Unseeded Crystal Growth of (100)-Oriented Grain-Boundary-Free Si Thin-Film by a Single Scan of the CW-Laser Lateral Crystallization of a-Si on Insulator



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
1.1. Necessity for Laser Crystallization
1.2. Comparison Between Continuous-Wave (CW)-Laser Lateral Crystallization (CLC) and Pulse Excimer Laser Annealing (ELA)
2. Experimental
2.1. A New CW-Laser Lateral Crystallization (CLC) with a Highly Top-Flat Line Beam
2.2. Sample Preparation and Characterization
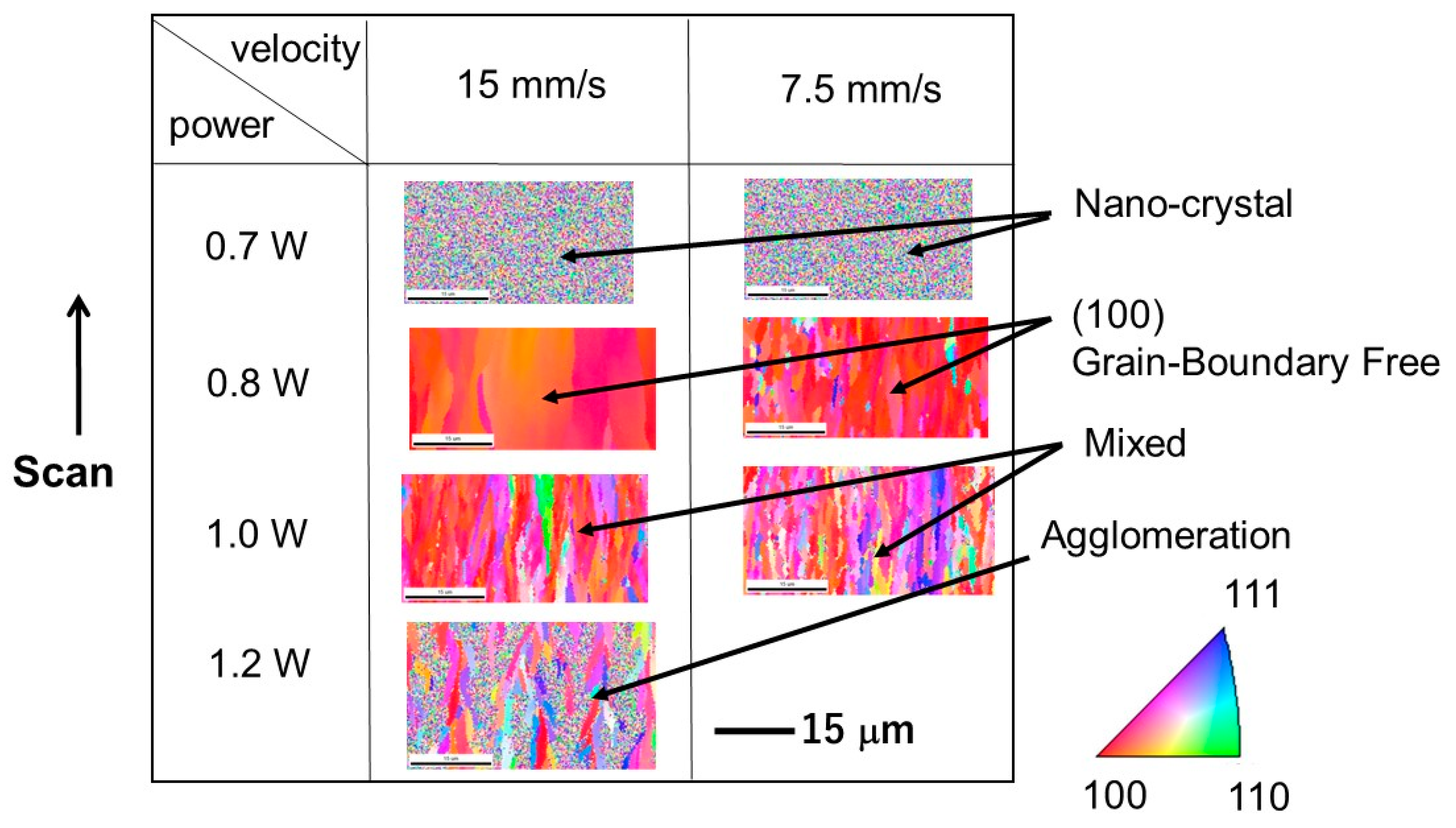
3. Laser Power Dependence of the Crystallographic Textures of the Crystallized Films
4. Crystal Growth Model as a Function of the Laser Power
5. Global Texture Throughout the Melted Width
6. Effect of Scan Velocity on the (100) Texture
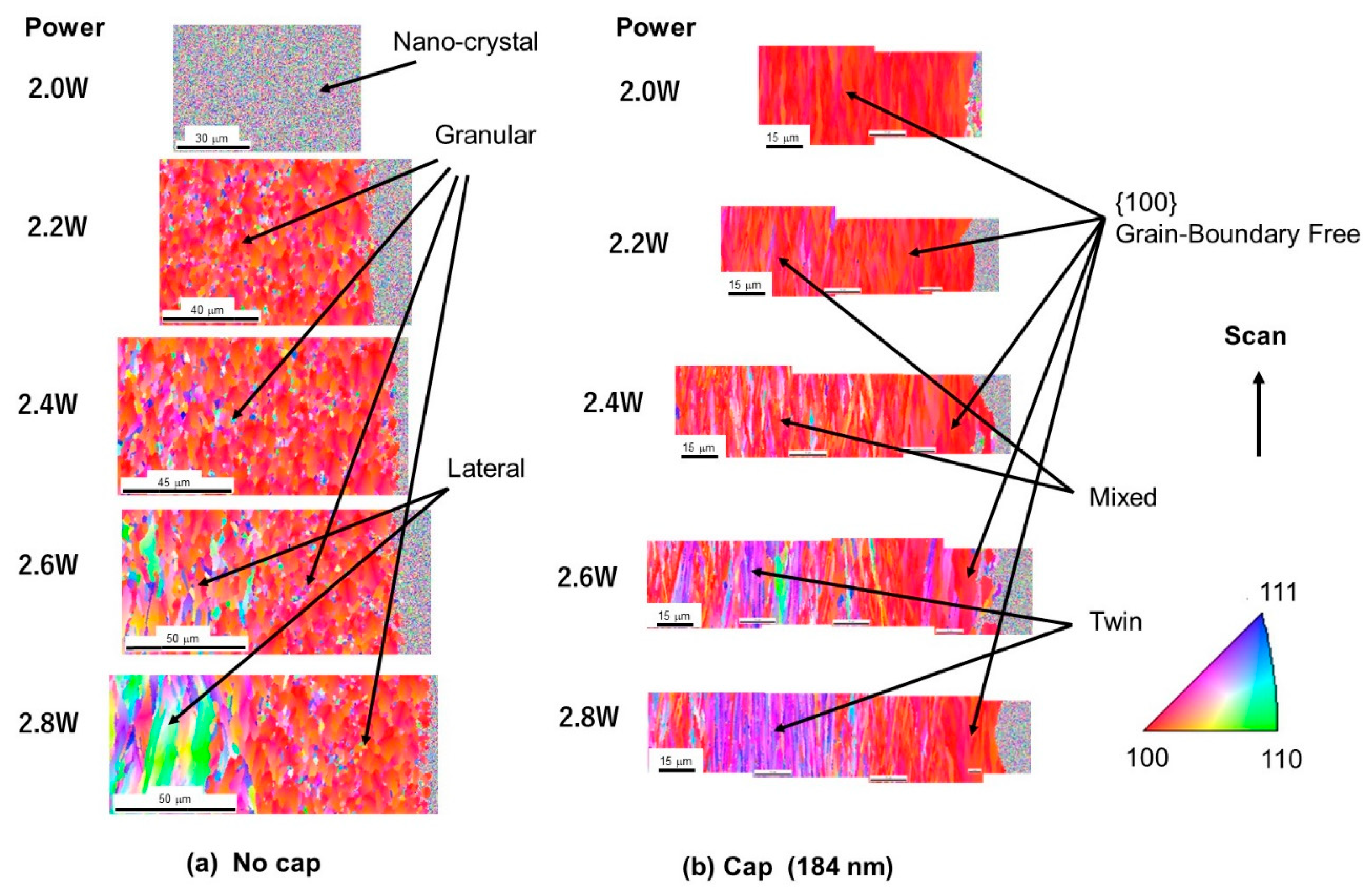
7. Cap Effect to Produce the {100} Texture
8. Multiple Overlapped Scan Effect on the {100} Texture
9. Discussion
10. Conclusions
- Simple but highly uniform top-flat line beam.
