Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis



Abstract
:1. Introduction
2. Results and Discussion
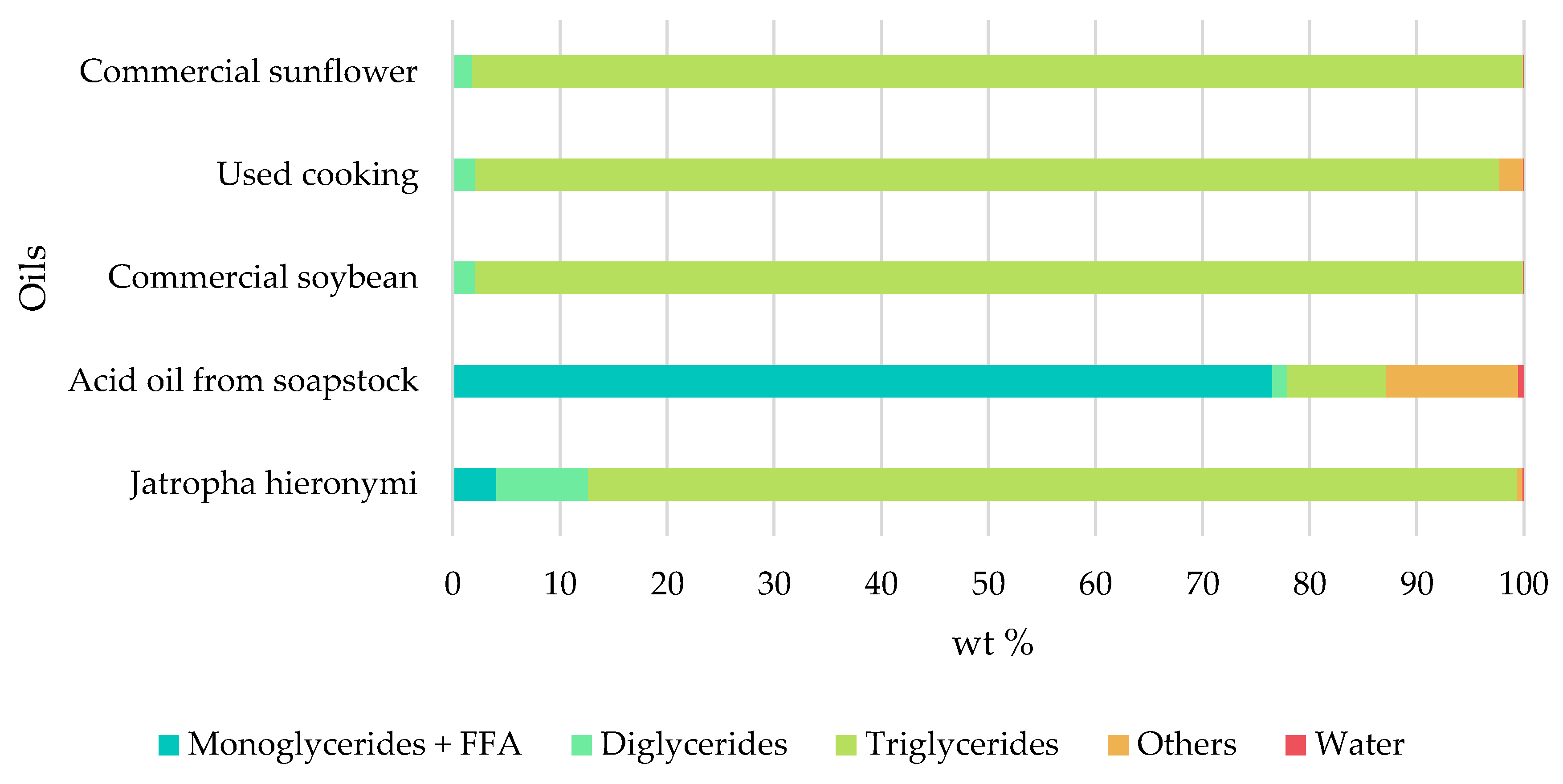
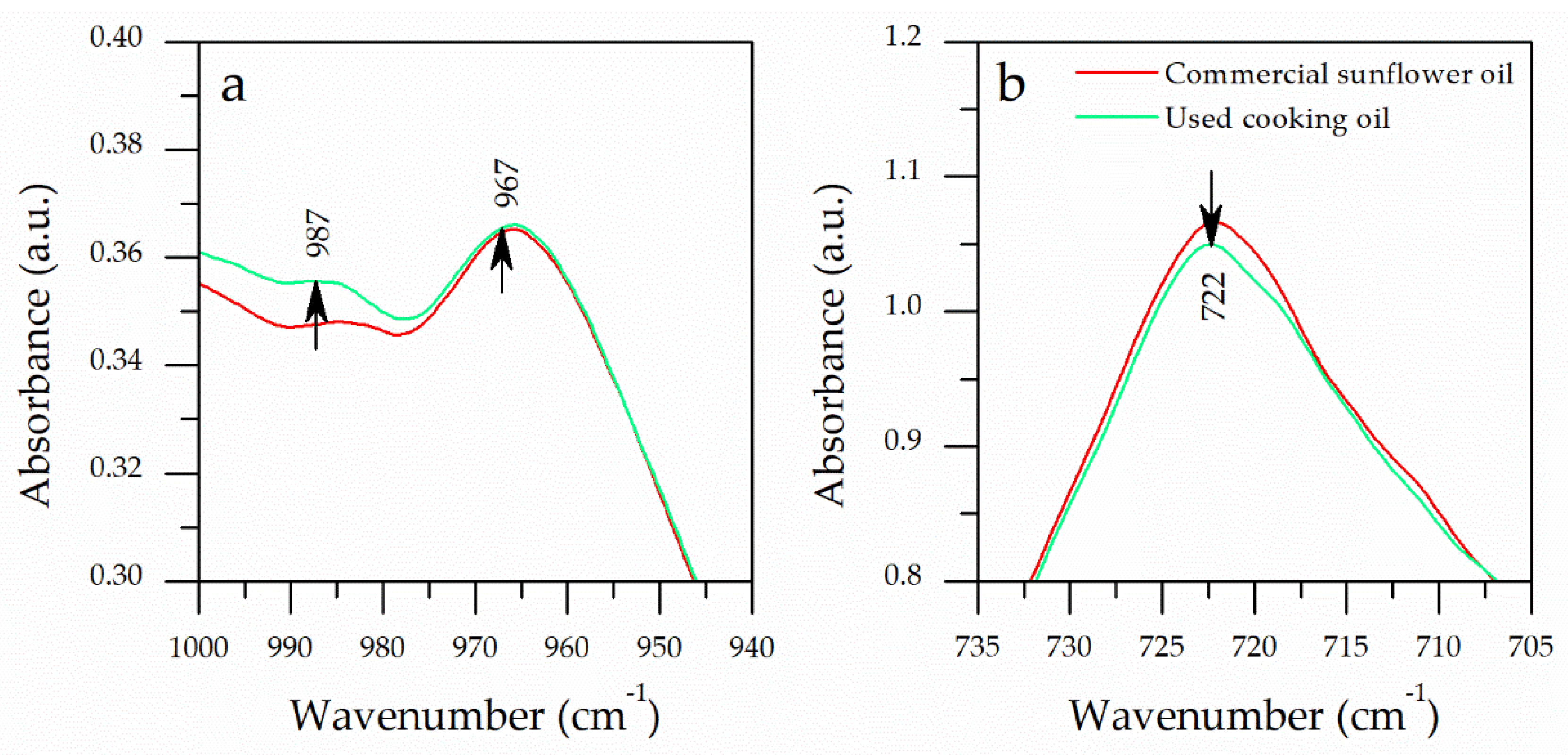
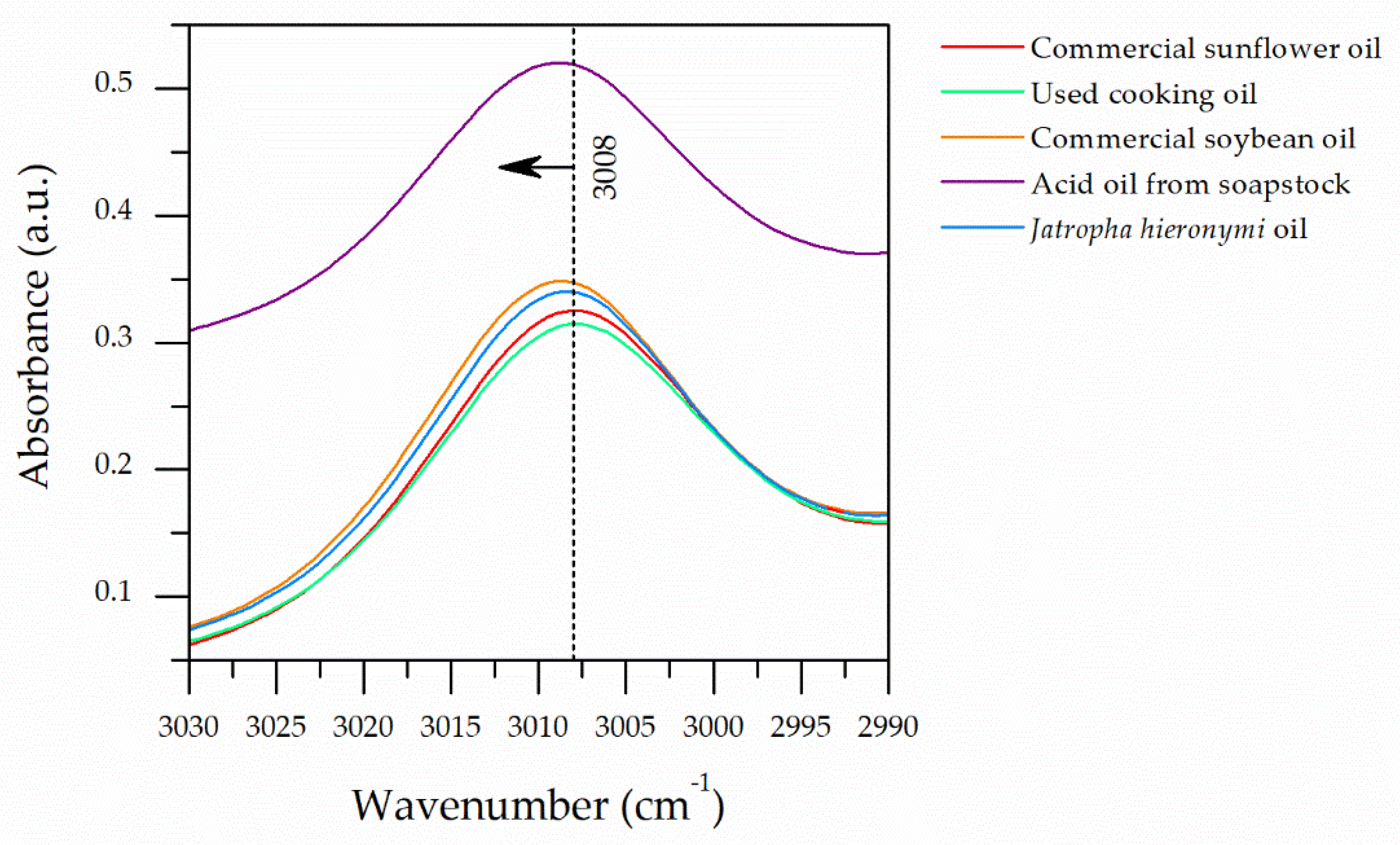
2.1. Raw Materials Characterization
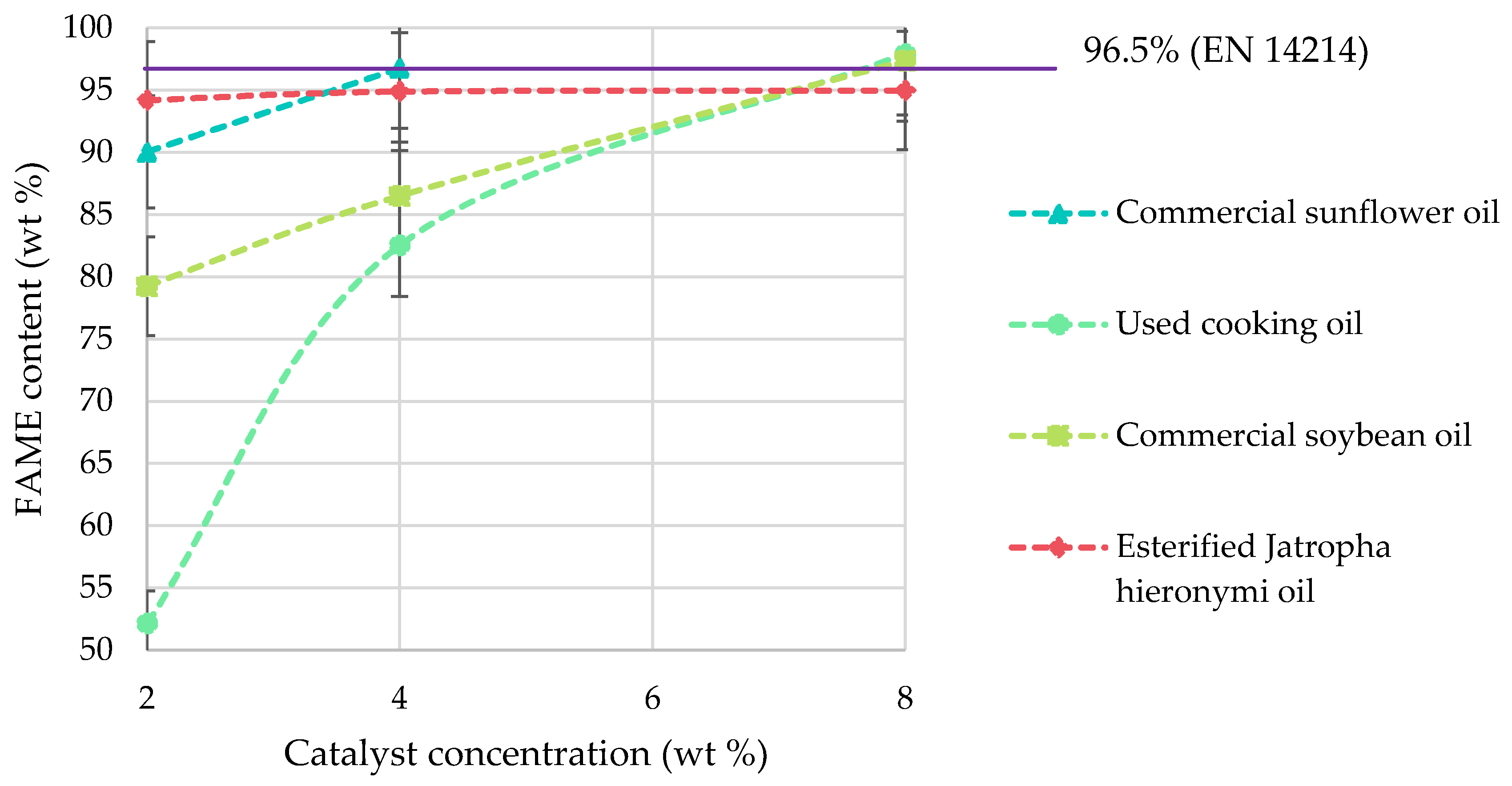
2.2. Catalytic Activity
3. Materials and Methods
3.1. Materials
