
H-Beta Zeolite as Catalyst for the Conversion of Carbohydrates into 5-Hydroxymethylfurfural: The Role of Calcination Temperature

Abstract
:1. Introduction
2. Results and Discussion
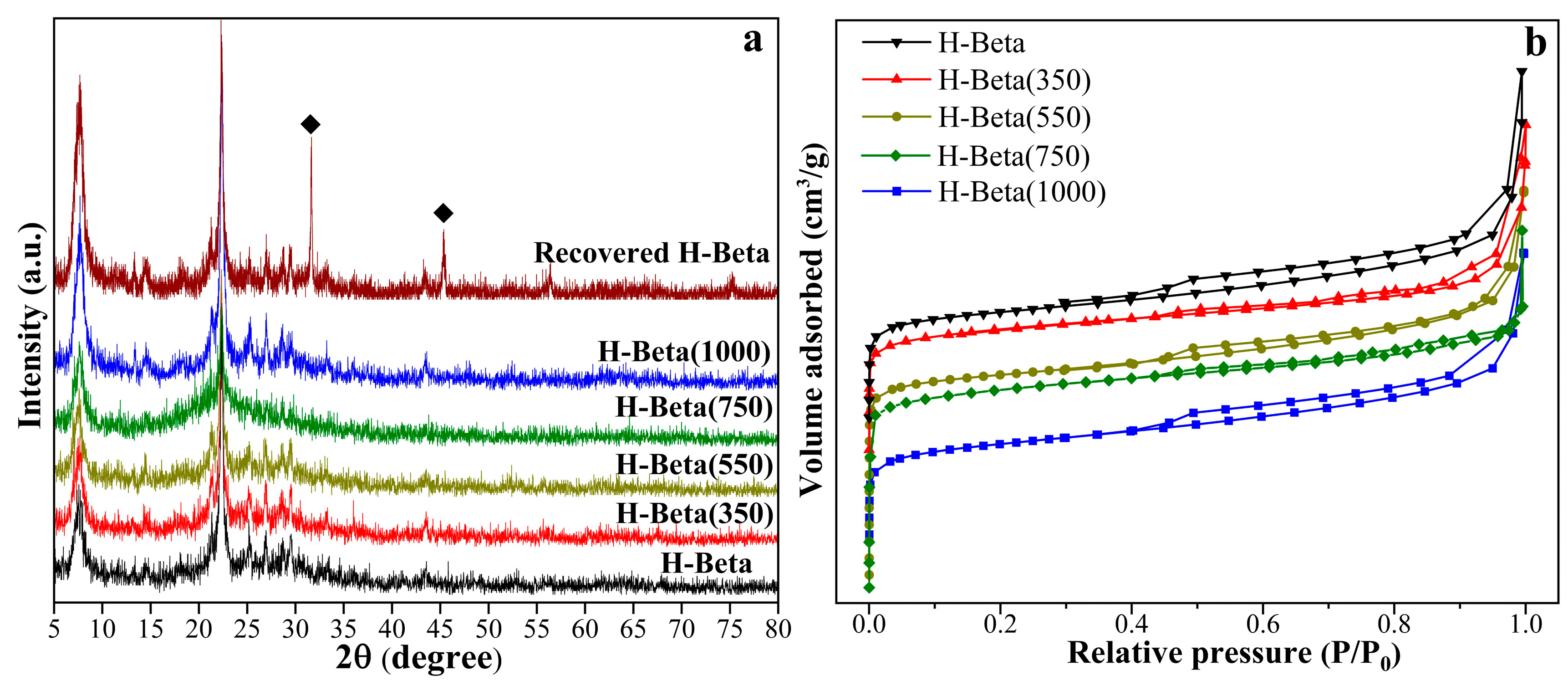
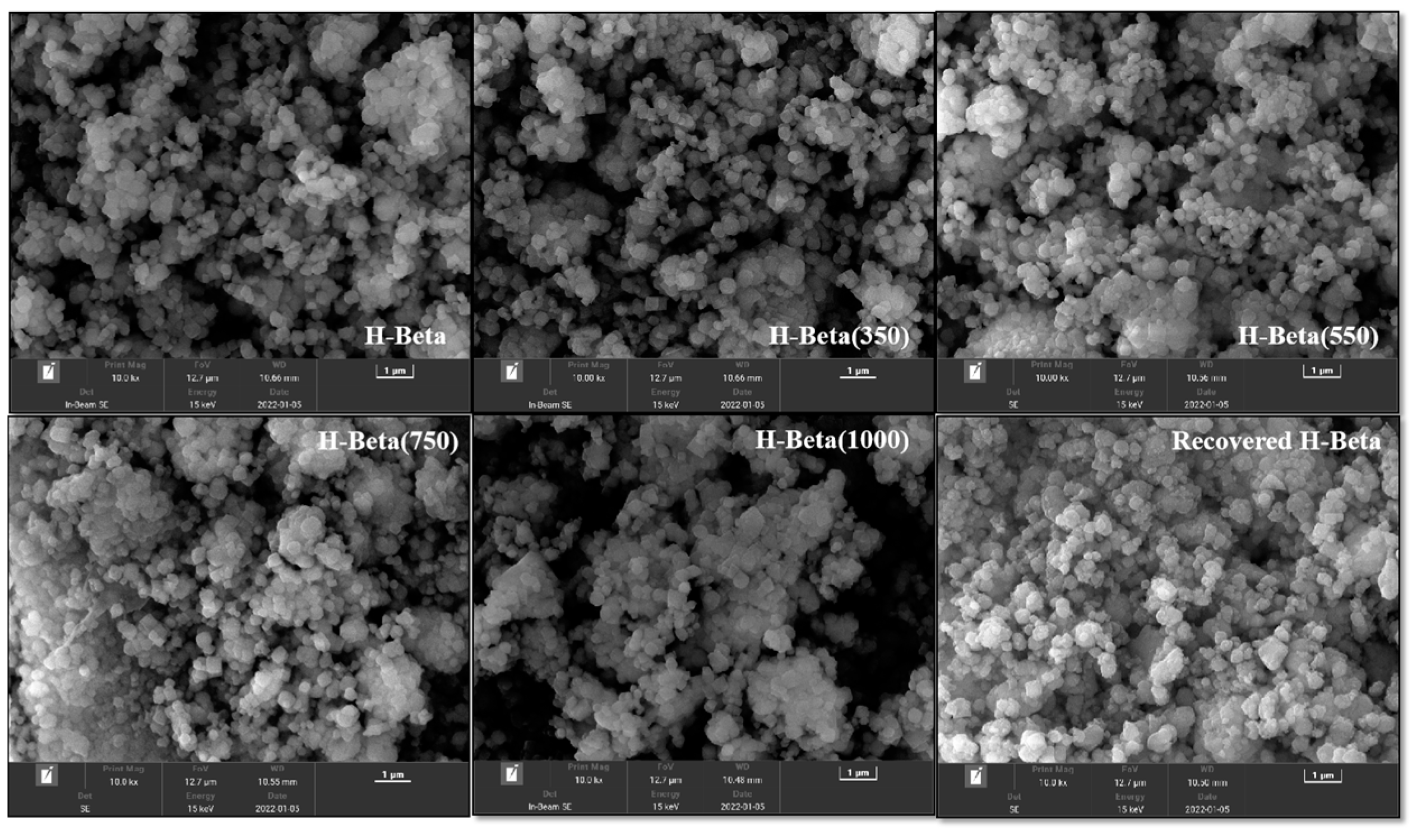
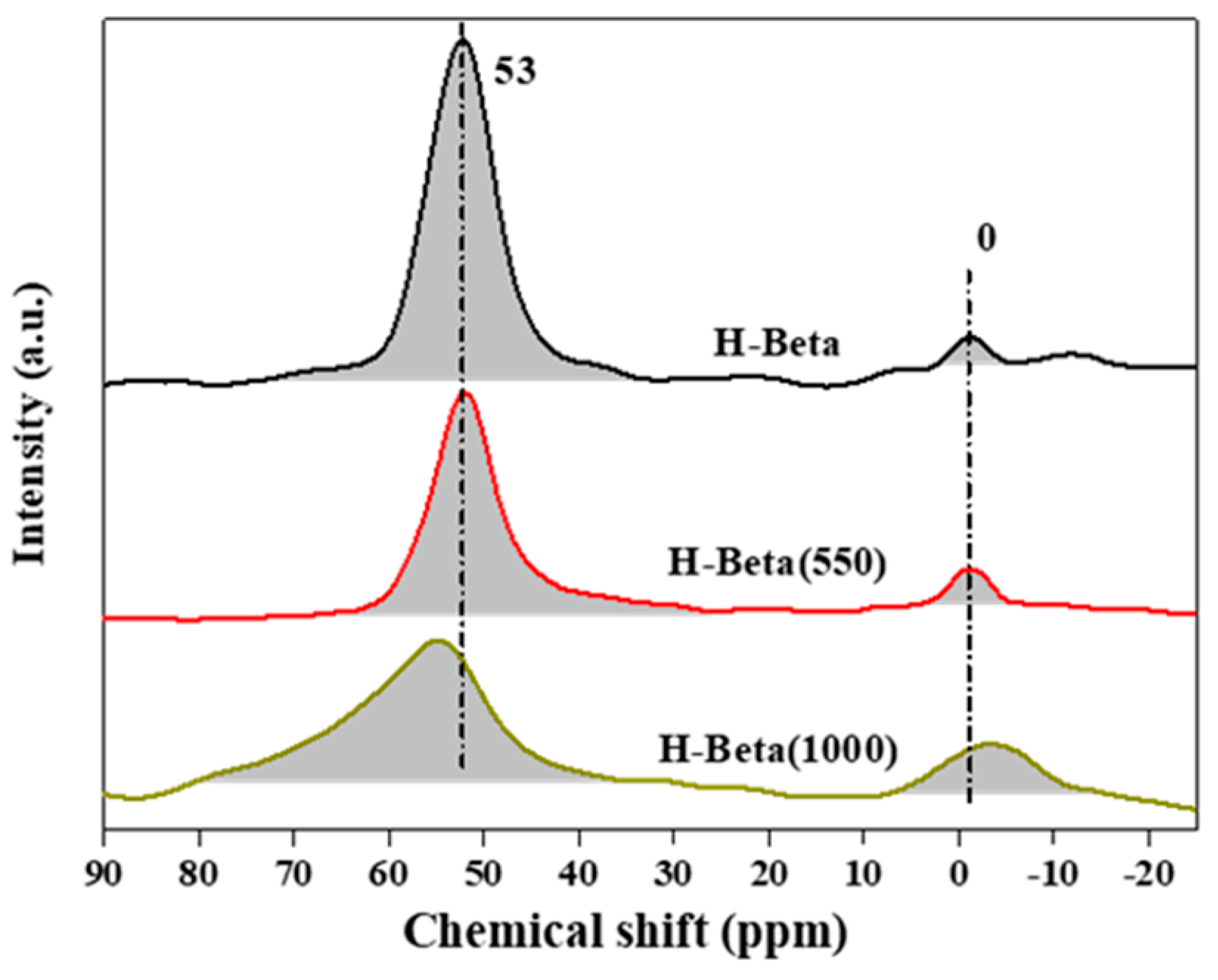
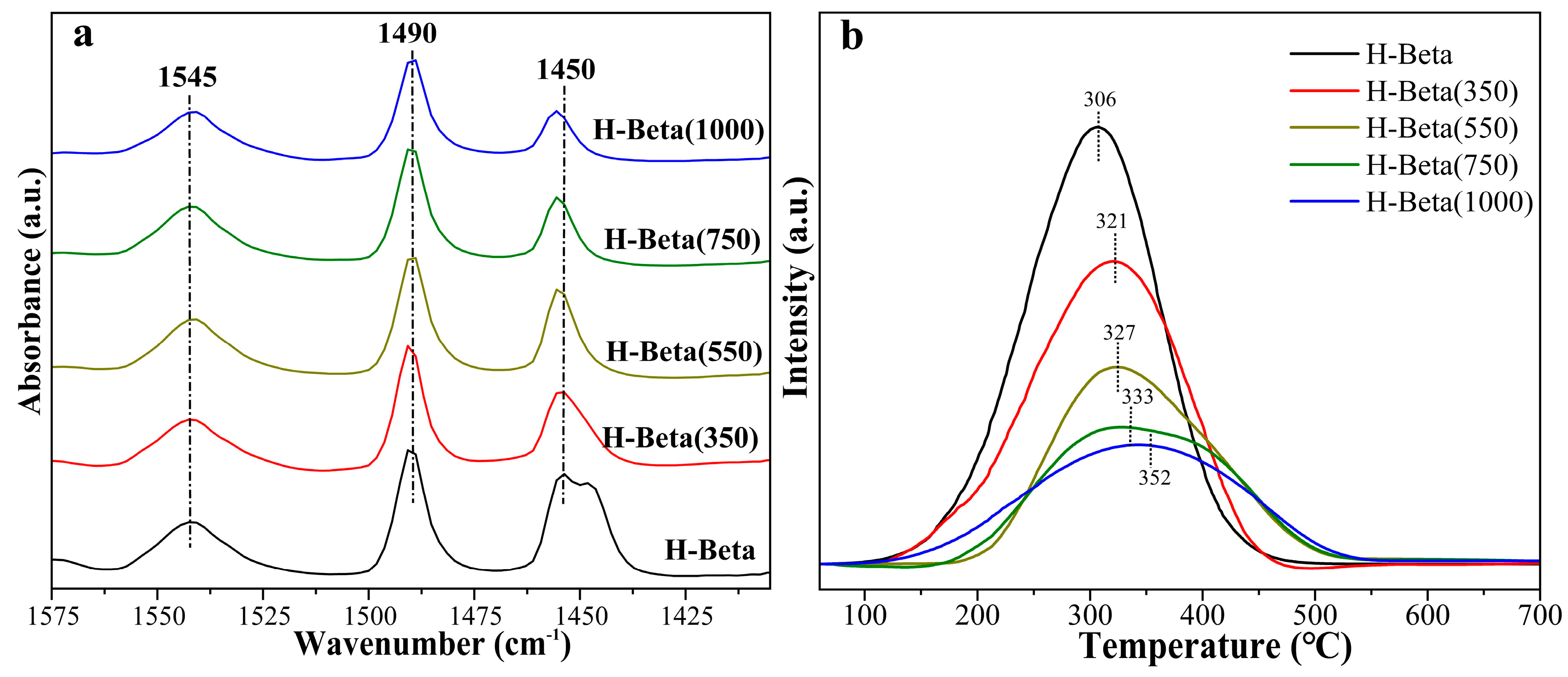
2.1. Catalyst Characterization Analysis
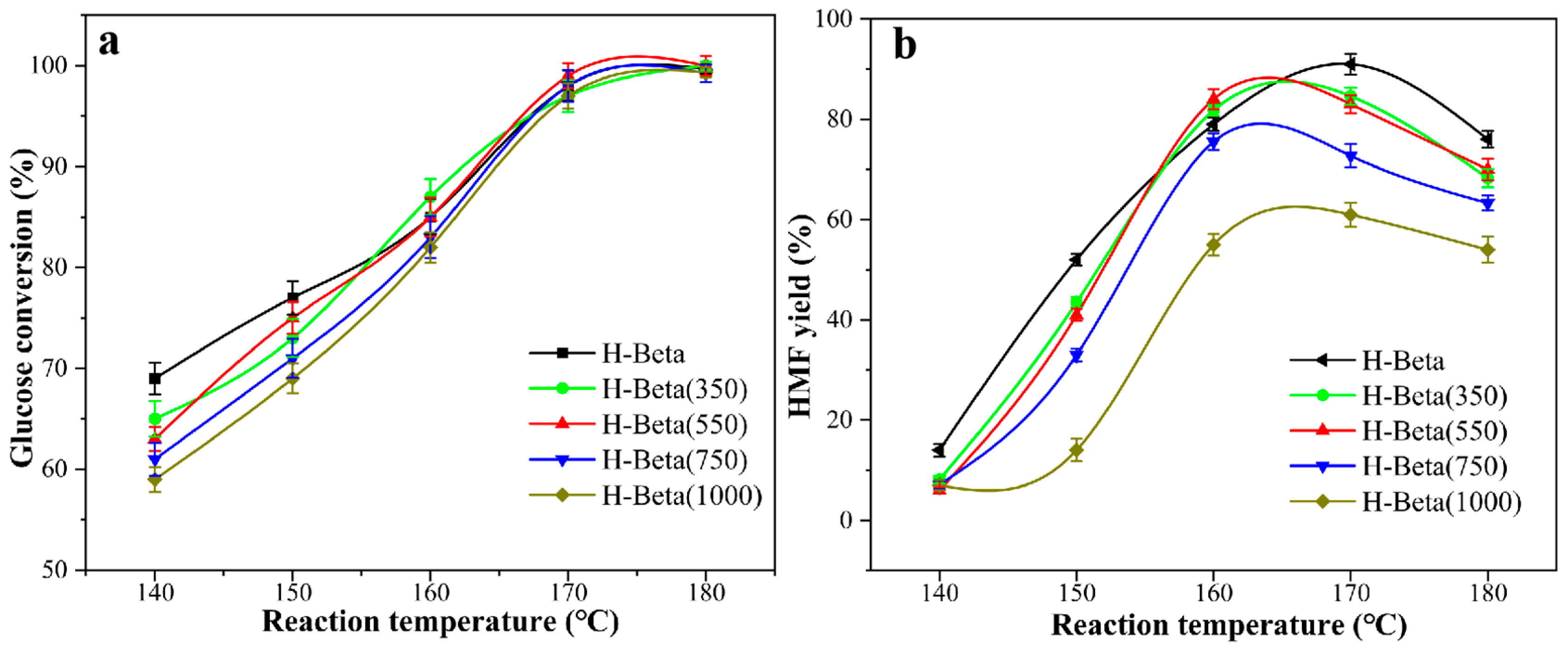
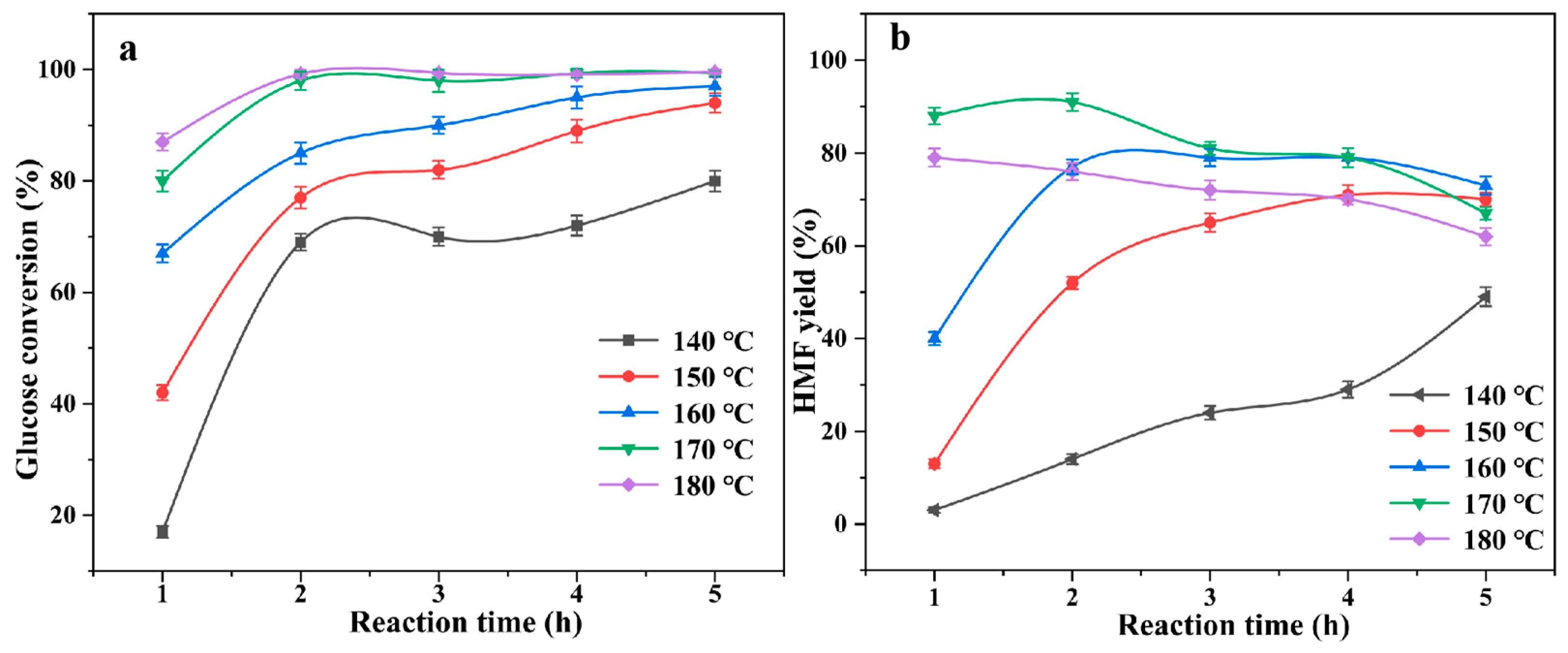
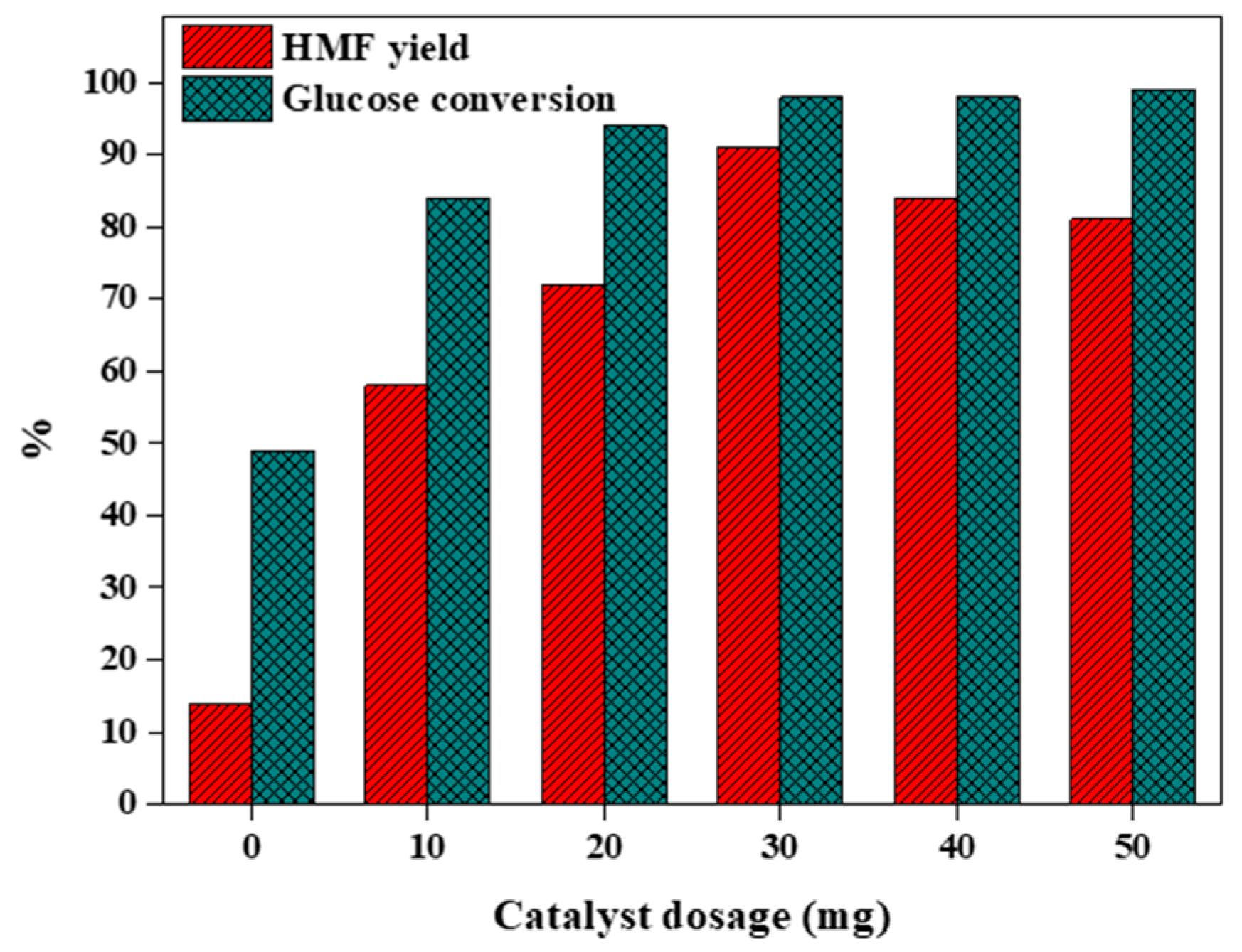
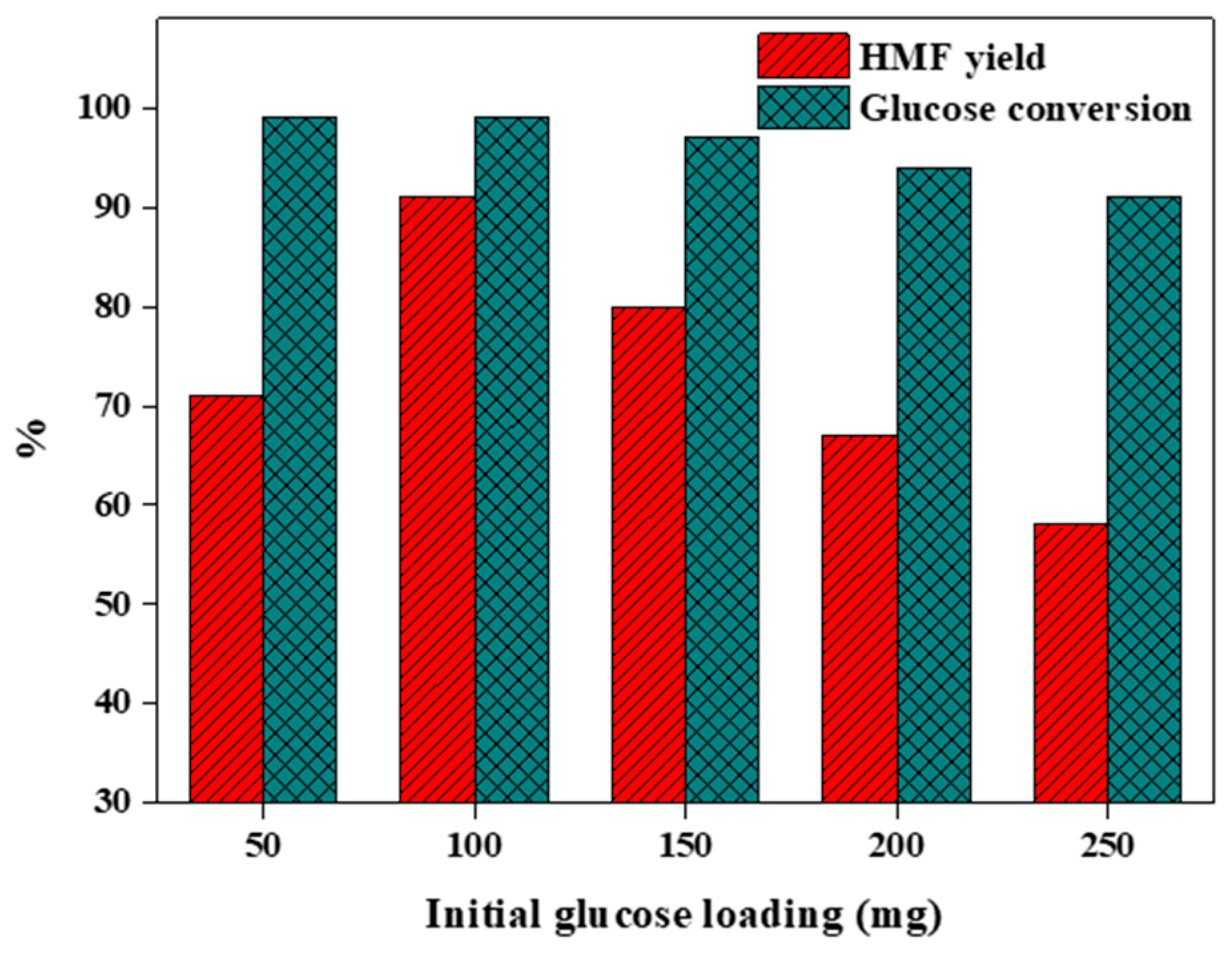
2.2. The Production of HMF from Glucose
2.3. Production of Fructose from Glucose
2.4. By-Products Formed during the Reaction
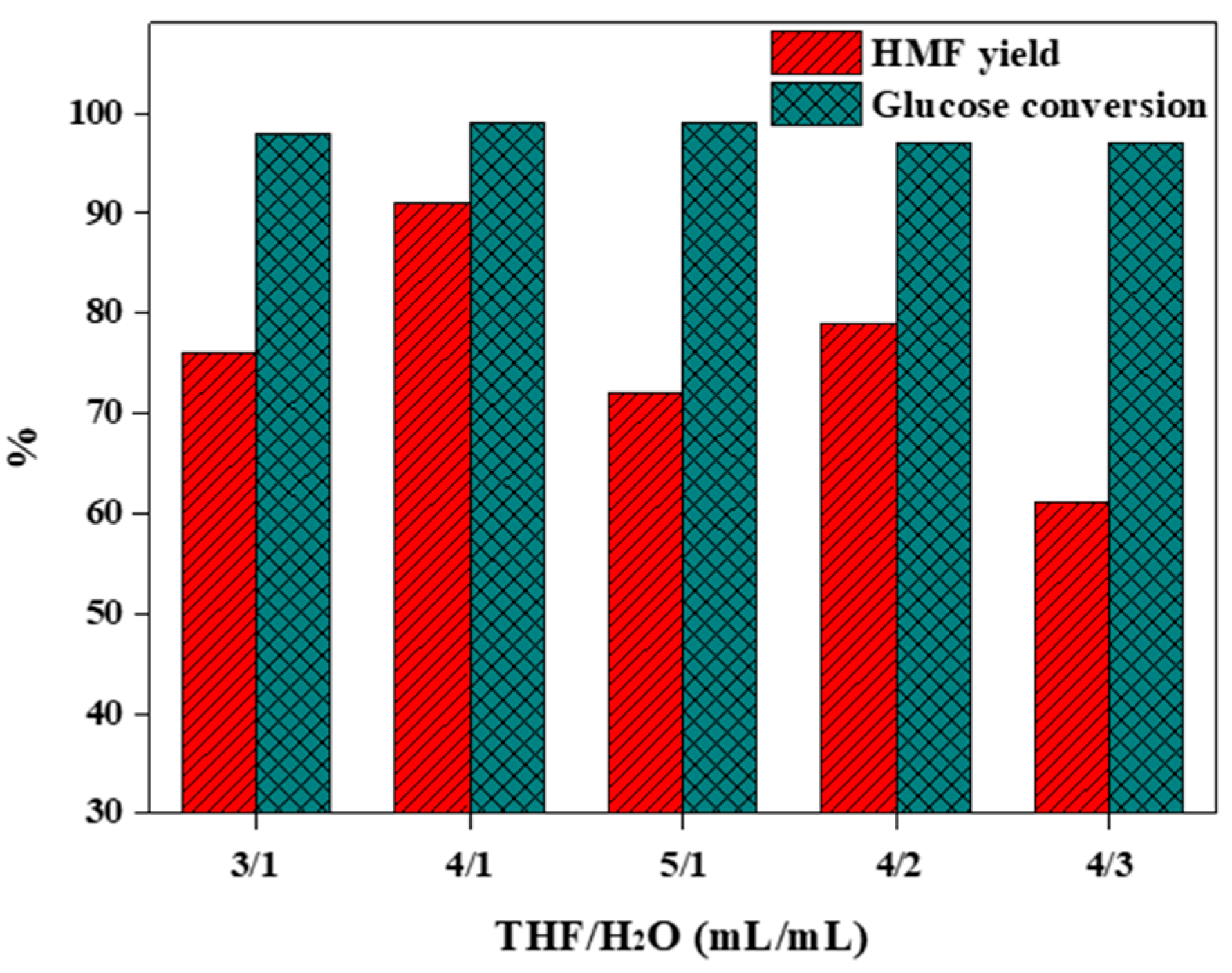
2.5. Synthesis of HMF from Cellulose
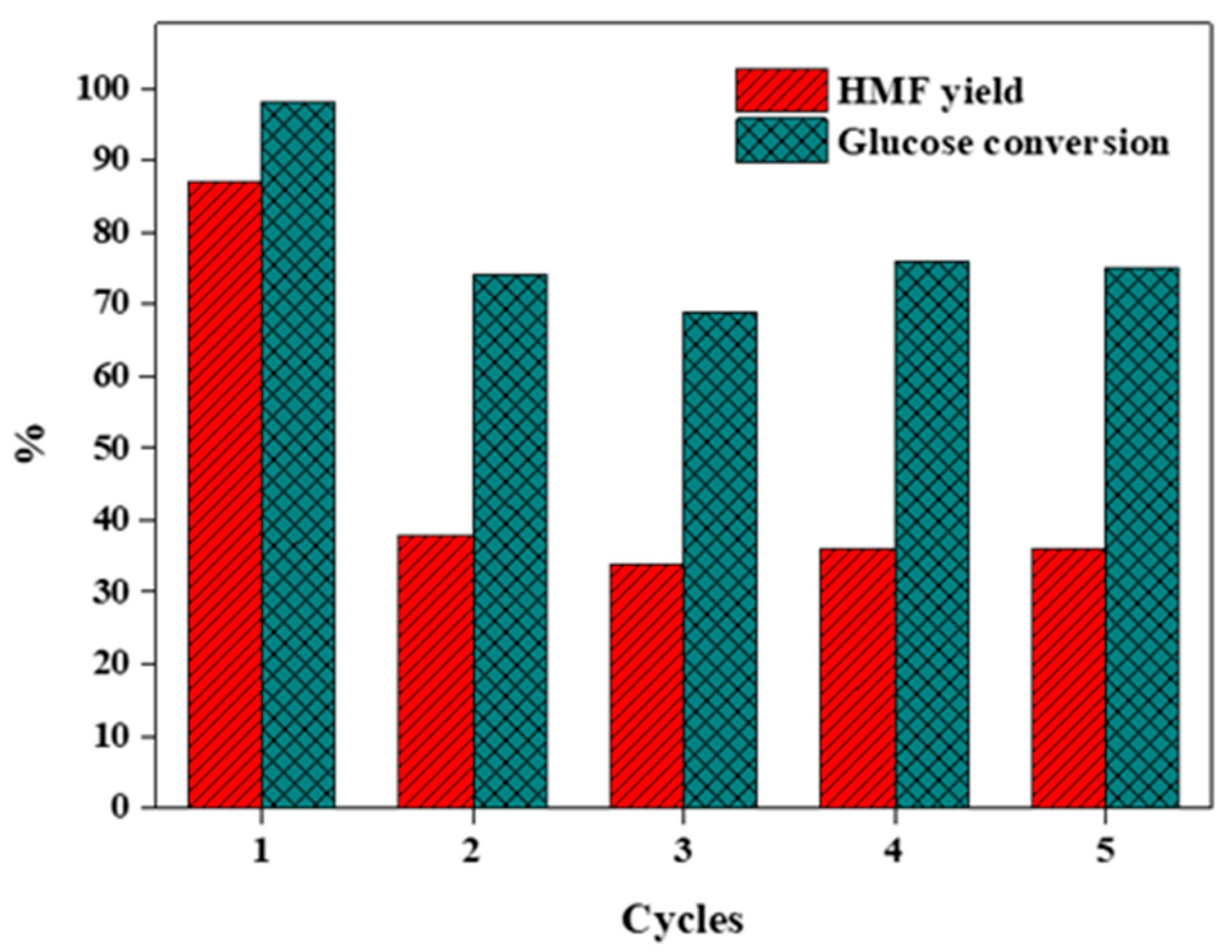
2.6. Catalyst Recycling Capacity
3. Materials and Methods
3.1. Materials and Catalyst Preparation
3.2. Catalyst Characterization
3.3. Typical Procedure and Product Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mittal, A.; Pilath, H.M.; Johnson, D.K. Direct conversion of biomass carbohydrates to platform chemicals: 5-hydroxymethylfurfural (HMF) and furfural. Energ. Fuel 2020, 34, 3284–3293. [Google Scholar] [CrossRef]
- Ling, R.; Wei, W.; Jin, Y. Pretreatment of sugarcane bagasse with acid catalyzed ethylene glycol-water to improve the cellulose enzymatic conversion. Bioresour. Technol. 2022, 361, 127723. [Google Scholar] [CrossRef]
