Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization





Abstract
:1. Introduction
2. Results and Discussion
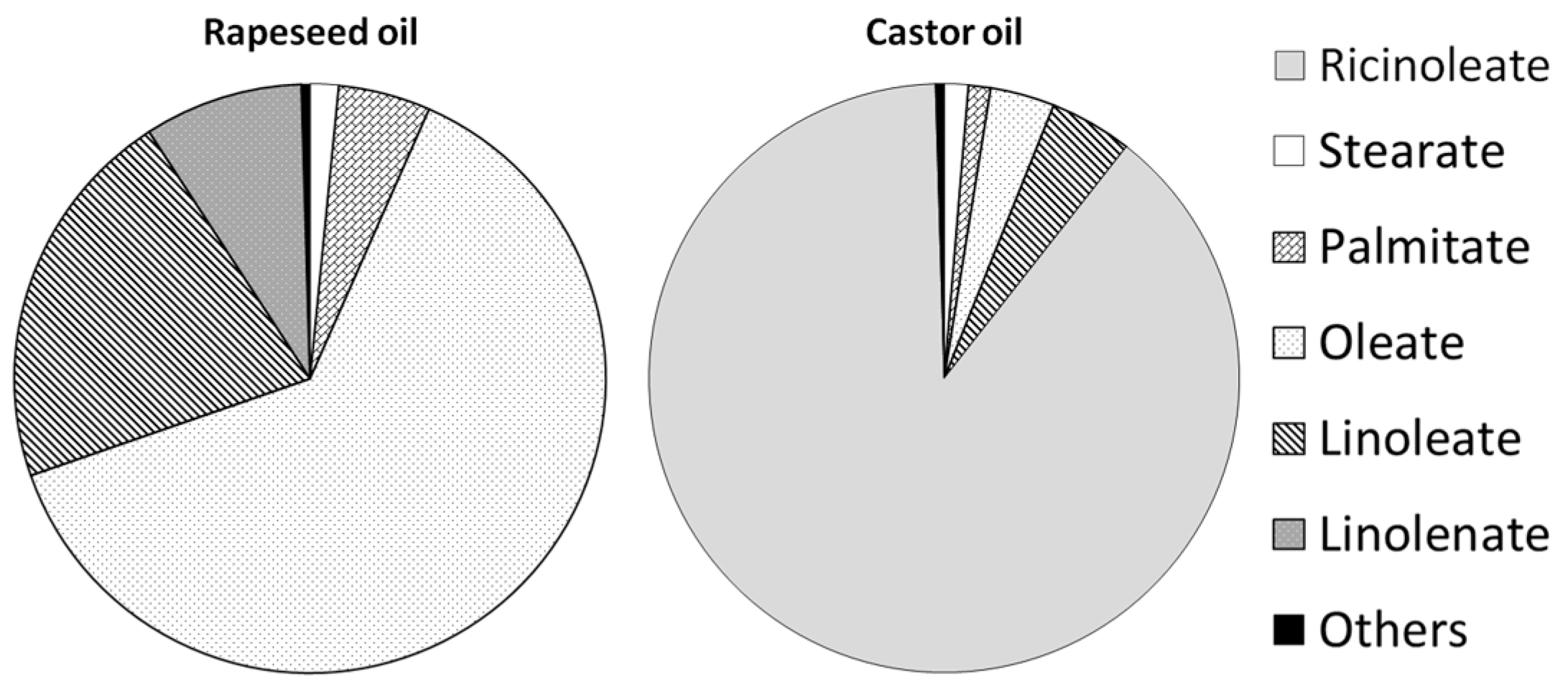
2.1. Raw Material Characterization
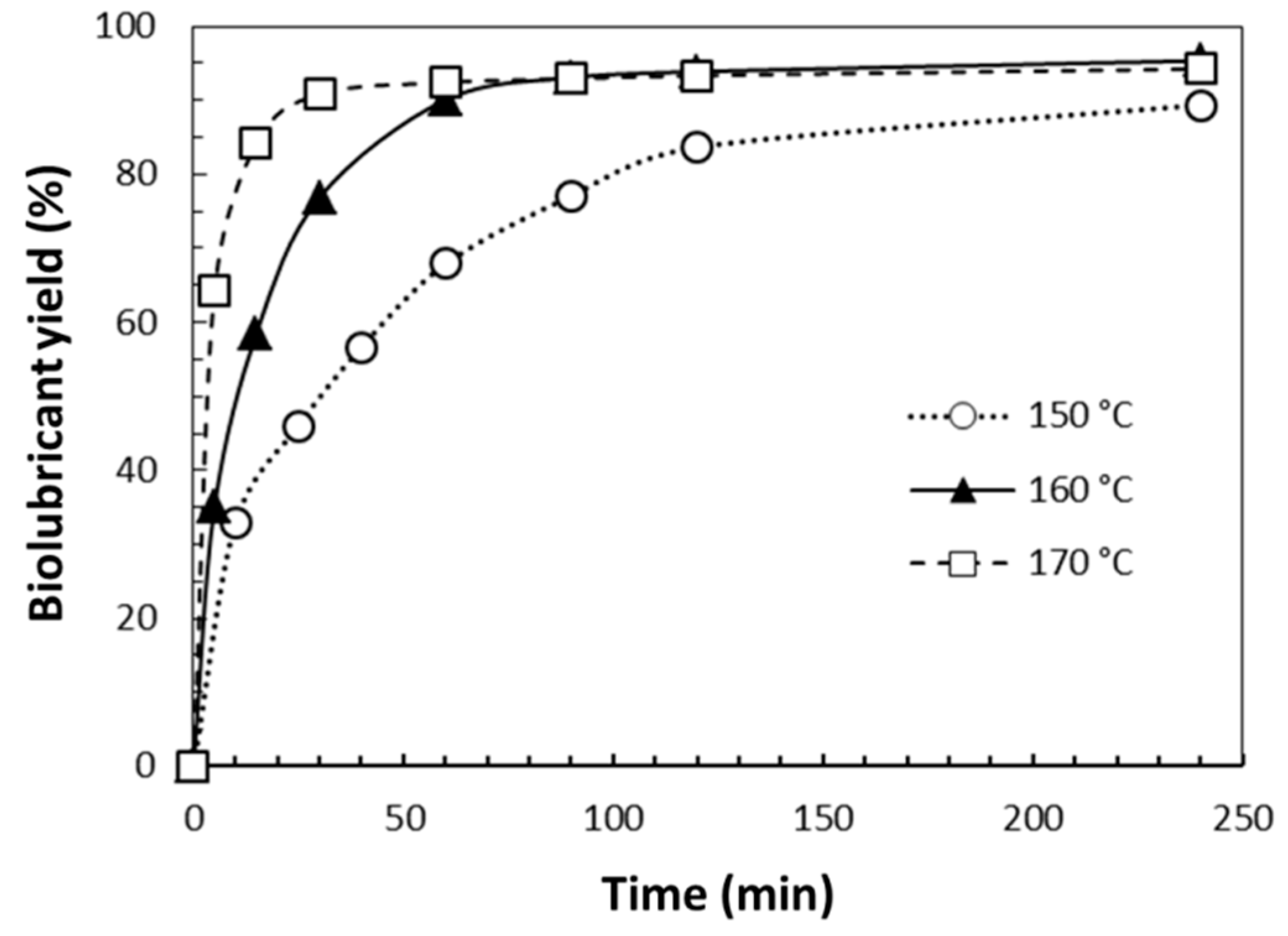
2.2. Influence of Temperature
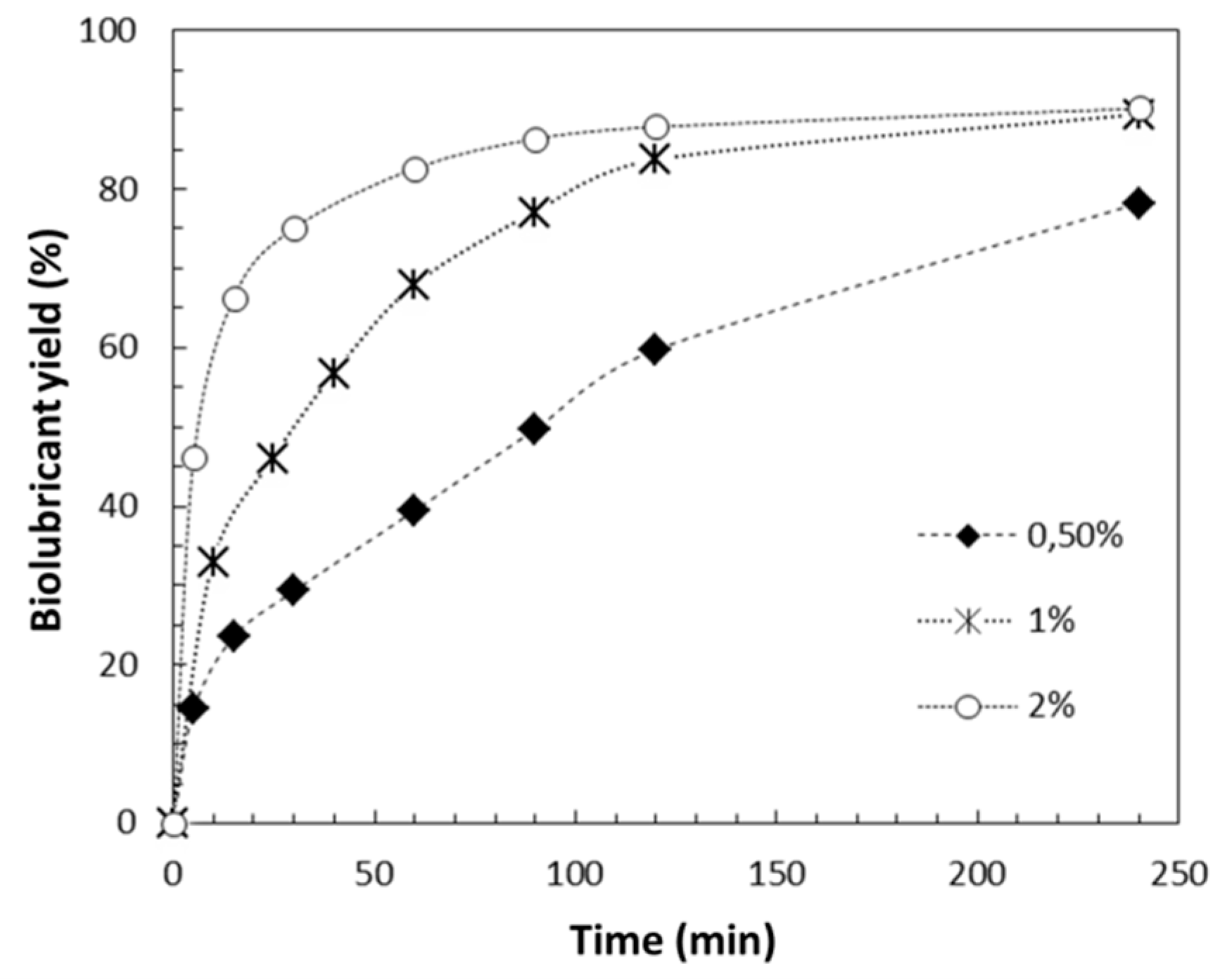
2.3. Influence of Catalyst Concentration
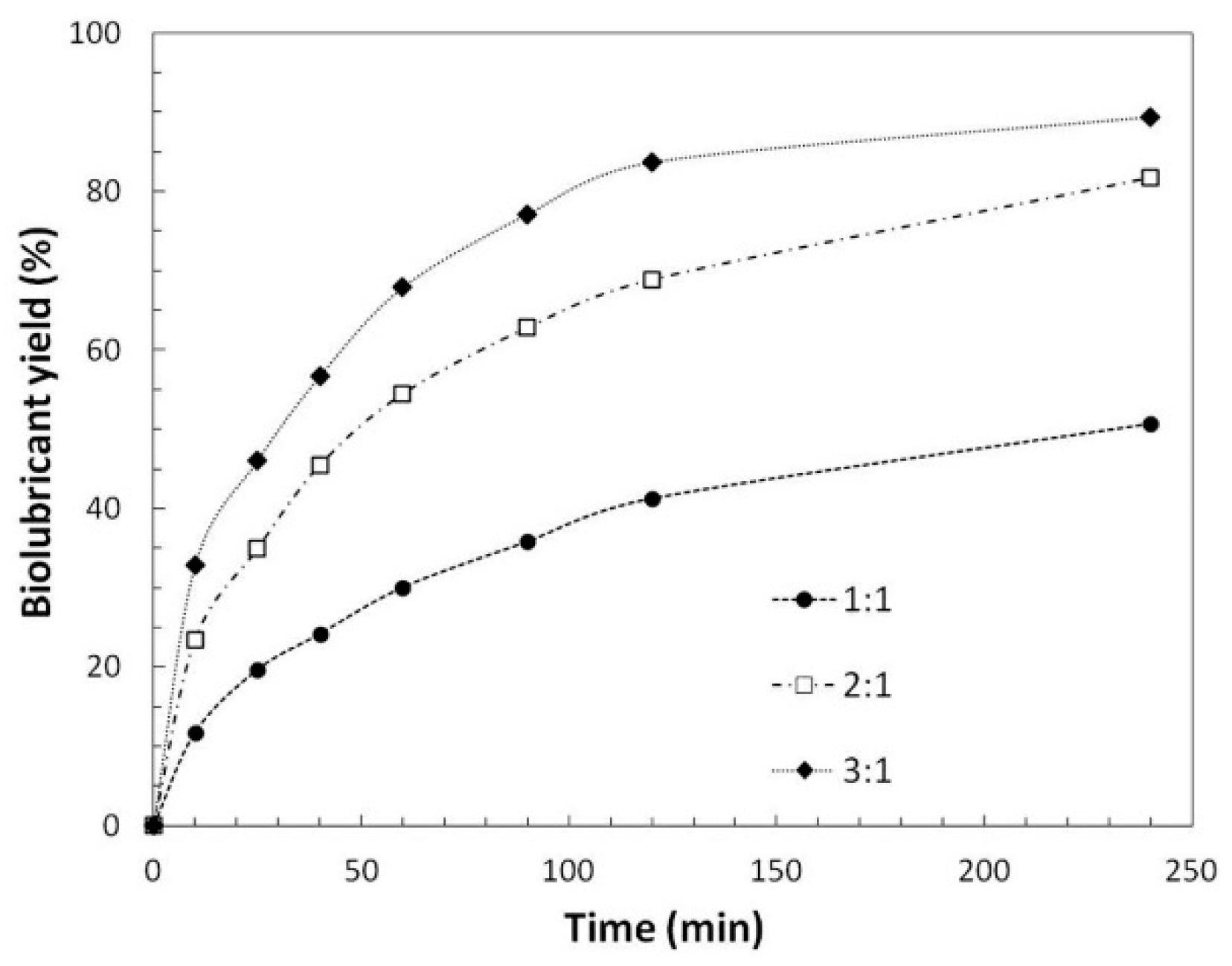
2.4. Influence of Alcohol/FAME Molar Ratio
2.5. Biolubricant Characterization
2.6. Influence of Raw Material on Biolubricants
2.7. Influence of Alcohol Structure on Biolubricants
3. Materials and Methods
3.1. Raw Materials and Experimental Design
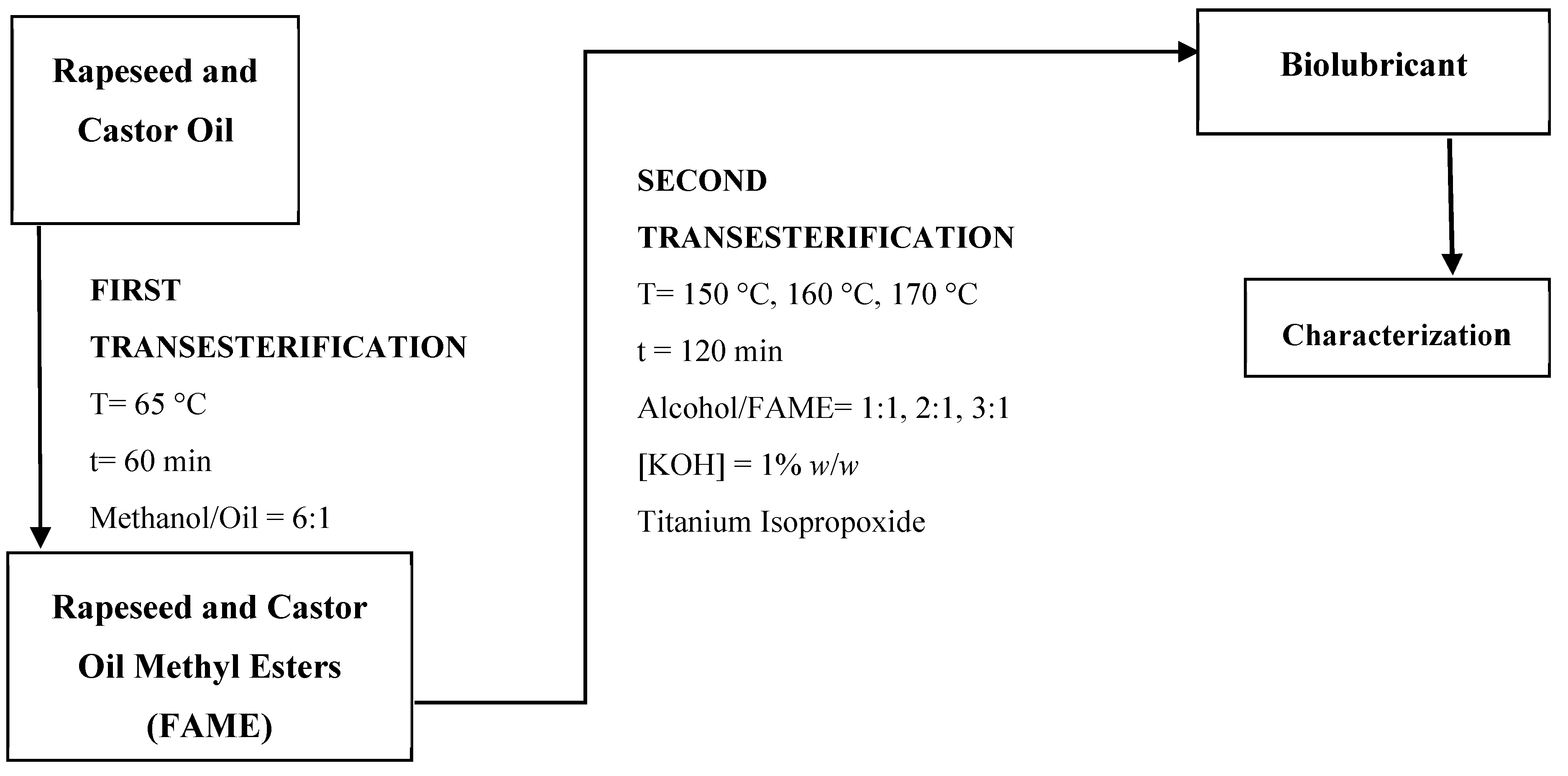
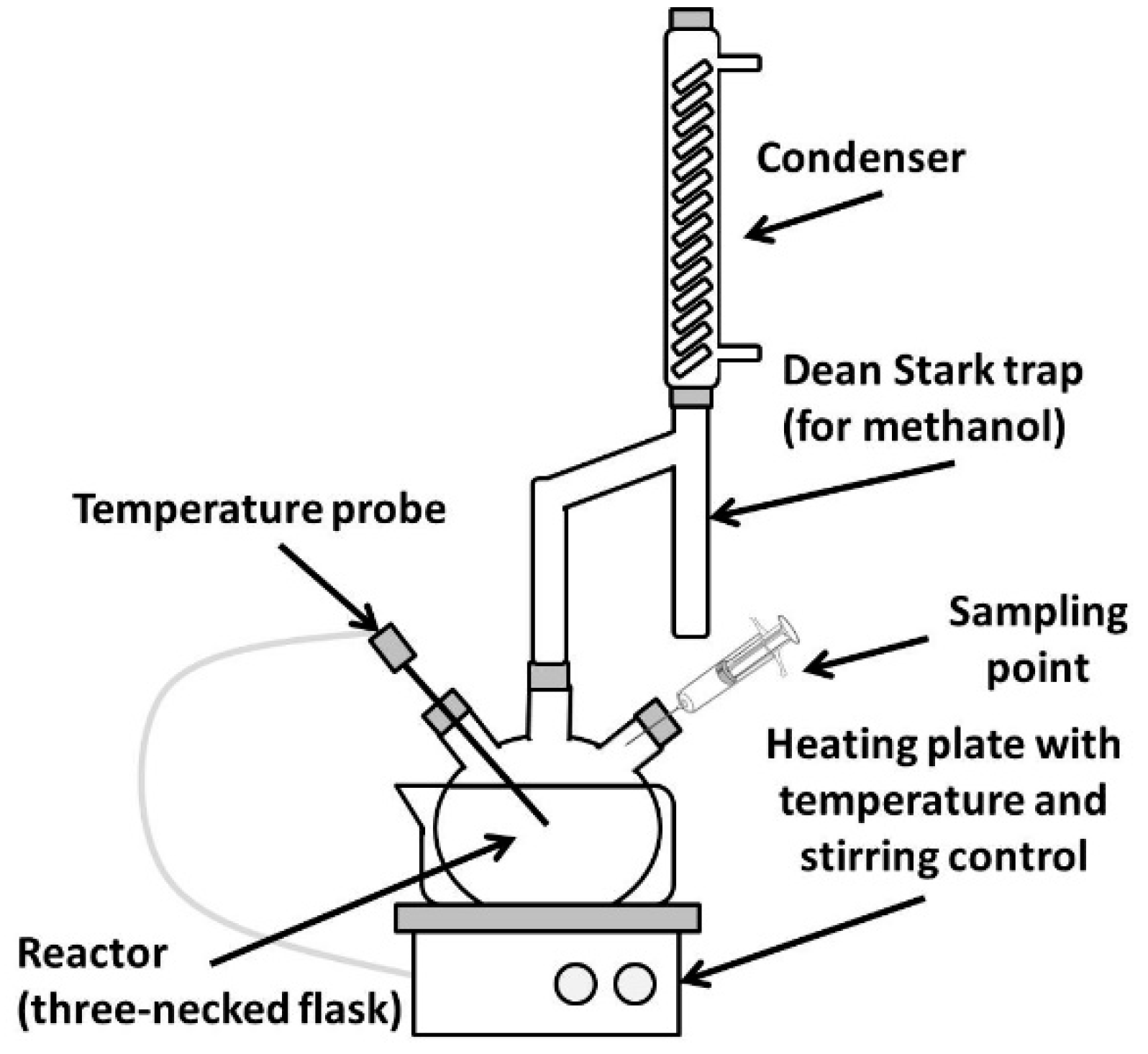
3.2. First Transesterification
3.3. Second Transesterification Reaction (Biolubricant Production)
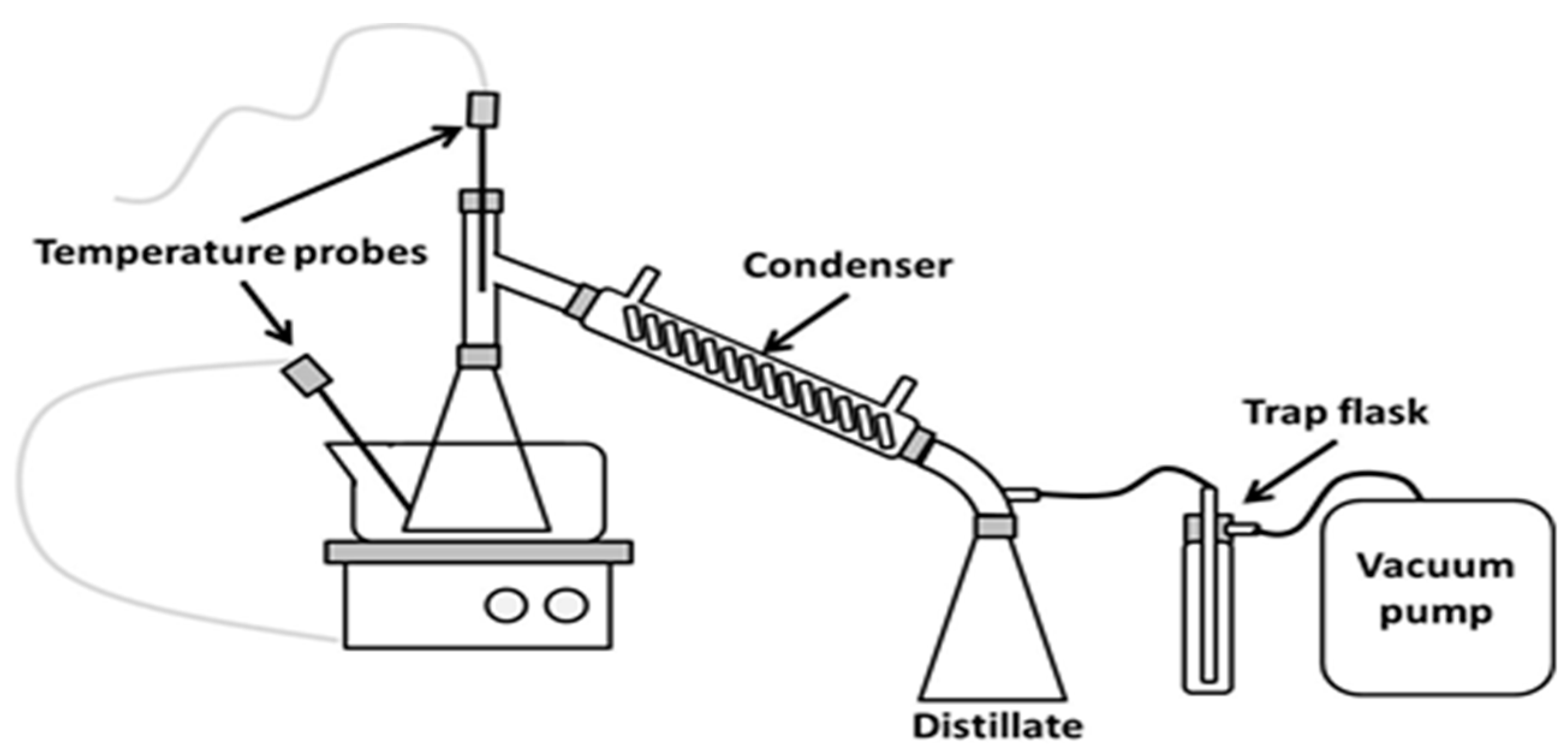
3.4. Biolubricant Characterization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Panchal, T.M.; Patel, A.; Chauhan, D.D.; Thomas, M.; Patel, J.V. A methodological review on bio-lubricants from vegetable oil based resources. Renew. Sustain. Energy Rev. 2017, 70, 65–70. [Google Scholar] [CrossRef]
- Salih, N.; Salimon, J.; Abdullah, B.M.; Yousif, E. Thermo-oxidation, friction-reducing and physicochemical properties of ricinoleic acid based-diester biolubricants. Arab. J. Chem. 2017, 10, S2273–S2280. [Google Scholar] [CrossRef] [Green Version]
