

Hydrocracking of a HDPE/VGO Blend: Influence of Catalyst-to-Feed Ratio on Fuel Yield and Composition





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Results and Discussion
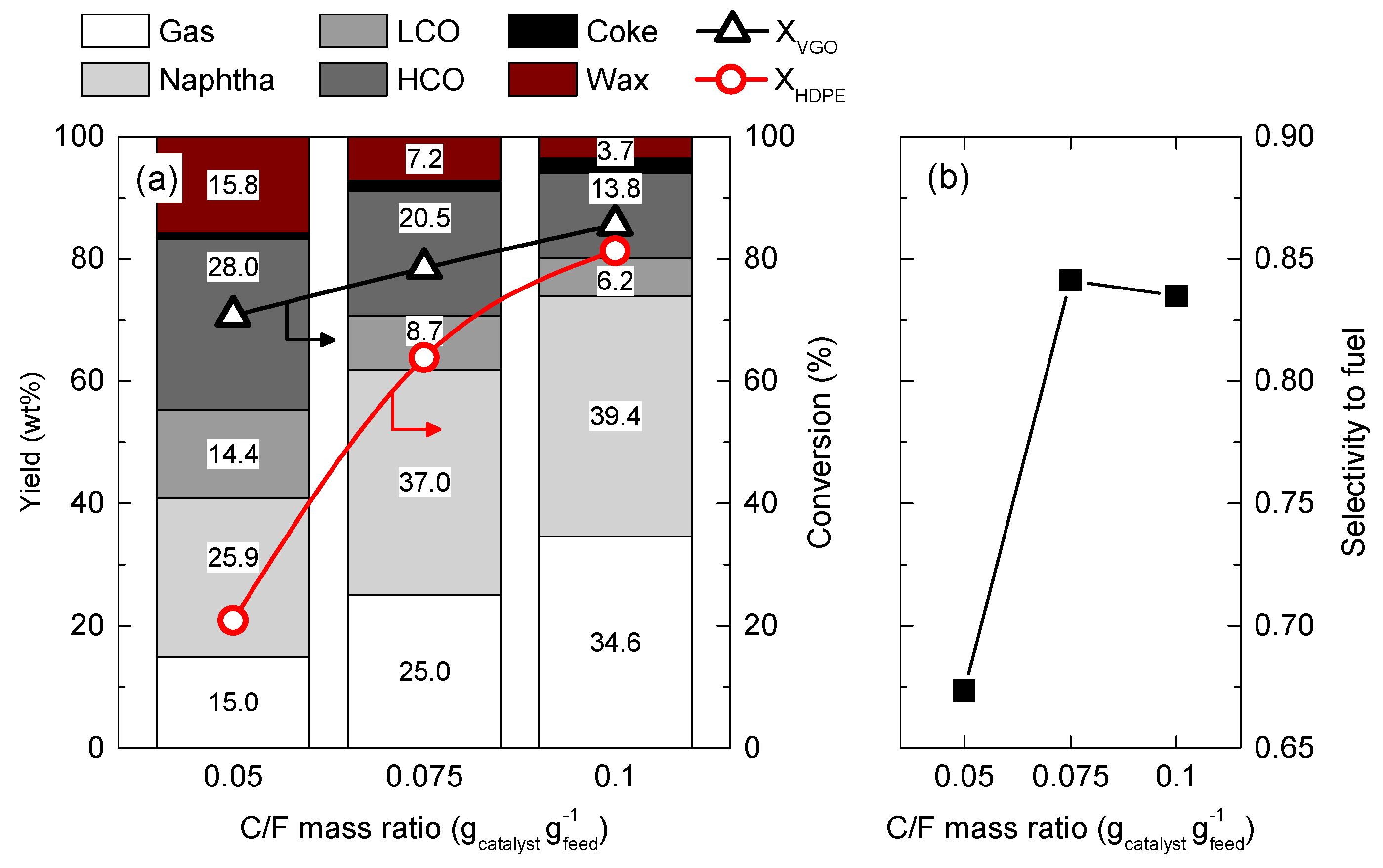
2.1. Hydrocracking Yields and Conversion
2.2. Characterization of the Gas Fraction
2.3. Characterization of the Naphtha and LCO Fractions
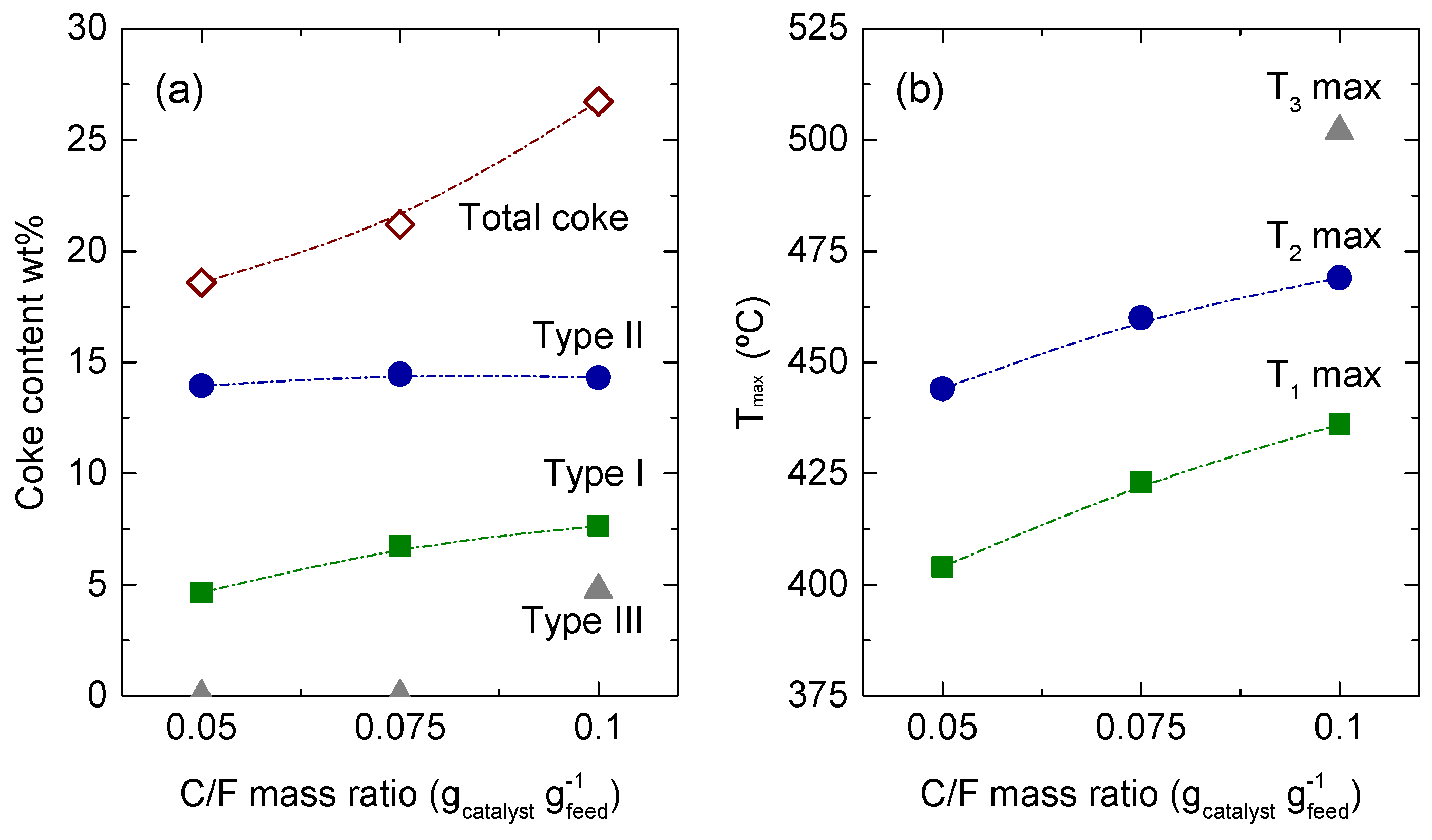
2.4. Characterization of the Coke
3. Materials and Methods
3.1. Feeds
3.2. Catalyst
3.3. Hydrocracking Unit and Reaction Conditions
3.4. Analysis of the Products
3.5. Reaction Indices
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| A1 | Monoaromatics |
| A2 | Diaromatics |
| A3+ | Polyaromatics |
| BTX | Benzene, toluene and xylenes |
| C/F | Catalyst-to-feed mass ratio, gcatalyst gfeed−1 |
| FCC | Fluid catalytic cracking |
| FID | Flame ionization detector |
| FTIR | Fourier-transform infrared spectroscopy |
| HCO | Heavy cycle oil |
| HDA | Hydrodearomatization |
| HDPE | High-density polyethylene |
| ICP-AES | Inductively coupled plasma atomic emission spectroscopy |
| i-P | Iso-paraffins |
| LCO | Light cycle oil |
| LDPE | Light-density polyethylene |
| LPG | Liquefied petroleum gases |
| m | Mass fraction - |
| N | Naphthenes |
| n-P | Normal paraffins |
| PIANO | Paraffins, iso-paraffins, aromatics, naphthenes and olefins |
| PP | Polypropylene |
| RON | Research octane number |
| SF | Selectivity to fuel index, - |
| TPD | Temperature programmed desorption |
| TPO | Temperature programmed oxidation |
| VGO | Vacuum gasoil |
| X | Conversion, % |
| Y | Yield, wt% |
References
- Van Geem, K.M. Plastic Waste Recycling Is Gaining Momentum. Science 2023, 381, 607–608. [Google Scholar] [CrossRef]
- Vidal, F.; van der Marel, E.R.; Kerr, R.W.F.; McElroy, C.; Schroeder, N.; Mitchell, C.; Rosetto, G.; Chen, T.T.D.; Bailey, R.M.; Hepburn, C.; et al. Designing a Circular Carbon and Plastics Economy for a Sustainable Future. Nature 2024, 626, 45–57. [Google Scholar] [CrossRef] [PubMed]