- Patil, C.R.; Rode, C.V. Synthesis of diesel additives from fructose over PWA/SBA-15 catalyst. Fuel 2018, 217, 38–44. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, L.; Li, H.; Ma, Y.; Zhang, R. High selective production of 5-hydroxymethylfurfural from fructose by sulfonic acid functionalized SBA-15 catalyst. Compos. Part B-Eng. 2019, 156, 88–94. [Google Scholar] [CrossRef]
- Swift, T.D.; Nguyen, H.; Anderko, A.; Nikolakis, V.; Vlachos, D.G. Tandem Lewis/Brønsted homogeneous acid catalysis: Conversion of glucose to 5-hydoxymethylfurfural in an aqueous chromium (III) chloride and hydrochloric acid solution. Green Chem. 2015, 17, 4725–4735. [Google Scholar] [CrossRef]
- Li, X.; Peng, K.; Liu, X.; Xia, Q.; Wang, Y. Comprehensive understanding of the role of Brønsted and Lewis acid sites in glucose conversion into 5-hydromethylfurfural. ChemCatChem 2017, 9, 2739–2746. [Google Scholar] [CrossRef]
- Slak, J.; Pomeroy, B.; Kostyniuk, A.; Grilc, M.; Likozar, B. A review of bio-refining process intensification in catalytic conversion reactions, separations and purifications of hydroxymethylfurfural (HMF) and furfural. Chem. Eng. J. 2022, 429, 132325. [Google Scholar] [CrossRef]
- Quiroz, N.R.; Norton, A.M.; Nguyen, H.; Vasileiadou, E.; Vlachos, D.G. Homogeneous metal salt solutions for biomass upgrading and other select organic reactions. ACS Catal. 2019, 9, 9923–9952. [Google Scholar] [CrossRef]
- Asim, A.M.; Uroos, M.; Naz, S.; Sultan, M.; Griffin, G.; Muhammad, N.; Khan, A.S. Acidic ionic liquids: Promising and cost-effective solvents for processing of lignocellulosic biomass. J. Mol. Liq. 2019, 287, 110943. [Google Scholar] [CrossRef]
- Otomo, R.; Yokoi, T.; Kondo, J.N.; Tatsumi, T. Dealuminated Beta zeolite as effective bifunctional catalyst for direct transformation of glucose to 5-hydroxymethylfurfural. Appl. Catal. A-Gen. 2014, 470, 318–326. [Google Scholar] [CrossRef]