- Kania, D.; Yunus, R.; Omar, R.; Abdul Rashid, S.; Mohamad Jan, B. A review of biolubricants in drilling fluids: Recent research, performance, and applications. J. Pet. Sci. Eng. 2015, 135, 177–184. [Google Scholar] [CrossRef]
- Sudan Reddy Dandu, M.; Nanthagopal, K. Tribological aspects of biofuels—A review. Fuel 2019, 258, 116066. [Google Scholar] [CrossRef]
- Martínez, G.; Sánchez, N.; Encinar, J.M.; González, J.F. Fuel properties of biodiesel from vegetable oils and oil mixtures. Influence of methyl esters distribution. Biomass Bioenergy 2014, 63, 22–32. [Google Scholar] [CrossRef]
- Encinar, J.M.; Pardal, A.; Sánchez, N. An improvement to the transesterification process by the use of co-solvents to produce biodiesel. Fuel 2016, 166, 51–58. [Google Scholar] [CrossRef]
- Dehghani Soufi, M.; Ghobadian, B.; Atashgaran, M.; Mousavi, S.M.; Najafi, G. Biolubricant production from edible and novel indigenous vegetable oils: Mainstream methodology, and prospects and challenges in Iran. Biofuels Bioprod. Biorefining 2019, 13, 838–849. [Google Scholar] [CrossRef]
- Chen, J.; Bian, X.; Rapp, G.; Lang, J.; Montoya, A.; Trethowan, R.; Bouyssiere, B.; Portha, J.F.; Jaubert, J.N.; Pratt, P.; et al. From ethyl biodiesel to biolubricants: Options for an Indian mustard integrated biorefinery toward a green and circular economy. Ind. Crops Prod. 2019, 137, 597–614. [Google Scholar] [CrossRef]
- Hajar, M.; Vahabzadeh, F. Modeling the kinetics of biolubricant production from castor oil using Novozym 435 in a fluidized-bed reactor. Ind. Crops Prod. 2014, 59, 252–259. [Google Scholar] [CrossRef]