- SiO2 cap.
- Low laser power density in the vicinity of the lateral growth threshold.
- Single scan crystallization.
Author Contributions
Funding
Conflicts of Interest
References
- Sasaki, N. Feasibility of 3D untegration. Eur. Trans. Telecommun. Related Tech. 1990, 1, 137. [Google Scholar] [CrossRef]
- Batude, P. 3D Sequential integration. In Proceedings of the IEEE IEDM, Washington, DC, USA, 7−11 December 2019. [Google Scholar]
- Wager, J.F. Oxide TFTs: A progress report. Inf. Disp. 2016, 32, 16. [Google Scholar] [CrossRef]
- Facchetti, A.; Hsiao, C.-C.; Huitema, E.; Inagaki, P. Enabling wearable and other novel applications through flexible TFTs. Inf. Disp. 2016, 32, 6. [Google Scholar] [CrossRef]
- Sasaki, N.; Kawamura, S.; Iwai, T.; Mukai, R.; Nakano, M.; Takagi, M. 3-dimensional IC’s Fabricated by using Ar+ Laser Recrystallization. In Proceedings of the 15th Conf. Solid State Devices and Materials, Late News, A-3-7LN, Tokyo, Japan, 30 August–1 September 1983; Kawamura, S., Sasaki, N., Iwai, T., Mukai, R., Nakano, M., Takagi, M., Eds.; IEEE IEDM: Washington, DC, USA, 5–7 December 1983; p. 364. [Google Scholar]
- Sasaki, N.; Togei, R. Effect of silicon film thickness on thershold voltage of SOS-MOSFETs. Solid-St. Electron. 1979, 22, 417. [Google Scholar] [CrossRef]
- Hara, A.; Takeuchi, F.; Sasaki, N. Mobility Enhancement limit of excimer-laser-crystallized polycrystalline silicon thin film transistors. J. Appl. Phys. 2002, 91, 708. [Google Scholar] [CrossRef]
- Sasaki, N. Change of Si-SiO2 interface charge by BT treatment. Jpn. J. Appl. Phys. 1973, 12, 1458. [Google Scholar] [CrossRef]
- Colman, B.; Bate, R.T.; Mize, J.P. Mobility anisotropy and piezoresistance in silicon p-type inversion layers. J. Appl. Phys. 1968, 39, 1923. [Google Scholar] [CrossRef]
- Sato, T.; Takeishi, Y.; Hara, H. Mobility anisotropy of electrons in inversion layers on oidized silicon surfaces. Phys. Rev. 1971, 4, 1950. [Google Scholar] [CrossRef]
- Geis, M.W.; Smith, H.I.; Tsaur, B.Y.; Fan, J.C.C.; Silversmith, D.J.; Mountain, R.W. Zone-melting recrystallization of Si films with a movable-strip-heater oven. J. Electrochem. Soc. 1982, 129, 2812. [Google Scholar] [CrossRef]
- Tsaur, B.-Y.; Fan, J.C.C.; Geis, M.W.; Silversmith, D.J.; Mountain, R.W. Effects of subgrain boundaries on carrier transport in zone-melting-recrystallized Si films on SiO2-coated Si substrates. IEEE Elec. Dev. Lett. 1982, EDL-3, 79. [Google Scholar] [CrossRef]
- Geis, M.W.; Smith, H.I.; Silversmith, D.J.; Mountain, R.W.; Thompson, C.V. Solidification-front modulation to entrain subboundaries in zone-melting recrystallization of Si on SiO2. J. Electrochem. Soc. 1983, 130, 1178. [Google Scholar] [CrossRef]