- PEMRG Plastics Europe’s Market Research and Statistics Group. Plastics—The Facts 2023. An Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Brussels, Belgium, 2023; Available online: https://plasticseurope.org/ (accessed on 31 January 2024).
- Vuppaladadiyam, S.S.V.; Vuppaladadiyam, A.K.; Sahoo, A.; Urgunde, A.; Murugavelh, S.; Šrámek, V.; Pohořelý, M.; Trakal, L.; Bhattacharya, S.; Sarmah, A.K.; et al. Waste to Energy: Trending Key Challenges and Current Technologies in Waste Plastic Management. Sci. Total Environ. 2024, 913, 169436. [Google Scholar] [CrossRef]
- Zepa, I.; Grudde, V.Z.; Bening, C.R. Legitimising Technologies for a Circular Economy: Contested Discourses on Innovation for Plastics Recycling in Europe. Environ. Innov. Soc. Transit. 2024, 50, 100811. [Google Scholar] [CrossRef]
- Kumar, M.; Bhujbal, S.K.; Kohli, K.; Prajapati, R.; Sharma, B.K.; Sawarkar, A.D.; Abhishek, K.; Bolan, S.; Ghosh, P.; Kirkham, M.B.; et al. A Review on Value-Addition to Plastic Waste towards Achieving a Circular Economy. Sci. Total Environ. 2024, 921, 171106. [Google Scholar] [CrossRef]
- Han, X.-W.; Zhang, X.; Zhou, Y.; Maimaitiming, A.; Sun, X.-L.; Gao, Y.; Li, P.; Zhu, B.; Chen, E.Y.-X.; Kuang, X.; et al. Circular Olefin Copolymers Made de Novo from Ethylene and α-Olefins. Nat. Commun. 2024, 15, 1462. [Google Scholar] [CrossRef]
- Kim, S.W.; Kim, Y.T.; Tsang, Y.F.; Lee, J. Sustainable Ethylene Production: Recovery from Plastic Waste via Thermochemical Processes. Sci. Total Environ. 2023, 903, 166789. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Yang, H.; Chen, Z.; Wang, X.; Feng, H.; Zhang, J.; Yu, J.; Gao, S.; Lai, D. Sustainable Production of Aromatics via Catalytic Pyrolysis of Polyolefins towards the Carbon Cycle for Plastics. Fuel 2024, 357, 129897. [Google Scholar] [CrossRef]
- Klippel, M.S.; Martins, M.F. Physicochemical Assessment of Waxy Products Directly Recovered from Plastic Waste Pyrolysis: Review and Synthesis of Characterization Techniques. Polym. Degrad. Stab. 2022, 204, 110090. [Google Scholar] [CrossRef]
