
Numerical Investigation of Plastic Strain Homogeneity during Equal-Channel Angular Pressing of a Cu-Zr Alloy


 and
and
Abstract
:1. Introduction
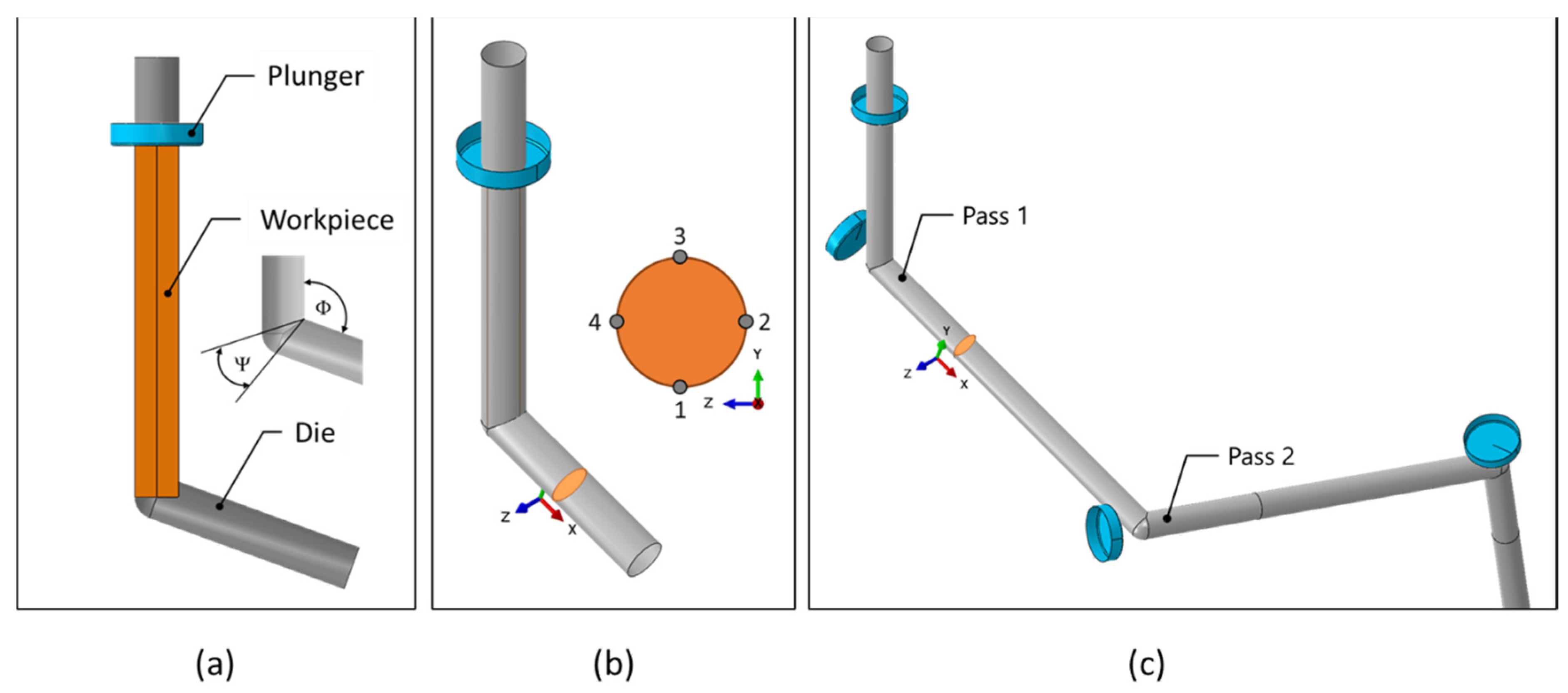
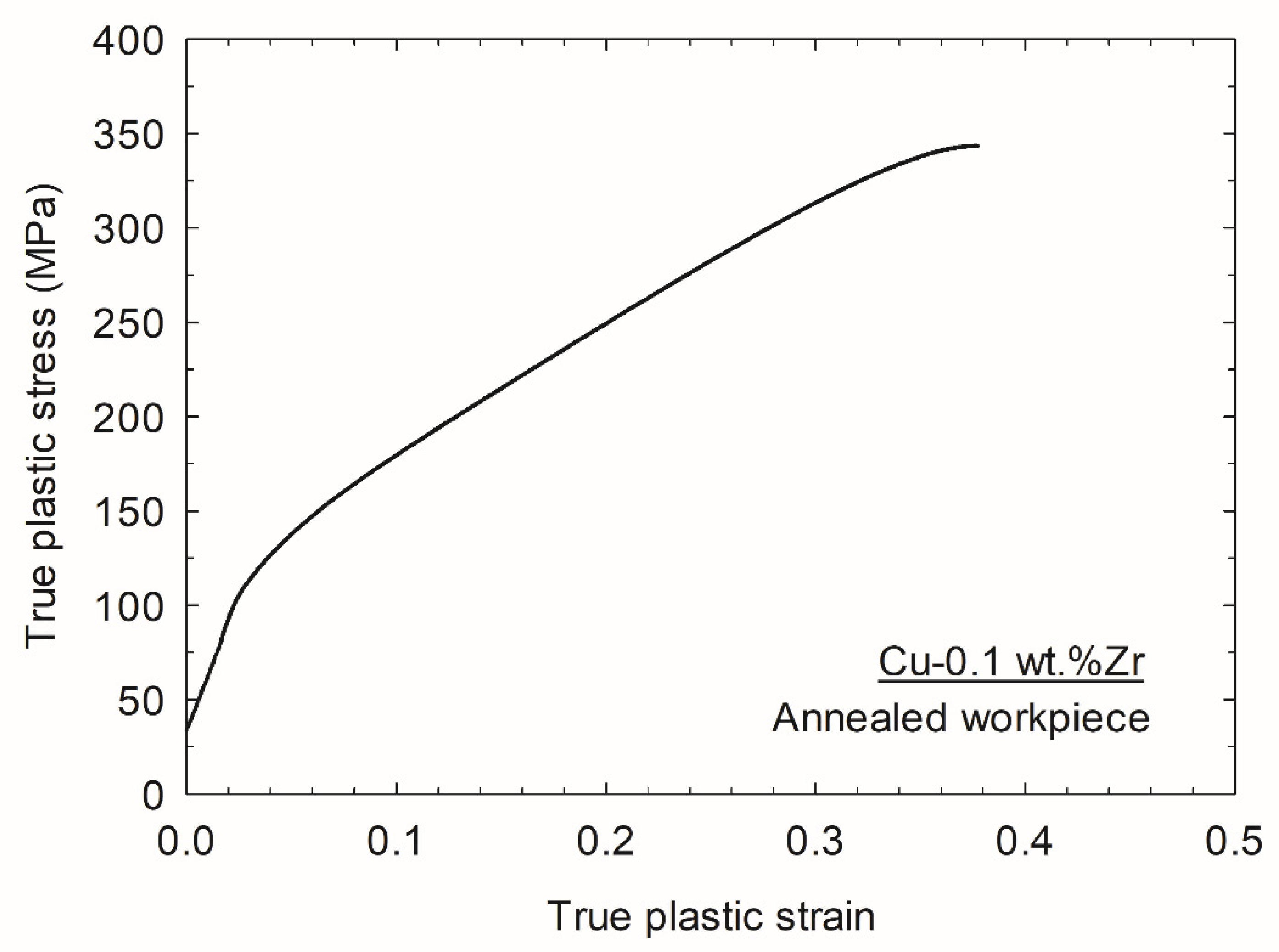
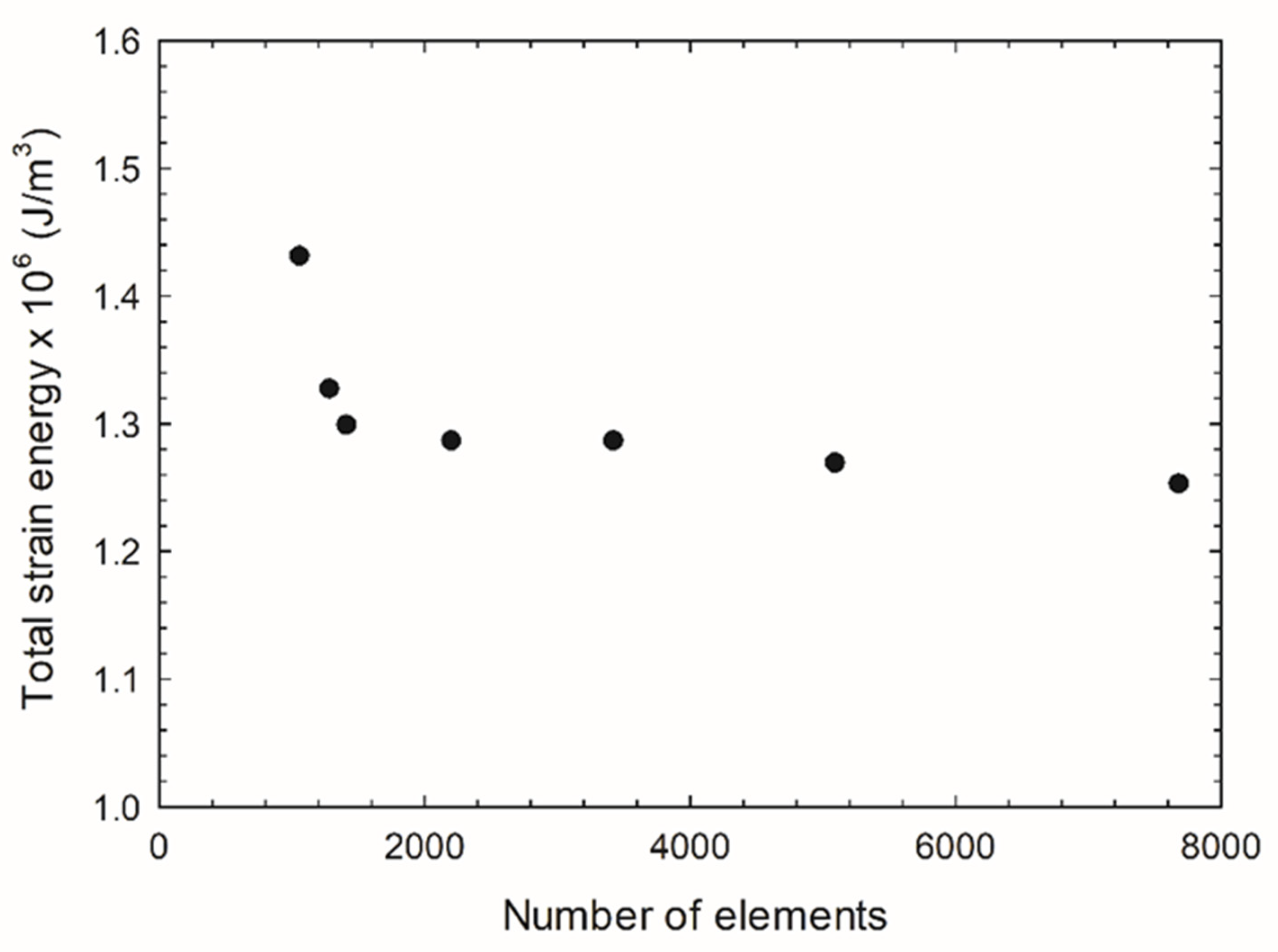