- Pfeiffer, L.; Paine, S.; Gilmer, G.H.; van Saarloos, W.; West, K.W. Pattern formation resulting from faceted growth in zone-melted thin films. Phys. Rev. Lett. 1985, 54, 1944. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, C.K.; Geis, M.W.; Finn, M.C.; Tsaur, B.Y. New capping technique for zone-melting recrystallization of silicon-on-insulator films. B.-Y. Appl. Phys. Lett. 1986, 48, 1300. [Google Scholar] [CrossRef]
- Geis, M.W.; Smith, H.I.; Chen, C.K. Characterization and entrainment of subboundaries and defect trails in zone-melting recrystallized Si films. J. Appl. Phys. 1986, 60, 1152. [Google Scholar] [CrossRef]
- Pfeiffer, L.; Gelman, A.E.; Jackson, K.A.; West, K.W.; Batstone, J.L. Subboundary-free zone-melt recrystallization of thin film silicon. Appl. Phys. Lett. 1987, 51, 1256. [Google Scholar] [CrossRef]
- Miaoulis, I.N.; Wong, P.Y.; Lipman, J.D.; Im, J.S. Thermal modeling of zone-melting-recrystallization processsing of silicon-on-insulator film structures. J. Appl. Phys. 1991, 69, 7273. [Google Scholar] [CrossRef]
- Sasaki, N.; Hara, A.; Takeuchi, F.; Mishima, Y.; Kakehi, T.; Yoshino, K.; Takei, M. High Throughput CW-Laser Lateral Crystallization for Low-Temperature Poly-Si TFTs and Fabrication of 16 Bit SRAMs and 270 MHz Shift Registers; SID: Boston, MA, USA, 2002; p. 154. [Google Scholar]
- Valletta, A.; Gaucci, P.; Mariucci, L.; Fortunato, G.; Brotherton, S.D. Kink effect in short-channel polycrystalline silicon thin-film transistors. Appl. Phys. Lett. 2004, 85, 3113. [Google Scholar] [CrossRef]
- Cunningham, K.L. A Process for using oxide TFTs over LTPS TFTs for OLED-TV manufacturing. Inf. Disp. 2015, 31, 28. [Google Scholar] [CrossRef]
- Hara, A.; Takei, M.; Takeuchi, F.; Suga, K.; Yoshino, K.; Chida, M.; Kakehi, T.; Ebiko, Y.; Sano, Y.; Sasaki, N. High performance low temperature polycrystalline silicon thin film transistors on non-alkaline glass produced using diode pumped solid state continuous wave laser lateral crystallization. Jpn. J. Appl. Phys. 2004, 43, 1269. [Google Scholar] [CrossRef]
- Matsumura, M.; Hatano, M.; Kaitoh, T.; Ohkura, M. Subthreshold properties of TFTs with laser-crystallized laterally grown polysilicon layers. IEEE Electron Device Lett. 2006, 27, 278. [Google Scholar] [CrossRef]
- Chou, C.-H.; Lee, I.-C.; Yang, P.-Y.; Hu, M.-J.; Wang, C.-L.; Wu, C.-Y.; Chien, Y.-S.; Wang, K.-Y.; Cheng, H.-C. Effects of crystallization mechanism on the electrical characteristics of green continuous-wave-laser-crystallized polycrystalline silicon thin film transistors. Appl. Phys. Lett. 2013, 103, 053515. [Google Scholar] [CrossRef]
- Jin, S.; Choe, Y.; Lee, S.; Kim, T.-W.; Mativenga, M.; Jang, J. Lateral grain growth of amorphous silicon films with wide thickness range by Blie laser annealing and application to high performance poly-Si TFTs. J. IEEE Electron Dev. Lett. 2016, 37, 291. [Google Scholar] [CrossRef]
- Stultz, T.J.; Gibbons, J.F. The use of beam shaping to achieve large-grain CW laser-recrystallized polysilicon on amorphous substrate. Appl. Phys. Lett. 1981, 39, 498. [Google Scholar] [CrossRef]