3.2. Catalyst Synthesis and Characterization
3.3. Feedstocks Pretreatment and Characterization
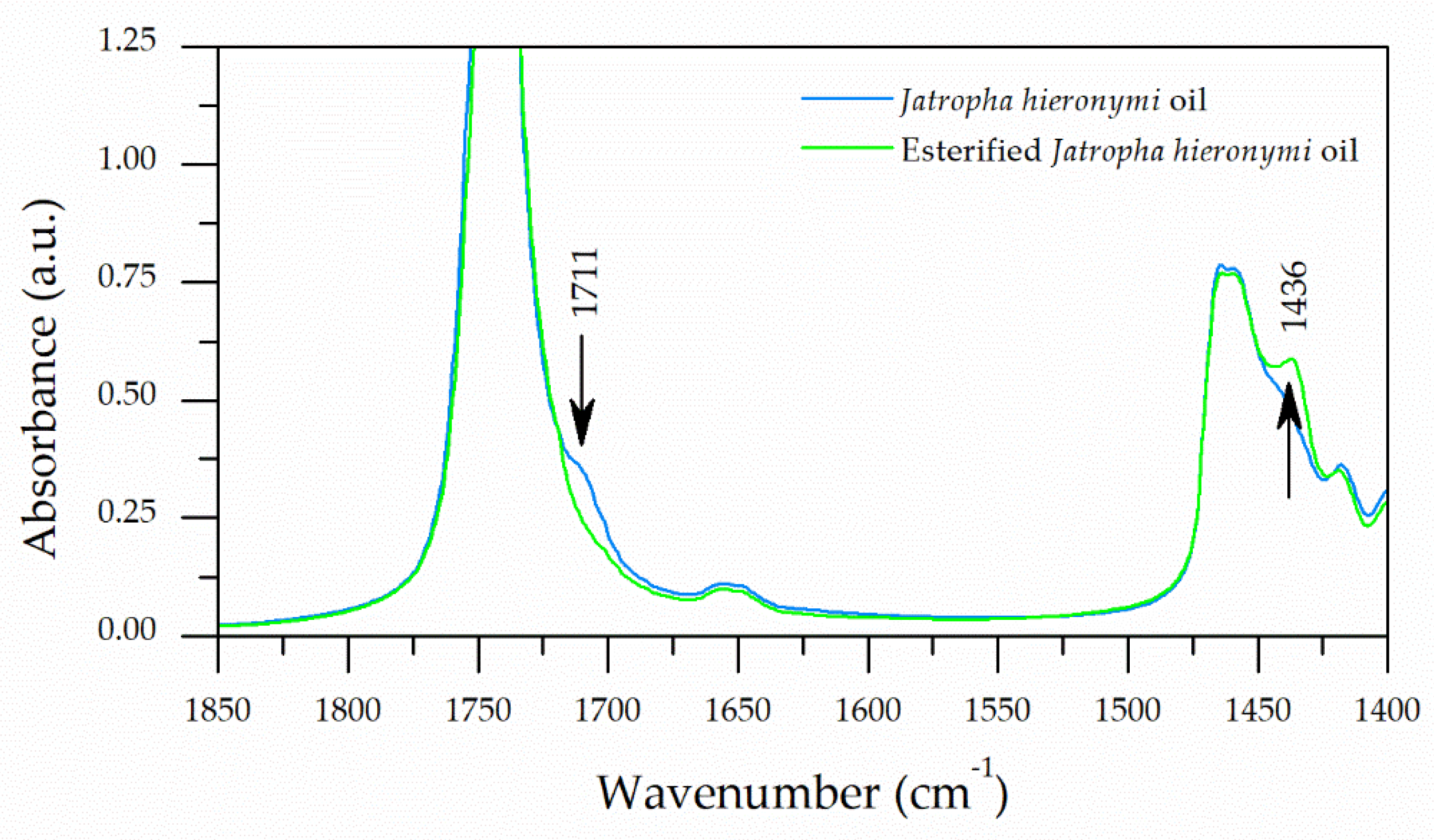
3.4. Jatropha Hieronymi Oil Esterification
3.5. Biodiesel Production
3.6. Products Quantification
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Luque, R.; Campelo, J.M.; Clark, J.H. Introduction: An overview of biofuels and