
A Numerical Method to Improve the Representativeness of Real Microstructure Cut-Outs Applied in Finite Element Simulations

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Match of Desired Composition
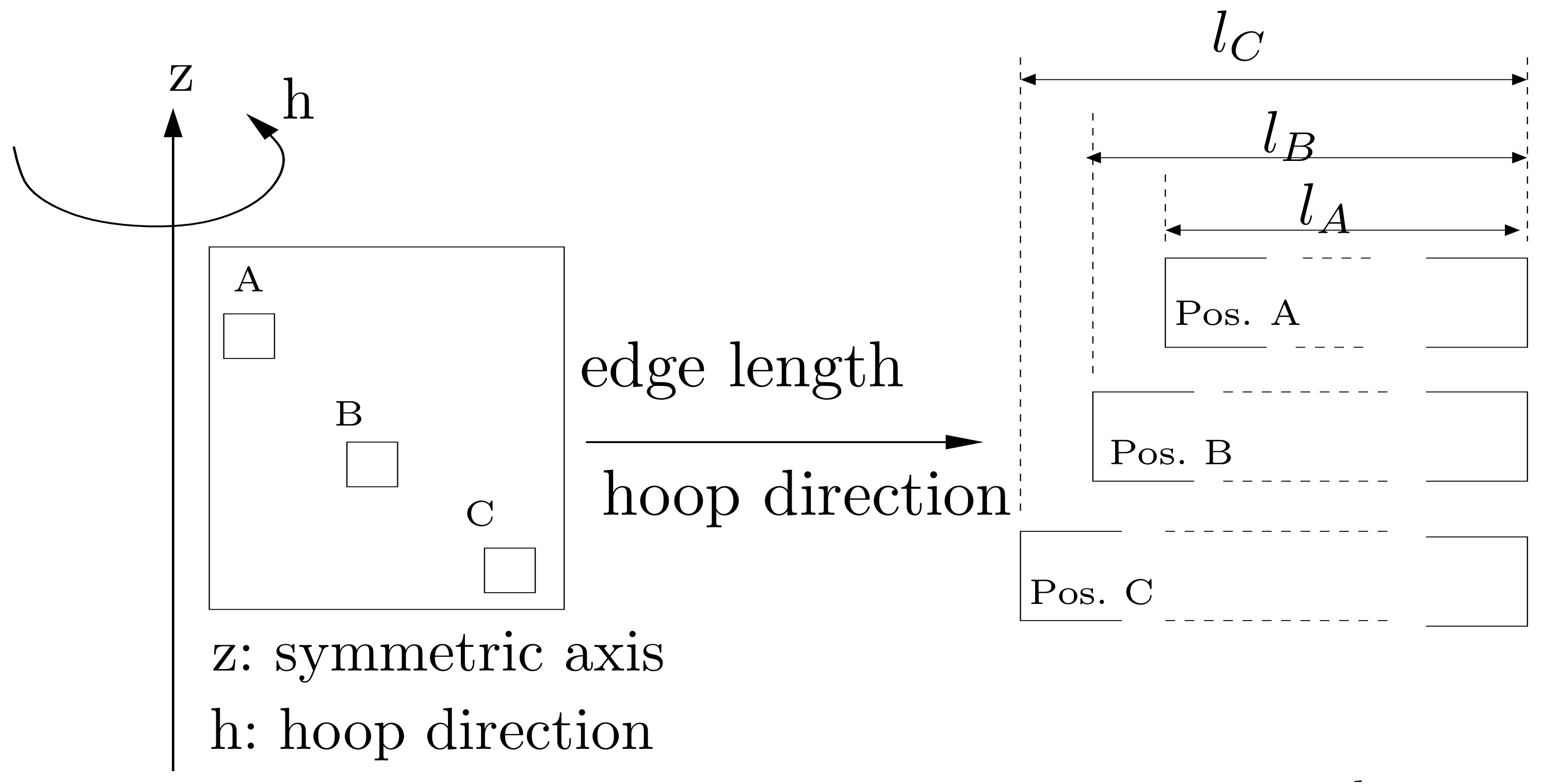
2.1. Insensibility of Phase Volume Ratios to Microstructure Position in Axisymmetric FE Analyses
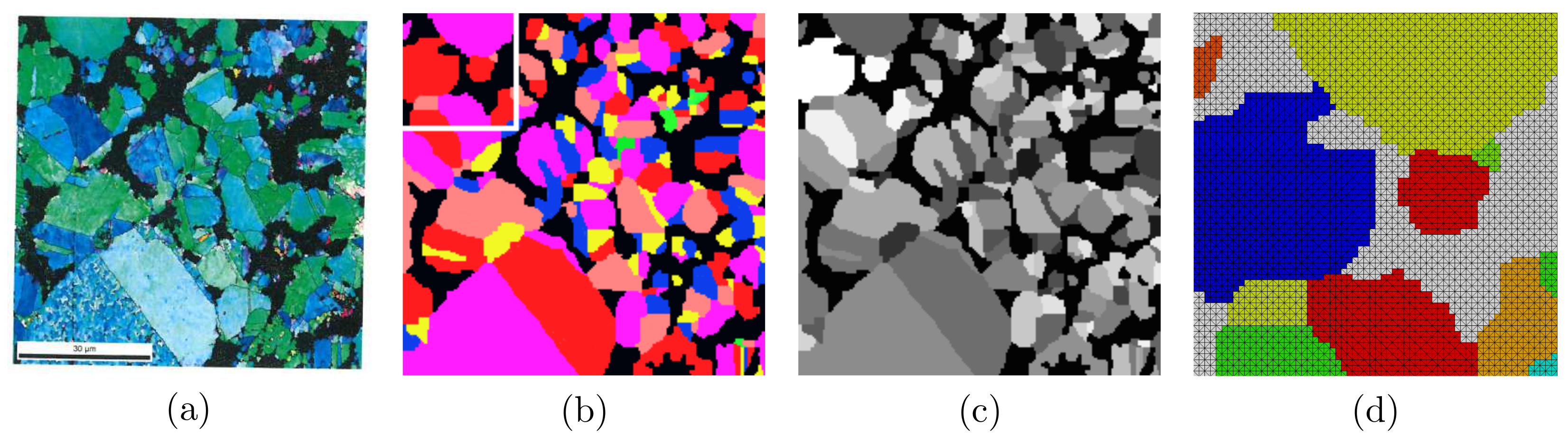
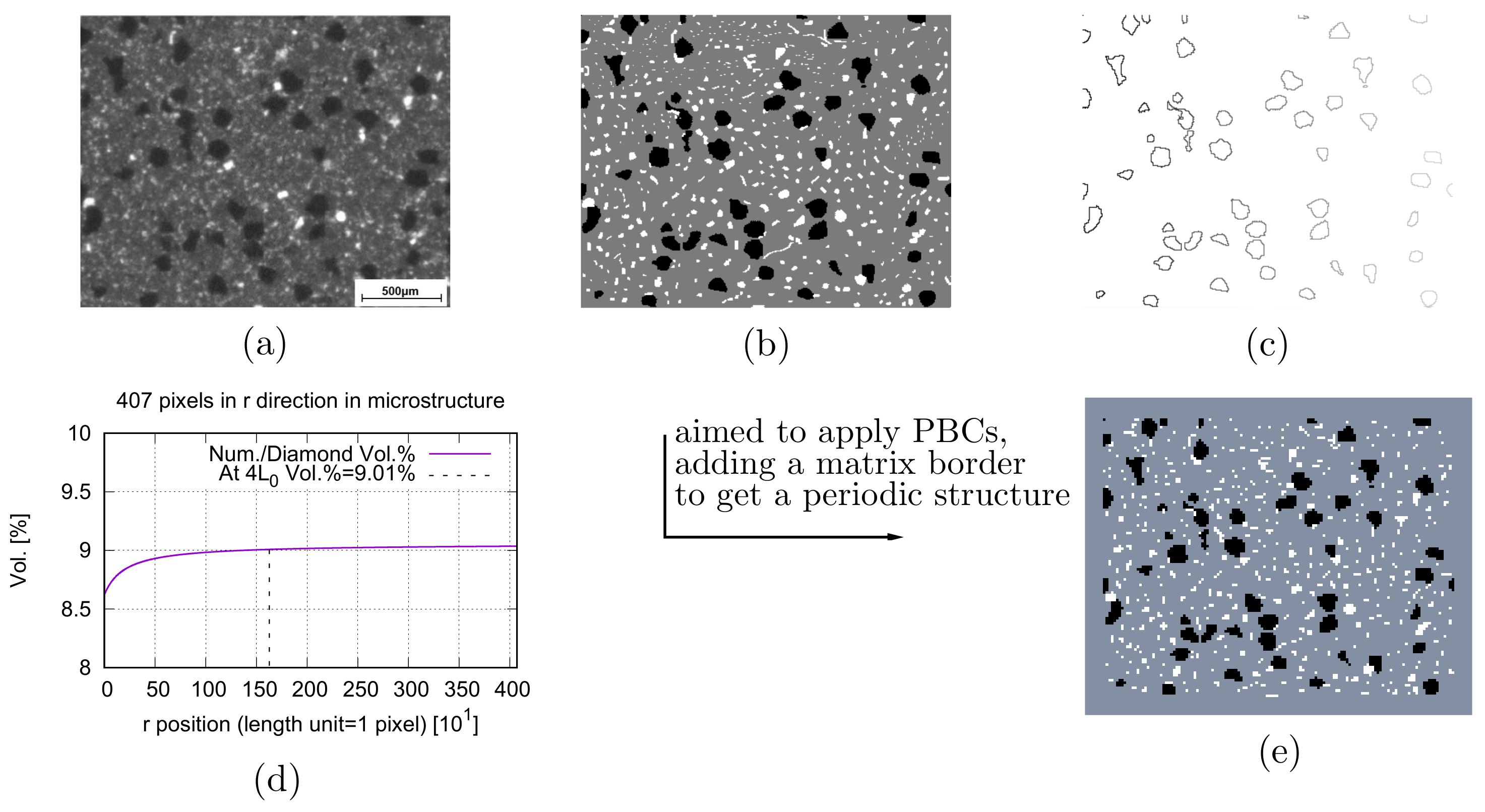
- (I) The pixel handling is done for a real microstructure of the Ag/17 vol.%SnO2 ODS (Figure 2a). Figure 2b is the resulting image. In Figure 2b, there are 171 colored Ag grains, and the SnO2 phase is given in black. For simplicity, the American standard code for information