2. The Principles of Finite Element Simulations
3. Results and Discussion
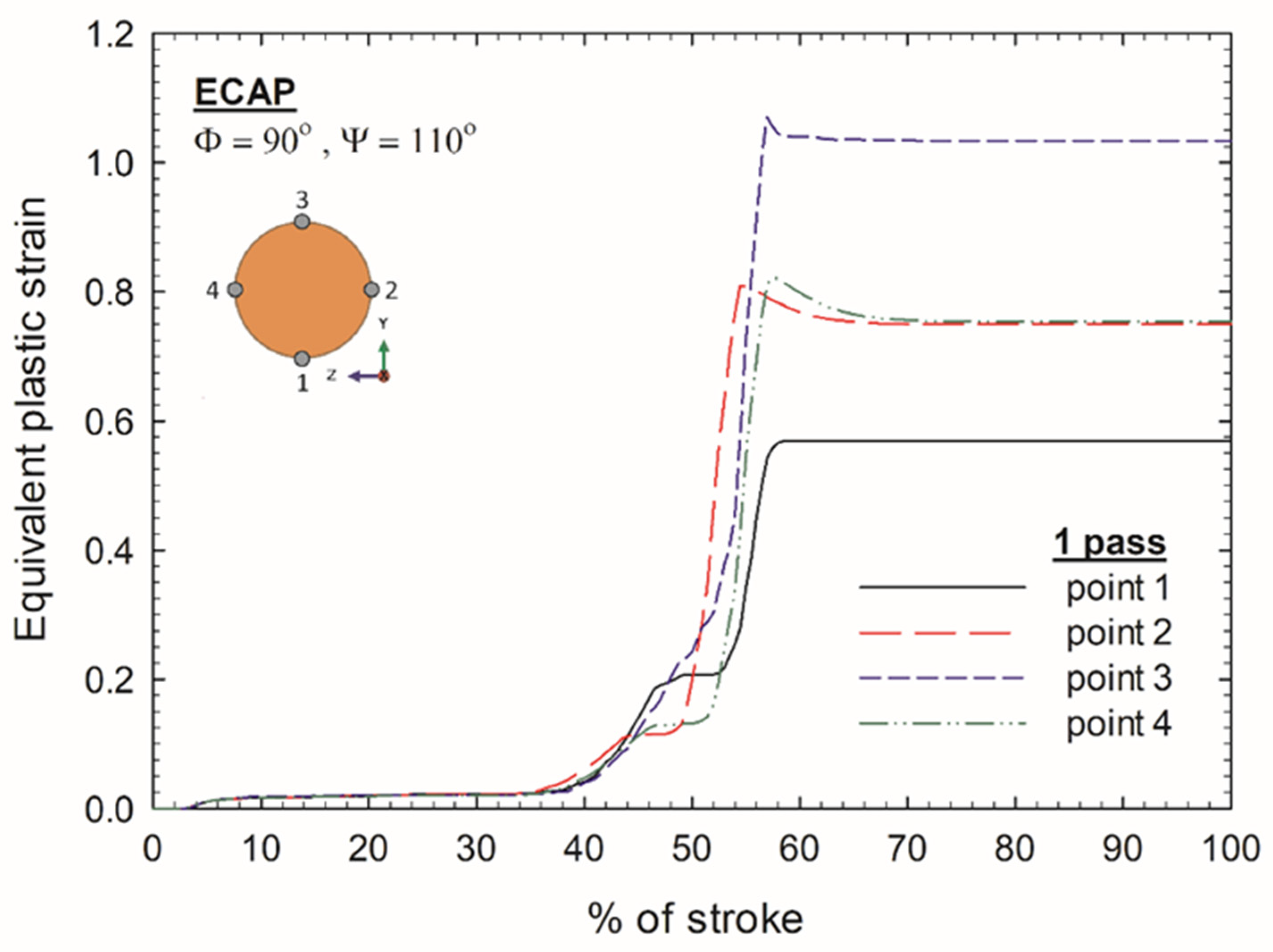
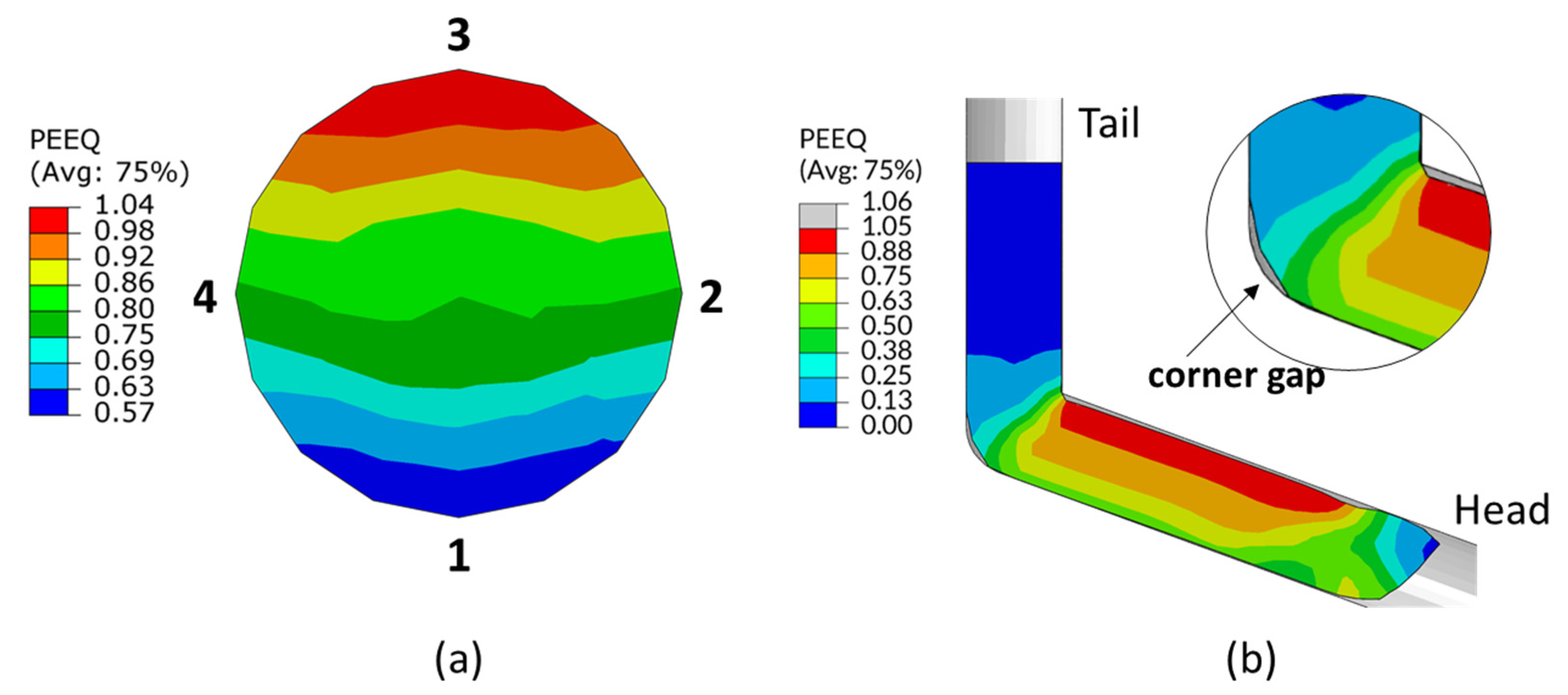
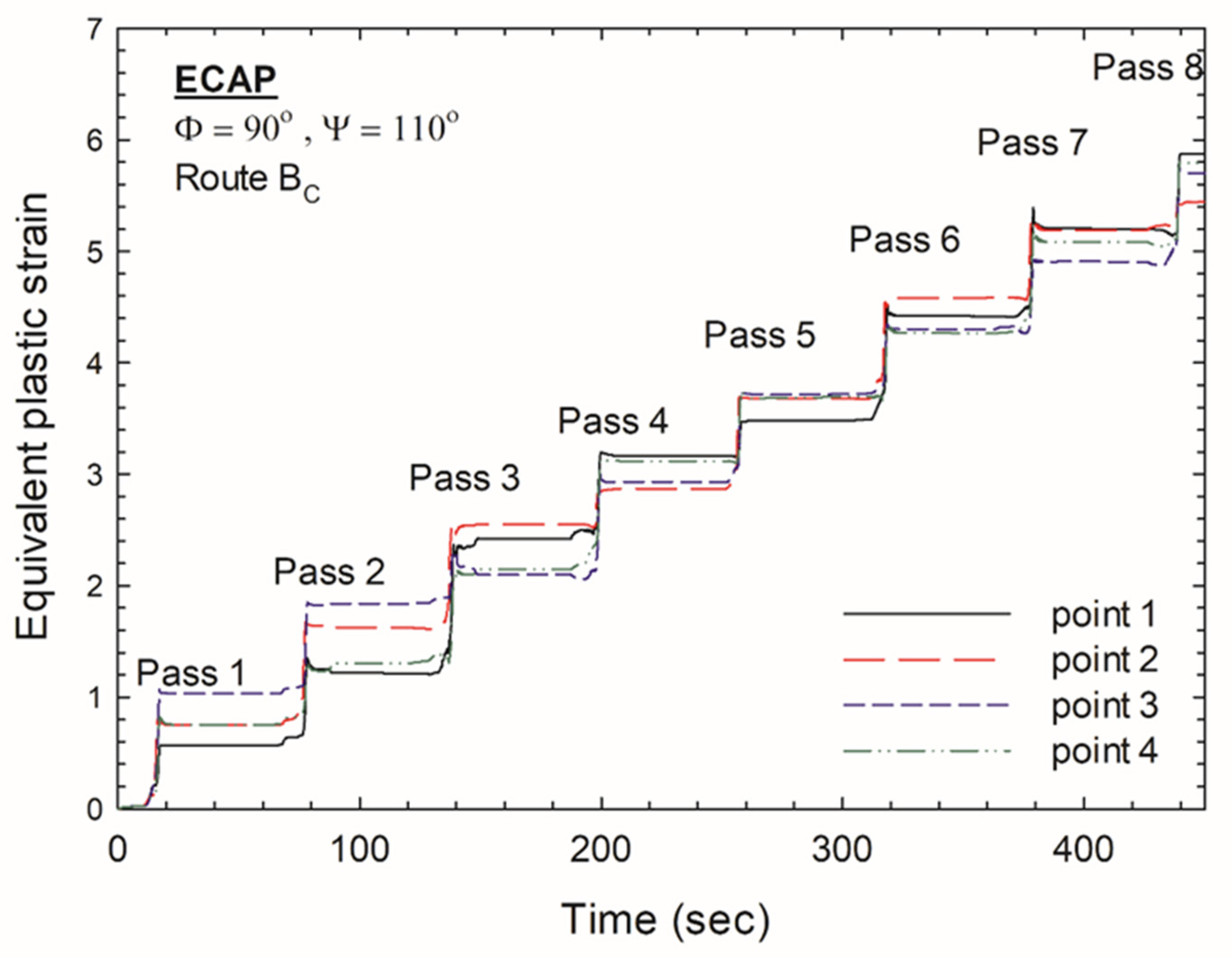
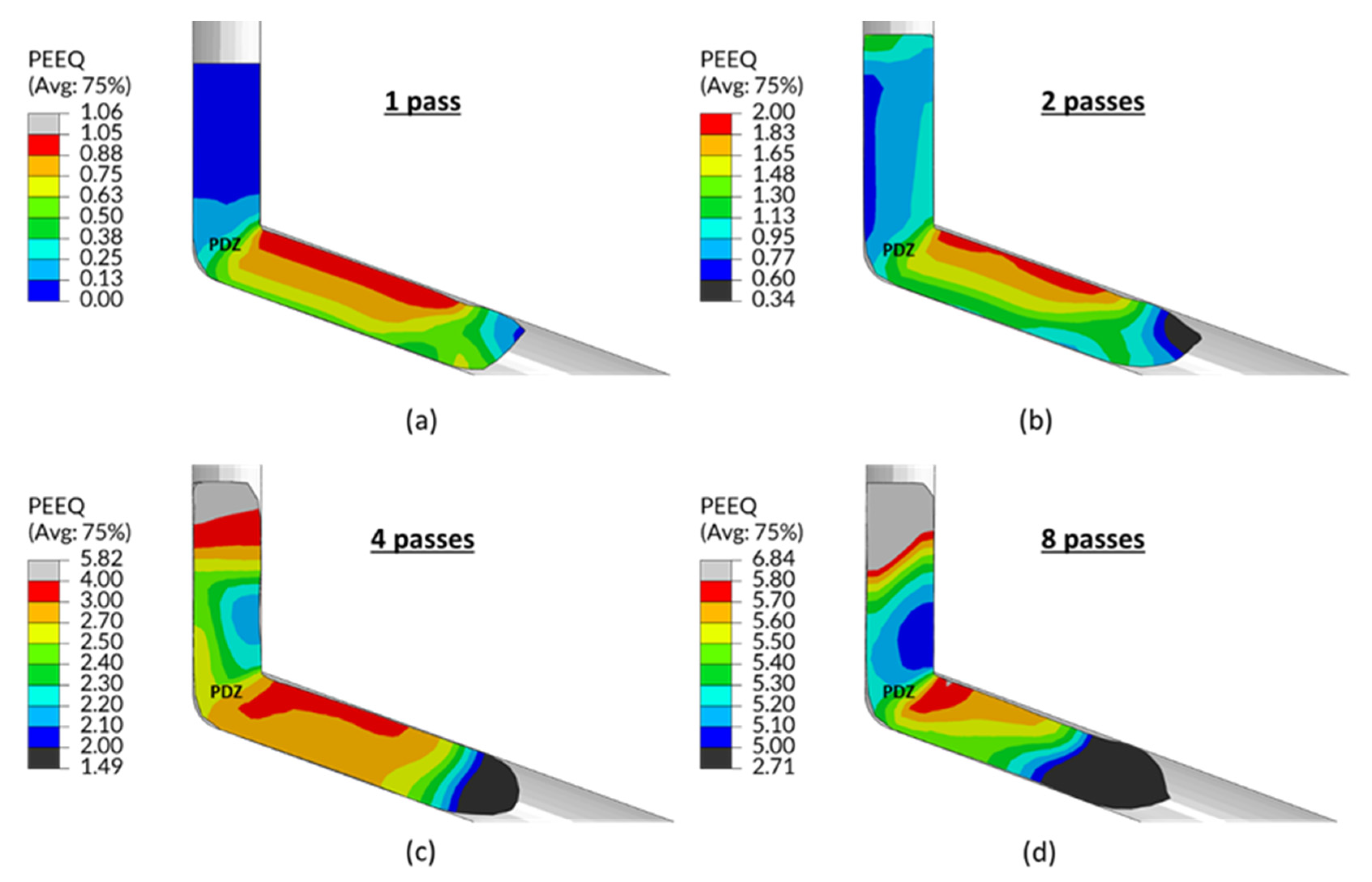
3.1. Equivalent Plastic Strain
