Comparison of Substrate Preheating on Mechanical and Microstructural Properties of Hybrid Specimens Fabricated by Laser Metal Deposition 316 L with Different Wrought Steel Substrate


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
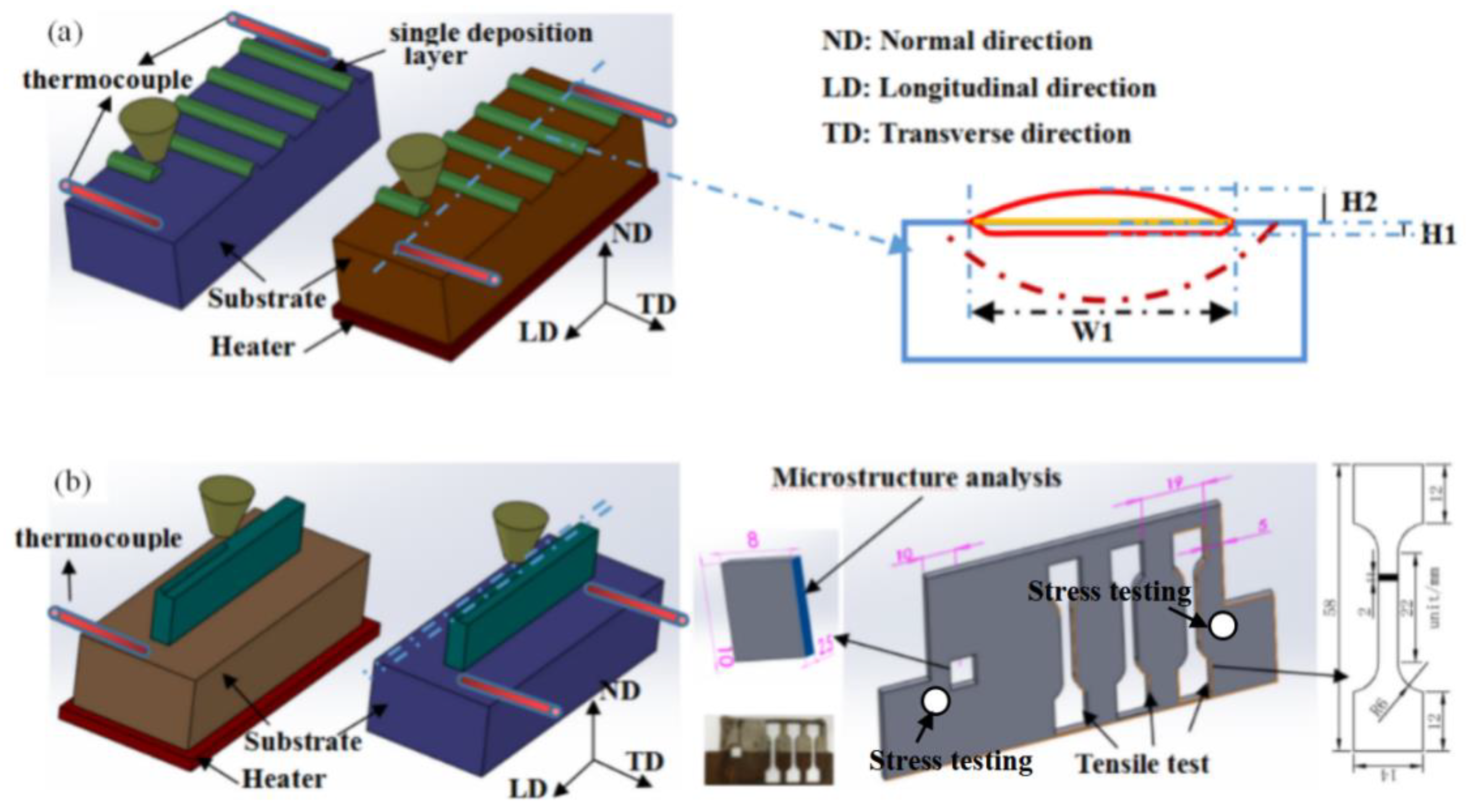
2. Materials and Methods