interchange (ASCII) format of images in a grey scale (Figure 2c) is preferred in further steps, since data in this format are convenient for illustration and data processing. In Figure 2c, the color of each pixel is described by only one integer in the range of [0, 255], i.e., one channel.
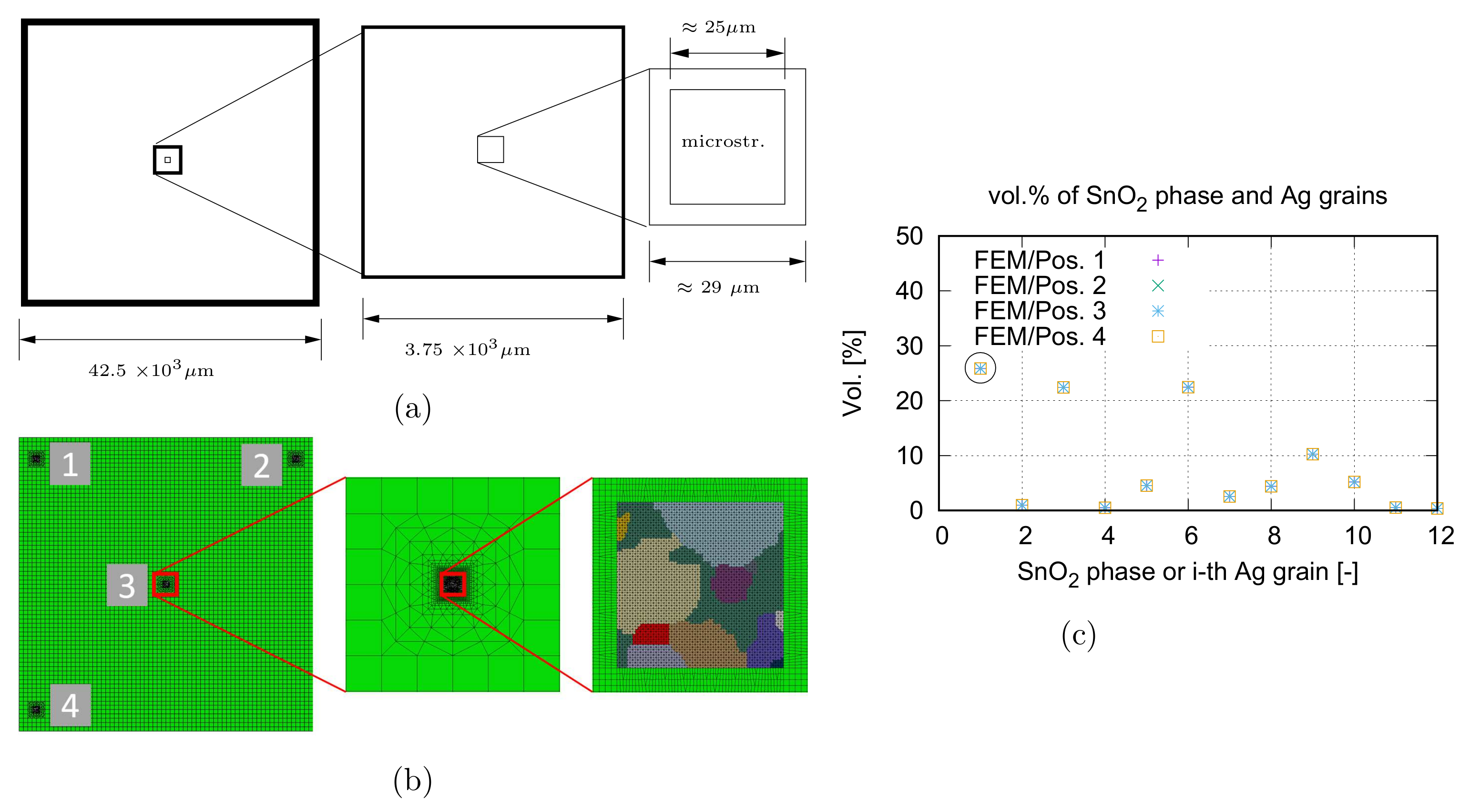
- (II) As an example, a small cut-out of the microstructure shown in the upper left corner of Figure 2b (also see Figure 3a) is selected in search of a desired position, at which the phase volume ratio is Ag:SnO2 = 83 vol.%:17 vol.%. This small cut-out corresponds to about μm2 and has about 25.5% area fraction of the SnO2 phase. There are totally 11 Ag grains.
