An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations


Abstract
:1. Zeolite Properties
2. Applications of Zeolites
3. Strategies to Produce Zeolite Bodies
3.1. Silica and Alumina Binders
3.2. New Binder Systems
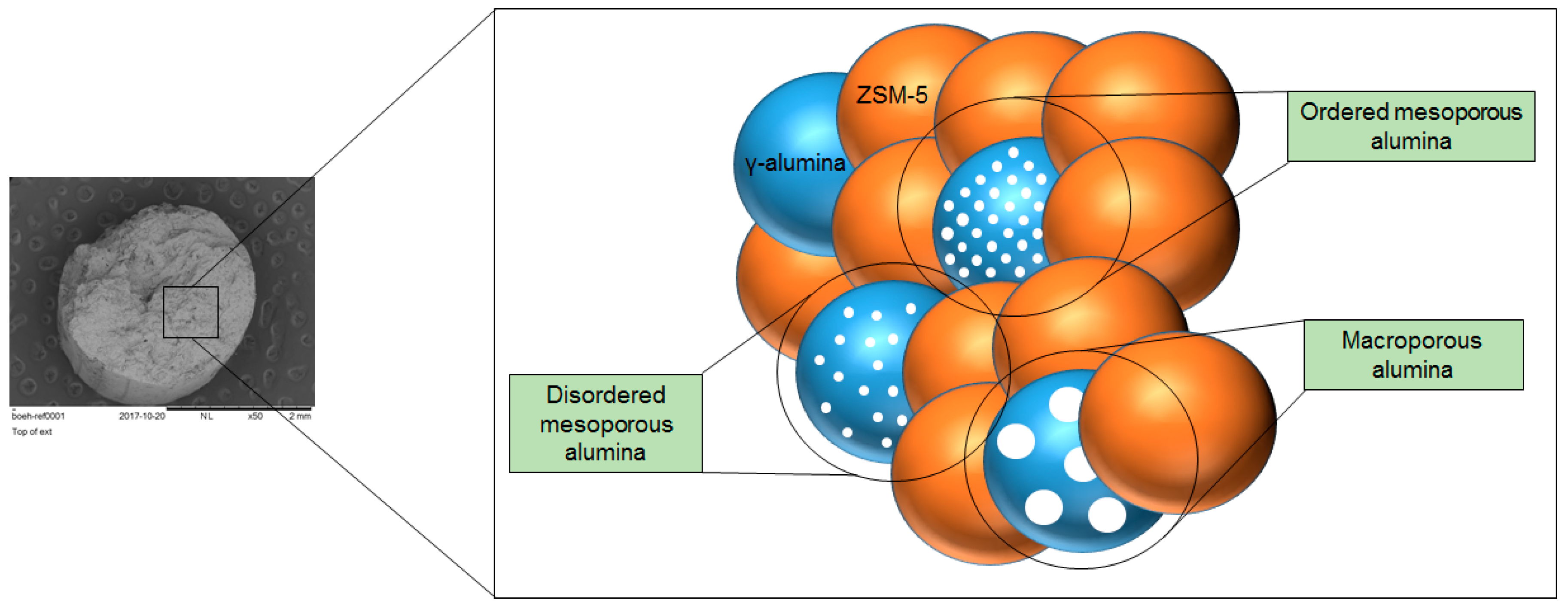
4. Hierarchical Aluminas as a Solution for Diffusion Limitations
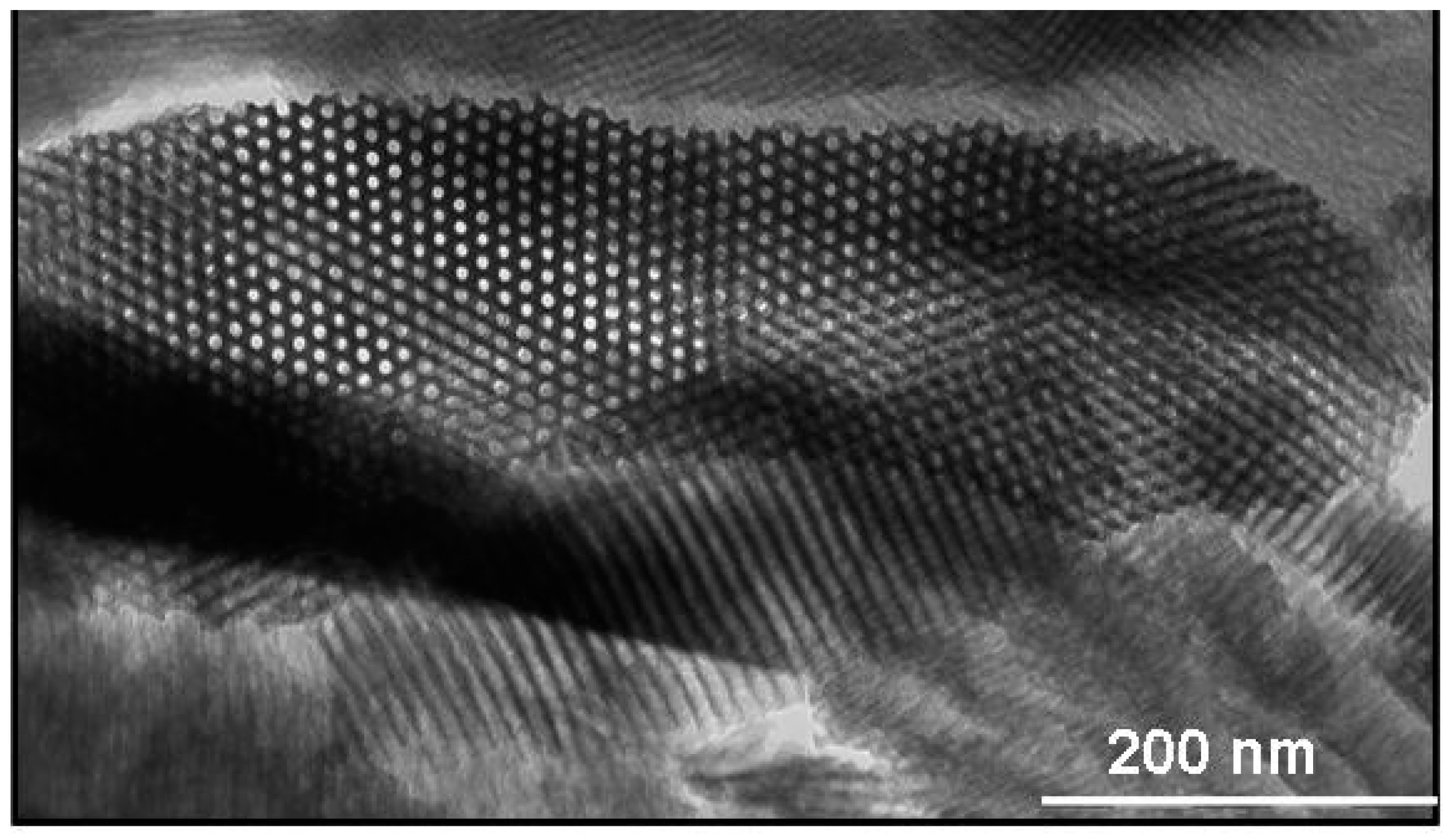
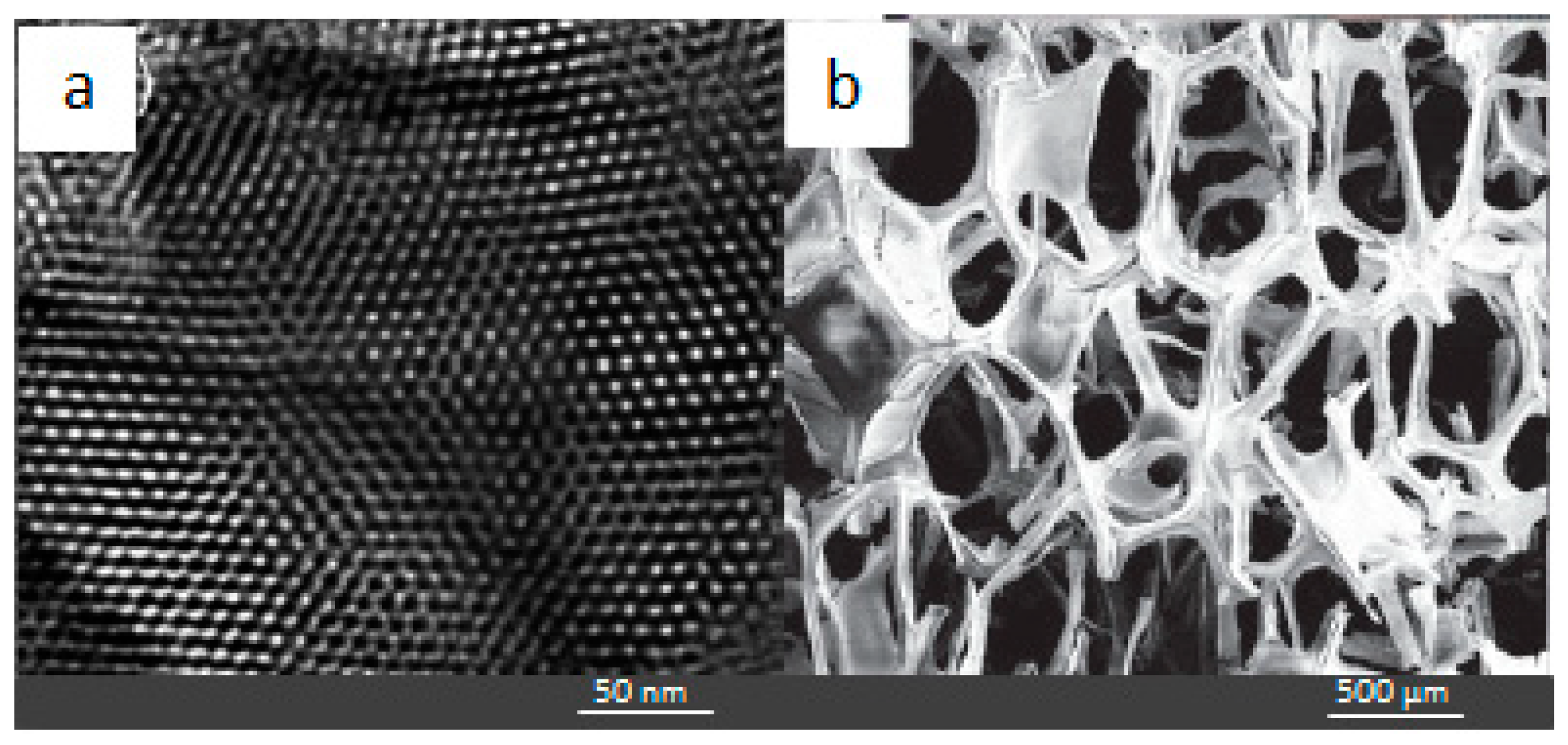
4.1. Ordered Mesoporous Aluminas
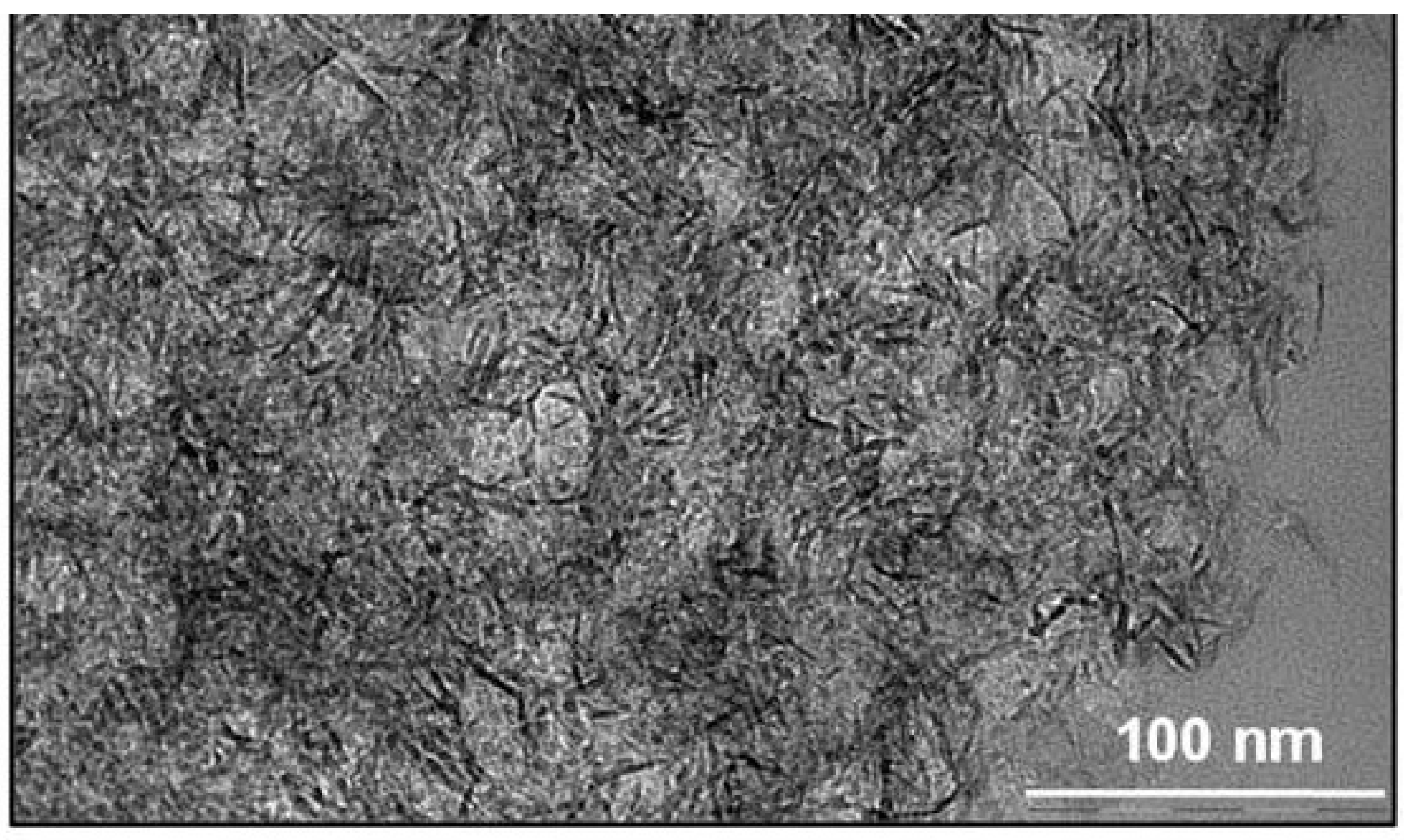
4.2. Disordered Mesoporous Aluminas
4.3. Macrostructured Aluminas
5. Conclusions
Conflicts of Interest
References
- Cronstedt, A.F. Rön Och Beskrifning om en Obekant Bärg Art, Som Kallas Zeolites; Akad.Handl.Stockholm: Tokyo, Japan, 1756; Volume 18, pp. 120–130. [Google Scholar]
- Colella, C.; Gualtieri, A.F. Cronstedt’s zeolite. Microporous Mesoporous Mater. 2007, 105, 213–221. [Google Scholar] [CrossRef]
- Loewenstein, W. The distribution of aluminum in the tetrahedra of silicates and aluminates. Am. Mineral. 1954, 39, 92–96. [Google Scholar]
- Losch, P.; Boltz, M.; Soukup, K.; Song, I.H.; Yun, H.S.; Louis, B. Binderless zeolite coatings on macroporous α-SiC foams. Microporous Mesoporous Mater. 2014, 188, 99–107. [Google Scholar] [CrossRef]
- Ertl, G.; Knözinger, H.; Schüth, F.; Weitkamp, J. Physical Properties—Microporosity. In Handbook Heterogeneous Catalysis, 2nd ed.; Wiley VCH: Weinheim, Germany, 2009; Volume 1, p. 729. [Google Scholar]
- Baerlocher, C.; McCusker, L.B. Database of Zeolite Structures. Available online: http://www.iza-structure.org/databases/ (accessed on 16 January 2018).
- Perego, C.; Bassi, G.; Girotti, G. Extruded Catalyst Based on Silica/Alumina Gel. European Patent 0 665 055 A1, 23 January 1995. [Google Scholar]
- Chu, P.; Garwood, W. Catalytic Composition from Reaction of High Silica Zeolites with Binder. U.S. Patent 4,563,435, 23 June 1982. [Google Scholar]
- Martin, A.; Berndt, H.; Lohse, U.; Wolf, U. Effect of Si:Al ratio and type of binder on the catalytic properties of HZSM-5 catalysts. J. Chem. Soc. Faraday Trans. 1993, 89, 1277–1282. [Google Scholar] [CrossRef]
- Wu, X.; Alkhawaldeh, A.; Anthony, R.G. Investigation on acidity of zeolites bound with silica and alumina. Stud. Surf. Sci. Catal. 2002, 143, 217–225. [Google Scholar]
