3.1. Hot-Rolled and DET Microstructures
The microstructure of hot-rolled steel (HSYM-HR) is shown in
Figure 2a, and it is featured by lamellar pearlite and carbide particles. The pearlite was identified by XRD analysis as
κ-pearlite comprising ferrite and
κ-carbide, as presented in
Figure 2d. The XRD results indicate that
κ-carbide has a high fraction of 26.4 vol.%, which is very close to the theoretical fraction of 25.3 vol.% obtained by thermodynamic calculation. The studied HSYM steel has a hypereutectoid composition. Thus, proeutectoid
κ-carbide should be precipitated first, and then, lamellar pearlite is formed by austenite eutectoid transformation during the cooling process. The uniaxial tension test reveals a high brittleness of HSYM-HR with a poor elongation of 0.9%, as given by the black line in
Figure 2b. No dimples were observed on the fracture surface of HSYM-HR, and the fracture morphology presents a quasi-cleavage fracture characteristic with many discontinuous cleavage planes (yellow arrow) and a large secondary crack (red arrow) (
Figure 2c), further indicating poor ductility of HSYM-HR. The existence of lamellar carbides in HSYM-HR is rather likely to cause stress concentration, and thus promotes crack initiation and propagation [
6]. The essential reason for the high brittleness of κ-pearlite is considered as its higher carbide fraction [
9,
13].
Subcritical spheroidizing annealing and DET treatments have been widely adopted to regulate the morphology of high carbon steels for ductility improvement by many researchers [
6,
7,
8,
9]. The subcritical spheroidizing annealing treatment is generally carried out at a temperature (usually below A
c1 ~20–50 °C) for a long-period holding for 5–20 h (sometimes even longer). Compared with the subcritical spheroidizing annealing treatment, the DET treatment requires shorter time and is thus more efficient. A DET process involves austenitizing to obtain carbide particles distributed in an austenite matrix and subsequent slow cooling to achieve spheroidal carbides. The HSYM-DET sample (austenitizing at 900 °C and cooling at the rate of 1 °C·min
−1) possesses a high tensile strength of 833 MPa and a good elongation of 22.3%, which is much higher than the 0.9% from the HSYM-HR sample (
Figure 2b). As shown in
Figure 3a, the microstructure of HSYM-DET is composed of granular carbides uniformly distributed in the ferrite matrix. The carbides were also identified by XRD as
κ-carbides with an average size of 1.86 ± 0.15 μm. Such a microstructure evolution of the
κ-carbides is the main reason for the greatly increased elongation. The conspicuous dimples on the fracture surface of HSYM-DET clearly indicate a ductile fracture mode (
Figure 3b). There are two damage types, i.e.,
κ-carbide particle cracking and interface decohesion. On the one hand, the granular
κ-carbides have a bigger curvature, so that they can just cause a fairly weaker stress concentration. On the other hand, the granular
κ-carbides should be fractured at high applied stress due to the smaller interface connected with the matrix. Therefore, the granular
κ-carbides could prevent crack propagation efficiently [
6,
7]. Moreover, the addition of vanadium has a great effect on the enhancement of strength and ductility. The vanadium addition plays an important role of refinement strengthening by pinning austenite grain boundaries during hot rolling [
14,
15], and the V(C,N) particles possess a precipitation strengthening effect [
16].