- (III) A code is developed to find a suitable position for the microstructure in the macro cross section. At this suitable position, the volume fraction of the inclusion phase should approximately match the real one. In our example, it is 17 vol.% for the SnO2 phase.
2.1.1. Crystal Plasticity Modeling
Elastic Law
Flow Rule
Hardening Rule
Homogenization
2.2. A Numerical Method to Match Real Composition for Microstructure Cut-Outs
- For step-I, the free software GIMP with an open access is used. The given example (Figure 2c) possesses 171 Ag grains. It means that 172 color numbers (172 pixel groups) are enough to identify every Ag grain and the SnO2 phase for step-I. For a more complex structure with more than 256 grains/clusters, our method is still applicable. The method described in step-II-b can be used to separate grains/clusters with the same pixel color number.
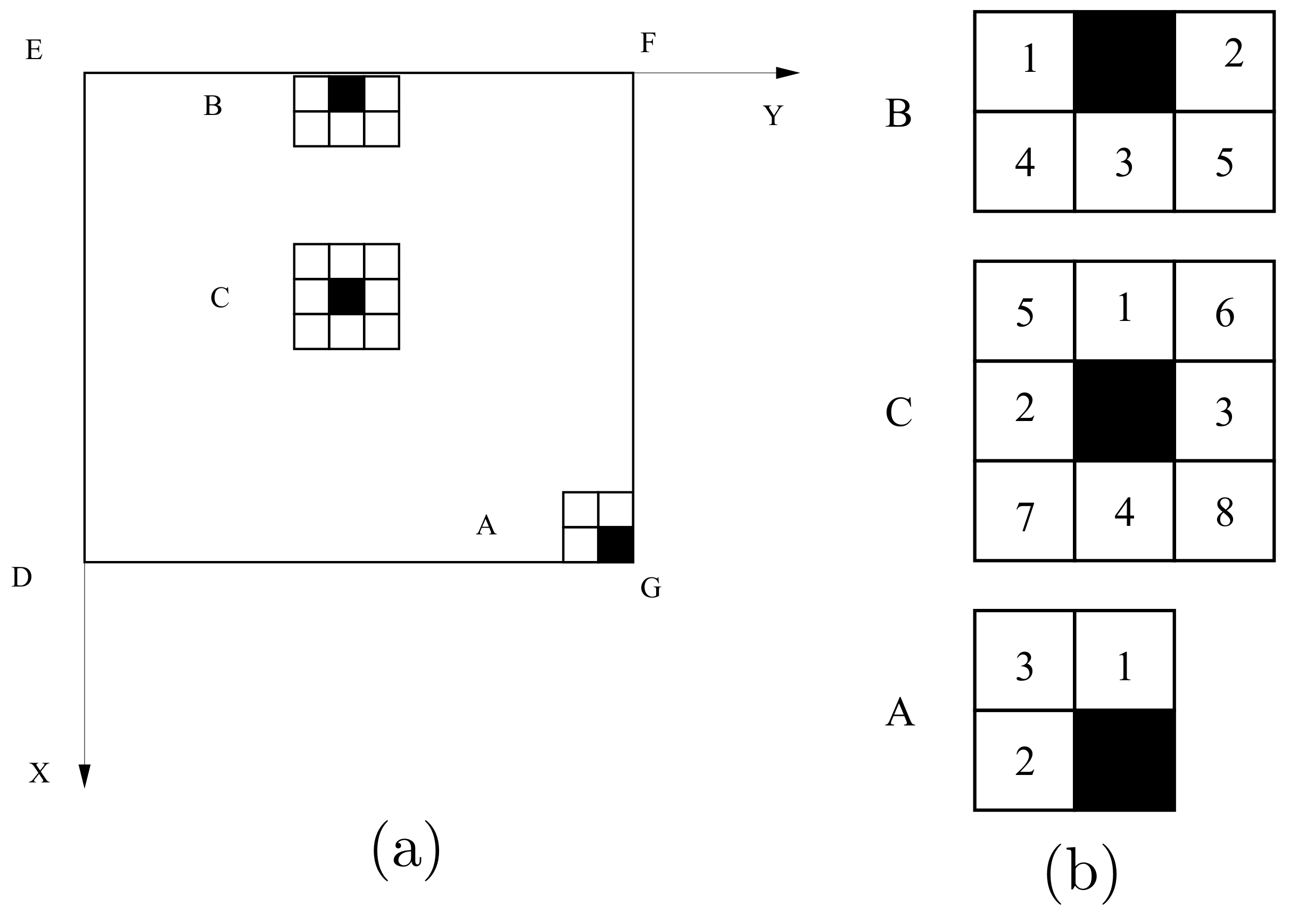
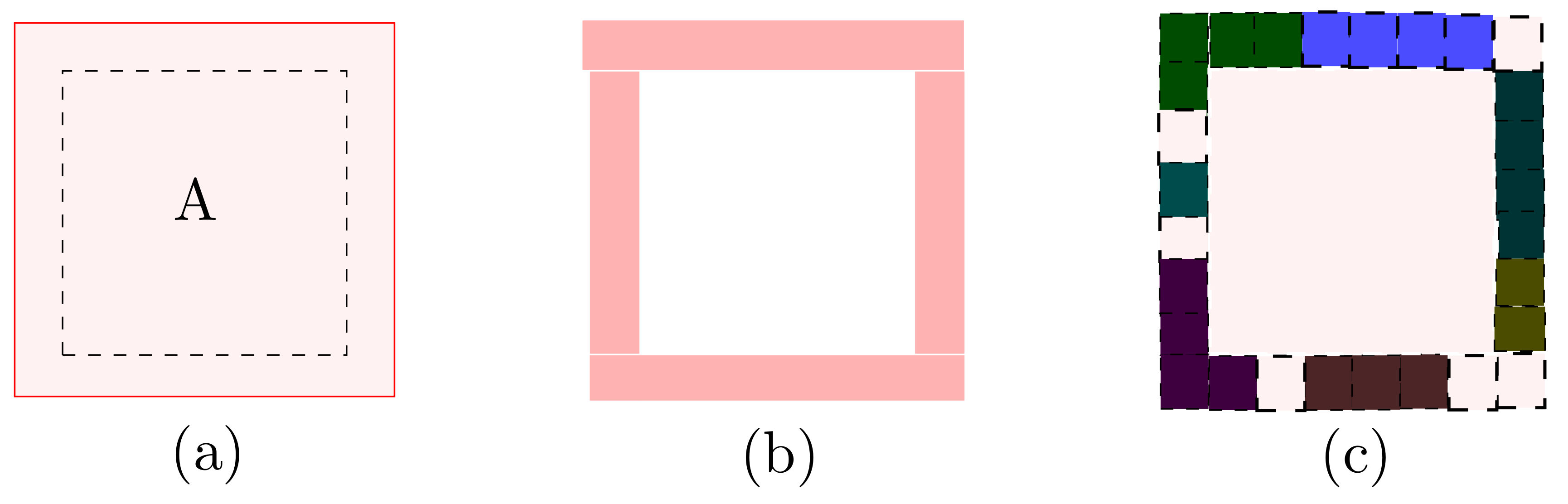
- In step-II, all the information concerning a pixel should be coupled (linked with each other). It includes the pixel position (), the pixel group number, four node coordinates ( to ) and the color number. The number of total pixel groups is identical to the number of total pixel colors at this stage. It means that pixels with the same color are in the same group, even though they may belong to different pixel groups later on. Step-II-a is automatically done by reading the input data, since all the particles have the same color. Step-II-b is a key point for the pixel color alteration. A “glue” process is iteratively applied here. As the starting point, the code takes an arbitrary pixel (pixel-a) in the considered range. This range means a considered phase or grain. The aforementioned starting pixel belongs to a certain cluster A. It means that different clusters will be identified from the particle phase. Each cluster starts with a pixel. The cluster A is also the pixel group A. If another pixel fulfills two conditions: (i) being inside the considered range (black color in the example); (ii) having at least one shared node ( to ) with the pixels inside the pixel group-A (already identified), this pixel will be included to the pixel group A. Thus, the number of total pixels in group A increases. Then, the code will search for the next possible pixel. During the search, there are parallel sub-groups for a pixel group, since the iterative loop is done for pixels one after another. It begins with and , and goes to and . After the pixel , will be the next pixel to be considered. It implies that this “glue” process includes: (a) sticking pixels to pixels; (b) sticking sub-groups to sub-groups; (c) sticking pixels and sub-groups. As a final result of step-II-b, individual particle clusters are identified.