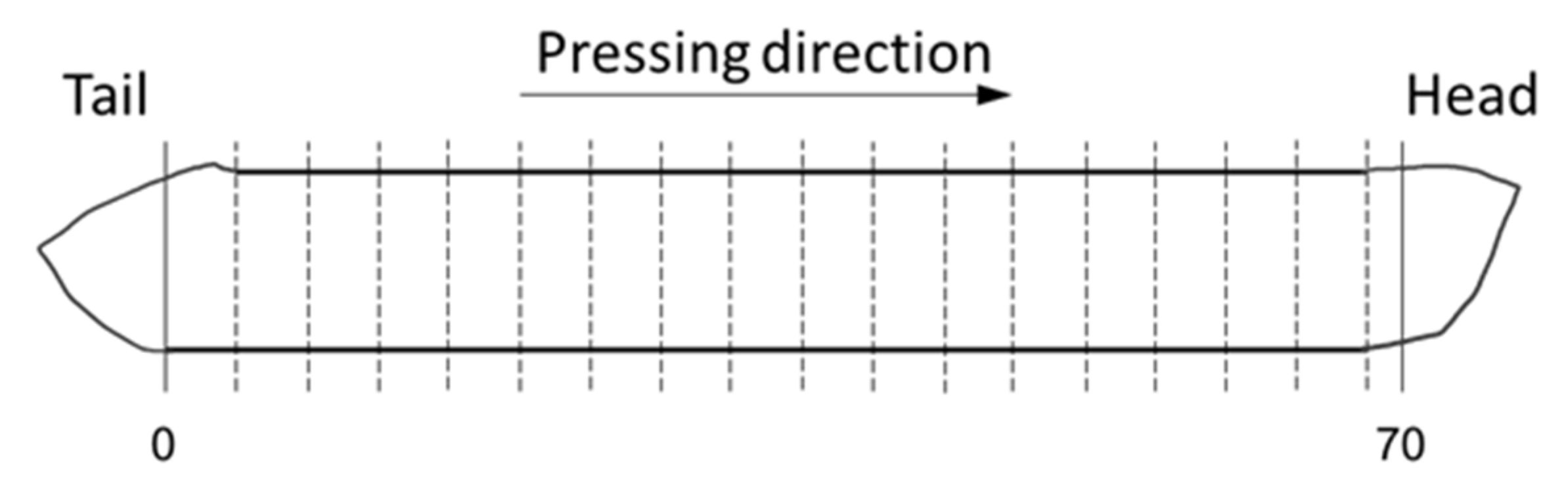
3.2. Effect of Number of Passes on the Strain Homogeneity
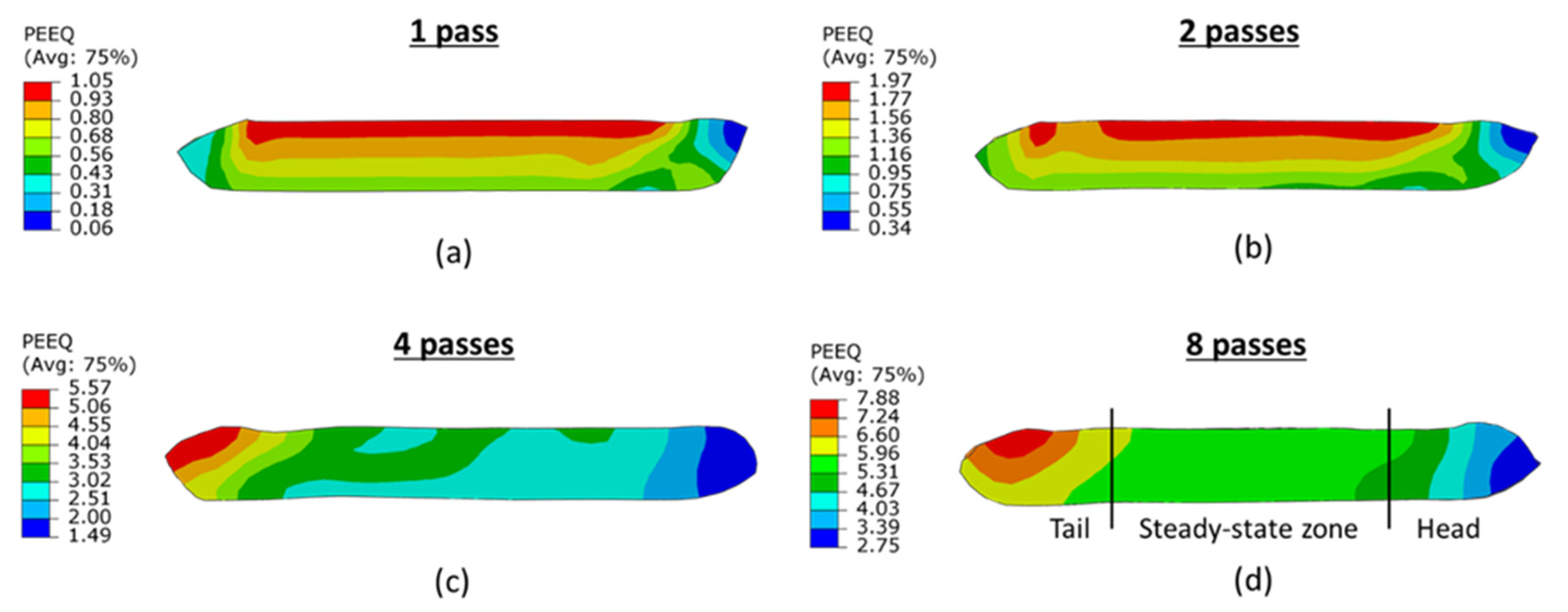
3.3. The Steady-State Zone
4. Conclusions
- A 3D FEM simulation was successfully used to investigate the deformation behavior of a circular cross-sectional workpiece of a Cu-Zr alloy during ECAP processing, with die angles of Φ = 110° and Ψ = 20°, up to a total of eight passes using processing route BC.
- The results show that strain inhomogeneity is present in the early stages of ECAP processing, in which a lower equivalent plastic strain occurs on the outer corner of the workpiece due to the formation of a corner gap in a representative strain-hardening material. However, this strain inhomogeneity decreases with the number of passes and becomes reasonably uniform after four passes of ECAP.
