3.2. Phase and Morphology of MA Powder
Figure 2 shows the XRD patterns of the MA powder, obtained through the hydride process. As shown in
Figure 2, only diffraction peaks corresponding to HCP (α) and BCC (β) phases were identified. A maximum intensity peak of the BCC phase, along with a few other small peaks of the BCC phase, are visible in the pattern. Along the BCC phase, comparatively small peaks of α phase are also noticed. Therefore, it is evident from the XRD results that the MA powder has existence of both the phases. However, the higher intensity of the BCC phase shows that it is the dominating phase in MA powder.
Comparing the diffraction peaks of the MA powder and the individual elements, it can be deduced that the diffraction peaks corresponding to α and β are either associated with HCP and BCC solid solutions, respectively, or they could be broadened and overlapped peaks of initial powders. Therefore, it is complex to identify particular peaks associated with the elements. However, it is interesting to notice that the diffraction peaks are significantly broadened and their intensities are also significantly reduced compared to the initial powders, which can be attributed to the severe plastic deformation and fragmentation of powder particles during milling [
29]. Therefore, it is reasonable to mention that when fabricating the HEAs via the powder metallurgy process, it is not essential for the milling process to form a single BCC solid solution phase. It also shows that no significant oxide peaks were observed and confirmed the absence of any significant quantity of oxides.
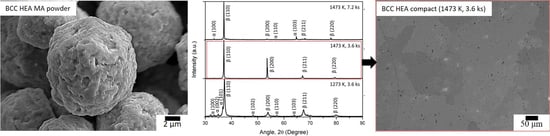
Figure 3 illustrates the morphology of the MA powder. Interestingly, irrespective of the shapes of the initial powder particles, the maximum volume of spherical shape is observed in the MA powder particles. The average particle size of spherical shaped power is approximately 10 μm.
3.3. Phase and Microstructure of Compacts Prepared from Pure Elemental Powders
Figure 4 shows the XRD patterns of the TiNbZrHfTa RHEA compacts developed from Ti, Nb, Zr, Hf, and Ta pure elemental powders at 1273 and 1473 K. It is clear from
Figure 4 that the compacts prepared from pure elemental powder exhibit multiple phases, which were confirmed as one HCP phase (α) and two BCC phases (β
1 and β
2). However, with an increase in sintering temperature and time, several minor peaks of the β
2 phase disappeared. The lattice parameters of both the compacts are shown in
Table 4.
The microstructure (BSE) of the TiNbZrHfTa compact obtained from pure elemental powders is shown in
Figure 5.
Figure 5a is the representative micrograph of the TiNbZrHfTa compact at low magnification, and
Figure 5b is the magnified image of the dark black region frequently observed in the microstructure matrix. From
Figure 5a,b, it is apparent that the TiNbZrHfTa compacts are basically composed of four distinct distinguishable areas, i.e., a light grey matrix, a “brighter” white area, a dark black region, and a dark grey region. To analyze the chemical compositions of these distinct regions, chemical composition analysis was carried out using SEM-EDX mapping (
Table 5). The bright white region is distinctly enriched in the Ta element. This qualitatively implies that the bright white area may be enriched in elements with abundant electrons. Simultaneously, significant compositional segregation of Zr and Hf in the dark grey matrix is also detected, indicating an incomplete alloying process. A large fraction of the dark black phase was detected as the Zr rich area, which remained undissolved in the microstructure matrix during the sintering process. On the other hand, the matrix region with a light grey appearance is a BCC solid solution, which is composed of an approximately equiatomic composition of the constituent elements. Therefore, it was observed that a chemically heterogeneous microstructure was achieved after the sintering of pure elemental powders, wherein the majority of the elements are either unalloyed or partially alloyed under the given conditions of the temperature and time (as shown in
Table 3). Therefore, it can be assumed that due to the large particle sizes of the initial powders, the solid solutions of the pure elements have extremely high melting points, such as Nb: 2741 K, Zr: 2125 K, Hf: 2495 K, and Ta: 3269 K, which requires sintering at a higher temperature for a prolonged time.
3.4. Phase and Microstructure of Compacts Prepared from the Hydride Process
Figure 6 shows the XRD patterns of the TiNbZrHfTa RHEA compacts prepared from the hydride process involving a mixture of TiH
2 powder with constituent elemental powders at different temperatures and time. It is clear from
Figure 6 that the compacts prepared at a lower temperature of 1273 K (3.6 ks) exhibit multiple phases, which were confirmed as α (HCP) and β (BCC) phases. However, with an increase in sintering temperature up to 1473 K (3.6 ks), approximately all the peaks of the α phase disappeared and diffraction peaks corresponding to the approximately single-phase β structure were observed. However, interestingly, increasing the sintering time up to 7.2 ks at 1473 K leads to the diffraction peaks of the α phase. Therefore, it can be assumed that with increasing holding time at high temperatures, α precipitation occurs. It is to be noted that the diffraction peaks related to oxides or hydrides were not observed. The lattice parameters of both the compacts are shown in
Table 6. The lattice parameters of the RHEA compacts were comparable to those reported in the literature [
12,
30], which show the feasibility of the hydride process to achieve equiatomic TiNbZrHfTa alloys with a BCC solid solution of constituent elements. It is worth noting that this RHEA system could be successfully achieved by MA followed by the SPS process (hydride process), and it could not be fabricated by the SPS process of pure elements only (without the milling).