- Step-III links together the information attached to a pixel. It can be relatively easily done compared to the step-II. For each identified particle cluster, a new pixel color is required to distinguish it from other clusters and Ag grains. When it requires more than 256 grains/clusters in a microstructure, some grains/clusters will have the identical pixel color number. In this case, in order to track each grain/cluster, one can resort to the integer assigned by the code (mentioned in Step-I). No neighboring grains/clusters share the same pixel color number. The considered field is the microstructural features of alloys. The possibility should be nearly zero for one grain/cluster with more than 255 neighbors. Another way would be to use the colored pixels. For such pixels, 3 numbers (red-green-blue RGB color) describe one pixel color. But the work of the pixel color comparison for the code will be much higher than the comparison work used by the greyscale color.
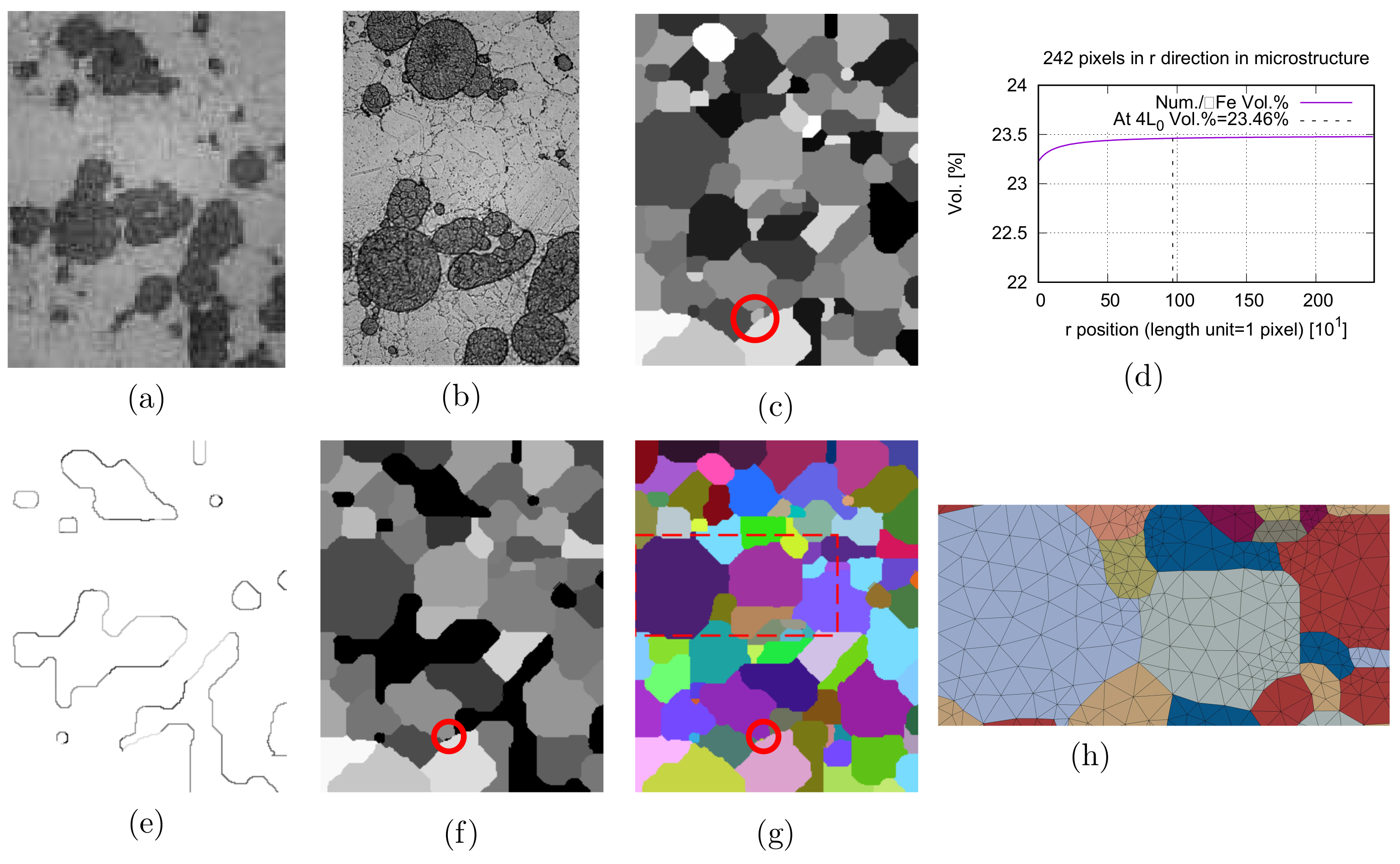
- Step-IV identifies the outer boundary pixels of an individual pixel group inside the considered range. In our case, this range refers to SnO2 clusters. This step is another key point of the algorithm. The criterion is that a SnO2 pixel has at least one neighbor with a pixel color number of Ag grains. As a verification, all the pixels on the outer boundary must have at least one shared node with one of the other pixels in the same pixel group (the boundary pixel group, not the cluster pixel group). Each boundary pixel group composes a closed loop which encloses the given grain/cluster. Such closed loops can be referred to, e.g., the particle surrounded by a green oval line in Figure 7b,e (for particles inside the cut-out, not the ones cut by the microstructure edges). It is pointed out that some SnO2 boundary pixels are not shown in Figure 7b,c,e. Such pixels locate on the edge of the microstructure cut-out. By adding such pixels in Figure 7b,c,e, closed loops will also be shown for particles cut by the microstructure edges. Such images with closed loops for all the particles would not be presented in the current work, since it is just a matter of choosing the image illustration and has no influence on our method. SnO2 boundary pixels located on microstructure edges do not have Ag neighbors, so they are excluded of the pixel color alteration process. It also means that their color is maintained during the pixel color modification process.