3. Results and Discussion
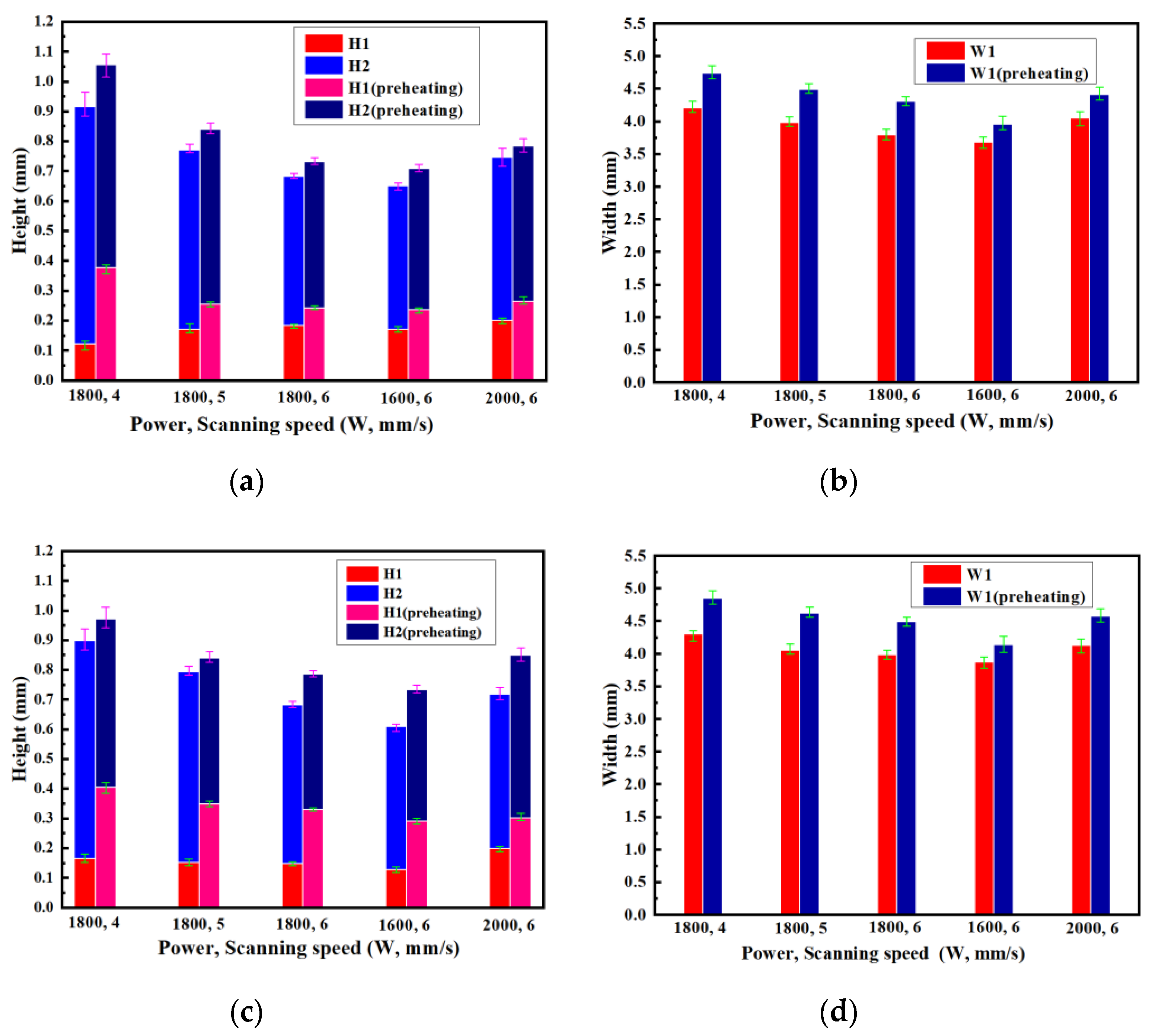
3.1. Geometric Characterization
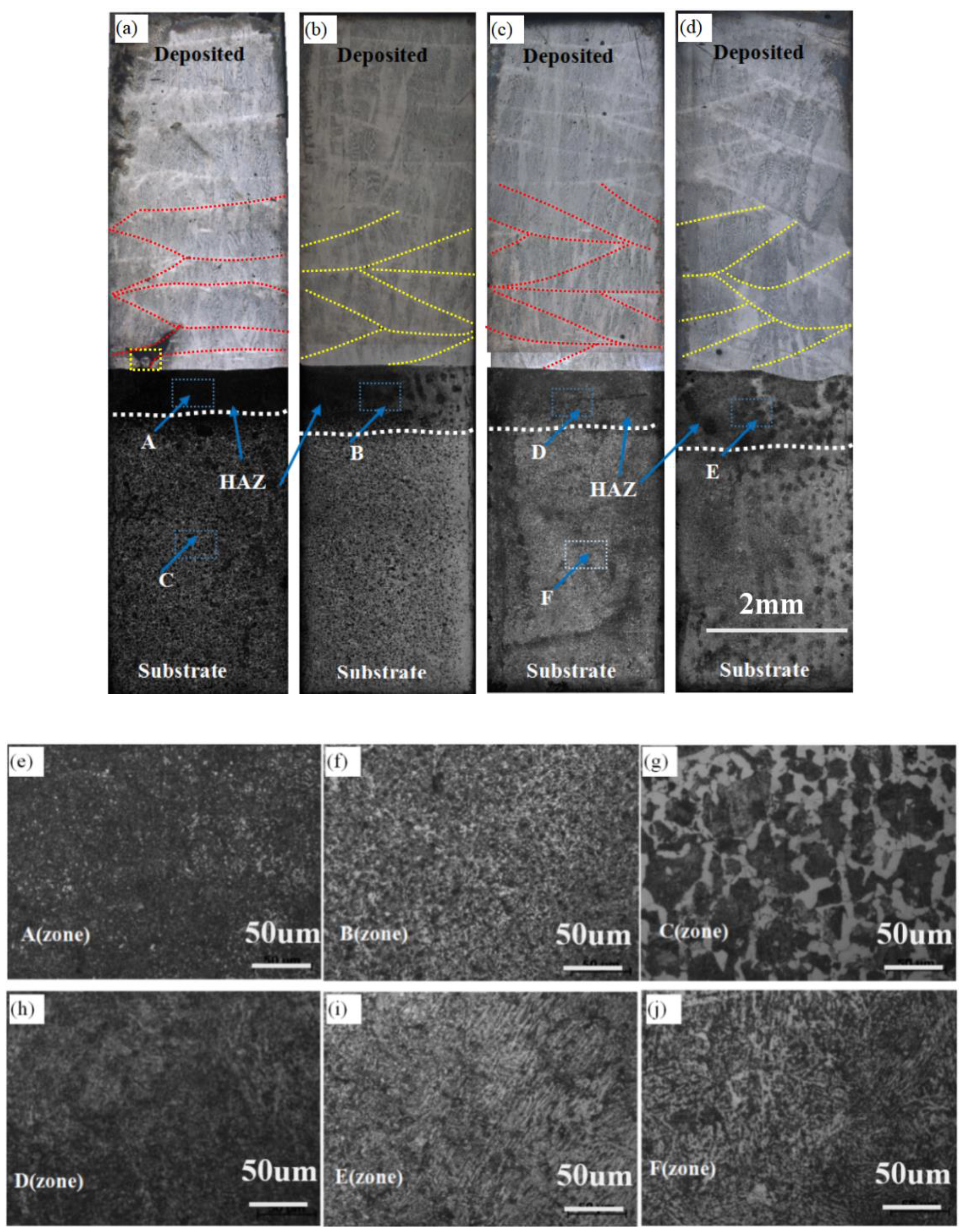
3.2. Macrostructure Analysis
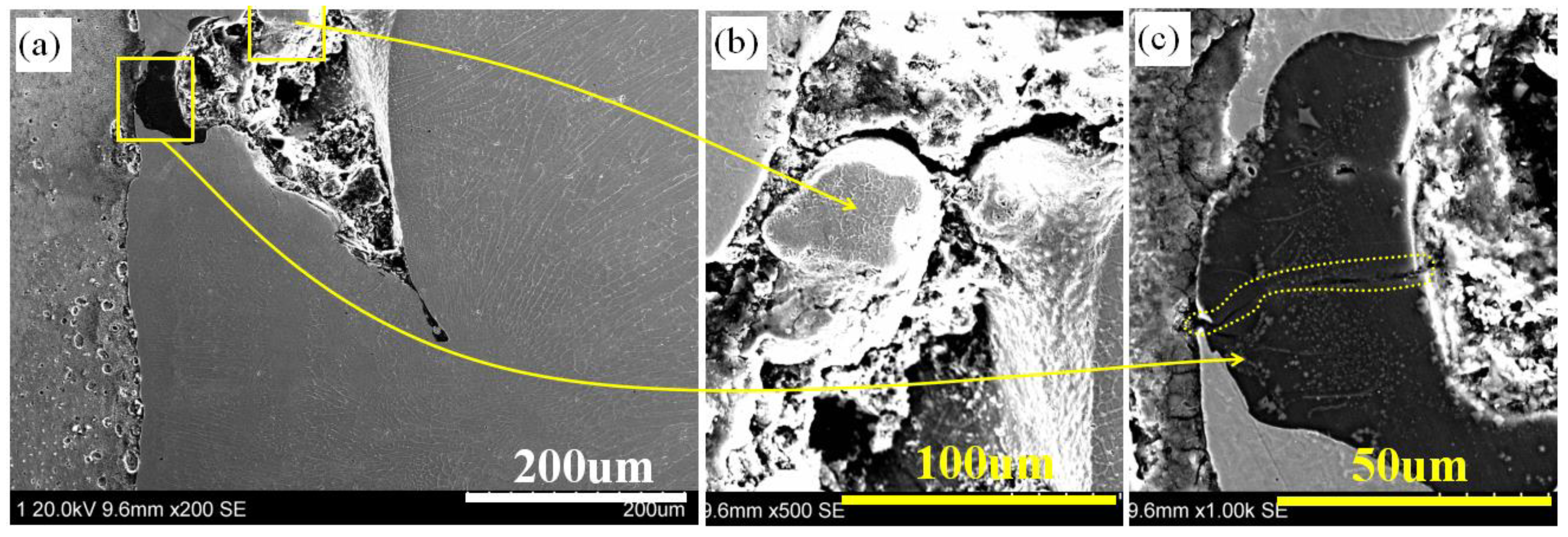
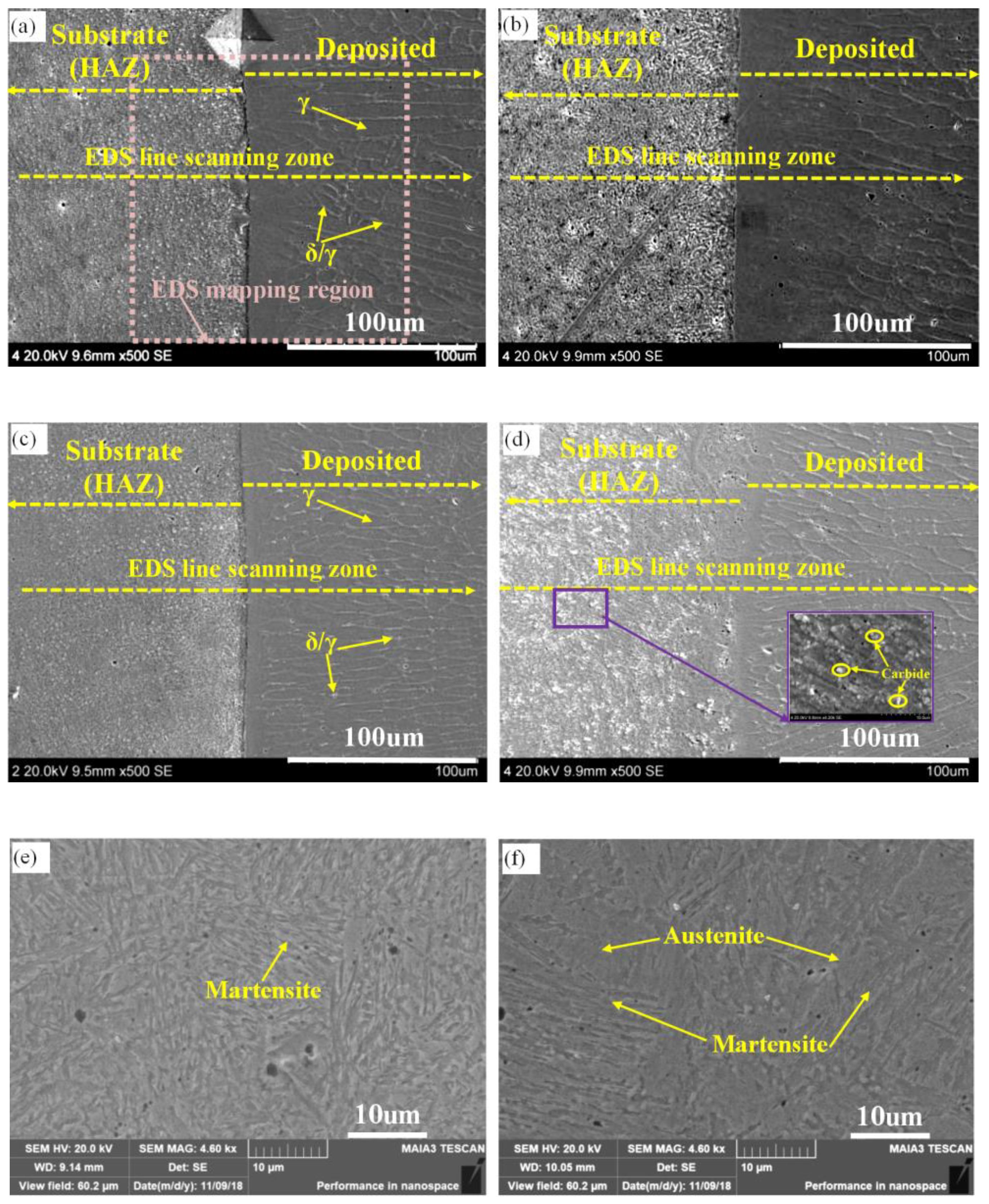
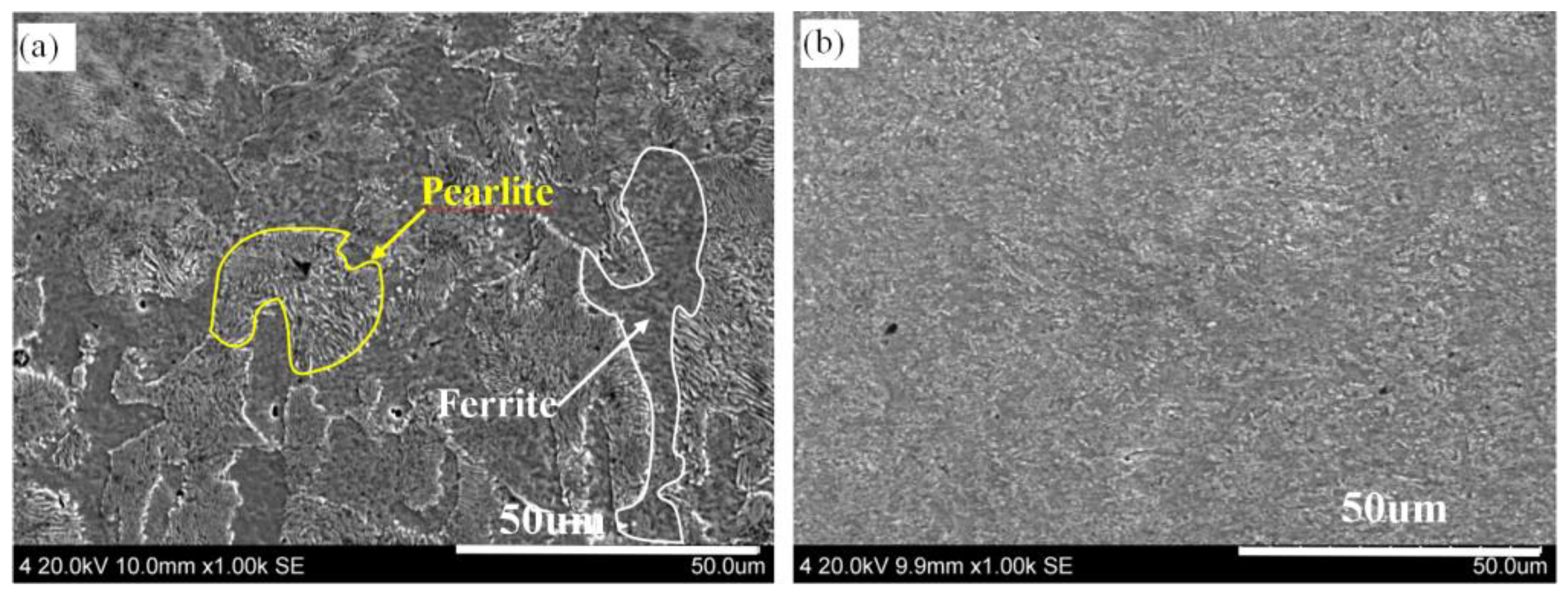