- Liu, G.; Guo, J.; Meng, F.; Zhang, X.; Wang, L. Effects of colloidal silica binder on catalytic activity and adhesion of HZSM-5 coatings for structured reactors. Chin. J. Chem. Eng. 2014, 22, 875–881. [Google Scholar] [CrossRef]
- Lee, K.Y.; Lee, H.K.; Ihm, S.K. Influence of catalyst binders on the acidity and catalytic performance of HZSM-5 zeolites for methanol-to-propylene (MTP) process: Single and binary binder system. Top. Catal. 2010, 53, 247–253. [Google Scholar] [CrossRef]
- Kasture, M.W.; Niphadkar, P.S.; Bokade, V.V.; Joshi, P.N. On the catalytic performance in isopropylation of benzene over H/β zeolite catalysts: Influence of binder. Catal. Commun. 2007, 8, 1003–1008. [Google Scholar] [CrossRef]
- Kong, X.; Liu, J. Influence of alumina binder content on catalytic performance of Ni/HZSM-5 for hydrodeoxygenation of cyclohexanone. PLoS ONE 2014, 9, 5–10. [Google Scholar] [CrossRef] [PubMed]
- Du, X.; Kong, X.; Chen, L. Influence of binder on catalytic performance of Ni/HZSM-5 for hydrodeoxygenation of cyclohexanone. Catal. Commun. 2014, 45, 109–113. [Google Scholar] [CrossRef]
- Pérez-Uriarte, P.; Gamero, M.; Ateka, A.; Diaz, M.; Aguayo, A.T.; Bilbao, J. Effect of the acidity of HZSM-5 zeolite and the binder in the DME transformation to olefins. Ind. Eng. Chem. Res. 2016, 55, 1513–1521. [Google Scholar] [CrossRef]
- Chen, D.; He, L.; Shang, S. Study on aluminum phosphate binder and related Al2O3–SiC ceramic coating. Mater. Sci. Eng. A 2003, 348, 29–34. [Google Scholar] [CrossRef]
- Lee, Y.J.; Kim, Y.W.; Viswanadham, N.; Jun, K.W.; Bae, W.J. Novel aluminophosphate (AlPO) bound ZSM-5 extrudates with improved catalytic properties for methanol to propylene (MTP) reaction. Appl. Catal. A Gen. 2010, 374, 18–25. [Google Scholar] [CrossRef]
- Freiding, J.; Patcas, F.C.; Kraushaar-Czarnetzki, B. Extrusion of zeolites: Properties of catalysts with a novel aluminium phosphate sintermatrix. Appl. Catal. A Gen. 2007, 328, 210–218. [Google Scholar] [CrossRef]
- Freiding, J.; Kraushaar-Czarnetzki, B. Novel extruded fixed-bed MTO catalysts with high olefin selectivity and high resistance against coke deactivation. Appl. Catal. A Gen. 2011, 391, 254–260. [Google Scholar] [CrossRef]
- Whiting, G.T.; Meirer, F.; Mertens, M.M.; Bons, A.J.; Weiss, B.M.; Stevens, P.A.; de Smit, E.; Weckhuysen, B.M. Binder Effects in SiO2-and Al2O3-Bound Zeolite ZSM-5-Based Extrudates as Studied by Microspectroscopy. ChemCatChem 2015, 7, 1312–1321. [Google Scholar] [CrossRef] [PubMed]