- Step-V alters and updates the pixel colors. If the desired volume fraction is not yet reached, the update of the neighborhood information will also be done so that it is ready for the next layer of the BPCA process. As a final result, the real composition is achieved, and the pattern of the original microstructure is maintained, as well.
2.3. Further Applications
3. Boundary Conditions
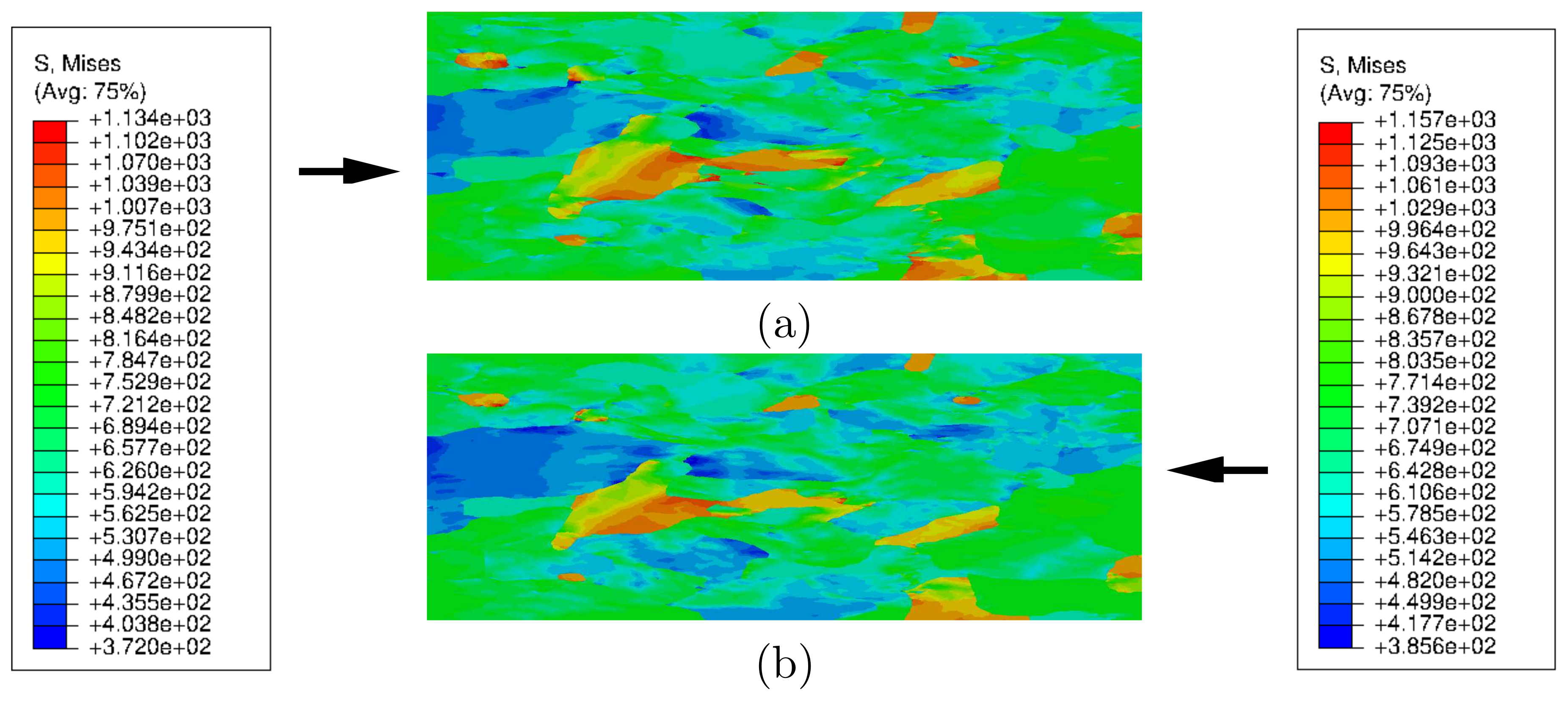
4. Improved FE Results by Applying the BPCA Method
5. Conclusions
- The advanced numerical procedure can not only result in a microstructure with a better representativeness but also maintain the original structure pattern (morphology).
- Besides the achievement of the real phase composition, our method can also be used to obtain the desired grain/particle sizes and distributions, since all the pixels in a microstructure are taken into consideration. The pixel color alteration can be used to change the grain/particle size and their total numbers.
