Biodiesel Production Using Bauxite in Low-Cost Solid Base Catalyst Precursors



Abstract
:1. Introduction
2. Results and Discussion
2.1. Characterization of As-Prepared Catalyst
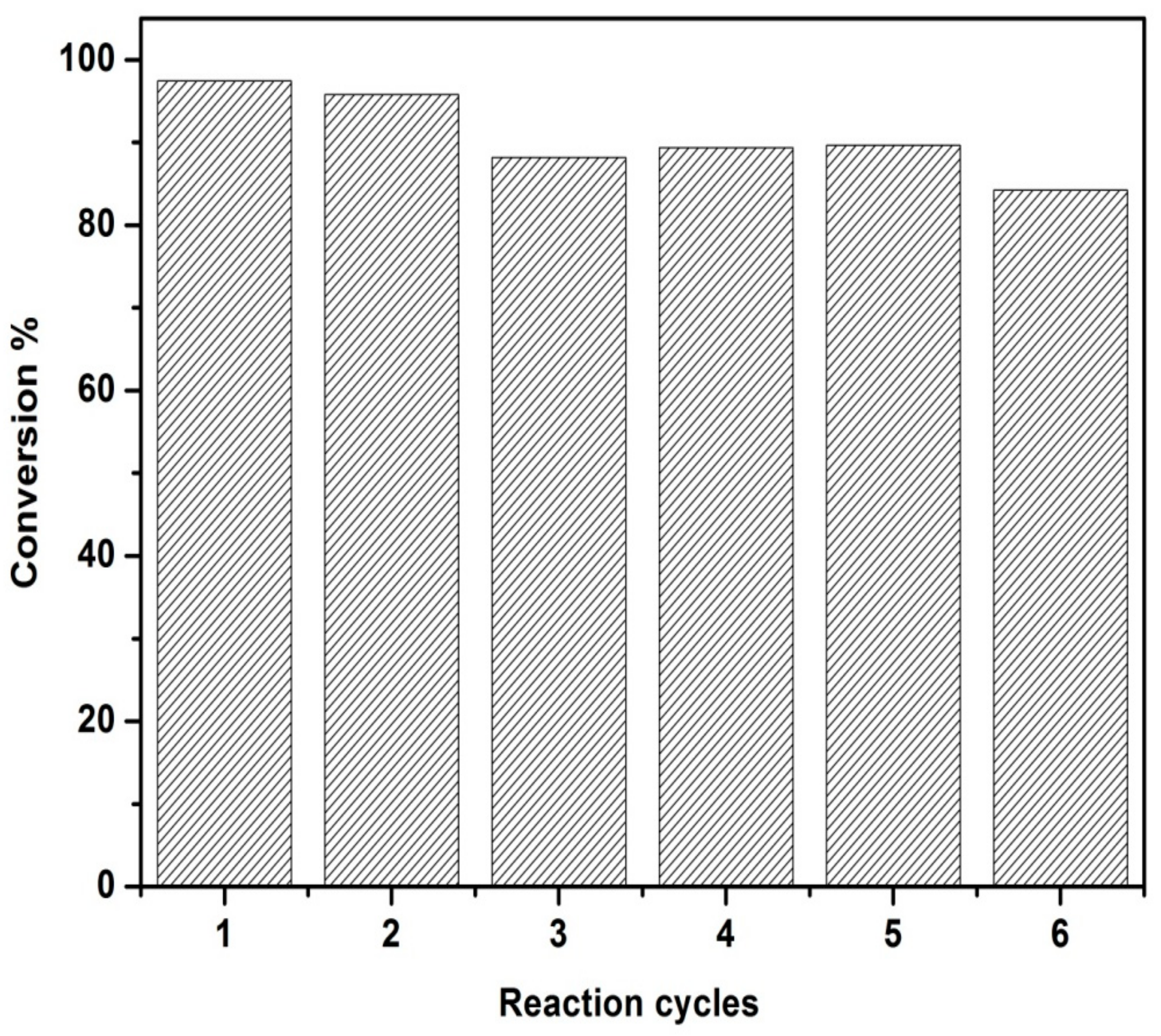
2.2. Reaction Studies
3. Experimental Methods and Chemical Materials
3.1. Solid-Alkali Catalyst Preparation
3.2. Transesterification
3.3. Characterization
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nigam, P.S.; Singh, A. Production of liquid biofuels from renewable resources. Prog. Energy Combust. Sci. 2013, 37, 52–68. [Google Scholar] [CrossRef]
- Leung, D.Y.C.; Wu, X.; Leung, M.K.H. A review on biodiesel production using catalyzed transesterification. Appl. Energy 2010, 87, 1083–1095. [Google Scholar] [CrossRef]
- Ting, W.J.; Huang, C.M.; Giridhar, N.; Wu, W.T. An enzymatic/acid-catalyzed hybrid process for biodiesel production from soybean oil. J. Chin. Inst. Chem. Eng. 2008, 39, 203–210. [Google Scholar] [CrossRef]
- Kouzu, M.; Umemoto, M.; Kasuno, T.; Tajika, M.; Aihara, Y.; Sugimoto, Y.; Hidaka, J. Biodiesel production from soybean oil using calcium oxide as a heterogeneous catalyst. J. Jpn. Inst. Energy 2006, 85, 135–141. [Google Scholar] [CrossRef] [Green Version]
- Kawashima, A.; Matsubara, K.; Honda, K. Development of heterogeneous base catalysts for biodiesel production. Bioresour. Technol. 2008, 99, 3439–3443. [Google Scholar] [CrossRef] [PubMed]
- Hindryawati, N.; Maniam Rezaul, G.P.; Karim, M.; Chong, K.F. Transesterification of used cooking oil over alkali metal (Li, Na, K) supported rice husk silica as potential solid base catalyst. JESTECH 2014, 17, 95–103. [Google Scholar] [CrossRef]
- Wang, J.X.; Chen, K.T.; Huang, S.T.; Wu, J.S.; Wang, P.H.; Chen, C.C. Production of biodiesel through transesterification of soybean oil using lithium orthosilicate solid catalyst. Fuel Process. Technol. 2012, 104, 167–173. [Google Scholar] [CrossRef]
- Dai, Y.M.; Wu, J.S.; Chen, C.C.; Chen, K.T. Evaluating the optimum operating parameters on transesterification reaction for biodiesel production over a LiAlO2 catalyst. Chem. Eng. J. 2015, 280, 370–376. [Google Scholar] [CrossRef]
- Alves, H.J.; Rocha, A.M.; Monteiro, M.R.; Moretti, C.; Cabrelon, M.D.; Schwengber, C.A.; Milinsk, M.C. Treatment of Clay with KF: New solid catalyst for biodiesel production. Appl. Clay Sci. 2014, 91–92, 98–104. [Google Scholar] [CrossRef]