- Kawamura, S.; Sakurai, J.; Nakano, M.; Takagi, M. Recrystallization of Si on amorphous substrates by doughnut-shaped CW Ar laser beam. Appl. Phys. Lett. 1982, 40, 394. [Google Scholar] [CrossRef]
- Sasaki, N.; Mukai, R.; Izawa, T.; Nakano, M.; Takagi, M. Melt-width enhancement in the recrystallization of polycrystalline silicon-on-insulator by twin-laser-beam-induced substrate interheating. Appl. Phys. Lett. 1984, 45, 1098. [Google Scholar] [CrossRef]
- Yeh, W.; Yamazaki, S.; Ishimoto, A.; Morito, S. Single-grain growth in Si film by chevron-shaped CW laser beam scanning. Appl. Phys. Express 2016, 9, 025503. [Google Scholar] [CrossRef]
- Colinge, J.P.; Demoulin, E.; Bensahel, D.; Auvert, G. Use of selective annealing for growing very large grain silicon on insulator films. Appl. Phys. Lett. 1982, 41, 346. [Google Scholar] [CrossRef]
- Sugahara, K.; Kusunoki, S.; Inoue, Y.; Nishimura, T.; Akasaka, Y. Orientation control of the silicon film on insulattor by laser recrystallization. J. Appl. Phys. 1987, 62, 4178. [Google Scholar] [CrossRef]
- Biegelson, D.K.; Johnson, N.M.; Bartelink, D.J.; Moyer, M.D. Laser-induced crystallization of silicon islamds on amorphous substrates: Multilayer Structures. Appl. Phys. Lett. 1981, 38, 150. [Google Scholar] [CrossRef]
- Mukai, R.; Sasaki, N.; Iwai, T.; Kawamura, S.; Nakano, M. Single crystalline Si islands on an amorphous insulating layer recrystallized by an indirect laser heating technique for three-dimensional integrated circuits. Appl. Phys. Lett. 1984, 44, 994. [Google Scholar] [CrossRef]
- Mukai, R.; Sasaki, N.; Nakano, M. Study of the laser-recrystllized film with a control of grain boundary location by using surrounding antireflection cap method. J. Electron. Mater. 1986, 15, 339. [Google Scholar] [CrossRef]
- Kawamura, S.; Sasaki, N.; Nakano, M.; Takagi, M. Laser recrystallization of si over sio2 with a heat-sink structure. J. Appl. Phys. 1984, 55, 1607. [Google Scholar] [CrossRef]
- Yeh, W.; Shirakawa, T.; Pham, A.H.; Morito, S. Lateral growth of a twin-free si stripe longer than 1 mm as a result of rotation suppression. Jpn. J. Appl. Phys. 2019, 58, SBBJ06. [Google Scholar] [CrossRef]
- Kühnapfel, S.; Nickel, N.H.; Gall, S.; Klaus, M.; Genzel, C.; Rech, B.; Amkreutz, D. Preferentiall {100} Grain orientation in 10 microeter-thick laser crystallized multicrystalline silicon on glass. Thin Solid Films 2015, 576, 68. [Google Scholar] [CrossRef]
- Kühnapfel, S.; Gall, S.; Klaus, M.; Rech, B.; Amkreutz, D. Towards monocrystalline silicon thin films grown on glass by liquid phase crystallization. Solar Energy Mater. Solar Cells 2015, 140, 86. [Google Scholar] [CrossRef]
- Gosain, D.P.; Machida, A.; Fujino, T.; Hitsuda, Y.; Nakano, K.; Sato, J. Formation of (100)-textured Si film using an excimer laser on a glass substrate. Jpn. J. Appl. Phys. 2003, 42, L135. [Google Scholar] [CrossRef]