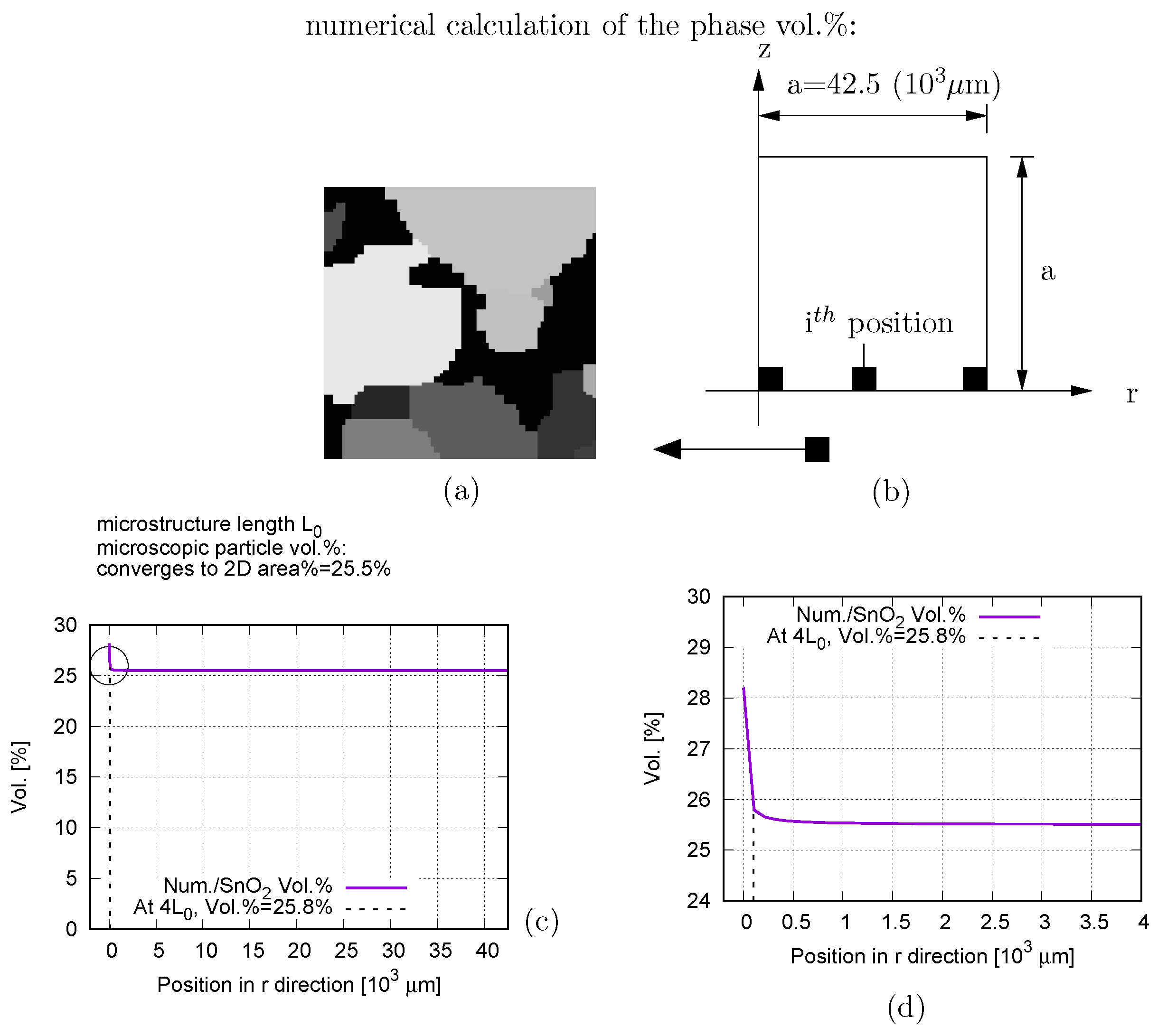
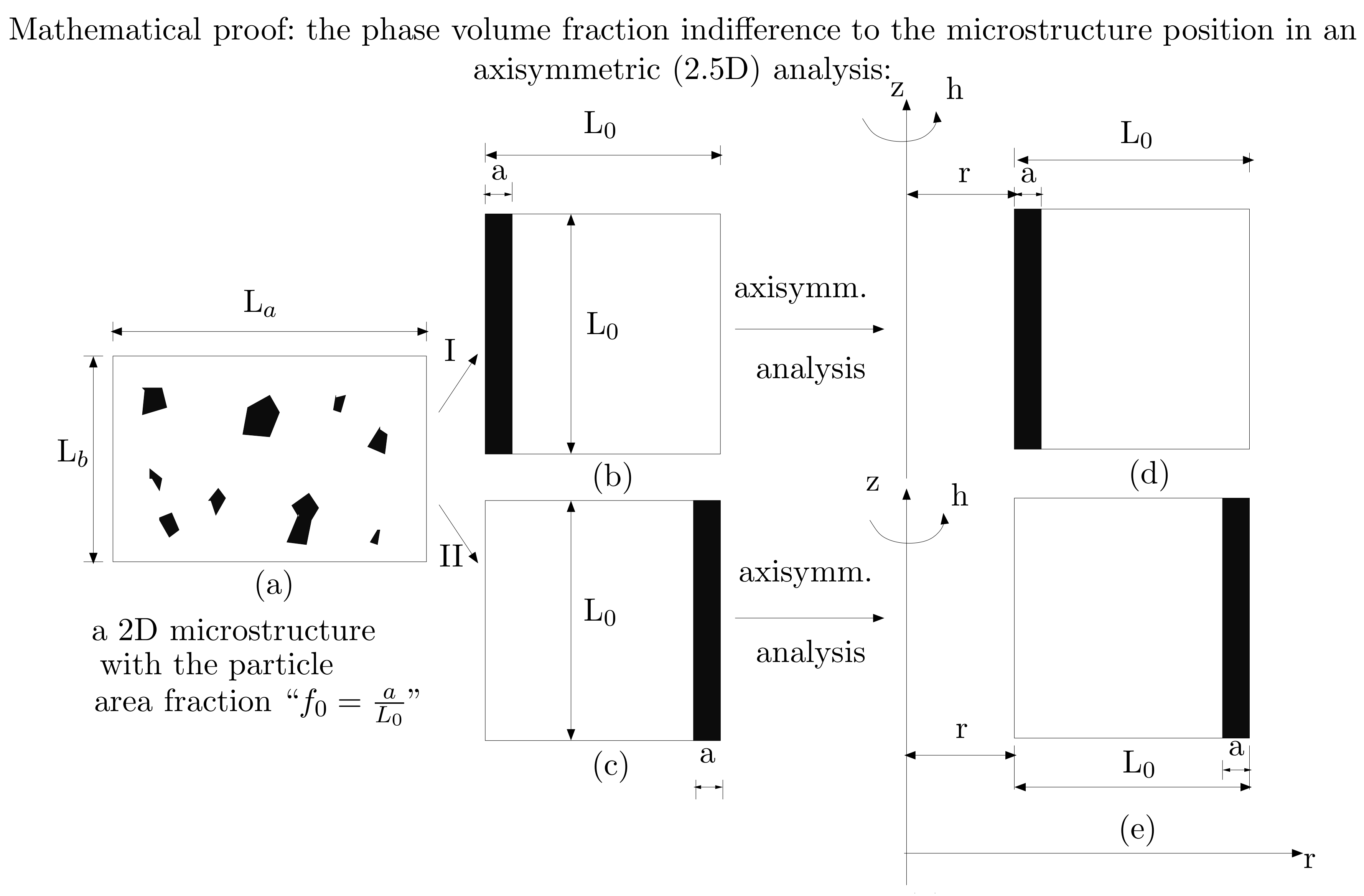
- Concerning the phase volume fraction in the axisymmetric (2.5D) simulation (ABAQUS), numerical calculations done by a code show that it is indifferent to the microstructure position, even though the phase volume has a strong dependence on the microstructure position. It implies that a modified real microstructure with a higher representativeness can be applied in an axisymmetric (2.5D) simulation without a significant variation of the phase volume fraction of the material.