- Liu, J.; Song, Y.; Zhuang, X.; Zhang, M.; Ma, L. Simplified preparation of a graphene-co-shelled Ni/NiO@C nano-catalyst and its application in the N-dimethylation synthesis of amines under mild conditions. Green Chem. 2021, 23, 4604–4617. [Google Scholar] [CrossRef]
- Tang, H.; Li, N.; Li, G.; Wang, W.; Wang, A.; Cong, Y.; Wang, X. Dehydration of carbohydrates to 5-hydroxymethylfurfural over lignosulfonate-based acidic resin. ACS Sustain. Chem. Eng. 2018, 6, 5645–5652. [Google Scholar] [CrossRef]
- Wang, S.; Eberhardt, T.L.; Pan, H. Efficient dehydration of fructose into 5-HMF using a weakly-acidic catalyst prepared from a lignin-derived mesoporous carbon. Fuel 2022, 316, 123255. [Google Scholar] [CrossRef]
- Choudhary, V.; Mushrif, S.H.; Ho, C.; Anderko, A.; Nikolakis, V.; Marinkovic, N.S.; Frenkel, A.I.; Sandler, S.I.; Vlachos, D.G. Insights into the interplay of Lewis and Brønsted acid catalysts in glucose and fructose conversion to 5-(hydroxymethyl) furfural and levulinic acid in aqueous media. J. Am. Chem. Soc. 2013, 135, 3997–4006. [Google Scholar] [CrossRef]
- Yang, H.; Guo, Q.; Yang, P.; Liu, X.; Wang, Y. Synthesis of hierarchical Sn-Beta zeolite and its catalytic performance in glucose conversion. Catal. Today 2021, 367, 117–123. [Google Scholar] [CrossRef]
- Xing, X.; Guan, Y.; Zhang, L.; Shi, X.; Wu, H.; Gao, H.; Xu, S. Efficient formation of 5-hydroxymethylfurfural from glucose through H-β zeolite catalyst in the recyclable water-tetrahydrofuran biphasic system. Catal. Today 2022, 404, 229–236. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, G.; Wang, H.; Li, X.; Zhang, J.; Zhu, Y.; Yang, Y.; Li, Y. Highly selective glucose isomerization by HY zeolite in gamma-butyrolactone/H2O system over fixed bed reactor. Catal. Commun. 2021, 156, 106324. [Google Scholar] [CrossRef]
- Xu, S.; Zhang, L.; Xiao, K.; Xia, H. Isomerization of glucose into fructose by environmentally friendly Fe/β zeolite catalysts. Carbohyd. Res. 2017, 446, 48–51. [Google Scholar] [CrossRef]
- Xu, S.; Pan, D.; Hu, F.; Wu, Y.; Wang, H.; Chen, Y.; Yuan, H.; Gao, L.; Xiao, G. Highly efficient Cr/β zeolite catalyst for conversion of carbohydrates into 5-hydroxymethylfurfural: Characterization and performance. Fuel Process. Technol. 2019, 190, 38–46. [Google Scholar] [CrossRef]
- Xia, H.; Hu, H.; Xu, S.; Xiao, K.; Zuo, S. Catalytic conversion of glucose to 5-hydroxymethyfural over Fe/β zeolites with extra-framework isolated Fe species in a biphasic reaction system. Biomass Bioenerg. 2018, 108, 426–432. [Google Scholar] [CrossRef]
- Yi, F.; Chen, H.; Huang, L.; Hu, C.; Wang, J.; Li, T.; Wang, H.; Tao, Z.; Yang, Y.; Li, Y. Effects of the acidity and shape selectivity of dealuminated zeolite beta on butene transformations. Fuel 2021, 300, 120694. [Google Scholar] [CrossRef]
- Wang, Y.; Otomo, R.; Tatsumi, T.; Yokoi, T. Dealumination of organic structure-directing agent (OSDA) free beta zeolite for enhancing its catalytic performance in n-hexane cracking. Micropor. Mesopor. Mat. 2016, 220, 275–281. [Google Scholar] [CrossRef]