production technologies. In Handbook of Biofuels Production; Luque, R., Campelo, J., Clark, J.H., Eds.; Woodhead Publishing Limited: Sawston, UK, 2011; pp. 3–12. ISBN 978-1-84569-679-5. [Google Scholar]
- Argentina se Consolida Como Líder en Energías Renovables. Available online: http://www.albardonbio.com/novedades/argentina-se-consolida-como-lider-en-energias-renovables (accessed on 24 January 2019).
- Meher, L.C.; Churamani, C.P.; Arif, M.; Ahmed, Z.; Naik, S.N. Jatropha curcas as a renewable source for bio-fuels—A review. Renew. Sustain. Energy Rev. 2013, 26, 397–407. [Google Scholar] [CrossRef]
- Sigaudo, D.; Terre, E. El Mercado Mundial de Aceites Vegetales: Situación Actual y Perspectivas. Available online: https://www.bcr.com.ar/es/mercados/investigacion-y-desarrollo/informativo-semanal/noticias-informativo-semanal/el-mercado-10 (accessed on 24 June 2019).
- Aceites y Grasas: Argentina es el 7° Productor Mundial y 3° País Exportador. Available online: http://www.albardonbio.com/novedades/aceites-y-grasas-argentina-es-el-7deg-productor-mundial-y-3deg-pais-exportador (accessed on 24 January 2019).