- A mathematical proof is presented to give the condition for the aforementioned indifference of the phase volume fraction to the microstructure position: when (r/: position/width of the microstructure in Figure A1), the volume fraction of a phase in an axisymmetric simulation already converges to its area fraction in the 2D microstructure.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. A Mathematic Proof of the Phase Volume Fraction Convergence to Its 2D Area Fraction in an Axisymmetric FE Simulation

Appendix B. Physical Background for BPCA Method


References
- Lasko, G.; Burghard, Z.; Bill, J.; Schäfer, I.; Weber, U.; Schmauder, S. Simulation of Mechanical Properties of Bio-Inspired TiO2/PE Nanocomposites. Adv. Eng. Mater. 2013, 1–13. [Google Scholar] [CrossRef]
- Konijnenberg, P.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Zaafarani, N.; Raabe, D.; Singh, R.; Roters, F.; Zaefferer, S. Three-dimensional investigation of the texture and microstructure below a nanoindent in a Cu single crystal using 3D EBSD and crystal plasticity finite element simulations. Acta Mater. 2006, 54, 1863–1876. [Google Scholar] [CrossRef]
- Loeb, A.; Ferry, M.; Bassman, L. Segmentation of 3D EBSD data for subgrain boundary identification and feature characterization. Ultramicroscopy 2016, 161, 83–89. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Engler, O.; Randle, V. Introduction to Texture Analysis: Macrotexture, Microtexture and Orientation Mapping, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Mirkhalaf, S.; Pires, F.; Simoes, R. Determination of the size of the Representative Volume Element (RVE) for the simulation of heterogeneous polymers at finite strains. Finite Elem. Anal. Des. 2016, 119, 30–44. [Google Scholar] [CrossRef] [Green Version]
- Schneider, Y.; Bertram, A.; Böhlke, T.; Hartig, C. Plastic deformation behaviour of Fe-Cu composites predicted by 3D finite element simulation. Comp. Mater. Sci. 2010, 48, 456–465. [Google Scholar] [CrossRef]
- Donegan, S.P.; Kumar, N.; Groeber, M.A. Associating local microstructure with predicted thermally-induced stress hotspots using convolutional neural networks. Mater. Charact. 2019, 158, 109960. [Google Scholar] [CrossRef]
- Willot, F.; Gillibert, L.; Jeulin, D. Microstructure-induced hotspots in the thermal and elastic responses of granular media. Int. J. Solids Struct. 2013, 50, 1699–1709. [Google Scholar] [CrossRef]
- Lera, F.; Angurel, L.A.; Rojo, J.A.; Mora, M.; Recuero, S.; PArroyo, M.; Andres, N. Microstructure origin of hot spots in textured laser zone melting Bi-2212 monoliths. Supercond. Sci. Technol. 2005, 18, 1489–1495. [Google Scholar] [CrossRef]
- Rimoli, J.J.; Gürses, E.; Oritz, M. Shock-induced subgrain microstructures as possible homogenous sources of hot spots and initiation sites in energetic polycrystals. Phys. Rev. B 2010, 81, 014112. [Google Scholar] [CrossRef] [Green Version]
- Chun, S.; Roy, S.; Nguyen, Y.T.; Choi, J.B.; Udaykumar, H.S.; Baek, S.S. Deep learning for synthetic microstructure generation in a materials-by-design framework for heterogeneous energetic materials. Sci. Rep. 2020, 10, 13307. [Google Scholar] [CrossRef]
- ABAQUS/Standard. Hibbitt, Karlsson & Sorensen, Inc.: Providence, RI, USA, 2016.
- Wasserbäch, W.; Skrotzki, W. Microstructure and texture development in oxide-dispersion strengthened silver rods processed by hot-extrusion. Materialia 2019, 5. [Google Scholar] [CrossRef]
- Wasserbäch, W.; Skrotzki, W.; Chekhonin, P. Strengthening of ODS silver wires. Materialia 2020, 12. [Google Scholar] [CrossRef]
- Schneider, Y.; Bertram, A.; Böhlke, T. Three-dimensional Simulation of Local and Global Behaviour of αFe-Cu Composites under Large Plastic Deformation. Tech. Mech. 2013, 33, 34–51. [Google Scholar]
- Glüge, R.; Böhlke, T.; Bertram, A. Texture evolution and swift effect in NaAl. Proc. Appl. Math. Mech. 2006, 6, 477–478. [Google Scholar] [CrossRef] [Green Version]
- Böhlke, T.; Risy, G.; Bertram, A. Finite element simulation of metal forming operations with texture based material models. Model. Simul. Mater. Sci. Eng. 2006, 14, 365–387. [Google Scholar] [CrossRef] [Green Version]
- Risy, G. Modellierung der Texturinduzierten plastischen Anisotropie auf verschiedenen Skalen. Ph.D. Thesis, Fakultät für Maschinenbau, Otto-von-Guericke-Universität, Magdeburg, Germany, 2007. [Google Scholar]
- Schneider, Y. Simulation of the Deformation Behaviour of Two-Phase Composites. Ph.D. Thesis, Fakultät für Maschinenbau, Otto-von-Guericke-Universität, Magdeburg, Germany, 2007. [Google Scholar]
- Wulfinghoff, S.; Böhlke, T. Gradient crystal plasticity including dislocation-based work-hardening and dislocation transport. Int. J. Plast. 2015, 69, 152–169. [Google Scholar] [CrossRef]
- Bayerschen, E.; McBride, A.; Reddy, B.D.; Böhlke, T. Review on Slip Transmission Criteria in Experiments and Crystal Plasticity Models. J. Mater. Sci. 2016, 51, 2243–2258. [Google Scholar] [CrossRef] [Green Version]
- Albiez, J.; Sprenger, I.; Seemüller, C.; Weygand, D.; Heilmaier, M.; Böhlke, T. Physically motivated model for creep of directionally solidified eutectics evaluated for the intermetallic NiAl-9Mo. Acta Mater. 2016, 110, 377–385. [Google Scholar] [CrossRef]
- Erdle, H.; Böhlke, T. A gradient crystal plasticity theory for large deformations with a discontinuous accumulated plastic slip. Comp. Mech. 2017, 60, 923–942. [Google Scholar] [CrossRef]
- Albiez, J.; Erdle, H.; Weygand, D.; Böhlke, T. A gradient plasticity creep model accounting for slip transfer/activation at interfaces evaluated for the intermetallic NiAl-9Mo. Int. J. Plast. 2019, 113, 291–311. [Google Scholar] [CrossRef]