- Wu, S.; Ren, Z.; Hu, Q.; Yao, D.; Yang, H. Upcycling Plastic Waste into Syngas by Staged Chemical Looping Gasification with Modified Fe-Based Oxygen Carriers. Appl. Energy 2024, 353, 122105. [Google Scholar] [CrossRef]
- Gündüz Han, D.; Erdem, K.; Midilli, A. Investigation of Hydrogen Production via Waste Plastic Gasification in a Fluidized Bed Reactor Using Aspen Plus. Int. J. Hydrogen Energy 2023, 48, 39315–39329. [Google Scholar] [CrossRef]
- Palos, R.; Gutiérrez, A.; Vela, F.J.; Olazar, M.; Aandes, J.M.; Bilbao, J. Waste Refinery: The Valorization of Waste Plastics and End-of-Life Tires in Refinery Units. A Review. Energy Fuels 2021, 35, 3529–3557. [Google Scholar] [CrossRef]
- Trueba, D.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Product Composition and Coke Deposition in the Hydrocracking of Polystyrene Blended with Vacuum Gasoil. Fuel Process Technol. 2021, 224, 107010. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Effect of Co-Feeding HDPE on the Product Distribution in the Hydrocracking of VGO. Catal. Today 2020, 353, 197–203. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Hydrogen Pressure as a Key Parameter to Control the Quality of the Naphtha Produced in the Hydrocracking of an HDPE/VGO Blend. Catalysts 2022, 12, 543. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Rodríguez, S.; Azkoiti, M.J.; Bilbao, J.; Gutiérrez, A. Study on the Role of the Reaction Time in the Upcycling of HDPE by Co-Hydrocracking It with VGO. J. Anal. Appl. Pyrolysis 2023, 170, 105928. [Google Scholar] [CrossRef]
- Uçar, S.; Karagöz, S.; Karayildirim, T.; Yanik, J. Conversion of Polymers to Fuels in a Refinery Stream. Polym. Degrad. Stab. 2002, 75, 161–171. [Google Scholar] [CrossRef]
- Metecan, I.H.; Ozkan, A.R.; Isler, R.; Yanik, J.; Saglam, M.; Yüksel, M. Naphtha Derived from Polyolefins. Fuel 2005, 84, 619–628. [Google Scholar] [CrossRef]