- Gerpen, J. Van Biodiesel processing and production. Fuel Process. Technol. 2005, 86, 1097–1107. [Google Scholar] [CrossRef]
- Falasca, S.; Ulberich, A. Las especies del género Jatropha para producir biodiesel en Argentina. Rev. Virtual REDESMA 2008, 2, 1–19. [Google Scholar]
- Mulugetta, Y. Evaluating the economics of biodiesel in Africa. Renew. Sustain. Energy Rev. 2009, 13, 1592–1598. [Google Scholar] [CrossRef]
- Apostolakou, A.A.; Kookos, I.K.; Marazioti, C.; Angelopoulos, K.C. Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process. Technol. 2009, 90, 1023–1031. [Google Scholar] [CrossRef]
- García, I.L. Feedstocks and challenges to biofuel development. In Handbook of Biofuels Production; Luque, R., Ki Lin, C.S., Wilson, K., Clark, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 85–118. ISBN 9780081004555. [Google Scholar]
- Juárez, M.D.; Sammán, N. El deterioro de los aceites durante la fritura. Rev. Esp. Nutr. Comunitaria 2007, 13, 82–94. [Google Scholar]
- Abdullah, B.M.; Yusop, R.M.; Salimon, J.; Yousif, E.; Salih, N. Physical and Chemical Properties Analysis of Jatropha curcas Seed Oil for Industrial Applications. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2013, 7, 893–896. [Google Scholar]
- Rodríguez-Calle, R.M.; Suárez-Hernández, J.; Támbara-Hernández, Y. Caracterización de la torta obtenida del prensado del fruto de Jatropha curcas. Pastos Y Forrajes 2016, 39, 72–75. [Google Scholar]
- Aranda-Rickert, A.; Morzán, L.; Fracchia, S. Seed oil content and fatty acid profiles of five Euphorbiaceae species from arid regions in Argentina with potential as biodiesel source. Seed Sci. Res. 2011, 21, 63–68. [Google Scholar] [CrossRef]
- Repeto, J.M. La Jatropha, Una Nueva Fuente Para Biocombustibles. Available online: http://argentinainvestiga.edu.ar/noticia.php?titulo=la_jatropha_una_nueva_fuente_para_biocombustibles&id=1348 (accessed on 28 January 2019).
- Jamil, F.; Al-Haj, L.; Al-Muhtaseb, A.H.; Al-Hinai, M.A.; Baawain, M.; Rashid, U.; Ahmad, M.N.M. Current scenario of catalysts for biodiesel production: A critical review. Rev. Chem. Eng. 2018, 34, 267–297. [Google Scholar] [CrossRef]
- Dijkstra, A.; Segers, J. Production and Refining of Oils and Fats. In The Lipid Handbook with CD-ROM, 3rd ed.; Gunstone, F.D., Harwood, J.L., Dijkstra, A.J., Eds.; CRC Press: Abingdon, UK, 2007; pp. 143–262. ISBN 978-0-8493-9688-5. [Google Scholar]
- Woerfel, J.B. Soybean Oil Processing Byproducts and Their Utilization. In Practical Handbook of Soybean Processing and Utilization; Erickson, D.R., Ed.; Elsevier: Urbana, IL, USA, 1995; pp. 297–313. [Google Scholar]
- Van Gerpen, J.; Knothe, G. Bioenergy and Biofuels from Soybeans. In Soybeans: Chemistry, Production, Processing, and Utilization; Johnson, L.A., White, P.J., Galloway, R., Eds.; AOCS Press: Urbana, IL, USA, 2008; pp. 499–538. ISBN 9780128043523. [Google Scholar]
- Santacesaria, E.; Vicente, G.M.; Di Serio, M.; Tesser, R. Main technologies in biodiesel production: State of the art and future challenges. Catal. Today 2012, 195, 2–13. [Google Scholar] [CrossRef]
- Freedman, B.; Pryde, E.H.; Mounts, T.L. Variables affecting the yields of fatty esters from transesterified vegetable oils. J. Am. Oil Chem. Soc. 1984, 61, 1638–1643. [Google Scholar] [CrossRef]
- Luque, R.; Lovett, J.C.; Datta, B.; Clancy, J.; Campelo, J.M.; Romero, A.A. Biodiesel as feasible petrol fuel replacement: A multidisciplinary overview. Energy Environ. Sci. 2010, 3, 1706. [Google Scholar] [CrossRef]
- Abdullah, A.Z.; Razali, N.; Lee, K.T. Optimization of mesoporous K/SBA-15 catalyzed transesterification of palm oil using response surface methodology. Fuel Process. Technol. 2009, 90, 958–964. [Google Scholar] [CrossRef]