3.2. The Characterization of Microstructure Evolution
In previous studies, investigations of DET process were only focused on the microstructure before and after slow cooling [
8,
10,
11,
12]. During the slow cooling process of DET, the detailed microstructure evolution process of
κ-carbide still remains debatable. Thus, a staged quenching treatment (
Figure 1c) was carried out to analyze the evolution mechanism of
κ-carbides, and SEM micrographs of the microstructures in staged quenching samples are shown in
Figure 4. Lamellar pearlite structures appear in the sample cooled to 900 °C, as indicated by the red dotted box in
Figure 4a. The red dotted box in the lower left corner is the magnified micrograph of the small red dotted box, which illustrates that the
κ-pearlite transformation happens at the initial stage of cooling. This is inconsistent with the previous DET concept that just austenite–ferrite transformation and growth of
κ-carbides occur [
8,
11]. The
θ-pearlite transformation during DET was also observed recently in a bearing steel [
17]. According to the SEM micrographs,
κ-carbides grow up accompanied by a
κ-pearlite transformation (yellow circle in
Figure 4a). Intragranular carbides particles are thin and distributed in the ferrite matrix (
Figure 4b); they are clearly observed when the quenching temperature decreases to 850 °C. At this stage, the austenite–ferrite transformation has finished, and just the morphological evolution of carbides takes place during the subsequent slow cooling process. The microstructure of the sample quenched from 800 °C presents a gradual disappearance of intergranular carbides, and more intragranular carbides can be observed due to the particle coarsening (
Figure 4c). The high-resolution observations of the samples cooled to 850 °C and 800 °C indicate that the intergranular carbides are discontinuous, and the morphologies of intragranular carbides are mainly spherical-like and short rod-like (
Figure 4g,h). The disappearance of intergranular carbides is caused by spheroidization during the cooling process. In addition, with the increase in ferrite grain size, the grain boundary gradually migrates, which leads to a decrease in the number of intergranular carbides but an increase in the number of intragranular carbides. The short rod-like carbides are regarded as the production of pearlite spheroidization, while spherical-like carbides result from the growth of previous particles (
Figure 4h). The average diameter of intragranular carbides was measured to be 0.101 μm and 0.136 μm for the 850 °C and 800 °C quenched samples, respectively, revealing an obvious growth of carbides. In addition, the chemical composition analyses of intergranular and intragranular carbides by EPMA show that they are mainly
κ-carbides (
Figure 5). As the temperature continues to decrease, the
κ-carbides grow up obviously both near the grain boundary and inside the grains (
Figure 4d–f). The average size of
κ-carbides in
Figure 4f reaches about 1.30 ± 0.15 μm. The larger
κ-carbides near grain boundaries are easily connected to each other and exhibit a strip distribution, and the size of