- Böhlke, T.; Haus, U.; Schulze, V. Crystallographic texture approximation by quadratic programming. Acta Mater. 2006, 54, 1359–1368. [Google Scholar] [CrossRef] [Green Version]
- Böhlke, T.; Risy, G.; Bertram, A. A micro-mechanically based quadratic yield condition for textured polycrystals. ZAMM 2008, 88, 379–387. [Google Scholar] [CrossRef] [Green Version]
- Bertram, A. An alternative approach to finite plasticity based on material isomorphisms. Int. J. Plast. 1999, 15, 353–374. [Google Scholar] [CrossRef]
- Bertram, A. Elasticity and Plasticity of Large Deformations—An Introduction, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Lee, E. Elastic-plastic deformation at finite strains. J. Appl. Mech. 1969, 36, 1–6. [Google Scholar] [CrossRef]
- Hutchinson, J. Bounds and self-consistent estimates for creep of polycrystalline materials. Proc. R. Soc. Lond. 1976, A348, 101–127. [Google Scholar]
- Kocks, U.F. Laws for work-hardening and low-temperature creep. J. Eng. Mater. Technol. (ASME) 1976, 98, 76–85. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Hill, R. Elastic properties of reinforced solids: Some theoretical principles. J. Mech. Phys. Solids 1963, 11, 357–372. [Google Scholar] [CrossRef]
- Schneider, Y.; Wasserbäch, W.; Schmauder, S. Experimental and Micro-Macro Integrated FE Investigation of Texture and Microstructure Evolution in Polycrystalline Ag-SnO2 Metal Matrix Composites. Proc. Appl. Math. Mech. 2017, 17, 461–462. [Google Scholar] [CrossRef]
- Gladkov, S.; Svendsen, B. Thermodynamic and rate variational formulation of models for inhomogeneous gradient materials with microstructure and application to phase field modeling. Acta Mech. Sin. 2015, 31, 162–172. [Google Scholar] [CrossRef]
- Kolaska, H. Pulvertechnologiesche Wege in die Zukunft; Verlage DGM Informationsgesellschaft: Oberursel, Germany, 1995. [Google Scholar]
- Jack, D.H. Engineering Applications of Ceramic Materials: Source Book; American Society for Metals, Materials Park: Novelty, OH, USA, 1985; pp. 147–153. [Google Scholar]
- Crostack, H.; Nellesen, J.; Fischer, G.; Schmauder, S.; Weber, U.; Beckmann, F. Tomographic analysis and FE-simulations of MMC-microstructures under load. In Developments in X-ray Tomography V; Bonse, U., Ed.; SPIE: Bellingham, WA, USA, 2006; Volume 6318, pp. 63181A-1–63181A-12. [Google Scholar] [CrossRef]
- Crostack, H.; Nellesen, J.; Fischer, G.; Weber, U.; Schmauder, S.; Beckmann, F. 3D Analysis of MMC microstructure and deformation by μCT and FE simulations. In Developments in X-ray Tomography VI; SPIE: Bellingham, WA, USA, 2008; Volume 7078, p. 70781I. [Google Scholar]
- Gao, H.; Huang, Y.; Nix, W.; Hutchinson, J. Mechanism-based strain gradient plasticity—I. Theory. J. Mech. Phys. Solids 1999, 47, 1239–1263. [Google Scholar] [CrossRef]
- Huang, Y.; Gao, H.; Nix, W.; Hutchinson, J. Mechanism-based strain gradient plasticity—II Analysis. J. Mech. Phys. Solids 2000, 48, 99–128. [Google Scholar] [CrossRef]
- Commentz, B.; Hartig, C.; Mecking, H. Micromechanical interaction in two-phase iron-copper polycrystals. Comp. Mater. Sci. 1999, 16, 237–247. [Google Scholar] [CrossRef]
- Commentz, B. Plastische Verformung von Zweiphasigen Eisen-Kupfer-Verbundwerkstoffen. Ph.D. Thesis, Technische Universität Hamburg, Harburg, Germany, 2000. [Google Scholar]
- Synopsys, Inc. Simpleware ScanIP 2017. Available online: https://www.synopsys.com (accessed on 2 April 2021).
- Wang, M.; Sun, Y.D.; Feng, J.K.; Zhang, R.Q.; Tang, R.; Zhou, Z.J. Microstructural evolution and mechanical properties of an Fe-18Ni-16Cr-4Al base alloy during aging at 950 °C. Int. J. Min. Met. Mater. 2016, 23, 314–322. [Google Scholar] [CrossRef]
- Schneider, Y.; Weber, U.; Wasserbäch, W.; Zielke, R.; Schmauder, S.; Tillmann, W. A numerical method for the generation of hierarchical Poisson Voronoi microstructure applied in micromechanical finite element simulation—Part I: Method. Comp. Mech. 2020, 66, 651–667. [Google Scholar] [CrossRef]
- Fritzen, F.; Böhlke, T.; Schnack, E. Periodic three-dimensional mesh generation for crystalline aggregates based on Voronoi tessellations. Comput. Mech. 2009, 43, 701–713. [Google Scholar] [CrossRef]
- NIST. OOF: Object-Oriented Finite Element Analysis of Real Material Microstructures Working Group; ppm2oof1.1.24, NIST, National Institute of Standards and Technology. 2003. Available online: http://www.ctcms.nist.gov/oof (accessed on 2 April 2021).














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneider, Y.; Wasserbäch, W.; Schmauder, S.; Zhou, Z.; Zielke, R.; Tillmann, W. A Numerical Method to Improve the Representativeness of Real Microstructure Cut-Outs Applied in Finite Element Simulations. Crystals 2021, 11, 382. https://doi.org/10.3390/cryst11040382
Schneider Y, Wasserbäch W, Schmauder S, Zhou Z, Zielke R, Tillmann W. A Numerical Method to Improve the Representativeness of Real Microstructure Cut-Outs Applied in Finite Element Simulations. Crystals. 2021; 11(4):382. https://doi.org/10.3390/cryst11040382
Chicago/Turabian StyleSchneider, Yanling, Werner Wasserbäch, Siegfried Schmauder, Zhangjian Zhou, Reiner Zielke, and Wolfgang Tillmann. 2021. "A Numerical Method to Improve the Representativeness of Real Microstructure Cut-Outs Applied in Finite Element Simulations" Crystals 11, no. 4: 382. https://doi.org/10.3390/cryst11040382
APA StyleSchneider, Y., Wasserbäch, W., Schmauder, S., Zhou, Z., Zielke, R., & Tillmann, W. (2021). A Numerical Method to Improve the Representativeness of Real Microstructure Cut-Outs Applied in Finite Element Simulations. Crystals, 11(4), 382. https://doi.org/10.3390/cryst11040382