- Wang, W.N.; Zhang, W.; Chen, Y.L.; Wen, X.D.; Li, H.; Yuan, D.L.; Guo, Q.X.; Ren, S.Y.; Pang, X.M.; Shen, B.J. Mild-acid-assisted thermal or hydrothermal dealumination of zeolite beta, its regulation to Al distribution and catalytic cracking performance to hydrocarbons. J. Catal. 2018, 362, 94–105. [Google Scholar] [CrossRef]
- Guo, X.; Li, J.; Wang, Y.; Rui, Z. Photothermocatalytic water splitting over Pt/ZnIn2S4 for hydrogen production without external heat. Catal. Today 2022, 402, 210–219. [Google Scholar] [CrossRef]
- Widayatno, W.B.; Guan, G.; Rizkiana, J.; Yang, J.; Hao, X.; Tsutsumi, A.; Abudula, A. Upgrading of bio-oil from biomass pyrolysis over Cu-modified β-zeolite catalyst with high selectivity and stability. Appl. Catal. B-Environ. 2016, 186, 166–172. [Google Scholar] [CrossRef]
- Hillen, L.; Degirmenci, V. Synthesis methods for the production of hierarchically mesoporous and microporous zeolites. Rev. Adv. Sci. Eng. 2015, 4, 147–162. [Google Scholar] [CrossRef]
- Gao, X.; Bare, S.R.; Weckhuysen, B.M.; Wachs, I.E. In situ spectroscopic investigation of molecular structures of highly dispersed vanadium oxide on silica under various conditions. J. Phys. Chem. B 1998, 102, 10842–10852. [Google Scholar] [CrossRef]
- Valerio, G.; Goursot, A.; Vetrivel, R.; Malkina, O.; Malkin, V.; Salahub, D. Calculation of 29Si and 27Al MAS NMR chemical shifts in zeolite-β using density functional theory: Correlation with lattice structure. J. Am. Chem. Soc. 1998, 120, 11426–11431. [Google Scholar] [CrossRef]
- Oozeerally, R.; Pillier, J.; Kilic, E.; Thompson, P.B.; Walker, M.; Griffith, B.E.; Hanna, J.V.; Degirmenci, V. Gallium and tin exchanged Y zeolites for glucose isomerisation and 5-hydroxymethyl furfural production. Appl. Catal. A-Gen. 2020, 605, 117798. [Google Scholar] [CrossRef]