- Bowes, E. Extrusion of Silica-Rich Solids. U.S. Patent 4,582,815, 15 April 1986. [Google Scholar]
- Ghosh, A.; Mihut, C.; Simmons, M. Method of Forming Zeolite Shaped Body with Silica Binder. U.S. Patent 9,180,441 B2, 10 November 2015. [Google Scholar]
- Keville, K.; Timken, H.; Ware, R. Method for Preparing Catalysts Comprising Zeolites Extruded with an Alumina Binder. U.S. Patent 5,500,109, 19 March 1996. [Google Scholar]
- Plee, D. Zeolite Granules with Zeolitic Binder. U.S. Patent 5,132,260, 21 July 1992. [Google Scholar]
- Timken, H. Method for Preparing Titania-Bound Zeolite Catalysts. U.S. Patent 5,430,000, 4 July 1995. [Google Scholar]
- Verduijn, J. Process for Producing Substantially Binder-Free Zeolit. U.S. Patent 5,460,769, 24 October 1995. [Google Scholar]
- Sun, H.; Shen, B.; Liu, J. N-Paraffins adsorption with 5A zeolites: The effect of binder on adsorption equilibria. Sep. Purif. Technol. 2008, 64, 135–139. [Google Scholar] [CrossRef]
- Zhang, J.; Mao, Y.; Li, J.; Wang, X.; Xie, J.; Zhou, Y.; Wang, J. Ultrahigh mechanically stable hierarchical mordenite zeolite monolith: Direct binder-/template-free hydrothermal synthesis. Chem. Eng. Sci. 2015, 138, 473–481. [Google Scholar] [CrossRef]
- Jasra, R.V.; Tyagi, B.; Badheka, Y.M.; Choudary, V.N.; Bhat, T.S.G. Effect of clay binder on sorption and catalytic properties of zeolite pellets. Ind. Eng. Chem. Res. 2003, 42, 3263–3272. [Google Scholar] [CrossRef]
- Dorado, F.; Romero, R.; Caizares, P. Hydroisomerization of n-butane over Pd/HZSM-5 and Pd/Hβ with and without binder. Appl. Catal. A Gen. 2002, 236, 235–243. [Google Scholar] [CrossRef]
- De Lucas, A.; Valverde, J.L.; Sánchez, P.; Dorado, F.; Ramos, M.J. Influence of the binder on the n-octane hydroisomerization over palladium-containing zeolite catalysts. Ind. Eng. Chem. Res. 2004, 43, 8217–8225. [Google Scholar] [CrossRef]
- Sánchez, P.; Dorado, F.; Fúnez, A.; Jiménez, V.; Ramos, M.J.; Valverde, J.L. Effect of the binder content on the catalytic performance of beta-based catalysts. J. Mol. Catal. A Chem. 2007, 273, 109–113. [Google Scholar] [CrossRef]
- Shams, K.; Mirmohammadi, S.J. Preparation of 5A zeolite monolith granular extrudates using kaolin: Investigation of the effect of binder on sieving/adsorption properties using a mixture of linear and branched paraffin hydrocarbons. Microporous Mesoporous Mater. 2007, 106, 268–277. [Google Scholar] [CrossRef]