- Sun, H.; Han, J.; Ding, Y.; Li, W.; Duan, J.; Chen, P.; Lou, H.; Zheng, X. One-pot synthesized mesoporous Ca/SBA-15 solid base for transesterification of sunflower oil with methanol. Appl. Catal. A Gen. 2010, 390, 26–34. [Google Scholar] [CrossRef]
- Tantirungrotechai, J.; Thananupappaisal, P.; Yoosuk, B.; Viriya-Empikul, N.; Faungnawakij, K. One-pot synthesis of calcium-incorporated MCM-41 as a solid base catalyst for transesterification of palm olein. Catal. Commun. 2011, 16, 25–29. [Google Scholar] [CrossRef]
- Malhotra, R.; Ali, A. Lithium-doped ceria supported SBA−15 as mesoporous solid reusable and heterogeneous catalyst for biodiesel production via simultaneous esterification and transesterification of waste cottonseed oil. Renew. Energy 2018, 119, 32–44. [Google Scholar] [CrossRef]
- Malhotra, R.; Ali, A. 5-Na/ZnO doped mesoporous silica as reusable solid catalyst for biodiesel production via transesterification of virgin cottonseed oil. Renew. Energy 2019, 133, 606–619. [Google Scholar] [CrossRef]
- Sánchez Faba, E.M.; Ferrero, G.O.; Dias, J.M.; Eimer, G.A. Thermo-chemically tuning of active basic sites on nanoarchitectured silica for biodiesel production. Mol. Catal. 2018. [Google Scholar] [CrossRef]
- Dias, J.M.; Alvim-Ferraz, M.C.M.; Almeida, M.F. Comparison of the performance of different homogeneous alkali catalysts during transesterification of waste and virgin oils and evaluation of biodiesel quality. Fuel 2008, 87, 3572–3578. [Google Scholar] [CrossRef]
- Díaz, L.; Borges, M.E. Low-Quality Vegetable Oils as Feedstock for Biodiesel Production Using K-Pumice as Solid Catalyst. Tolerance of Water and Free Fatty Acids Contents. J. Agric. Food Chem. 2012, 60, 7928–7933. [Google Scholar] [CrossRef] [PubMed]
- Hindryawati, N.; Maniam, G.P.; Karim, M.R.; Chong, K.F. Transesterification of used cooking oil over alkali metal (Li, Na, K) supported rice husk silica as potential solid base catalyst. Eng. Sci. Technol. Int. J. 2014, 17, 95–103. [Google Scholar] [CrossRef]
- Salimon, J.; Abdullah, B.M.; Salih, N. Hydrolysis optimization and characterization study of preparing fatty acids from Jatropha curcas seed oil. Chem. Cent. J. 2011, 5, 67. [Google Scholar] [CrossRef] [PubMed]
- Ferrero, G.O.; Almeida, M.F.; Alvim-Ferraz, M.C.M.; Dias, J.M. Water-free process for eco-friendly purification of biodiesel obtained using a heterogeneous Ca-based catalyst. Fuel Process. Technol. 2014, 121, 114–118. [Google Scholar] [CrossRef] [Green Version]
- Meher, L.C.; Kulkarni, M.G.; Dalai, A.K.; Naik, S.N. Transesterification of karanja (Pongamia pinnata) oil by solid basic catalysts. Eur. J. Lipid Sci. Technol. 2006, 108, 389–397. [Google Scholar] [CrossRef]
- Guillén, M.D.; Cabo, N. Infrared spectroscopy in the study of edible oils and fats. J. Sci. Food Agric. 1997, 75, 1–11. [Google Scholar] [CrossRef]
- Vlachos, N.; Skopelitis, Y.; Psaroudaki, M.; Konstantinidou, V.; Chatzilazarou, A.; Tegou, E. Applications of Fourier transform-infrared spectroscopy to edible oils. Anal. Chim. Acta 2006, 573–574, 459–465. [Google Scholar] [CrossRef]
- Poiana, M.A.; Alexa, E.; Munteanu, M.F.; Gligor, R.; Moigradean, D.; Mateescu, C. Use of ATR-FTIR spectroscopy to detect the changes in extra virgin olive oil by adulteration with soybean oil and high temperature heat treatment. Open Chem. 2015, 13, 689–698. [Google Scholar] [CrossRef]
- Guillén, M.D.; Cabo, N. Characterization of edible oils and lard by fourier transform infrared spectroscopy. Relationships between composition and frequency of concrete bands in the fingerprint region. J. Am. Oil Chem. Soc. 1997, 74, 1281–1286. [Google Scholar] [CrossRef]