- Saboya, R.M.A.; Cecilia, J.A.; García-Sancho, C.; Sales, A.V.; de Luna, F.M.T.; Rodríguez-Castellón, E.; Cavalcante, C.L. Synthesis of biolubricants by the esterification of free fatty acids from castor oil with branched alcohols using cationic exchange resins as catalysts. Ind. Crops Prod. 2017, 104, 52–61. [Google Scholar] [CrossRef]
- Fox, N.J.; Stachowiak, G.W. Vegetable oil-based lubricants—A review of oxidation. Tribol. Int. 2007, 40, 1035–1046. [Google Scholar] [CrossRef]
- Hamdan, S.H.; Chong, W.W.F.; Ng, J.H.; Ghazali, M.J.; Wood, R.J.K. Influence of fatty acid methyl ester composition on tribological properties of vegetable oils and duck fat derived biodiesel. Tribol. Int. 2017, 113, 76–82. [Google Scholar] [CrossRef]
- Heikal, E.K.; Elmelawy, M.S.; Khalil, S.A.; Elbasuny, N.M. Manufacturing of environment friendly biolubricants from vegetable oils. Egypt. J. Pet. 2017, 26, 53–59. [Google Scholar] [CrossRef] [Green Version]
- Reeves, C.J.; Menezes, P.L.; Jen, T.C.; Lovell, M.R. The influence of fatty acids on tribological and thermal properties of natural oils as sustainable biolubricants. Tribol. Int. 2015, 90, 123–134. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Yousif, E. Biolubricant basestocks from chemically modified ricinoleic acid. J. King Saud Univ. Sci. 2012, 24, 11–17. [Google Scholar] [CrossRef] [Green Version]
- Knothe, G.; Razon, L.F. Biodiesel fuels. Prog. Energy Combust. Sci. 2017, 58, 36–59. [Google Scholar] [CrossRef]