- Karakhanov, E.; Maximov, A.; Kardasheva, Y.; Vinnikova, M.; Kulikov, L. Hydrotreating of Light Cycle Oil over Supported on Porous Aromatic Framework Catalysts. Catalysts 2018, 8, 397. [Google Scholar] [CrossRef]
- Anderson, P.C.; Sharkey, J.M.; Walsh, R.P. Calculation of the Research Octane Number of Motor Gasolines from Gas Chromatographic Data and a New Approach to Motor Gasoline Quality Control. J. Inst. Pet. 1972, 58, 83–94. [Google Scholar]
- Zhang, X.; Lei, H.; Yadavalli, G.; Zhu, L.; Wei, Y.; Liu, Y. Gasoline-Range Hydrocarbons Produced from Microwave-Induced Pyrolysis of Low-Density Polyethylene over ZSM-5. Fuel 2015, 144, 33–42. [Google Scholar] [CrossRef]
- Slezáčková, M.; Peller, A.; Mikulec, J.; Banič, M.; Blaško, J.; Hájeková, E. Catalytic Hydroprocessing of Camelina Oil/AGO Mixtures over NiMoP/γ-Al2O3 Catalysts. Catal. Today 2023, 423, 113953. [Google Scholar] [CrossRef]
- Vivas-Báez, J.C.; Servia, A.; Pirngruber, G.D.; Dubreuil, A.C.; Pérez-Martínez, D.J. Insights in the Phenomena Involved in Deactivation of Industrial Hydrocracking Catalysts through an Accelerated Deactivation Protocol. Fuel 2021, 303, 120681. [Google Scholar] [CrossRef]
- Kumar Parsapur, R.; Hengne, A.M.; Melinte, G.; Refa Koseoglu, O.; Hodgkins, R.P.; Bendjeriou-Sedjerari, A.; Lai, Z.; Huang, K. Post-synthetic Ensembling Design of Hierarchically Ordered FAU-type Zeolite Frameworks for Vacuum Gas Oil Hydrocracking. Angew. Chem. Int. Ed. 2023, 63, e202314217. [Google Scholar] [CrossRef]
- Utami, M.; Trisunaryanti, W.; Shida, K.; Tsushida, M.; Kawakita, H.; Ohto, K.; Wijaya, K.; Tominaga, M. Hydrothermal Preparation of a Platinum-Loaded Sulphated Nanozirconia Catalyst for the Effective Conversion of Waste Low Density Polyethylene into Gasoline-Range Hydrocarbons. RSC Adv. 2019, 9, 41392–41401. [Google Scholar] [CrossRef]
- Kokuryo, S.; Tamura, K.; Tsubota, S.; Miyake, K.; Uchida, Y.; Mizusawa, A.; Kubo, T.; Nishiyama, N. Coking Reduction of Cr-loaded Beta Zeolite during Polymer Cracking: Hydrocracking of Aromatics by Synergistic Effect of Cr6+ and Zeolitic Acid Sites. ChemCatChem 2023, 15, e202300461. [Google Scholar] [CrossRef]