- Uphade, B.; Gopal, S. Zeolite-Binder Catalyst Composition. U.S. Patent 2010/0029999 A1, 4 February 2010. [Google Scholar]
- Lee, H.J.; Kim, J.H.; Park, D.W.; Cho, S. Effect of base binder, flash calcined hydrotalcite, in MFI zeolite granule: Catalytic activity over 1-butene isomerization and MTO reaction. Appl. Catal. A Gen. 2015, 502, 42–47. [Google Scholar] [CrossRef]
- Bazer-Bachi, D.; Harbuzaru, B.; Lecolier, E. Zeolite Formed by Extrusion and Pelleting with a Hydraulic Binder Having Improved Mechanical Properties and Process and Preparing Same. U.S. Patent 2016/0288109A1, 18 November 2010. [Google Scholar]
- Hartmann, S.; Sachse, A.; Galarneau, A. Challenges and strategies in the synthesis of mesoporous alumina powders and hierarchical alumina monoliths. Materials 2012, 5, 336–349. [Google Scholar] [CrossRef] [PubMed]
- Trueba, M.; Trasatti, S.P. γ-Alumina as a support for catalysts: A review of fundamental aspects. Eur. J. Inorg. Chem. 2005, 17, 3393–3403. [Google Scholar] [CrossRef]
- Yang, H.; Coombs, N.; Sokolov, I.; Ozin, G.A. Free-standing and oriented mesoporous silica films grown at the air-water interface. Nature 1996, 381, 589–592. [Google Scholar] [CrossRef]
- Lu, Y.; Fan, H.; Stump, A.; Ward, T.L.; Rieker, T.; Brinker, C.J. Aerosol-assisted self-assembly of mesostructured spherical nanoparticles. Nature 1999, 398, 223–226. [Google Scholar] [CrossRef]
- Zhao, R.; Guo, F.; Hu, Y.; Zhao, H. Self-assembly synthesis of organized mesoporous alumina by precipitation method in aqueous solution. Microporous Mesoporous Mater. 2006, 93, 212–216. [Google Scholar] [CrossRef]
- Yuan, Q.; Yin, A.X.; Luo, C.; Sun, L.D.; Zhang, Y.W.; Duan, W.T.; Liu, H.C.; Yan, C.H. Facile synthesis for ordered mesoporous γ-aluminas with high thermal stability. J. Am. Chem. Soc. 2008, 130, 3465–3472. [Google Scholar] [CrossRef] [PubMed]
- Grant, S.M.; Vinu, A.; Pikus, S.; Jaroniec, M. Adsorption and structural properties of ordered mesoporous alumina synthesized in the presence of F127 block polymer. Colloids Surf. A Physicochem. Eng. Asp. 2011, 385, 121–125. [Google Scholar] [CrossRef]