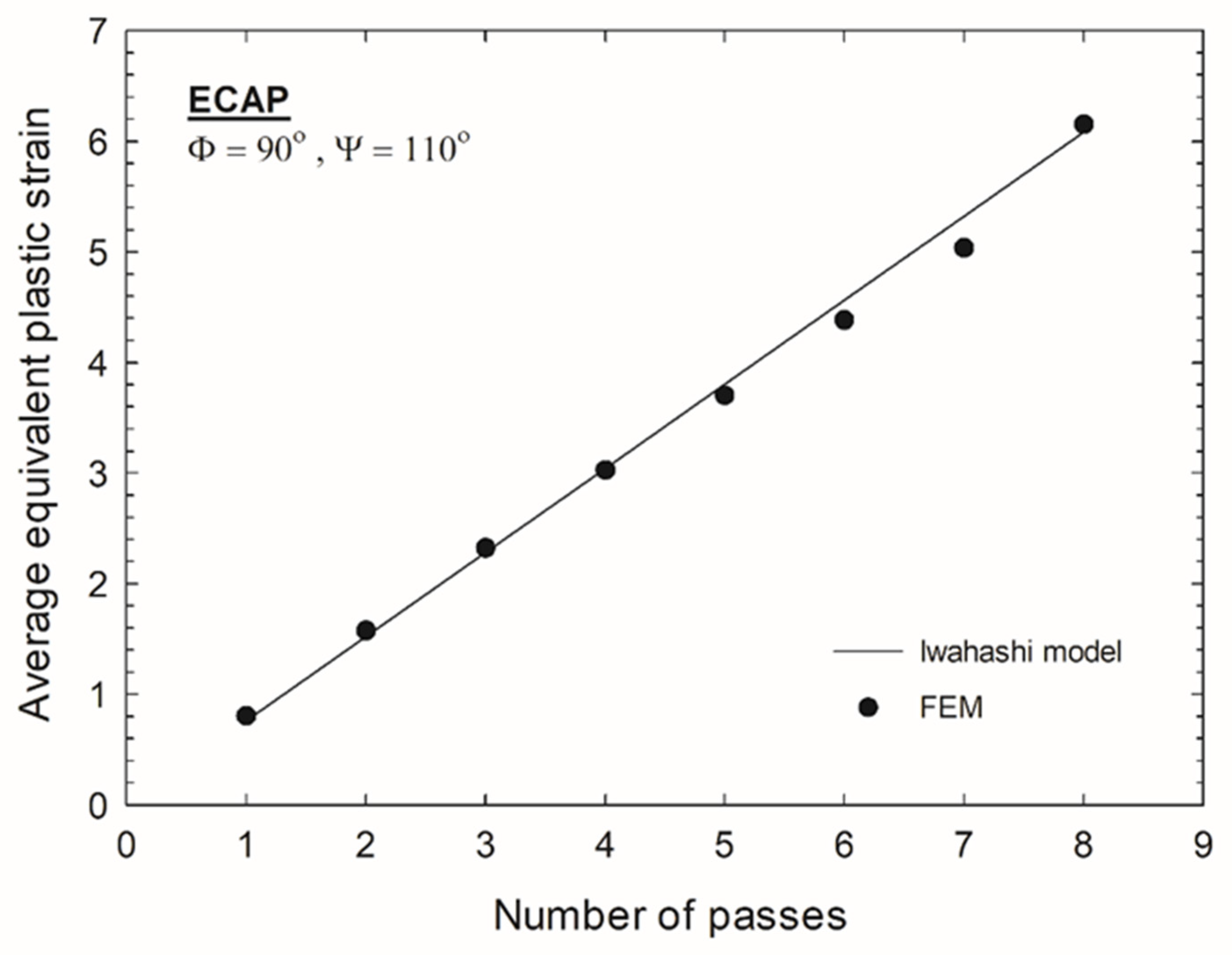
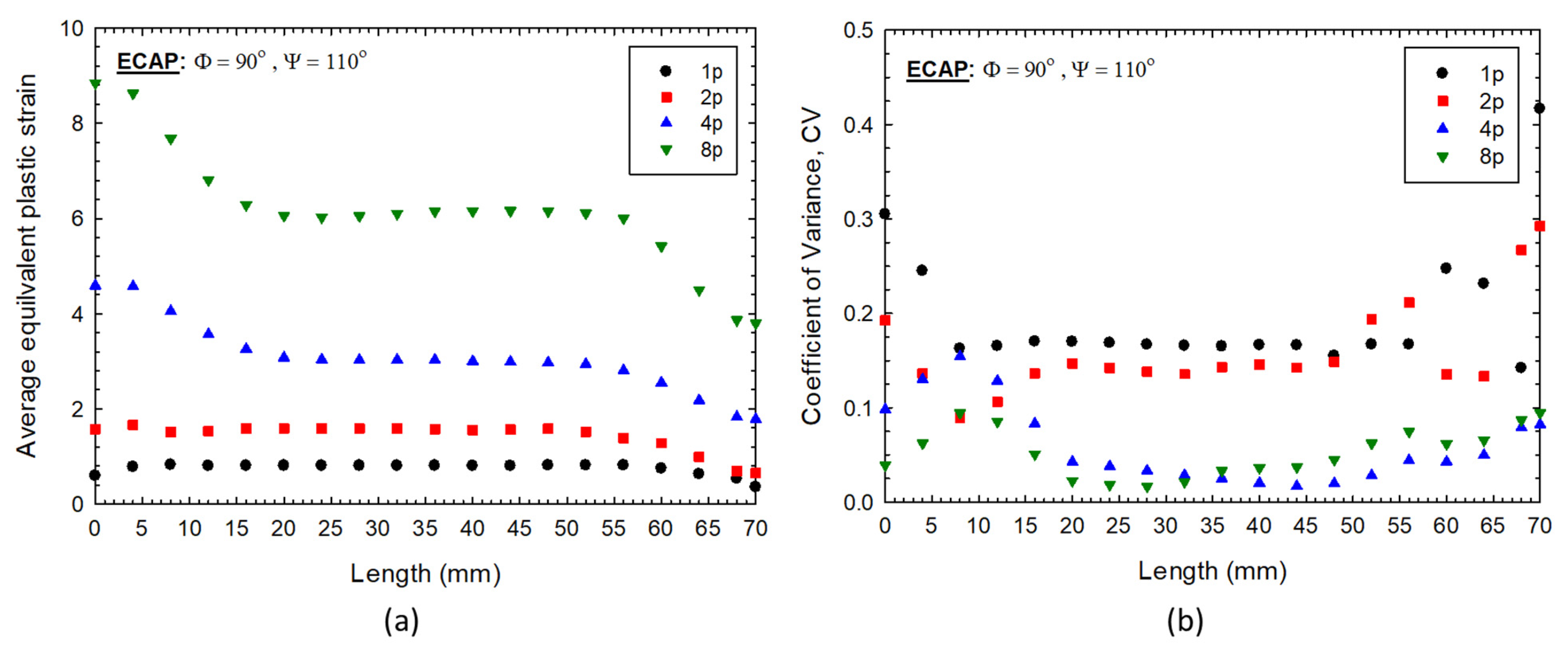
- The average equivalent plastic strains obtained from the cross-section in the mid-length of the workpiece after various passes is in very good agreement with the basic analytical model for ECAP, and this serves to verify the validity of the simulation results. The values of the average equivalent plastic strain tend to increase continuously with the increasing number of passes. In addition, the strain distributions on transverse cross-sections are in a good agreement with the microhardness values measured on the Cu-Zr alloy.