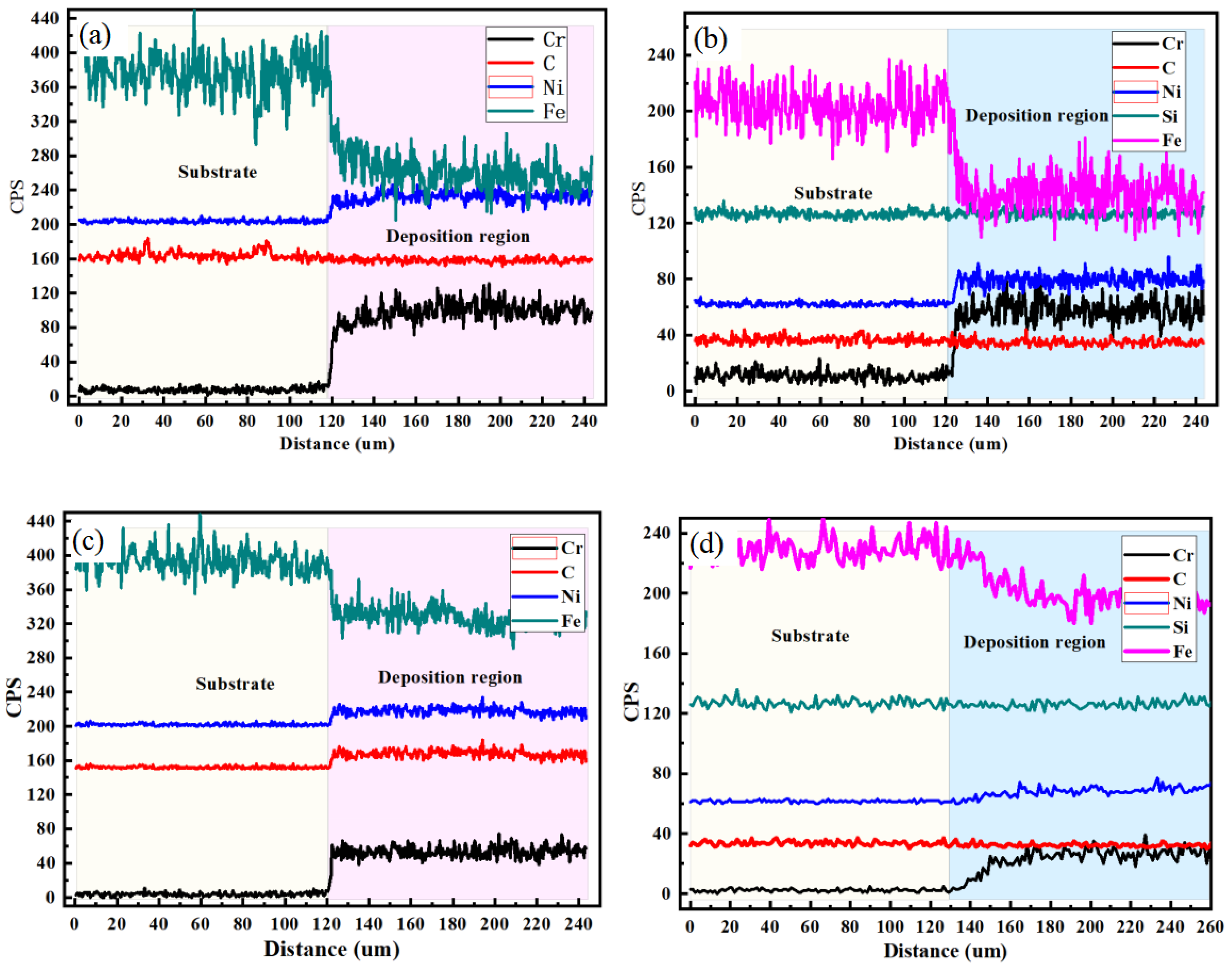
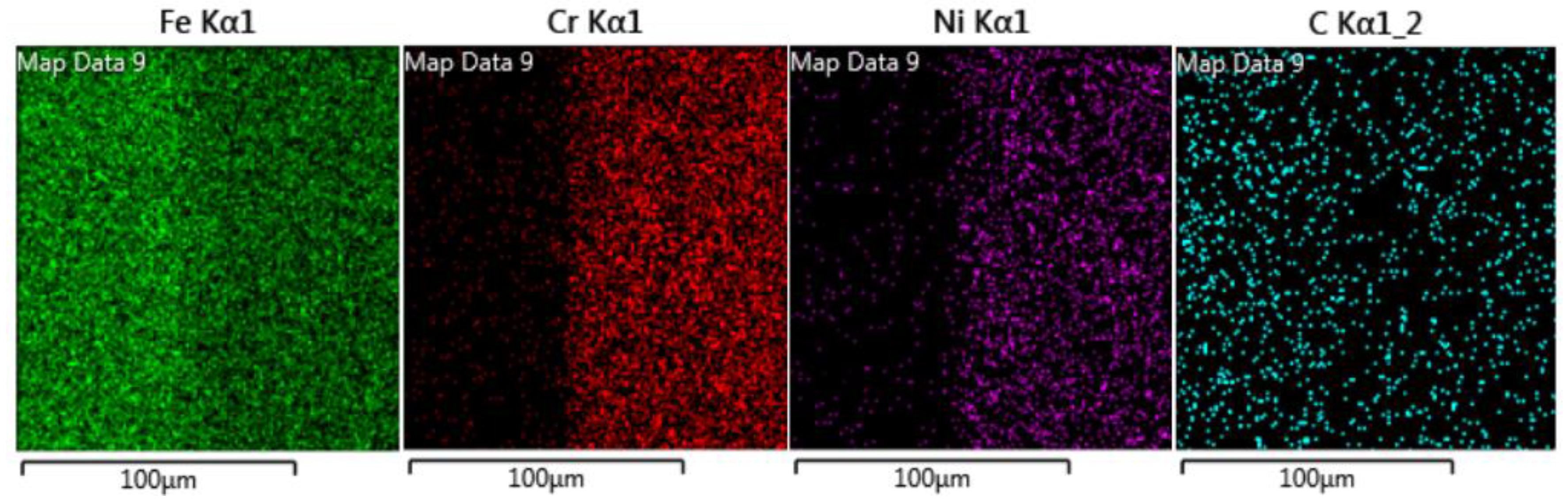
3.3. Interfacial Morphology
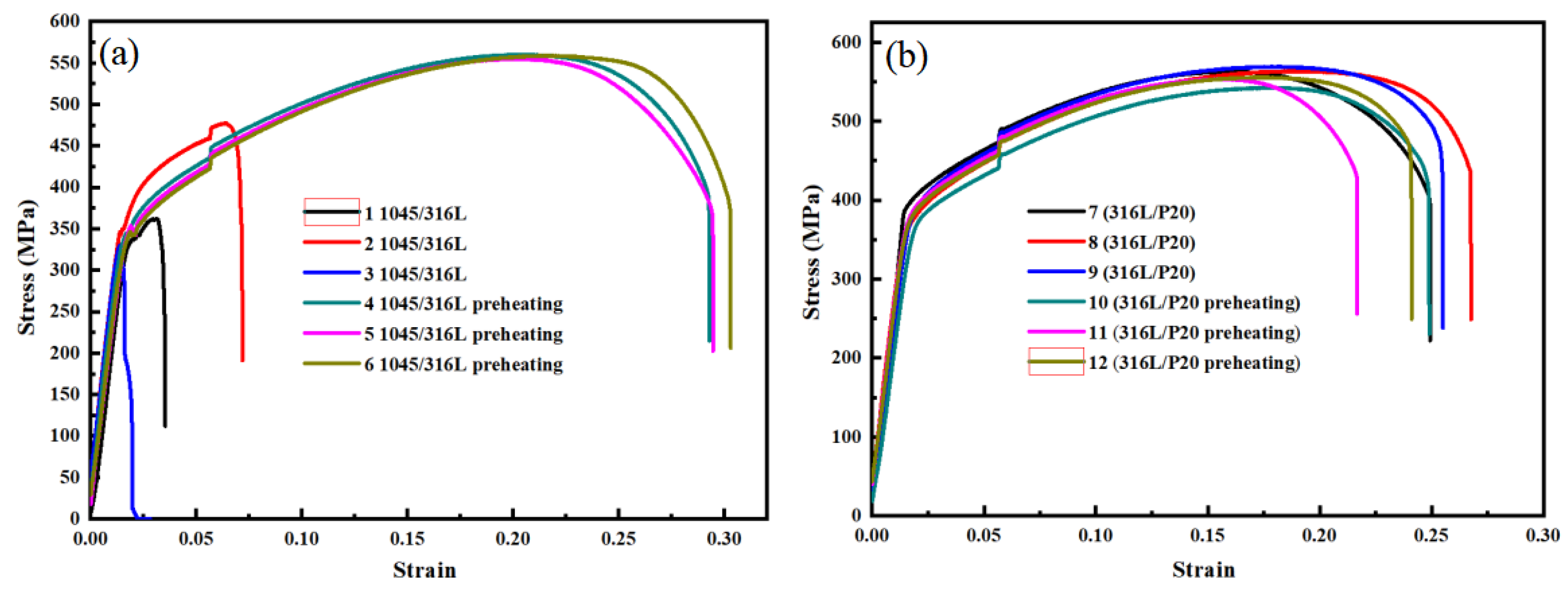
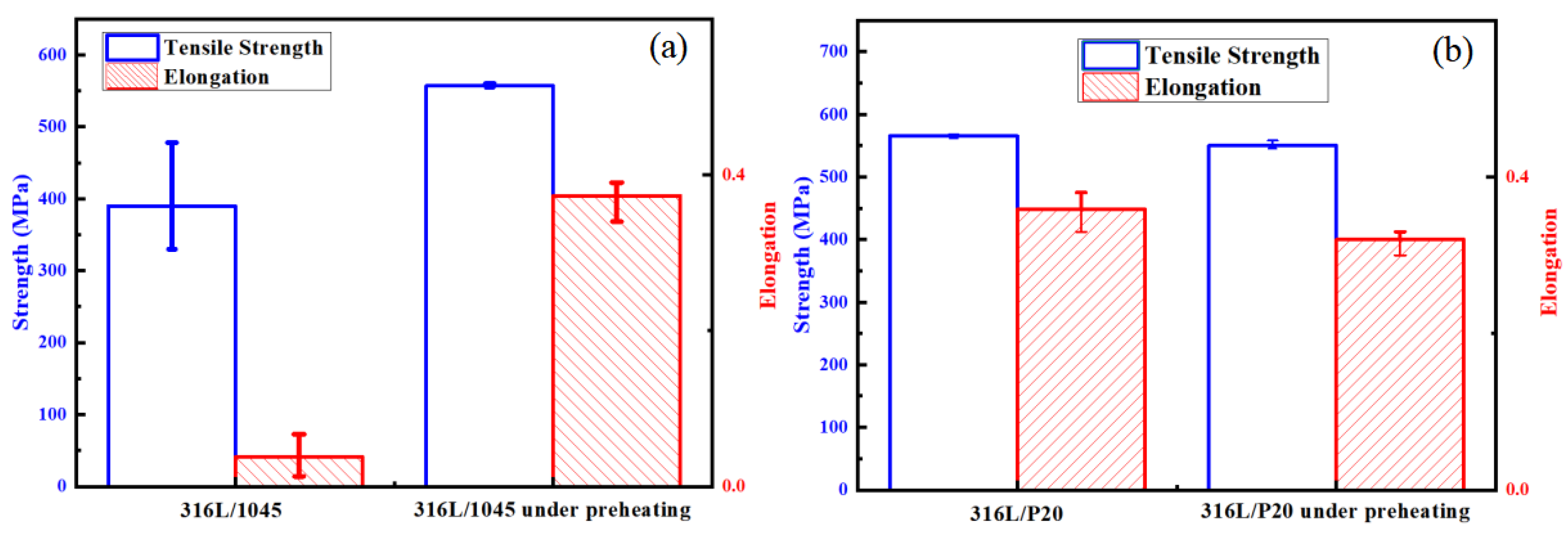
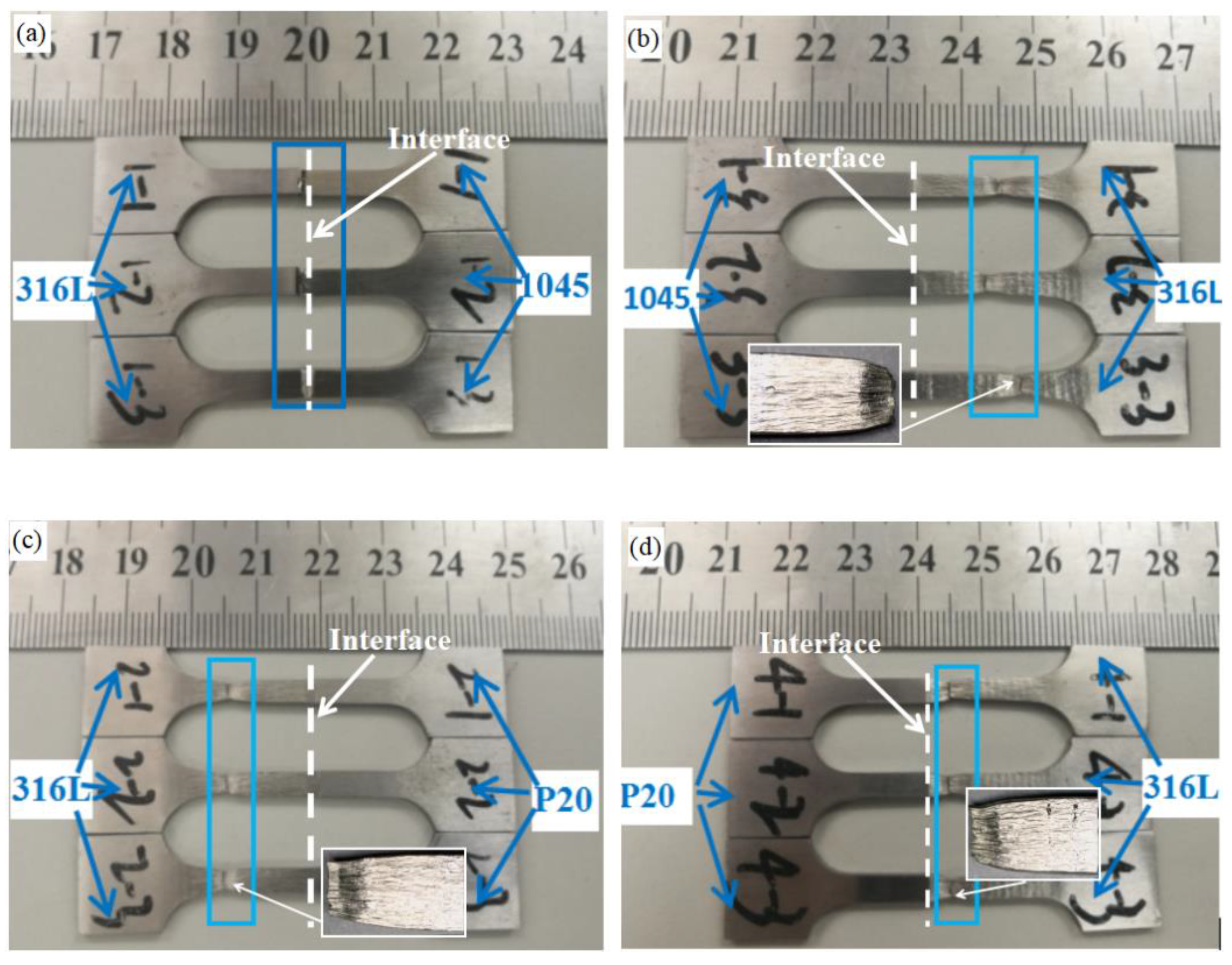
3.4. Tensile Properties
3.5. Microhardness Distribution
4. Conclusions