κ-carbides inside grains are uniform. Accordingly, the spheroidization effect is not ideal at this stage due to the existence of strip
κ-carbides near grain boundaries. During the subsequent air-cooling process, the strip
κ-carbides might be broken further due to grain boundary migration, and the κ-carbides dispersedly distributed on the ferrite matrix.
Then, the mechanism for the influences of austenitizing temperature and slow cooling rate on the evolution of κ-carbides was explored. According to the thermodynamic phase diagram in
Figure 1a, two austenitizing temperatures were selected for obtaining a fully austenitizing condition and a partially austenitizing condition. The designed heat treatment process is shown in
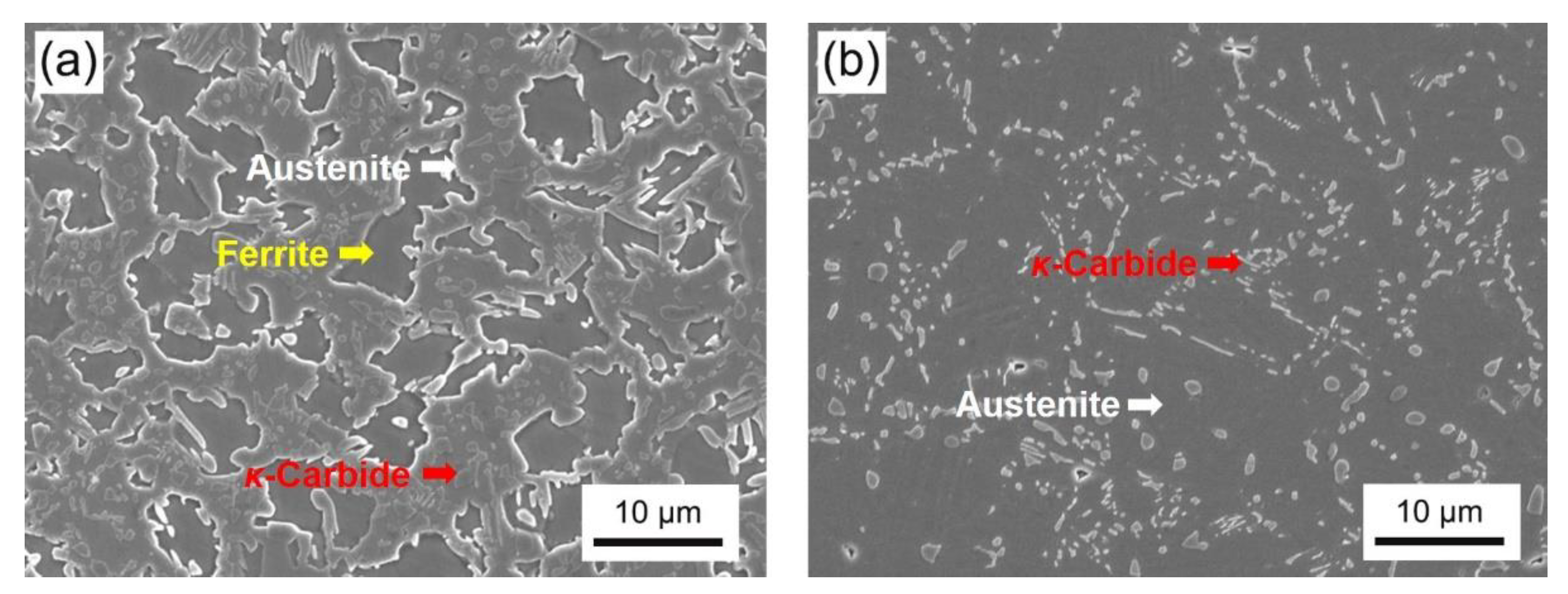
Figure 1b, and SEM images of the microstructures in the HSYM steels at different austenitizing temperatures are presented in
Figure 6. Part ferrite,
κ-carbides and austenite exist in the 900 °C-40 min (HSYM-900) sample (
Figure 6a). Only a few
κ-carbides and austenite exist in the 950 °C-40 min (HSYM-950) sample (
Figure 6b). The ferrite in HSYM-900 has an irregular morphology, and the fraction of
κ-carbides is significantly higher than that in HSYM-950.
The micrographs of the DET samples are presented in
Figure 7, and the XRD results reveal that the composition only includes ferrite and
κ-carbide (
Figure 8a,b). The
κ-carbide distribution becomes more and more uniform in 950 °C-austenitized samples with a decreasing cooling rate, and the spacing of carbides decreases with an increase in cooling rate (
Figure 7a–c). Spherical
κ-carbides are dominant in the microstructure of HSYM steel, indicating a good spheroidization effect of DET treatment at three cooling rates. However, there are still some lamellar
κ-carbides in the samples with the cooling rates of 3 °C·min
−1 and 5 °C·min
−1. The lamellar
κ-carbides are retained from the
κ-pearlite structure, which is incompletely spheroidized at a larger cooling rate. On the one hand, since the elements have enough time to diffuse at a lower cooling rate, the spheroidization of
κ-carbides is more likely to occur with a decreasing cooling rate. On the other hand, the
κ-pearlite transformation at the early stage is more likely to happen at the high cooling rate. Therefore, lamellar
κ-carbides are more likely to be retained at a higher cooling rate. As a result, the microstructure of the samples at a higher cooling rate is non-uniform, as exhibited in
Figure 7b,c. The relationship between carbide size and cooling rate in
Figure 8c clearly reveals that the average size of
κ-carbides increases gradually with decreasing cooling rate due to sufficient growth. In addition, the volume fractions of
κ-carbide measured by XRD are 23.8%, 30.1% and 21.3% of the samples cooling at the rates of 1, 3 and 5 °C·min
−1, respectively (
Figure 8a). The fraction of
κ-carbides increases first, and then decreases with increasing cooling rate. This is due to the fact that denser lamellar
κ-carbides exist in the sample at 3 °C·min
−1, and the
κ-carbides particles in the sample at 5 °C·min
−1 do not have sufficient time for coarsening.
