allen, Y.; Lee, L. Rapid hot embossing of polymer microstructures using carbide-bonded graphene coating on silicon stampers. Surf. Coat. Technol. 2014, 258, 174–180. [Google Scholar] [CrossRef]
- Li, H.; He, P.; Yu, J.; Lee, L.; Allen, Y. Localized rapid heating process for precision chalcogenide glass molding. Opt. Lasers Eng. 2015, 73, 62–68. [Google Scholar] [CrossRef]
- Ma, K.; Chien, H.; Huang, S.; Fu, W.; Chao, C. Contactless molding of arrayed chalcogenide glass lenses. J. Non-Cryst. Solids 2011, 357, 2484–2488. [Google Scholar] [CrossRef]
- Saiz, E.; Cannon, R.; Tomsia, A. High-temperature wetting and the work of adhesion in metal/oxide systems. Annu. Rev. Mater. Res. 2008, 38, 197–226. [Google Scholar] [CrossRef]
- Rieser, D.; Spieß, G.; Manns, P. Investigations on glass-to-mold sticking in the hot forming process. J. Non-Cryst. Solids 2008, 354, 1393–1397. [Google Scholar] [CrossRef]
- Wang, J.; Fan, J.; Zhang, Y.; Wang, G.; Wang, W.; Chan, K. Diffusion bonding of a Zr-based metallic glass in its supercooled liquid region. Intermetallics 2014, 46, 236–242. [Google Scholar] [CrossRef]
- Monfared, A.; Liu, W.; Zhang, L. On the adhesion between metallic glass and dies during thermoplastic forming. J. Alloys Compd. 2017, 711, 235–242. [Google Scholar] [CrossRef]
- Masuda, J.; Yan, J.; Zhou, T.; Kuriyagawa, T.; Fukase, Y. Thermally induced atomic diffusion at the interface between release agent coating and mould substrate in a glass moulding press. J. Phys. D Appl. Phys. 2011, 44, 215302. [Google Scholar] [CrossRef]
- Zhu, X.; Wei, J.; Chen, L.; Liu, J.; Hei, L.; Li, C.; Zhang, Y. Anti-sticking Re-Ir coating for glass molding process. Thin Solid Films 2015, 584, 305–309. [Google Scholar] [CrossRef] [Green Version]
- Zhang, L.; Zhou, W.; Naples, N.; Allen, Y. Investigation of index change in compression molding of As40Se50S10 chalcogenide glass. Appl. Opt. 2018, 57, 4245–4252. [Google Scholar] [CrossRef] [PubMed]


































© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, T.; Zhu, Z.; Liu, X.; Liang, Z.; Wang, X. A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics. Micromachines 2018, 9, 337. https://doi.org/10.3390/mi9070337
Zhou T, Zhu Z, Liu X, Liang Z, Wang X. A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics. Micromachines. 2018; 9(7):337. https://doi.org/10.3390/mi9070337
Chicago/Turabian StyleZhou, Tianfeng, Zhanchen Zhu, Xiaohua Liu, Zhiqiang Liang, and Xibin Wang. 2018. "A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics" Micromachines 9, no. 7: 337. https://doi.org/10.3390/mi9070337
APA StyleZhou, T., Zhu, Z., Liu, X., Liang, Z., & Wang, X. (2018). A Review of the Precision Glass Molding of Chalcogenide Glass (ChG) for Infrared Optics. Micromachines, 9(7), 337. https://doi.org/10.3390/mi9070337