- Wu, W.; Wan, Z.; Chen, W.; Yang, H.; Zhang, D. A facile synthesis strategy for structural property control of mesoporous alumina and its effect on catalysis for biodiesel production. Adv. Powder Technol. 2014, 25, 1220–1226. [Google Scholar] [CrossRef]
- Wu, Q.; Zhang, F.; Yang, J.; Li, Q.; Tu, B.; Zhao, D. Synthesis of ordered mesoporous alumina with large pore sizes and hierarchical structure. Microporous Mesoporous Mater. 2011, 143, 406–412. [Google Scholar] [CrossRef]
- Yuan, X.; Xu, S.; Lü, J.; Yan, X.; Hu, L.; Xue, Q. Facile synthesis of ordered mesoporous γ-alumina monoliths via polymerization-based gel-casting. Microporous Mesoporous Mater. 2011, 138, 40–44. [Google Scholar] [CrossRef]
- Bejenaru, N.; Lancelot, C.; Blanchard, P.; Lamonier, C.; Rouleau, L.; Payen, E.; Dumeignil, F.; Royer, S. Synthesis, characterization, and catalytic performances of novel CoMo hydrodesulfurization catalysts supported on mesoporous aluminas. Chem. Mater. 2009, 21, 522–533. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, A.; Wang, X.; Gao, P.; Wang, X.; Zhang, T. Synthesis, characterization and catalytic applications of mesoporous γ-alumina from boehmite sol. Microporous Mesoporous Mater. 2008, 111, 323–333. [Google Scholar] [CrossRef]
- Fulvio, P.F.; Brosey, R.I.; Jaroniec, M. Synthesis of mesoporous alumina from boehmite in the presence of triblock copolymer. ACS Appl. Mater. Interfaces 2010, 2, 588–593. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Pinnavaia, T.J. Mesoporous γ-alumina formed through the surfactant-mediated scaffolding of peptized pseudoboehmite nanoparticles. Langmuir 2010, 26, 10063–10067. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Z.; Pinnavaia, T.J. Mesostructured γ-Al2O3 with a lathlike framework morphology. J. Am. Chem. Soc. 2002, 41, 12294–12301. [Google Scholar] [CrossRef]
- Bleta, R.; Alphonse, P.; Pin, L.; Gressier, M.; Menu, M.-J. An efficient route to aqueous phase synthesis of nanocrystalline γ-Al2O3 with high porosity: From stable boehmite colloids to large pore mesoporous alumina. J. Colloid Interface Sci. 2012, 367, 120–128. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Y.; Zhong, L.; Chen, F.; Zhang, Y. Synthesis of mesoporous alumina using a recyclable methylcellulose template. Microporous Mesoporous Mater. 2011, 142, 740–744. [Google Scholar] [CrossRef]