- Cecilia, J.A.; Plata, D.B.; Maria, R.; Saboya, A.; Murilo, F.; De Luna, T.; Cavalcante, C.L.; Rodríguez-castellón, E. An Overview of the Biolubricant Production Process: Challenges and Future Perspectives. Processes 2020, 8, 257. [Google Scholar] [CrossRef] [Green Version]
- McNutt, J.; He, Q.S. Development of biolubricants from vegetable oils via chemical modification. J. Ind. Eng. Chem. 2016, 36, 1–12. [Google Scholar] [CrossRef]
- Mazanov, S.V.; Gabitova, A.R.; Usmanov, R.A.; Gumerov, F.M.; Labidi, S.; Ben Amar, M.; Passarello, J.P.; Kanaev, A.; Volle, F.; Neindre, B. Le Continuous production of biodiesel from rapeseed oil by ultrasonic assist transesterification in supercritical ethanol. J. Supercrit. Fluids 2016, 118, 107–118. [Google Scholar] [CrossRef]
- Jose, T.K.; Anand, K. Effects of biodiesel composition on its long term storage stability. Fuel 2016, 177, 190–196. [Google Scholar] [CrossRef]
- Kleinaite, E.; Jaška, V.; Tvaska, B.; Matijošyte, I. A cleaner approach for biolubricant production using biodiesel as a starting material. J. Clean. Prod. 2014, 75, 40–44. [Google Scholar] [CrossRef]
- Madankar, C.S.; Dalai, A.K.; Naik, S.N. Green synthesis of biolubricant base stock from canola oil. Ind. Crops Prod. 2013, 44, 139–144. [Google Scholar] [CrossRef]
- Verdier, S.; Coutinho, J.A.P.; Silva, A.M.S.; Alkilde, O.F.; Hansen, J.A. A critical approach to viscosity index. Fuel 2009, 88, 2199–2206. [Google Scholar] [CrossRef]