- He, M.; Ishihara, R.; Metselaar, W.; Beenakker, K. <100>-Textured self-assembled square-shaped polycrystalline silicon grains by multiple shot excimer laser crystallization. J. Appl. Phys. 2006, 100, 083103. [Google Scholar] [CrossRef] [Green Version]
- Weizman, M.; Klimm, C.; Nickel, N.H.; Rech, B. Origin of preferential grain orientation in excimer laser-induced crystallization of silicon thin films. Appl. Phys. Lett. 2012, 100, 161906. [Google Scholar] [CrossRef]
- Im, J.S.; Chahal, M.; van der Wilt, P.C.; Chung, U.J.; Ganot, G.S.; Chitu, A.M.; Kobayashi, N.; Ohmori, K.; Limanov, A.B. Mixed-phase solidification of thin si films on SiO2. J. Cryst. Growth 2010, 312, 2775. [Google Scholar] [CrossRef]
- Jin, S.; Hong, S.; Mativenga, M.; Kim, B.; Shin, H.H.; Park, J.K.; Kim, T.-W.; Jang, J. Low temperature polycrystalline silicon with single orientation on glass by blue laser annealing. Thin Solid Films 2016, 616, 838. [Google Scholar] [CrossRef]
- Sasaki, N.; Nieda, Y.; Hishitani, D.; Uraoka, Y. Growth of Highly-Oriented LTPS Films by CW Laser Lateral Crystalliation; SID: San Francisco, CA, USA, 22–27 May 2016; p. 1317. [Google Scholar]
- Kuroki, S.-I.; Kawasaki, Y.; Fujii, S.; Kotani, K.; Ito, T. Seed-free fabrication of highly bi-axially oriented poly=Si thin films by continuous-wave laser crystallization with double-line beams. J. Electrochem. Soc. 2011, 158, H924. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Hiraiwa, M.; Kuroki, S.-I. Ultrahigh-performance (100)-oriented polycrystalline silicon thin-film transistors and their microscopic crystal structures. Appl. Phys. Express 2017, 10, 056501. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Hiraiwa, M.; Koganezawa, T.; Yasuno, S.; Kuroki, S.-I. Formation of (100)-oriented large polycrystalline silicon thin films with multiline beam continuous-wave laser lateral crystallization. Jpn. J. Appl. Phys. 2018, 57, 031302. [Google Scholar] [CrossRef]
- Nguyen, T.T.; Kuroki, S.-I. Dependence of thin film transistor characteristics on low-angle grain boundaries of (100)-oriented polycrystalline silicon thin films. Jpn. J. Appl. Phys. 2019, 58, SBBJ08. [Google Scholar] [CrossRef]
- Sasaki, N.; Nieda, Y.; Hishitani, D.; Uraoka, Y. Power dependence of orientation in low-temperature poly-Si lateral grains crystallized by a continuous-wave laser scan. Thin Solid Films 2017, 631, 112. [Google Scholar] [CrossRef]
- Sasaki, N.; Arif, M.; Uraoka, Y. Folded Pixel Circuits Design in Grain-Boundary Free (100) Oriented Ltps Stripes Fabricated by Selective Cw-Laser Lateral Crystallization; SID: Los Angeles, CA, USA, 20–25 May 2018; p. 755. [Google Scholar]
- Sasaki, N.; Arif, M.; Uraoka, Y. Effect of Laser Power on the Surface Texture Transition of the Thin Si-Films from Grain-Boundary Free (100) to Twinned (211) in CW Laser Laeral Crystallization; Int. Conf. Solid State Devices and Materials: Tokyo, Japan, 2018; N-2-02. [Google Scholar]