- Cardoso, C.S.; Licea, Y.E.; Huang, X.; Willinger, M.; Louis, B.; Pereira, M.M. Improving textural properties of γ-alumina by using second generation biomass in conventional hydrothermal method. Microporous Mesoporous Mater. 2015, 207, 134–141. [Google Scholar] [CrossRef]
- Kumar, M.; Lal, B.; Singh, A.; Saxena, A.K.; Dangwal, V.S.; Sharma, L.D.; Dhar, G.M. Control of mesoporosity in alumina. Indian J. Chem. Technol. 2001, 8, 157–161. [Google Scholar]
- Zheng, Y.; Song, J.; Xu, X.; He, M.; Wang, Q.; Yan, L. Peptization Mechanism of Boehmite and Its Effect on the Preparation of a Fluid Catalytic Cracking Catalyst. Ind. Eng. Chem. Res. 2014, 53, 10029–10034. [Google Scholar] [CrossRef]
- Deng, W.; Bodart, P.; Pruski, M.; Shanks, B.H. Characterization of mesoporous alumina molecular sieves synthesized by nonionic templating. Microporous Mesoporous Mater. 2002, 52, 169–177. [Google Scholar] [CrossRef]
- Yue, M.B.; Jiao, W.Q.; Wang, Y.M.; He, M.Y. CTAB-directed synthesis of mesoporous γ-alumina promoted by hydroxy polyacids. Microporous Mesoporous Mater. 2010, 132, 226–231. [Google Scholar] [CrossRef]
- Yue, M.B.; Xue, T.; Jiao, W.Q.; Wang, Y.M.; He, M.Y. CTAB-directed synthesis of mesoporous γ-alumina promoted by hydroxy carboxylate: The interplay of tartrate and CTAB. Solid State Sci. 2011, 13, 409–416. [Google Scholar] [CrossRef]
- Su, A.P.; Zhou, Y.; Yao, Y.H.; Yang, C.M.; Du, H. A facile rout to synthesis lamellate structure mesoporous alumina using polyethylene glycol 6000 (PEG, molecular weight = 6000) as structure directing agent. Microporous Mesoporous Mater. 2012, 159, 36–41. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, A.; Wang, X.; Zhang, T. Mesoporous γ-alumina synthesized by hydro-carboxylic acid as structure-directing agent. Microporous Mesoporous Mater. 2006, 92, 10–21. [Google Scholar] [CrossRef]
- Xu, B.; Xiao, T.; Yan, Z.; Sun, X.; Sloan, J.; González-Cortés, S.L.; Alshahrani, F.; Green, M.L.H. Synthesis of mesoporous alumina with highly thermal stability using glucose template in aqueous system. Microporous Mesoporous Mater. 2006, 91, 293–295. [Google Scholar] [CrossRef]
- Dacquin, J.P.; Dhainaut, J.; Duprez, D.; Royer, S.; Lee, A.F.; Wilson, K. An efficient route to highly organized, tunable macroporous− mesoporous alumina. J. Am. Chem. Soc. 2009, 131, 12896–12897. [Google Scholar] [CrossRef] [PubMed]