- Greco-Duarte, J.; Cavalcanti-Oliveira, E.D.; Da Silva, J.A.C.; Fernandez-Lafuente, R.; Freire, D.M.G. Two-step enzymatic production of environmentally friendly biolubricants using castor oil: Enzyme selection and product characterization. Fuel 2017, 202, 196–205. [Google Scholar] [CrossRef]
- Gryglewicz, S.; Muszyński, M.; Nowicki, J. Enzymatic synthesis of rapeseed oil-based lubricants. Ind. Crops Prod. 2013, 45, 25–29. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Pardal, A.; Martínez, G. Rape oil transesterification over heterogeneous catalysts. Fuel Process. Technol. 2010, 91, 1530–1536. [Google Scholar] [CrossRef]
- Fischer, K.; Schulz, P.; Atanasov, I.; Latif, A.A.; Thomas, I.; Kühnert, M.; Prager, A.; Griebel, J.; Schulze, A. Synthesis of high crystalline tio2 nanoparticles on a polymer membrane to degrade pollutants from water. Catalysts 2018, 8, 376. [Google Scholar] [CrossRef] [Green Version]
- Gao, X.; Wang, C.; Xu, Q.; Lv, H.; Chen, T.; Liu, C.; Xi, X. N-doped K3Ti5Nbo14@TiO2 core-shell structure for enhanced visible-light-driven photocatalytic activity in environmental remediation. Catalysts 2019, 9, 106. [Google Scholar] [CrossRef] [Green Version]
- Fischer, K.; Gawel, A.; Rosen, D.; Krause, M.; Latif, A.A.; Griebel, J.; Prager, A.; Schulze, A. Low-temperature synthesis of anatase/rutile/brookite TiO2 nanoparticles on a polymer membrane for photocatalysis. Catalysts 2017, 7, 209. [Google Scholar] [CrossRef]