- Sasaki, N.; Arif, M.; Uraoka, Y. Characterization of the Grain-Boundary Free (100) Si Thin-Films Obtained by CW-Laser-Lateral Crystallization at Room Temperature in Air; IEEE EDTM: Singapore, 12–15 March 2019; ID160. [Google Scholar]
- Sasaki, N.; Arif, M.; Uraoka, Y. Transition mechanism of the Thin Si-films obtained by the CW laser lateral crystallization from the grain-boundary free highly {100} oriented crystal to the twinned {211} crystal depending on the lase power. Jpn. J. Appl. Phys. 2019, 58, SBBJ02. [Google Scholar] [CrossRef]
- Sasaki, N.; Arif, M.; Uraoka, Y. Effect of surface tension on crystal growth of Si thin films by a continuous-wave laser lateral crystallization. Appl. Phys. Express 2019, 12, 055508. [Google Scholar] [CrossRef]
- Kaneko, H. Tetsu-to-Hagane. Structure of Grain Boundary. Iron Steel 1970, 56, 622. (In Japanese) [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J. Grain Boundaries. Theory of Dislocations, 2nd ed.; Krieger Pub. Co.: Malabar, FL, USA, 1982; p. 697. [Google Scholar]
- Kolmogorov, A.N. On the “geometrical selection” of crystals. Dokl. Acad. Nauk SSSR 1949, 65, 681. [Google Scholar]
- Gilmer, G.H. Ising model simulations of impurity trapping in silicon. Mater. Res. Soc. Symp. Proc. 1983, 13, 249. [Google Scholar] [CrossRef]
- Csepregi, L.; Kennedy, E.F.; Mayer, J.W. Substrate-orientation dependence of the epitaxial regrowth rate from Si-implanted amorphous Si. J. Appl. Phys. 1978, 49, 3906. [Google Scholar] [CrossRef]
- Ho, K.T.; Suni, I.; Nicolet, M.-A. Substrate orientation dependence of enhanced epitaxial regrowth of silicon. J. Appl. Phys. 1984, 56, 1207. [Google Scholar] [CrossRef] [Green Version]





















© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sasaki, N.; Arif, M.; Uraoka, Y.; Gotoh, J.; Sugimoto, S. Unseeded Crystal Growth of (100)-Oriented Grain-Boundary-Free Si Thin-Film by a Single Scan of the CW-Laser Lateral Crystallization of a-Si on Insulator. Crystals 2020, 10, 405. https://doi.org/10.3390/cryst10050405
Sasaki N, Arif M, Uraoka Y, Gotoh J, Sugimoto S. Unseeded Crystal Growth of (100)-Oriented Grain-Boundary-Free Si Thin-Film by a Single Scan of the CW-Laser Lateral Crystallization of a-Si on Insulator. Crystals. 2020; 10(5):405. https://doi.org/10.3390/cryst10050405
Chicago/Turabian StyleSasaki, Nobuo, Muhammad Arif, Yukiharu Uraoka, Jun Gotoh, and Shigeto Sugimoto. 2020. "Unseeded Crystal Growth of (100)-Oriented Grain-Boundary-Free Si Thin-Film by a Single Scan of the CW-Laser Lateral Crystallization of a-Si on Insulator" Crystals 10, no. 5: 405. https://doi.org/10.3390/cryst10050405
APA StyleSasaki, N., Arif, M., Uraoka, Y., Gotoh, J., & Sugimoto, S. (2020). Unseeded Crystal Growth of (100)-Oriented Grain-Boundary-Free Si Thin-Film by a Single Scan of the CW-Laser Lateral Crystallization of a-Si on Insulator. Crystals, 10(5), 405. https://doi.org/10.3390/cryst10050405