- Under substrate preheating, the deposition width (W1) was increased and deposition height (H2) showed little difference. At the same time, the variation amplitude of deposition height (H2) as heat input increased was weakened, but the variation amplitude of deposition width W1 was broadened. In addition, the H2/W1 ratio was decreased, making the deposition layer surface smoother. Similar morphology variation was found with both 1045 and P20 substrates.
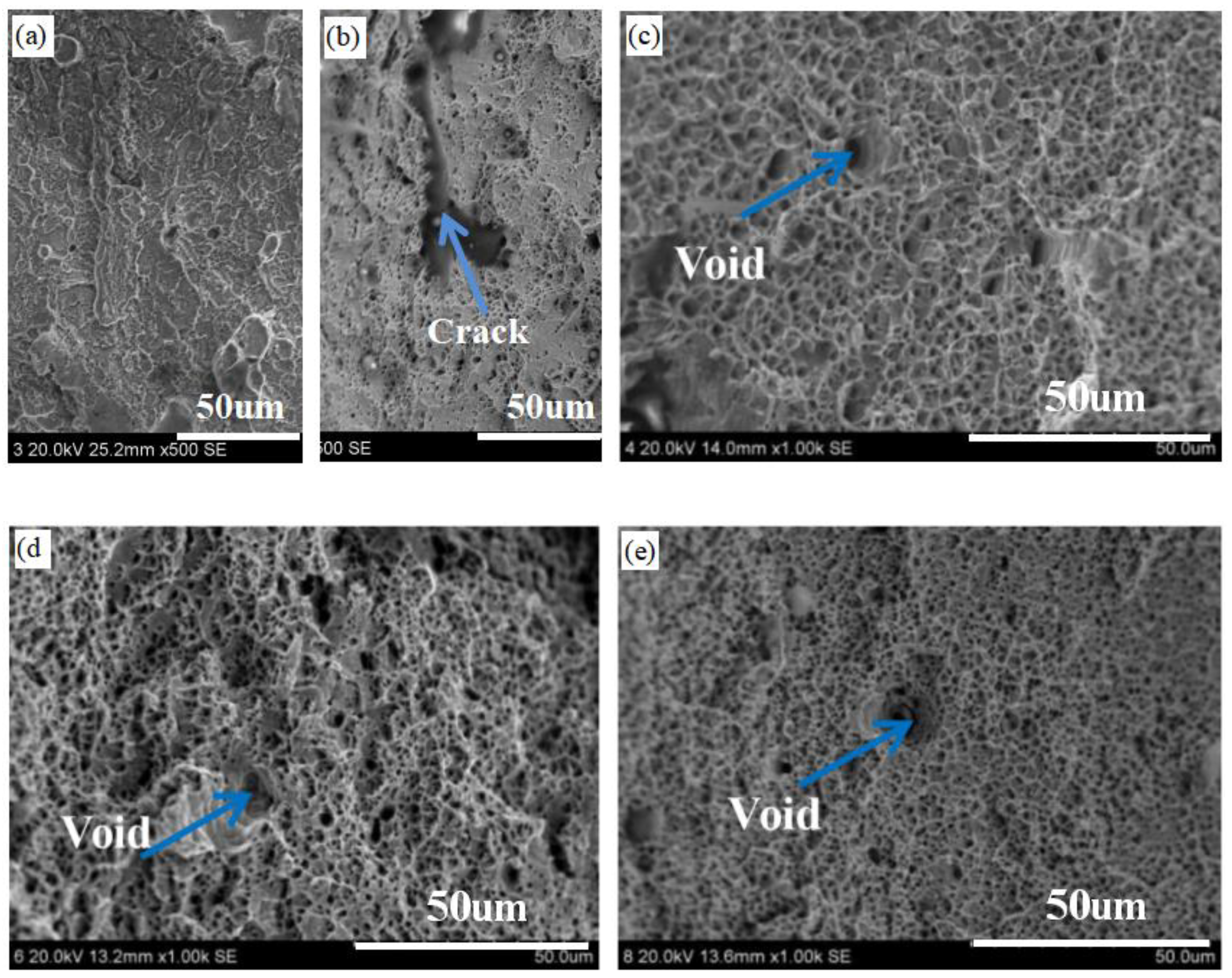
- LMD 316 L formed metallurgically sound and dense bonding with 1045 steel substrate under substrate preheating, while defects were formed near the bonding interface without substrate preheating. LMD 316 L with P20 steel specimens have metallurgically bonding characteristic without defects under different substrate temperature. The microstructure of deposition layers was similar between different substrate materials and temperatures.