- UNE-EN ISO 3104/AC:1999. Petroleum products. Transparent and opaque liquids. In Determination of Kinematic Viscosity and Calculation of Dynamic Viscosity; ISO 3104:1994; Asociación Española de Normalización: Madrid, Spain, 1999. [Google Scholar]
- ASTM-D2270-10. Standard Practice for Calculating Viscosity Index from Kinematic Viscosity at 40 °C and 100 °C; ATSM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM-D97-17b. Standard Test Method for Pour Point of Petroleum Products; ATSM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- UNE-EN 116:2015. Diesel and Domestic Heating Fuels—Determination of Cold Filter Plugging Point- Stepwise Cooling Bath Method; Asociación Española de Normalización: Madrid, Spain, 2015. [Google Scholar]
- UNE-EN 51023:1990. Petroleum products. Determination of flash and fire points. In Cleveland Open Cup Method; Asociación Española de Normalización: Madrid, Spain, 1990. [Google Scholar]
- UNE-EN-ISO-12937:2000. Productos petrolíferos. Determinación de agua. In Método de Karl Fischer por Valoración Culombimétrica; Asociación Española de Normalización: Madrid, Spain, 2001. [Google Scholar]
- UNE-EN-55012. Vehículos, embarcaciones y dispositivos propulsados por motores de combustión interna. Características de las perturbaciones radioeléctricas. In Límites y Métodos de Medición para la Protección de Receptores Externos; Asociación Española de Normalización: Madrid, Spain, 2008. [Google Scholar]