- Chen, K.T.; Wang, J.X.; Wang, P.H.; Liou, C.Y.; Nien, C.W.; Wu, J.S.; Chen, C.C. Rice husk ash as a catalyst precursor for biodiesel production. J. Taiwan Inst. Chem. Eng. 2013, 44, 622–629. [Google Scholar] [CrossRef]
- Bontempi, E.; Zacco, A.; Borgese, L.; Gianoncelli, A.; Ardesi, R.; Depero, L.E. A new method for municipal solid waste incinerator (MSWI) Fly ash inertization, based on colloidal silica. J. Environ. Monit. 2010, 12, 2093–2099. [Google Scholar] [CrossRef] [PubMed]
- Xie, Z.; Ma, X. The thermal behaviour of the co-combustion between paper sludge and rice straw. Bioresour. Technol. 2013, 146, 611–618. [Google Scholar] [CrossRef] [PubMed]
- Chen, M.Y.; Wang, J.X.; Chen, K.T.; Wen, B.Z.; Lin, W.Y.; Chen, C.C. Transesterification of soybean oil catalyzed by calcium hydroxide which obtained from hydrolysis reaction of calcium carbide. J. Chin. Chem. Soc. 2012, 59, 170–175. [Google Scholar] [CrossRef]
- Klose, F.; Scholz, P.; Kreisel, G.; Ondruschk, B.; Kneise, R.; Knopf, U. Catalysts from waste materials. Appl. Catal. B. Environ. 2000, 28, 209–221. [Google Scholar] [CrossRef]
- Dai, Y.M.; Hsieh, J.H.; Chen, C.C. Transesterification of soybean oil to biodiesel catalyzed by waste silicone solid base catalyst. J. Chin. Chem. Soc. 2014, 61, 803–805. [Google Scholar] [CrossRef]
- Wang, J.X.; Chen, K.T.; Wen, B.Z.; Liao, Y.H.; Chen, C.C. Transesterification of soybean oil to biodiesel using cement as a solid base catalyst. J. Taiwan Inst. Chem. Eng. 2012, 43, 215–219. [Google Scholar] [CrossRef]
- Dai, Y.M.; Wang, Y.F.; Chen, C.C. Synthesis and characterization of magnetic LiFe5O8-LiFeO2 as a solid basic catalyst for biodiesel production. Catal. Commun. 2018, 106, 20–24. [Google Scholar] [CrossRef]
- Wang, J.X.; Chen, K.T.; Huang, S.T.; Chen, C.C. Application of Li2SiO3 as a heterogeneous catalyst in the production of biodiesel from soybean oil. Chin. Chem. Lett. 2011, 22, 1363–1366. [Google Scholar] [CrossRef]
- Wang, S.H.; Wang, Y.B.; Jehng, J.M. Preparation and characterization of hydrotalcite-like compounds containing transition metal as a solid base catalyst for the transesterification. Appl. Catal. A: Gen. 2012, 439–440, 135–141. [Google Scholar] [CrossRef]
- Liao, X.Y.; Zhu, Y.L.; Wang, S.G.; Li, Y.W. Producing triacetylglycerol with glycerol by two steps: Esterification and acetylation. Fuel Process. Technol. 2009, 90, 988–993. [Google Scholar] [CrossRef]
- Ding, Y.; Sun, H.; Duan, J.; Chen, P.; Lou, H.; Zheng, X. Mesoporous Li/ZrO2 as a solid base catalyst for biodiesel production from transesterification of soybean oil with Methanol. Catal. Commun. 2011, 12, 606–610. [Google Scholar] [CrossRef]