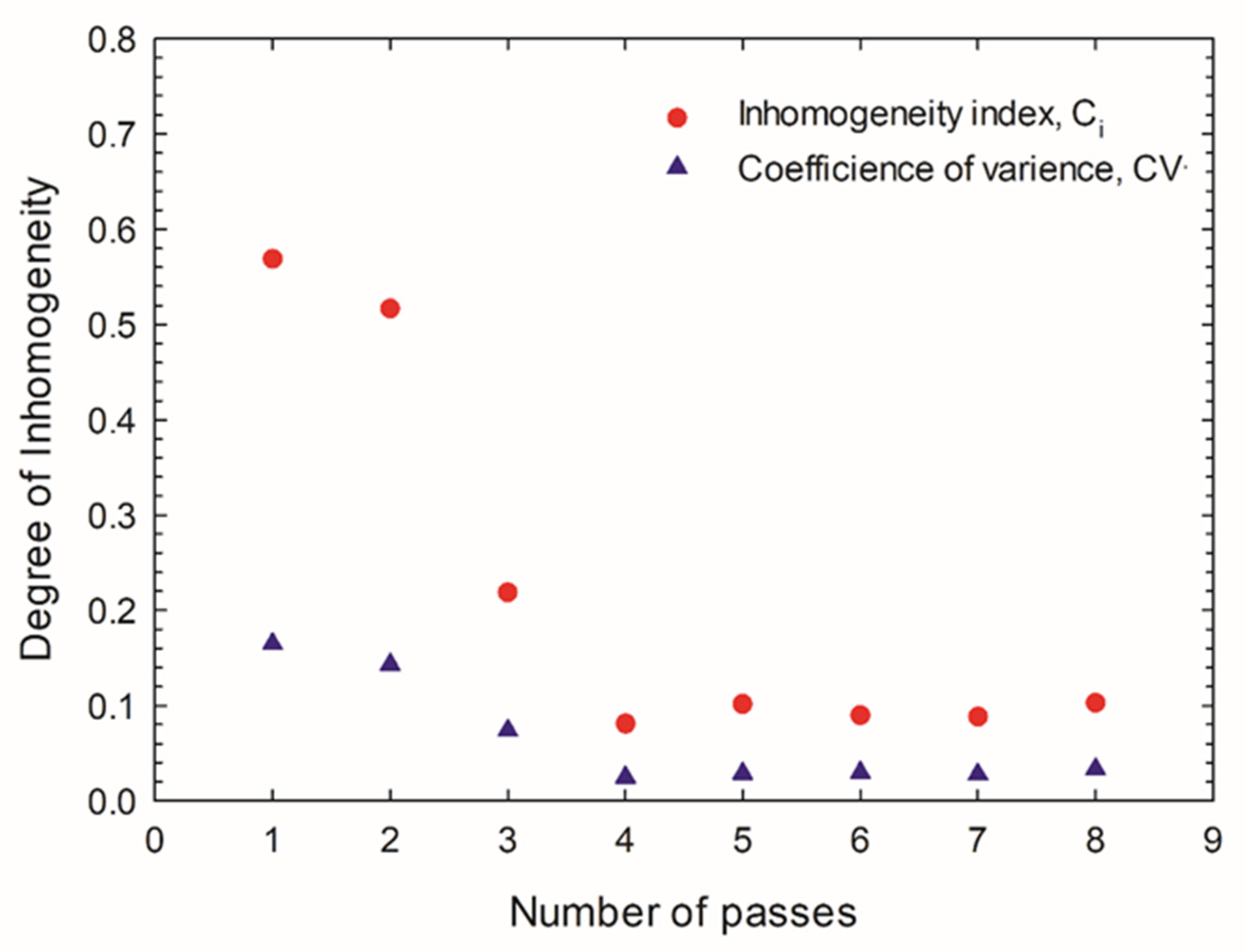
- The effect of pass number on the strain homogeneity was evaluated using the inhomogeneity index (Ci) and the coefficient of variance ), where a lower value means a higher homogeneity in the strain distribution. Both Ci and significantly decrease with up to four passes of ECAP, and, thereafter, they remain reasonably constant so that there is a potential in ECAP processing for achieving strain homogeneity after processing through a significant number of passes.
- Based on the coefficient of variance, it is concluded that, after pressing, the workpiece may be conveniently divided into three separate regions corresponding to the head, steady-state zone and the tail. In this study, the steady-state zone extends over approximately 40 mm in length along the longitudinal axis of the workpiece.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Iwahashi, Y.; Wang, J.; Horita, Z.; Nemoto, M.; Langdon, T.G. Principle of equal-channel angular pressing for the processing of ultra-fine grained materials. Scr. Mater. 1996, 35, 143–146. [Google Scholar] [CrossRef]
- Li, S.; Bourke, M.A.M.; Beyerlein, I.J.; Alexander, D.J.; Clausen, B. Finite element analysis of the plastic deformation zone and working load in equal channel angular extrusion. Mater. Sci. Eng. A 2004, 382, 217–236. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Pinheiro, I.P.; Aguilar, M.T.P. The finite element analysis of equal channel angular pressing (ECAP) considering the strain path dependence of the work hardening of metals. J. Mater.Process. Technol. 2006, 180, 30–36. [Google Scholar] [CrossRef]
- Wei, W.; Nagasekhar, A.V.; Chen, G.; Tick-Hon, Y.; Wei, K.X. Origin of inhomogenous behavior during equal channel angular pressing. Scr. Mater. 2006, 54, 1865–1869. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Cetlin, P.R.; Langdon, T.G. The processing of difficult-to-work alloys by ECAP with an emphasis on magnesium alloys. Acta Mater. 2007, 55, 4769–4779. [Google Scholar] [CrossRef]
- Wei, W.; Zhang, W.; Wei, K.X.; Zhong, Y.; Cheng, G.; Hu, J. Finite element analysis of deformation behavior in continuous ECAP process. Mater. Sci. Eng. A 2009, 516, 111–118. [Google Scholar] [CrossRef]
- Balasundar, I.; Raghu, T. Effect of friction model in numerical analysis of equal channel angular pressing process. Mater. Des. 2010, 31, 449–457. [Google Scholar] [CrossRef]
- Yoon, S.C.; Jeong, H.-G.; Lee, S.; Kim, H.S. Analysis of plastic deformation behavior during back pressure equal channel angular pressing by the finite element method. Comp. Mater. Sci. 2013, 77, 202–207. [Google Scholar] [CrossRef]
- Suo, T.; Li, Y.; Guo, Y.; Liu, Y. The simulation of deformation distribution during ECAP using 3D finite element method. Mater. Sci. Eng. A 2006, 432, 269–274. [Google Scholar] [CrossRef]
- Basavaraj, V.P.; Chakkingal, U.; Kumar, T.S.P. Study of channel angle influence on material flow and strain inhomogeneity in equal channel angular pressing using 3D finite element simulation. J. Mater.Process. Technol. 2009, 209, 89–95. [Google Scholar] [CrossRef]
- Mahallawy, N.E.; Shehata, F.A.; Hameed, M.A.E.; Aal, M.I.A.E. 3D FEM simulations for the homogeneity of plastic deformation in Al–Cu alloys during ECAP. Mater. Sci. Eng. A 2010, 527, 1404–1410. [Google Scholar] [CrossRef]
- Su, C.W.; Lu, L.; Lai, M.O. 3D finite element analysis on strain uniformity during ECAP process. Mater. Sci. Technol. 2007, 23, 727–735. [Google Scholar] [CrossRef]
- Leo, P.; Cerri, E.; De Marco, P.P.; Roven, H.J. Properties and deformation behaviour of severe plastic deformed aluminium alloys. J. Mater.Process. Technol. 2007, 182, 207–214. [Google Scholar] [CrossRef]
- Basavaraj, V.P.; Chakkingal, U.; Kumar, T.S.P. Effect of geometric parameters on strain, strain inhomogeneity and peak pressure in equal channel angular pressing—A study based on 3D finite element analysis. J. Manufac. Process. 2015, 17, 88–97. [Google Scholar]
- Xu, S.; Zhao, G.; Luan, Y.; Guan, Y. Numerical studies on processing routes and deformation mechanism of multi-pass equal channel angular pressing processes. J. Mater.Process. Technol. 2006, 176, 251–259. [Google Scholar] [CrossRef]
- Cerri, P.; De Marco, P.; Leo, P. FEM and metallurgical analysis of modified 6082 aluminium alloys processed by multipass ECAP: Influence of material properties and different process settings on induced plastic strain. J. Mater. Process. Technol. 2009, 209, 1550–1564. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Omranpour, B.; Ebrahimi, M.; Sedighi, M. Designing of ECAP parameters based on strain distribution uniformity. Prog. Nat. Sci. Mater. Int. 2012, 22, 452–460. [Google Scholar] [CrossRef] [Green Version]
- ABAQUS User’s Manual; ABAQUS Inc.: Palo Alto, CA, USA, 2016.