- UNE-EN-12634:1999. Productos petrolíferos y lubricantes. Determinación del índice de ácido. In Método de Valoración Potenciométrica en un Medio no Acuoso; Asociación Española de Normalización: Madrid, Spain, 1999. [Google Scholar]
- UNE-EN 14111:2003. Fat and oil derivatives. Fatty Acid Methyl Esters (FAME). In Determination of Iodine Value; Asociación Española de Normalización: Madrid, Spain, 2003. [Google Scholar]
- Focke, W.W.; Van Der Westhuizen, I.; Oosthuysen, X. Biodiesel oxidative stability from Rancimat data. Thermochim. Acta 2016, 633, 116–121. [Google Scholar] [CrossRef] [Green Version]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Rapeseed FAME | Castor oil FAME |
|---|---|---|
| Density (kg/m3 at 15 °C) | 878.23 | 916.20 |
| Viscosity (cSt at 40 °C) | 5.32 | 15.8 |
| Acid number (mg KOH/g) | 0.175 | 0.875 |
| Parameter | RB | CB | L1 | L2 |
|---|---|---|---|---|
| Yield (%) | 96.59 | 93.80 | - | - |
| Density (kg/m3 at 15 °C) | 873 | 930 | 845 | 860 |
| Viscosity (cSt at 40 °C) | 10.04 | 208.25 | 7.0 | 13.8 |
| Viscosity (cSt at 100 °C) | 4.09 | 26.74 | 2.1 | 3.4 |
| Viscosity index | 377 | 163 | 97 | 95 |
| Pour point (°C) | <−10 | <−16 | −30 | −18 |
| CFPP (°C) | 0 | - | −27 | −18 |
| Flash point (°C) | 222 | 271 | 150 | 180 |
| Combustion point (°C) | 236 | 285 | - | - |
| Acid number (mg KOH/g) | 0.39 | 0.45 | 0.38 | 0.50 |
| Oxidative stability (h) | 0.94 | - | - | - |
| Parameter | A | B | C |
|---|---|---|---|
| Density (mg/ml at 15 °C) | 0.930 | 0.908 | 0.912 |