- Wang, Y.; Dai, Y.N.; Wang, T.H.; Li, M.L.; Zhu, Y.; Zhang, L.P. Efficient conversion of xylose to furfural over modified zeolite in the recyclable water/n-butanol system. Fuel Process. Technol. 2022, 237, 107472. [Google Scholar] [CrossRef]
- Xu, H.; Li, X.; Hu, W.; Lu, L.; Chen, J.; Zhu, Y.; Zhou, H.; Si, C. Recent advances on solid acid catalyic systems for production of 5-hydroxymethylfurfural from biomass derivatives. Fuel Process. Technol. 2022, 234, 107338. [Google Scholar] [CrossRef]
- Swift, T.D.; Nguyen, H.; Erdman, Z.; Kruger, J.S.; Nikolakis, V.; Vlachos, D.G. Tandem Lewis acid/Brønsted acid-catalyzed conversion of carbohydrates to 5-hydroxymethylfurfural using zeolite beta. J. Catal. 2016, 333, 149–161. [Google Scholar] [CrossRef]
- Zhang, L.; Xi, G.; Zhang, J.; Yu, H.; Wang, X. Efficient catalytic system for the direct transformation of lignocellulosic biomass to furfural and 5-hydroxymethylfurfural. Bioresour. Technol. 2017, 224, 656–661. [Google Scholar] [CrossRef]
- Zhao, J.; Zhou, C.; He, C.; Dai, Y.; Jia, X.; Yang, Y. Efficient dehydration of fructose to 5-hydroxymethylfurfural over sulfonated carbon sphere solid acid catalysts. Catal. Today 2016, 264, 123–130. [Google Scholar] [CrossRef]
- Shi, N.; Liu, Q.; Wang, T.; Zhang, Q.; Tu, J.; Ma, L. Conversion of cellulose to 5-hydroxymethylfurfural in water-tetrahydrofuran and byproducts identification. Chin. J. Chem. Phys. 2015, 27, 711. [Google Scholar] [CrossRef]
- Morais, A.R.C.; Bogel-Lukasik, R. Highly efficient and selective CO2− adjunctive dehydration of xylose to furfural in aqueous media with THF. Green Chem. 2016, 18, 2331–2334. [Google Scholar] [CrossRef]