Figure 7 illustrates the BSE micrographs, presenting the microstructure of the TiNbZrHfTa compacts prepared by the hydride process. The compact sintered at 1273 K for 3.6 ks has a grain size of about 3 μm and increases to ~500 μm after higher temperature sintering. Therefore, significant grain growth occurs with increasing temperature. It can be observed that at a low temperature of 1273 K (3.6 ks), a chemically heterogeneous microstructure was achieved wherein bright and dark areas can be distinguished from the grey matrix (
Figure 7a). To identify the chemical compositions of the matrix and inclusions, a semi-quantitative energy dispersive X-ray spectrometer (EDS) analysis was conducted (
Table 7). The spot EDS analysis results indicates that the chemical composition of the matrix of the compact, sintered at 1473 K for 3.6 ks, well matches the nominal composition of the equiatomic TiNbZrHfTa (
Table 2). However, at a lower temperature of 1273 K (3.6 ks), compared to the matrix phase, the bright and darker regions of Ta-rich and Hf-rich areas, respectively, were observed. Therefore, the EDS results with the XRD patterns combinedly indicate that the α phase is associated with the dark phase (Hf-Zr rich) whereas the β phase is majorly associated with the matrix with near equiatomic fractions of constituent elements. However, at a higher temperature (1473 K, 3.6 ks), a majorly grey phase can be seen, which can also be confirmed by XRD results showing a single β phase (
Figure 6). In addition, visible porosities were observed. It is worth mentioning that the TiNbZrHfTa alloy with a single β phase was obtained by the hydride process (
Figure 7b). All the constituent elements were equally distributed, forming the BCC phase. However, minor traces of Ta rich areas were noticed, and these traces were still present even after prolonged sintering at the same temperature (1473 K, 7.2 ks). In addition, in some areas, precipitation was noticed at the grain boundaries (
Figure 7c).
Figure 8 illustrates the TEM images and selected area diffraction (SAD) pattern of the TiNbZrHfTa compact prepared at 1473 K for 3.6 ks by the hydride method. The SAD pattern of the matrix is centered along with the [012]
bcc beam direction, which represents a BCC structure. However, fine particles were seldom noticed in the microstructure matrix, which might indicate that fine Ta rich regions are present in the compact. Therefore, it can be deduced that at a certain sintering condition, i.e., 1473 K for 3.6 ks, a bcc phase was achieved for the hydride-based PM processed TiNbZrHfTa alloy, which starts to dissociate after sintering for a prolonged time.
To achieve a homogeneous microstructure, the BCC stabilized compact of TiNbZrHfTa RHEA, sintered at 1473 K (3.6 ks), was heat-treated in an ultra-high vacuum furnace (UlVAC MILA 5000). The heat treatment was carried out at different temperatures and times, i.e., 1273 K for 86.4 ks (
Figure 9a), 1473 K for 86.4 ks (
Figure 9b), and 1623 K for 0.6 ks (
Figure 9c). Despite the heat treatments at higher temperatures for a prolonged time, element segregation was noted in the matrix. The elemental segregation during heat treatment is consistent with the results obtained during prolonged sintering (
Figure 7c) wherein fine precipitates of Hf-Zr rich areas were noticed. The chemical analysis data are provided separately in the
supplementary file (Figure S1 (Supplementary Materials)). These results are not consistent with the equiatomic TiNbZrHfTa RHEA fabricated by ingot metallurgy wherein phase decompositions are usually reported during annealing below 1273 K and at a temperature above 1273 K, a single bcc phase is usually observed [
12,
20,
31,
32,
33]. The chemical composition and presence of fine elements may have a significant influence on the phase stability during heat treatments of the TiNbZrHfTa compact prepared by the powder metallurgy process; however, this is a task for further investigations.
The average Vickers microhardness values for the as-fabricated and heat-treated compacts of the TiNbZrHfTa RHEAs are shown in
Figure 10. It is clear that the microhardness of the as-fabricated TiNbZrHfTa RHEA gradually increases with the increasing sintering temperature and/or time. Based on the microstructure characterization above, the improved microhardness of the as-sintered compacts is probably attributed to the homogeneous microstructure, which can be evidenced by standard deviation from the average hardness value, e.g., the specimen fabricated at 1473 K for 3.6 ks. However, holding for a prolonged time leads to the nucleation of fine precipitates of the Hf-Zr phase. Therefore, among the as-fabricated alloy compacts, the compact fabricated at 1473 K (7.2 ks) exhibited the highest hardness with a wide standard deviation. However, after annealing, the hardness of the TiNbZrHfTa alloy compacts was increased depending on the heat treatment conditions. In general, it is well-known that the mechanical properties of materials are basically influenced by various strengthening mechanisms, such as precipitate, solid solution, grain boundary, dislocations, etc. Based on the rule of mixtures guidelines [
30], the microhardness of the equiatomic TiNbZrHfTa RHEA can be roughly calculated to be Hv 119. However, for the present alloy fabricated by the hydride process, the microhardness does not follow the rule of mixtures. The significantly higher microhardness of the present alloy has likely originated from the combined effect of solid solution strengthening, and the presence of different phases and/or fine precipitates (depending on the fabrication temperature/time). Similar results of higher hardness were also reported in the literature [
30,
31,
34,
35,
36].


 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}