- Wang, W.; Cai, X.; Hou, H.; Dong, M.; Li, Z.; Liu, F.; Liu, Z.; Tian, S.; Long, J. Different Mechanisms of Coke Precursor Formation in Thermal Conversion and Deep Hydroprocessing of Vacuum Residue. Energy Fuels 2016, 30, 8171–8176. [Google Scholar] [CrossRef]
- Vela, F.J.; Palos, R.; Trueba, D.; Cordero-Lanzac, T.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. A Six-Lump Kinetic Model for HDPE/VGO Blend Hydrocracking. Fuel 2023, 333, 126211. [Google Scholar] [CrossRef]
- Al-Attas, T.A.; Zahir, M.H.; Ali, S.A.; Al-Bogami, S.A.; Malaibari, Z.; Razzak, S.A.; Hossain, M.M. Novel (Co-,Ni)- p—Tert -Butylcalix [4]Arenes as Dispersed Catalysts for Heavy Oil Upgrading: Synthesis, Characterization, and Performance Evaluation. Energy Fuels 2019, 33, 561–573. [Google Scholar] [CrossRef]





Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vela, F.J.; Palos, R.; Bilbao, J.; Arandes, J.M.; Gutiérrez, A. Hydrocracking of a HDPE/VGO Blend: Influence of Catalyst-to-Feed Ratio on Fuel Yield and Composition. Catalysts 2024, 14, 203. https://doi.org/10.3390/catal14030203
Vela FJ, Palos R, Bilbao J, Arandes JM, Gutiérrez A. Hydrocracking of a HDPE/VGO Blend: Influence of Catalyst-to-Feed Ratio on Fuel Yield and Composition. Catalysts. 2024; 14(3):203. https://doi.org/10.3390/catal14030203
Chicago/Turabian StyleVela, Francisco J., Roberto Palos, Javier Bilbao, José M. Arandes, and Alazne Gutiérrez. 2024. "Hydrocracking of a HDPE/VGO Blend: Influence of Catalyst-to-Feed Ratio on Fuel Yield and Composition" Catalysts 14, no. 3: 203. https://doi.org/10.3390/catal14030203
APA StyleVela, F. J., Palos, R., Bilbao, J., Arandes, J. M., & Gutiérrez, A. (2024). Hydrocracking of a HDPE/VGO Blend: Influence of Catalyst-to-Feed Ratio on Fuel Yield and Composition. Catalysts, 14(3), 203. https://doi.org/10.3390/catal14030203