Compared with the microstructure of DET samples with austenitizing temperature of 950 °C (
Figure 7a–c),
κ-carbide particles with lesser amount but larger size were observed in the DET samples austenitized at 900 °C (
Figure 7d–f). For instance, the average size of
κ-carbide in the sample 900-1 is 1.86 ± 0.15 μm but 1.58 ± 0.05 μm for the sample 950-1 (
Figure 8c). This is mainly due to the existence of ferrite and more undissolved
κ-carbides in austenite after austenitizing at 900 °C for 40 min (
Figure 6a). These undissolved
κ-carbides grow up directly during the subsequent cooling process, leading to an enlarged size and a decreased amount. The carbide spacing is significantly larger than that austenitized at 950 °C. On the one hand, the volume fraction of
κ-carbide in samples austenitized at 950 °C is higher, and more
κ-carbide particles lead to smaller spacing. On the other hand, the pre-existing ferrite with less
κ-carbide particles was inherited. In addition, the size of
κ-carbide becomes more uniform in the DET samples austenitized at 900 °C as the cooling rate decreases. Only the sample cooling at 5 °C·min
−1 has a few lamellar
κ-carbides, while the
κ-carbides in the other two samples are well spheroidized (
Figure 7d–f). There are two major reasons as follows: (1) The pre-existing ferrite results in an increase in carbide spacing, and thus, the carbides are not easily accumulated during the cooling process. (2) A decrease in austenitizing temperature leads to a decrease in undercooling degree, so that the transformation speed of pearlite decreases. Therefore, only a small number of pearlites appear at the higher cooling rate in the sample austenitized at 900 °C. The volume fractions of
κ-carbides measured by XRD are 27.0%, 30.2% and 30.6% for samples cooling at the rates of 1, 3 and 5 °C·min
−1, respectively (
Figure 8b). The decreased fraction of
κ-carbide with decreasing cooling rate is caused by the less time of carbon diffusion into austenite. In addition, the average size of
κ-carbide gradually decreases with increasing cooling rate.
Finally, the microstructure evolution diagram during DET is summarized in
Figure 9. After austenitizing, the ferrite–austenite transformation occurs completely, and the microstructure is composed of some
κ-carbide particles retained in the austenite matrix. When the temperature decreases to about 900 °C, the
κ-pearlite and ferrite transformations combined with the growth of
κ-carbides commence. With decreasing quenching temperature to 850 °C, the austenite–ferrite transformation is finished, and just the morphology evolution of
κ-carbides takes place during the subsequent slow cooling process. There are two types of
κ-carbide, namely intergranular
κ-carbides and intragranular κ-carbides. The latter are thin particles distributed in ferrite matrix, while those short rod-like carbides are regarded as the production of pearlite spheroidization. When the temperature decreases to about 800 °C, the disappearance of intergranular carbides is due to the spheroidization in the cooling process and the growth of ferrite grains. During this process,
κ-carbides are just spheroidized and grow up. As the temperature continues to decrease, the
κ-carbides grow up obviously both near grain boundaries and inside grains. However, the spheroidization effect is not ideal as the temperature decreases to about 720 °C due to the existence of strip
κ-carbides near grain boundaries. During the subsequent air-cooling process, the strip
κ-carbides might be further spheroidized, and the
κ-carbides are dispersedly distributed in the ferrite matrix. In addition, the austenitizing temperature mainly influences the fraction of undissolved
κ-carbides, and the lower cooling rate is beneficial for a good spheroidization effect.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