- Nath, D.; Aroonwilas, A.; Veawab, A. Role of Mass-Transfer Interfacial Area in the Biodiesel Production Performance of Acid-Catalyzed Esterification. In Frontiers in Bioenergy and Biofuels; Jacob-Lopes, E., Zepka, L.Q., Eds.; InTech: London, UK, 2017; pp. 309–329. [Google Scholar]
- Rashid, U.; Soltani, S.; Al-Resayes, S.I.; Nehdi, I.A. Metal oxide catalysts for biodiesel production. In Metal Oxides in Energy Technologies; Wu, Y., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 303–319. ISBN 9780128111673. [Google Scholar]
- Sulistyo, H.; Almeida, M.F.; Dias, J.M. Influence of synthetic antioxidants on the oxidation stability of biodiesel produced from acid raw Jatropha curcas oil. Fuel Process. Technol. 2015, 132, 133–138. [Google Scholar] [Green Version]
- Ferrero, G.O.; Rojas, H.J.; Argaraña, C.E.; Eimer, G.A. Towards sustainable biofuel production: Design of a new biocatalyst to biodiesel synthesis from waste oil and commercial ethanol. J. Clean. Prod. 2016, 139, 495–503. [Google Scholar] [CrossRef]
- Fazaeli, R.; Aliyan, H. Production of biodiesel through esterification of palmitic acid using 12-tungestoposphoric acid supported on nanocavity of aluminium incorporated mesoporous SBA-15. Russ. J. Appl. Chem. 2015, 88, 676–681. [Google Scholar] [CrossRef]
- Encinar, J.M.; González, J.F.; Rodríguez-Reinares, A. Biodiesel from Used Frying Oil. Variables Affecting the Yields and Characteristics of the Biodiesel. Ind. Eng. Chem. Res. 2005, 44, 5491–5499. [Google Scholar] [CrossRef]
- Kim, H.J.; Kang, B.S.; Kim, M.J.; Park, Y.M.; Kim, D.K.; Lee, J.S.; Lee, K.Y. Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal. Today 2004, 93–95, 315–320. [Google Scholar] [CrossRef]
- Carvalho, M.S.; Mendonça, M.A.; Pinho, D.M.M.; Resck, I.S.; Suarez, P.A.Z. Chromatographic analyses of fatty acid methyl esters by HPLC-UV and GC-FID. J. Braz. Chem. Soc. 2012, 23, 763–769. [Google Scholar] [CrossRef]
- Mahamuni, N.N.; Adewuyi, Y.G. Fourier Transform Infrared Spectroscopy (FTIR) Method To Monitor Soy Biodiesel and Soybean Oil in Transesterification Reactions, Petrodiesel−Biodiesel Blends, and Blend Adulteration with Soy Oil. Energy Fuels 2009, 23, 3773–3782. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock | Density (g/cm3) | Kinematic Viscosity (mm2/s) 1 | Triglycerides Content (wt %) 2 | Acid Value (mgKOH/goil) | FFA Content (wt %) 3 | Water Content (ppm) |
|---|---|---|---|---|---|---|
| Commercial sunflower oil | 0.94 | 19.87 | 98.17 | 0.11 | 0.05 | 631 |
| Used cooking oil (sunflower) | 0.94 | 20.48 | 95.73 | 0.21 | 0.11 | 671 |
| Commercial soybean oil | 0.93 | 18.38 | 97.70 | 0.13 | 0.07 | 626 |
| Acid oil from soapstock | 0.96 | 10.94 | 9.18 | 153.72 | 76.91 | 5221 |
| Jatropha hieronymi oil | 0.91 | 17.76 | 90.54 | 8.14 | 4.07 | 1185 |
| Feedstock | FAME Content (wt %) 1 |
|---|---|
| Commercial sunflower oil | 90.04 |
| Used cooking oil | 52.14 |
| Commercial soybean oil | 79.25 |
| Acid oil from soapstock | 0 |
| Jatropha hieronymi oil | 0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez Faba, E.M.; Ferrero, G.O.; Dias, J.M.; Eimer, G.A. Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis. Catalysts 2019, 9, 690. https://doi.org/10.3390/catal9080690
Sánchez Faba EM, Ferrero GO, Dias JM, Eimer GA. Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis. Catalysts. 2019; 9(8):690. https://doi.org/10.3390/catal9080690
Chicago/Turabian StyleSánchez Faba, Edgar M., Gabriel O. Ferrero, Joana M. Dias, and Griselda A. Eimer. 2019. "Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis" Catalysts 9, no. 8: 690. https://doi.org/10.3390/catal9080690
APA StyleSánchez Faba, E. M., Ferrero, G. O., Dias, J. M., & Eimer, G. A. (2019). Alternative Raw Materials to Produce Biodiesel through Alkaline Heterogeneous Catalysis. Catalysts, 9(8), 690. https://doi.org/10.3390/catal9080690