- The adhesion properties of hybrid formed 316 L with 1045 were obviously decreased without substrate preheating, and brittle fractures of 316 L with 1045 steel were located in the interface without substrate preheating. The adhesion properties of hybrid formed 316 L with P20 had no relationship with substrate preheating because of the metallurgic bonding characteristic in the interface. The difference between P20 and 1045 steel substrate was mainly because of geometrical characterization of deposition layers under the same processing parameters. The level of hybrid samples without interface defects can reach laser deposition 316 L tensile properties. When combining laser metal deposition with conventional metal forming for an easy-forming alloy, preheating realized safe interface bonding, but was not necessary.
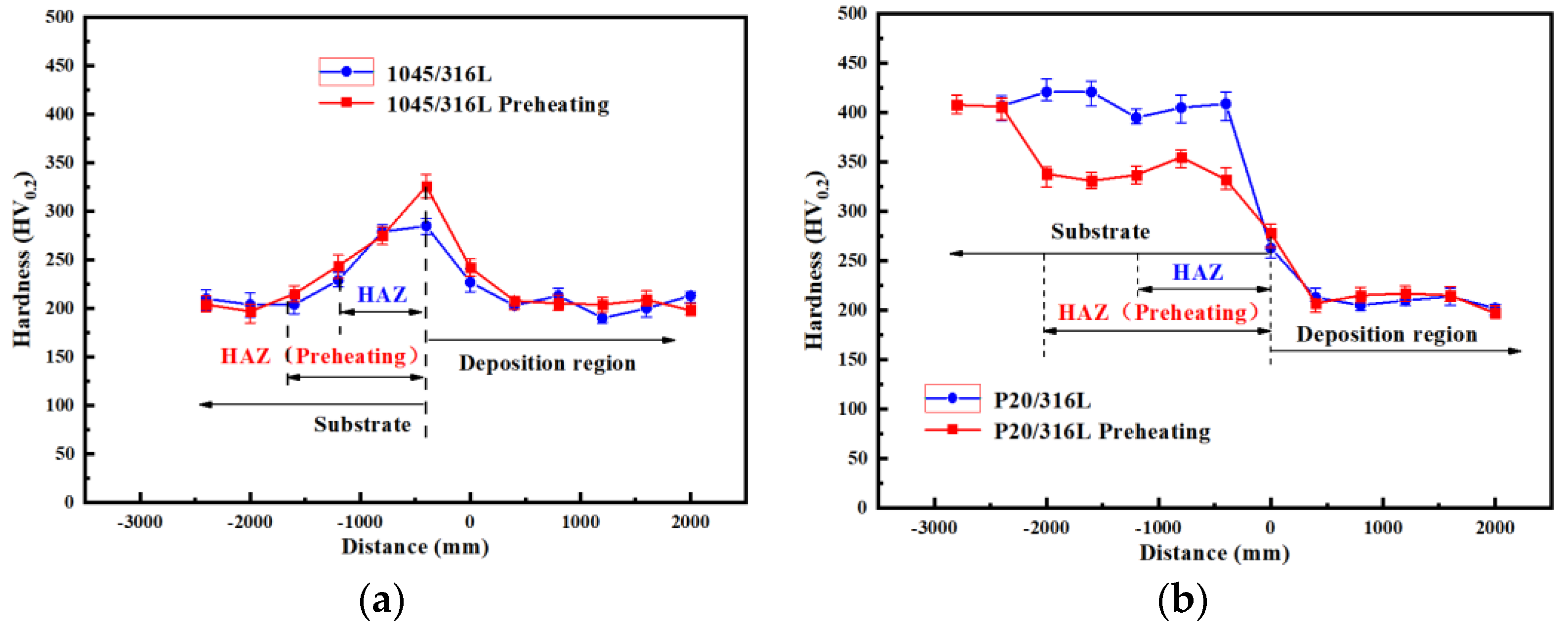
- The sharp changes in hardness were found in the interface between different materials. The substrate HAZ hardness showed different transformation phenomenon.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Merklein, M.; Junker, D.; Schaub, A.; Neubauer, F. Hybrid additive manufacturing technologies—An analysis regarding potentials and applications. Phys. Procedia 2016, 83, 549–559. [Google Scholar] [CrossRef] [Green Version]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case study to illustrate the potential of conformal cooling channels for hot stamping dies manufactured using hybrid process of Laser Metal Deposition (LMD) and milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Hölker-Jäger, R.; Tekkaya, A.E. Additive manufacture of tools and dies for metal forming. Laser Addit. Manuf. 2017, 439–464. [Google Scholar] [CrossRef]
- Nowotny, S.; Spatzier, J.; Kubisch, F.; Scharek, S.; Ortner, J.; Beyer, E. Repair of erosion defects in gun barrels by direct laser deposition. J. Therm. Spray Technol. 2012, 21, 1173–1183. [Google Scholar] [CrossRef]
- Song, L.; Zeng, G.; Xiao, H.; Xiao, X.; Li, S. Repair of 304 stainless steel by laser cladding with 316L stainless steel powders followed by laser surface alloying with WC powders. J. Manuf. Process. 2016, 24, 116–124. [Google Scholar] [CrossRef]
- Cui, W.; Li, W.; Chen, W.T.; Liou, F. Laser Metal Deposition of an AlCoCrFeNiTi0.5 High-Entropy Alloy Coating on a Ti6Al4V Substrate: Microstructure and Oxidation Behavior. Crystals 2020, 10, 638. [Google Scholar] [CrossRef]
- Zhu, Y.; Li, J.; Tian, X.; Wang, H.; Liu, D. Microstructure and mechanical properties of hybrid fabricated Ti-6.5 Al-3.5 Mo-1.5 Zr-0.3 Si titanium alloy by laser additive manufacturing. Mater. Sci. Eng. A 2014, 607, 427–434. [Google Scholar] [CrossRef]
- Kim, D.K.; Woo, W.; Kim, E.Y.; Choi, S.H. Microstructure and mechanical characteristics of multi-layered materials composed of 316L stainless steel and ferritic steel produced by direct energy deposition. J. Alloy. Compd. 2019, 774, 896–907. [Google Scholar] [CrossRef]
- Kim, H.; Liu, Z.; Cong, W.; Zhang, H.C. Tensile Fracture Behavior and Failure Mechanism of Additively-Manufactured AISI 4140 Low Alloy Steel by Laser Engineered Net Shaping. Materials 2017, 10, 1283. [Google Scholar] [CrossRef] [Green Version]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Soodi, M. Investigation of a novel functionally graded material for the repair of premium hypereutectoid rails using laser cladding technology. Compos. Part B Eng. 2017, 130, 174–191. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, S.; Zhang, C.H.; Wu, C.; Wang, J.; Chen, J.; Sun, Z. Microstructure evolution and EBSD analysis of a graded steel fabricated by laser additive manufacturing. Vacuum 2017, 141, 68–81. [Google Scholar] [CrossRef]
- Chen, J.Y.; Conlon, K.; Xue, L.; Rogge, R. Experimental study of residual stresses in laser clad AISI P20 tool steel on pre-hardened wrought P20 substrate. Mater. Sci. Eng. A 2010, 527, 7265–7273. [Google Scholar] [CrossRef] [Green Version]
- Liu, J.; Li, J.; Cheng, X.; Wang, H. Effect of dilution and macrosegregation on corrosion resistance of laser clad AerMet100 steel coating on 300M steel substrate. Surf. Coat. Technol. 2017, 325, 352–359. [Google Scholar] [CrossRef]
- Sun, G.; Zhou, R.; Lu, J.; Mazumder, J. Evaluation of defect density, microstructure, residual stress, elastic modulus, hardness and strength of laser-deposited AISI 4340 steel. Acta Mater. 2015, 84, 172–189. [Google Scholar] [CrossRef]
- Bambach, M.D.; Bambach, M.; Sviridov, A.; Weiss, S. New process chains involving additive manufacturing and metal forming-a chance for saving energy? Procedia Eng. 2017, 207, 1176–1181. [Google Scholar] [CrossRef]
- Juhasz, M.; Tiedemann, R.; Dumstorff, G.; Walker, J.; Du Plessis, A.; Conner, B.; MacDonald, E. Hybrid directed energy deposition for fabricating metal structures with embedded sensors. Addit. Manuf. 2020, 35, 101397. [Google Scholar] [CrossRef]