- Li, L.-L.; Duan, W.-T.; Yuan, Q.; Li, Z.-X.; Duan, H.-H.; Yan, C.-H. Hierarchical γ-Al2O3 monoliths with highly ordered 2D hexagonal mesopores in macroporous walls. Chem. Commun. 2009, 6174–6176. [Google Scholar] [CrossRef] [PubMed]
- Tokudome, Y.; Fujita, K.; Nakanishi, K.; Miura, K.; Hirao, K. Synthesis of monolithic Al2O3 with well-defined macropores and mesostructured skeletons via the sol-gel process accompanied by phase separation. Chem. Mater. 2007, 13, 3393–3398. [Google Scholar] [CrossRef]
- Tokudome, Y.; Nakanishi, K.; Kanamori, K.; Fujita, K.; Akamatsu, H.; Hanada, T. Structural characterization of hierarchically porous alumina aerogel and xerogel monoliths. J. Colloid Interface Sci. 2009, 338, 506–513. [Google Scholar] [CrossRef] [PubMed]
- Ma, Y.; Wei, Q.; Ling, R.; An, F.; Mu, G.; Huang, Y. Synthesis of macro-mesoporous alumina with yeast cell as bio-template. Microporous Mesoporous Mater. 2013, 165, 177–184. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Catalyst | Binder | SBET (m2/g) | Mechanical Strength (kg/cm2) | Influence in Acidity |
|---|---|---|---|---|---|
| [7] | Amorphous silica/alumina | AlO(OH) | 608 | 249 (10 wt % binder) | |
| [9] | ZSM-5 | SiO2 or AlO(OH) | Acidity maintained with SiO2, but decreased with AlO(OH) | ||
| [11] | ZSM-5 | SiO2 | 210–350 | Decreased | |
| [12] | ZSM-5 | SiO2 or AlO(OH) or AlPO | 320–450 | 1.4 (10 wt % SiO2)—4.8 (20 wt % AlPO) | Decreased |
| [13] | BEA | Al2O3 | 400–500 | Increased | |
| [14] | ZSM-5 | Al2O3 | 235–275 | Decreased | |
| [15] | ZSM-5 | Al2O3 or SiO2 or kaolin | 200–260 | Decreased | |
| [16] | ZSM-5 | Al2O3 | 200–300 | Decreased | |
| [18] | ZSM-5 | AlPO | 315–370 | Decreased | |
| [19] | ZSM-5 | AlPO | 81 (25 wt % binder)—907 (75 wt % binder) | Maintained after ion-exchange | |
| [21] | ZSM-5 | SiO2 or Al2O3 | 350 | Decreased |
| Reference | Zeolite | Binder | Observations |
|---|---|---|---|
| [25] | A, X and Y | Siliceous earth | |
| [26] | ZSM-5 | Titania | √ Lower binder activity |
| [27,29] | Several | Binder-free | √ Adsorption properties similar to zeolite powder √ No evidence of pore blocking |
| [30,31,32,33] | X, Y, MOR, BEA, ZSM-5 | Bentonite and attapulgite | × Solid-state ion-exchange of Na+, Mg2+: decrease in Brønsted acid site density |
| [36] | MFI | Hydrotalcite | √ Preservation of the acidity √ Crush strength similar to commercial MFI granules |
| [37] | Several | Hydraulic binders (cements, plaster, aluminates, …) | √ High mechanical strength √ High thermal resistance |