| Viscosity (cSt at 40 °C) | 208.25 | 39.96 | 34.47 |
| Viscosity (cSt at 100 °C) | 26.74 | 7.11 | 6.13 |
| Alcohol | Structure | Boiling Point °C |
|---|---|---|
| 2-ethyl-1-hexanol |  | 180 |
| 1-heptanol |  | 176 |
| 4-methyl-2-pentanol |  | 131.6 |
| Experiment | Temperature (°C) | Catalyst Concentration (%) | Alcohol */FAME Molar Ratio |
|---|---|---|---|
| Influence of temperature | 150, 160 and 170 | 1 | 3:1 |
| Influence of catalyst concentration | 150 | 0.5, 1 and 2 | 3:1 |
| Influence of molar ratio | 150 | 1 | 1:1, 2:1 and 3:1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Encinar, J.M.; Nogales-Delgado, S.; Sánchez, N.; González, J.F. Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts 2020, 10, 366. https://doi.org/10.3390/catal10040366
Encinar JM, Nogales-Delgado S, Sánchez N, González JF. Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts. 2020; 10(4):366. https://doi.org/10.3390/catal10040366
Chicago/Turabian StyleEncinar, José María, Sergio Nogales-Delgado, Nuria Sánchez, and Juan Félix González. 2020. "Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization" Catalysts 10, no. 4: 366. https://doi.org/10.3390/catal10040366
APA StyleEncinar, J. M., Nogales-Delgado, S., Sánchez, N., & González, J. F. (2020). Biolubricants from Rapeseed and Castor Oil Transesterification by Using Titanium Isopropoxide as a Catalyst: Production and Characterization. Catalysts, 10(4), 366. https://doi.org/10.3390/catal10040366