- Hassen, A.A.; Noakes, M.; Nandwana, P.; Kim, S.; Kunc, V.; Vaidya, U.; Nycz, A. Scaling Up metal additive manufacturing process to fabricate molds for composite manufacturing. Addit. Manuf. 2020, 32, 101093. [Google Scholar] [CrossRef]
- He, Y.; Wei, J.; Liu, J.; Wang, X.; Wang, Y.; He, L. Experimental study on the fabrication profile and mechanical properties by substrate-inclined angle using laser melting deposition (LMD) integrating with the substrate of stainless steel. Opt. Laser Technol. 2020, 125, 106038. [Google Scholar] [CrossRef]
- Shim, D.S.; Baek, G.Y.; Lee, E.M. Effect of substrate preheating by induction heater on direct energy deposition of aisi m4 powder. Mater. Sci. Eng. A 2017, 682, 550–562. [Google Scholar] [CrossRef]
- Li, X.P.; Roberts, M.; Liu, Y.J.; Kang, C.W.; Huang, H.; Sercombe, T.B. Effect of substrate temperature on the interface bond between support and substrate during selective laser melting of Al–Ni–Y–Co–La metallic glass. Mater. Des. (1980–2015) 2015, 65, 1–6. [Google Scholar] [CrossRef]
- Lai, Q.; Abrahams, R.; Yan, W.; Qiu, C.; Mutton, P.; Paradowska, A.; Fang, X.; Soodi, M.; Wu, X. Effects of preheating and carbon dilution on material characteristics of laser-cladded hypereutectoid rail steels. Mater. Sci. Eng. A 2018, 712, 548–563. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, J.; Zhao, Y.; Zhang, H. Microstructure and Microhardness of Laser Metal Deposition Shaping K465/Stellite-6 Laminated Material. Metals 2017, 7, 512. [Google Scholar] [CrossRef] [Green Version]
- Farahmand, P.; Kovacevic, R. An experimental–numerical investigation of heat distribution and stress field in single-and multi-track laser cladding by a high-power direct diode laser. Opt. Laser Technol. 2014, 63, 154–168. [Google Scholar] [CrossRef]
- Huang, Y.; Khamesee, M.B.; Toyserkani, E.A. Comprehensive analytical model for laser powder-fed additive manufacturing. Addit. Manuf. 2016, 12, 90–99. [Google Scholar] [CrossRef]
- Liu, H.; Hao, J.; Han, Z.; Yu, G.; He, X.; Yang, H. Microstructural evolution and bonding characteristic in multi-layer laser cladding of NiCoCr alloy on compacted graphite cast iron. J. Mater. Process. Technol. 2016, 232, 153–164. [Google Scholar] [CrossRef] [Green Version]
- Pham, M.S.; Dovgyy, B.; Hooper, P.A. Twinning induced plasticity in austenitic stainless steel 316L made by additive manufacturing. Mater. Sci. Eng. A 2017, 704, 102–111. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Cheng, X.; He, B.; Wang, H.; Huang, Z. Microstructure and mechanical properties of the austenitic stainless steel 316L fabricated by gas metal arc additive manufacturing. Mater. Sci. Eng. A 2017, 703, 567–577. [Google Scholar] [CrossRef]
- Rashid, R.R.; Abaspour, S.; Palanisamy, S.; Matthews, N.; Darguschcd, M.S. Metallurgical and geometrical characterisation of the 316L stainless steel clad deposited on a mild steel substrate. Surf. Coat. Technol. 2017, 327, 174–184. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepouhor, A.; Gerlich, A. Real-time monitoring and prediction of martensite formation and hardening depth during laser heat treatment. Surf. Coat. Technol. 2017, 315, 326–334. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Cheng, X.; Wang, H. Microstructures and tensile properties of laser cladded AerMet100 steel coating on 300 M steel. J. Mater. Sci. Technol. 2018, 34, 643–652. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N.; Thompson, S.M.; Denver, W.S. Effects of process time interval and heat treatment on the mechanical and microstructural properties of direct laser deposited 316L stainless steel. Mater. Sci. Eng. A 2015, 644, 171–183. [Google Scholar] [CrossRef]














© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Y.; Wang, Z.; Zhao, J.; He, Z.; Zhang, H. Comparison of Substrate Preheating on Mechanical and Microstructural Properties of Hybrid Specimens Fabricated by Laser Metal Deposition 316 L with Different Wrought Steel Substrate. Crystals 2020, 10, 891. https://doi.org/10.3390/cryst10100891
Zhao Y, Wang Z, Zhao J, He Z, Zhang H. Comparison of Substrate Preheating on Mechanical and Microstructural Properties of Hybrid Specimens Fabricated by Laser Metal Deposition 316 L with Different Wrought Steel Substrate. Crystals. 2020; 10(10):891. https://doi.org/10.3390/cryst10100891
Chicago/Turabian StyleZhao, Yuhui, Zhiguo Wang, Jibin Zhao, Zhenfeng He, and Hongwei Zhang. 2020. "Comparison of Substrate Preheating on Mechanical and Microstructural Properties of Hybrid Specimens Fabricated by Laser Metal Deposition 316 L with Different Wrought Steel Substrate" Crystals 10, no. 10: 891. https://doi.org/10.3390/cryst10100891
APA StyleZhao, Y., Wang, Z., Zhao, J., He, Z., & Zhang, H. (2020). Comparison of Substrate Preheating on Mechanical and Microstructural Properties of Hybrid Specimens Fabricated by Laser Metal Deposition 316 L with Different Wrought Steel Substrate. Crystals, 10(10), 891. https://doi.org/10.3390/cryst10100891