| Reference | Al Source | Template | Surface Area (m²/g) | Pore Diameter (nm) |
|---|---|---|---|---|
| [42] | Aluminum salts | Polyethylene glycol 1540 | 300 | 6 |
| [43,45,47,48] | Aluminum isopropoxide; aluminum titert-butoxide | Pluronic P123 | 261–434 | 2.9–9.5 |
| [44,53] | Aluminum isopropoxide | Pluronic F127 | 338–450 | 8–14 |
| [46] | Aluminum isopropoxide | Pluronic P123 + trimethylbenzene | 309 | 7.5 |
| [49,50] | Boehmite | Pluronic P123 | 300–339 | 11–16 |
| [51] | Boehmite | Tergitol | 321 | 15 |
| [54] | Aluminum chloride + sodium aluminate | Methylcellulose | 315 | 8 |
| [55] | Bayerite | Sugar cane bagasse | 209 | 7.8 |
| [58] | Aluminum tri-sec-butoxide | Pluronic 64L | 470 | 11 |
| [59,60] | Aluminum nitrate | CTAB + hydroxylpolyacids | 400 | 6.2 |
| [61] | Sodium aluminate + aluminum sulphate | PEG 6000 | 280 | 12 |
| [62] | Boehmite | Hydro-carboxylic acids | 380 | 27 |
| Reference | Al Source | Method | Surface Area (m²/g) | Pore Diameter (nm) |
|---|---|---|---|---|
| [38] | Aluminum tri-sec-butoxide | Sol-gel | 338 | 11 |
| [63] | Aluminum isopropoxide | Glucose templating | 422 | 5.1 |
| [48] | Aluminum tri-sec-butoxide | Sol-gel | 349 | 10.7 |
| Reference | Al Source | Template | Surface Area (m²/g) | Pore Diameter (µm) |
|---|---|---|---|---|
| [64] | Aluminium isopropoxide | Latex spheres | 249 | 0.3 |
| [65] | Aluminium isopropoxide | Polyurethane foam | 300 | 600 |
| [66,67] | Aluminium chloride | Poly(ethylene oxide) | 511 | 0.4–1.8 |
| [68] | Aluminium nitrate | Yeast | 340 | 1.5–3 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bingre, R.; Louis, B.; Nguyen, P. An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations. Catalysts 2018, 8, 163. https://doi.org/10.3390/catal8040163
Bingre R, Louis B, Nguyen P. An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations. Catalysts. 2018; 8(4):163. https://doi.org/10.3390/catal8040163
Chicago/Turabian StyleBingre, Rogéria, Benoît Louis, and Patrick Nguyen. 2018. "An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations" Catalysts 8, no. 4: 163. https://doi.org/10.3390/catal8040163
APA StyleBingre, R., Louis, B., & Nguyen, P. (2018). An Overview on Zeolite Shaping Technology and Solutions to Overcome Diffusion Limitations. Catalysts, 8(4), 163. https://doi.org/10.3390/catal8040163