- Liu, X.; Piao, X.; Wang, Y.; Zhu, S.; He, H. Calcium methoxide as a solid Base catalyst for the transesterification of soybean oil to biodiesel with methanol. Fuel 2008, 87, 1076–1082. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | Molar Ratio | Basic Strength | * Conversion (%) |
|---|---|---|---|
| Bauxite | 0 | 7.2< H− < 9.8 | 0.98 |
| Li2CO3/Bauxite | 1/1 | 9.8< H− < 15.0 | 95.8 |
| Li2CO3/Bauxite | 1/2 | 9.8< H− < 15.0 | 95.2 |
| Li2CO3/Bauxite | 1/3 | 15.0< H− < 18.4 | 96.6 |
| Li2CO3/Bauxite | 1/4 | 15.0< H− < 18.4 | 96.5 |
| Li2CO3 | - | 9.8 < H− < 15.0 | 94.2 |
| LiAlO2 | - | 9.8 < H− < 15.0 | 96.4 |
| Li4SiO4 | - | 9.8 < H− < 15.0 | 96.1 |
| Mole Ratio of Methanol/Oil | Catalyst Amount (wt.%) | Reaction Time (h) | Oils | * Conversion (%) |
|---|---|---|---|---|
| 6 | 6 | 3 | Soybean oil | 86.3 |
| 12 | 6 | 3 | Soybean oil | 95.9 |
| 18 | 6 | 3 | Soybean oil | 94.1 |
| 24 | 6 | 3 | Soybean oil | 92.1 |
| 12 | 2 | 3 | Soybean oil | 92.4 |
| 12 | 4 | 3 | Soybean oil | 95.2 |
| 12 | 6 | 3 | Soybean oil | 95.9 |
| 12 | 8 | 3 | Soybean oil | 95.0 |
| 12 | 10 | 3 | Soybean oil | 94.1 |
| 12 | 6 | 1 | Soybean oil | 95.6 |
| 12 | 6 | 2 | Soybean oil | 95.8 |
| 12 | 6 | 3 | Soybean oil | 95.9 |
| 12 | 6 | 4 | Soybean oil | 93.1 |
| 12 | 6 | 5 | Soybean oil | 91.1 |
| 12 | 6 | 3 | Coconut oil | 89.1 |
| 12 | 6 | 3 | Olive oil | 95.2 |
| 12 | 6 | 3 | Castor oil | 63.1 |
| 12 | 6 | 3 | Rapeseed oil | 95.4 |
| 12 | 6 | 3 | Corn oil | 95.1 |
| 12 | 6 | 3 | Waste Cooking oil | 92.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dai, Y.-M.; Hsieh, C.-H.; Lin, J.-H.; Chen, F.-H.; Chen, C.-C. Biodiesel Production Using Bauxite in Low-Cost Solid Base Catalyst Precursors. Catalysts 2019, 9, 1064. https://doi.org/10.3390/catal9121064
Dai Y-M, Hsieh C-H, Lin J-H, Chen F-H, Chen C-C. Biodiesel Production Using Bauxite in Low-Cost Solid Base Catalyst Precursors. Catalysts. 2019; 9(12):1064. https://doi.org/10.3390/catal9121064
Chicago/Turabian StyleDai, Yong-Ming, Cheng-Hsuan Hsieh, Jia-Hao Lin, Fu-Hsuan Chen, and Chiing-Chang Chen. 2019. "Biodiesel Production Using Bauxite in Low-Cost Solid Base Catalyst Precursors" Catalysts 9, no. 12: 1064. https://doi.org/10.3390/catal9121064
APA StyleDai, Y.-M., Hsieh, C.-H., Lin, J.-H., Chen, F.-H., & Chen, C.-C. (2019). Biodiesel Production Using Bauxite in Low-Cost Solid Base Catalyst Precursors. Catalysts, 9(12), 1064. https://doi.org/10.3390/catal9121064