- Li, H.; Deng, A.; Ren, J.; Liu, C.; Wang, W.; Peng, F.; Sun, R. A modified biphasic system for the dehydration of d-xylose into furfural using SO42−/TiO2-ZrO2/La3+ as a solid catalyst. Catal. Today 2014, 234, 251–256. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, W.; Li, Q.; Xia, H. Visible-light-driven photocatalytic oxidation of 5-hydroxymethylfurfural to 2,5-furandicarboxylic acid over plasmonic Au/ZnO catalyst. ACS Sustain. Chem. Eng. 2022, 10, 8778–8787. [Google Scholar] [CrossRef]
- Xia, H.; Xu, S.; Yan, X.; Zuo, S. High yield synthesis of 5-hydroxymethylfurfural from cellulose using FePO4 as the catalyst. Fuel Process. Technol. 2016, 152, 140–146. [Google Scholar] [CrossRef]
- Carlini, C.; Patrono, P.; Galletti, A.M.R.; Sbrana, G. Heterogeneous catalysts based on vanadyl phosphate for fructose dehydration to 5-hydroxymethyl-2-furaldehyde. Appl. Catal. A-Gen. 2004, 275, 111–118. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | SiO2/Al2O3 a (mol) | SBET b (m2/g) | Vpore c (cm3/g) | Vmeso d (cm3/g) | Vmicro e (cm3/g) | Dmean f (nm) |
|---|---|---|---|---|---|---|
| H-Beta | 30 | 469 | 0.43 | 0.24 | 0.19 | 3.66 |
| H-Beta(350) | 36 | 444 | 0.45 | 0.28 | 0.17 | 4.51 |
| H-Beta(550) | 50 | 424 | 0.56 | 0.38 | 0.18 | 5.31 |
| H-Beta(750) | 58 | 340 | 0.44 | 0.31 | 0.13 | 5.28 |
| H-Beta(1000) | 72 | 231 | 0.30 | 0.22 | 0.08 | 5.24 |
| Recovered H-Beta | 66 | 301 | 0.39 | 0.33 | 0.11 | 5.29 |
| Catalyst | Lewis Acid Sites (μmol/g) | Brønsted Acid Sites (μmol/g) | Total Acidity (μmol/g) | Ratio of Lewis to Brønsted Site |