- Wongsa-Ngam, J.; Kawasaki, M.; Langdon, T.G. The development of hardness homogeneity in a Cu-Zr alloy processed by equal-channel angular pressing. Mater. Sci. Eng. A 2012, 556, 526–532. [Google Scholar] [CrossRef]
- Li, J.; Wongsa-Ngam, J.; Xu, J.; Shan, D.; Guo, B.; Langdon, T.G. Wear resistance of an ultrafine-grained Cu-Zr alloy processed by equal-channel angular pressing. Wear 2015, 326, 10–19. [Google Scholar] [CrossRef]
- Furukawa, M.; Iwahashi, Y.; Horita, Z.; Nemoto, M.; Langdon, T.G. The shearing characteristics associated with equal-channel angular pressing. Mater. Sci. Eng. A 1998, 257, 328–332. [Google Scholar] [CrossRef]
- Kim, J.K.; Kim, W.J. Analysis of deformation behavior in 3D during equal channel angular extrusion. J. Mater. Process. Technol. 2006, 176, 260–267. [Google Scholar] [CrossRef]
- Aal, M.I.A.E. 3D FEM simulations and experimental validation of plastic deformation of pure aluminum deformed by ECAP and combination of ECAP and direct extrusion. Trans. Nonferrous Met. Soc. China 2017, 27, 1338–1352. [Google Scholar] [CrossRef]
- Priel, E.; Mittelman, B.; Trabelsi, N.; Cohen, Y.; Koptiar, Y.; Padan, R. A computational investigation of equal channel angular pressing of molybdenum validated by experiments. J. Mater. Process. Technol. 2019, 264, 469–485. [Google Scholar] [CrossRef]
- Shan, A.; Moon, I.-G.; Ko, H.-S.; Park, J.-W. Direct observation of shear deformation during equal channel angular pressing of pure aluminum. Scr. Mater. 1999, 41, 353–357. [Google Scholar] [CrossRef]
- Kim, H.S.; Seo, M.H.; Hong, S.I. On the die corner gap formation in equal channel angular pressing. Mater. Sci. Eng. A 2000, 291, 86–90. [Google Scholar] [CrossRef]
- Luis-Pérez, C.J.; Luri-Irigoyen, R. Gastón-Ochoa, Finite element modelling of an Al–Mn alloy by equal channel angular extrusion (ECAE). D. J. Mater. Process. Technol. 2004, 153, 846–852. [Google Scholar] [CrossRef]
- Agwa, M.A.; Ali, M.N.; Al-Shorbagy, A. Optimum processing parameters for equal channel angular pressing. Mech. Mater. 2016, 100, 1–11. [Google Scholar] [CrossRef]
- Kim, W.J.; Namgung, J.C.; Kim, J.K. Analysis of strain uniformity during multi-pressing in equal channel angular extrusion. Scr. Mater. 2005, 53, 293–298. [Google Scholar] [CrossRef]
- Lapovok, R.Y. The role of back-pressure in equal channel angular extrusion. J. Mater. Sci. 2005, 40, 341–346. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. The role of back pressure in the processing of pure aluminum by equal-channel angular pressing. Acta Mater. 2007, 55, 2351–2360. [Google Scholar] [CrossRef]
- Xu, C.; Xia, K.; Langdon, T.G. Processing of a magnesium alloy by equal-channel angular pressing using a back-pressure. Mater. Sci. Eng. A 2009, 527, 205–211. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Elastic modulus | 110 GPa |
| Poisson’s ratio | 0.3 |
| Density | 8960 kg/m3 |
| Yield strength | 33.9 MPa |
| Strain-hardening exponent (n) | 0.68 |
| Strength coefficient (K) | 659 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wongsa-Ngam, J.; Noraphaiphipaksa, N.; Kanchanomai, C.; Langdon, T.G. Numerical Investigation of Plastic Strain Homogeneity during Equal-Channel Angular Pressing of a Cu-Zr Alloy. Crystals 2021, 11, 1505. https://doi.org/10.3390/cryst11121505
Wongsa-Ngam J, Noraphaiphipaksa N, Kanchanomai C, Langdon TG. Numerical Investigation of Plastic Strain Homogeneity during Equal-Channel Angular Pressing of a Cu-Zr Alloy. Crystals. 2021; 11(12):1505. https://doi.org/10.3390/cryst11121505
Chicago/Turabian StyleWongsa-Ngam, Jittraporn, Nitikorn Noraphaiphipaksa, Chaosuan Kanchanomai, and Terence G. Langdon. 2021. "Numerical Investigation of Plastic Strain Homogeneity during Equal-Channel Angular Pressing of a Cu-Zr Alloy" Crystals 11, no. 12: 1505. https://doi.org/10.3390/cryst11121505
APA StyleWongsa-Ngam, J., Noraphaiphipaksa, N., Kanchanomai, C., & Langdon, T. G. (2021). Numerical Investigation of Plastic Strain Homogeneity during Equal-Channel Angular Pressing of a Cu-Zr Alloy. Crystals, 11(12), 1505. https://doi.org/10.3390/cryst11121505