|---|---|---|---|---|
| H-Beta | 259 | 232 | 491 | 1.12 |
| H-Beta(350) | 228 | 225 | 453 | 1.01 |
| H-Beta(550) | 153 | 222 | 375 | 0.69 |
| H-Beta(750) | 90 | 213 | 303 | 0.42 |
| H-Beta(1000) | 70 | 192 | 262 | 0.36 |
| Recovered H-Beta | 99 | 190 | 289 | 0.52 |
| Reaction Temperature (°C) | Reaction Time (h) | Cellulose Loading (mg) | HMF Yield (%) | Furfural Yield (%) |
|---|---|---|---|---|
| 190 | 6 | 300 | 33 | 3 |
| 200 | 6 | 300 | 40 | 3 |
| 210 | 6 | 300 | 25 | 2 |
| 200 | 5 | 300 | 26 | 3 |
| 200 | 7 | 300 | 16 | 3 |
| 200 | 6 | 400 | 46 | 4 |
| 200 | 6 | 500 | 44 | 4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xing, X.; Liu, W.; Xu, S.; Hao, J. H-Beta Zeolite as Catalyst for the Conversion of Carbohydrates into 5-Hydroxymethylfurfural: The Role of Calcination Temperature. Catalysts 2024, 14, 248. https://doi.org/10.3390/catal14040248
Xing X, Liu W, Xu S, Hao J. H-Beta Zeolite as Catalyst for the Conversion of Carbohydrates into 5-Hydroxymethylfurfural: The Role of Calcination Temperature. Catalysts. 2024; 14(4):248. https://doi.org/10.3390/catal14040248
Chicago/Turabian StyleXing, Xinyi, Wanni Liu, Siquan Xu, and Jianxiu Hao. 2024. "H-Beta Zeolite as Catalyst for the Conversion of Carbohydrates into 5-Hydroxymethylfurfural: The Role of Calcination Temperature" Catalysts 14, no. 4: 248. https://doi.org/10.3390/catal14040248
APA StyleXing, X., Liu, W., Xu, S., & Hao, J. (2024). H-Beta Zeolite as Catalyst for the Conversion of Carbohydrates into 5-Hydroxymethylfurfural: The Role of Calcination Temperature. Catalysts, 14(4), 248. https://doi.org/10.3390/catal14040248