
A New Insight into the Role of Silicate-Type Binders on the Crushing Strength of Alumina Foams

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Ceramic Foam Manufacturing
2.3. Ceramic Foams Characterisation
3. Results and Discussion
3.1. Raw Materials Characterisation
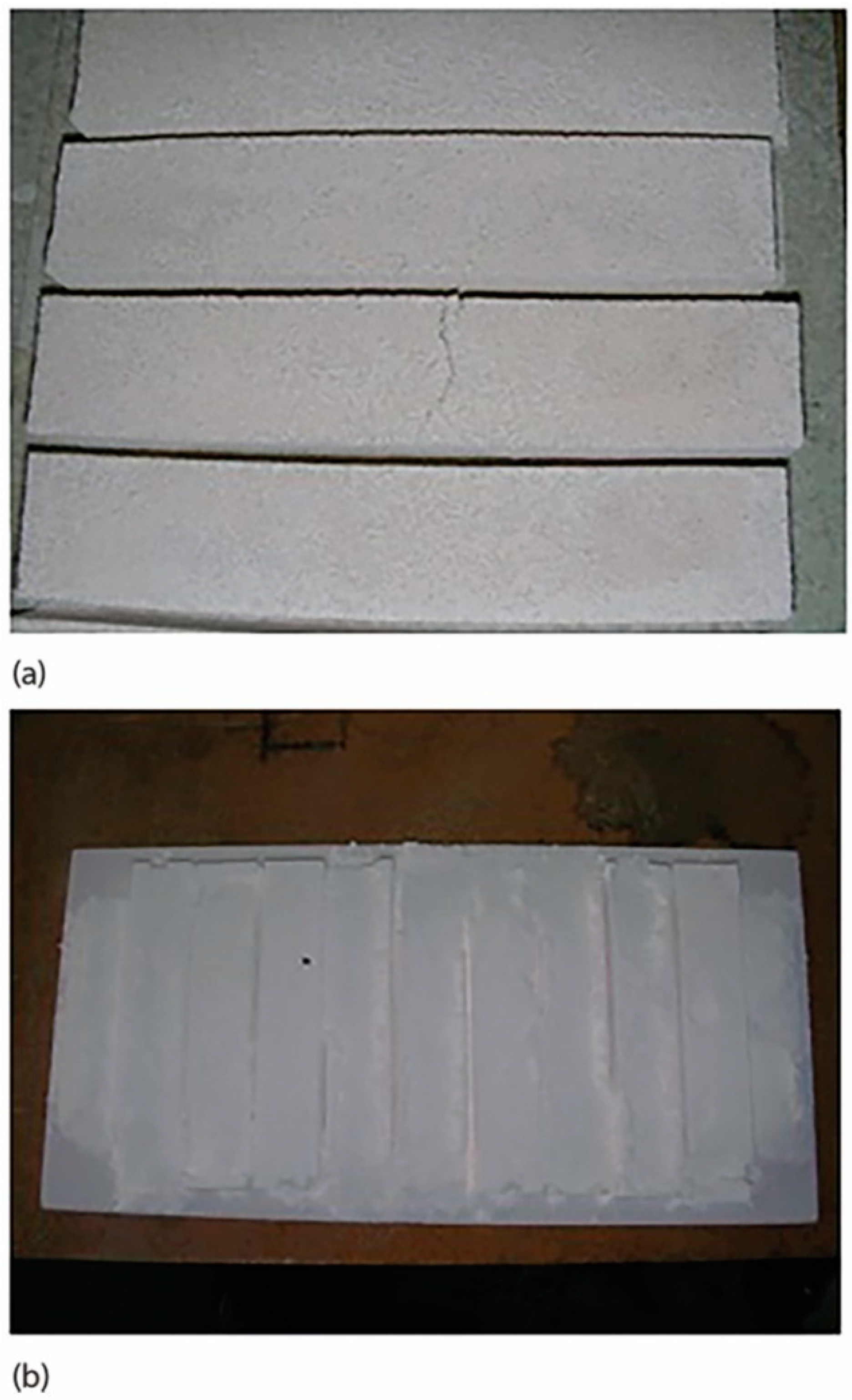
3.2. Ceramic Foam Manufacturing
3.3. Ceramic Foams Characterisation
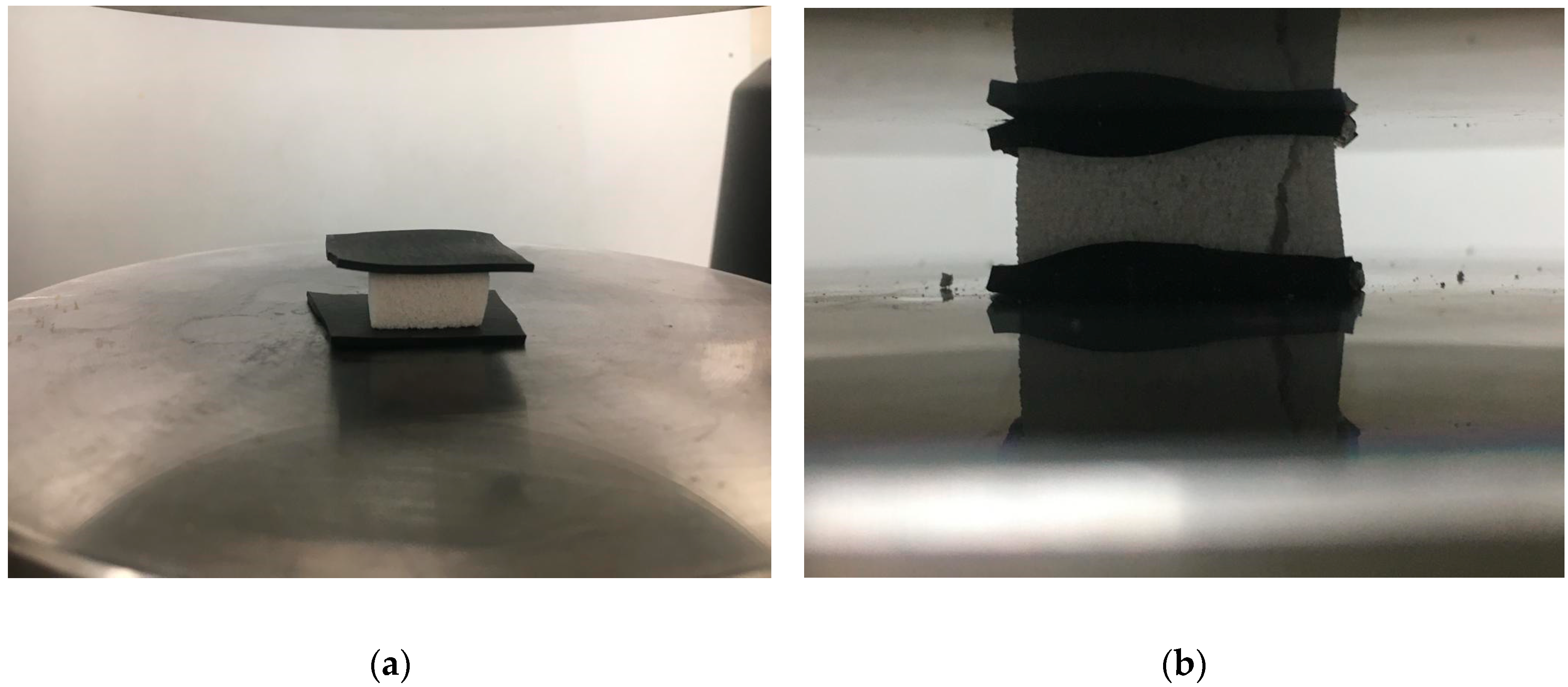
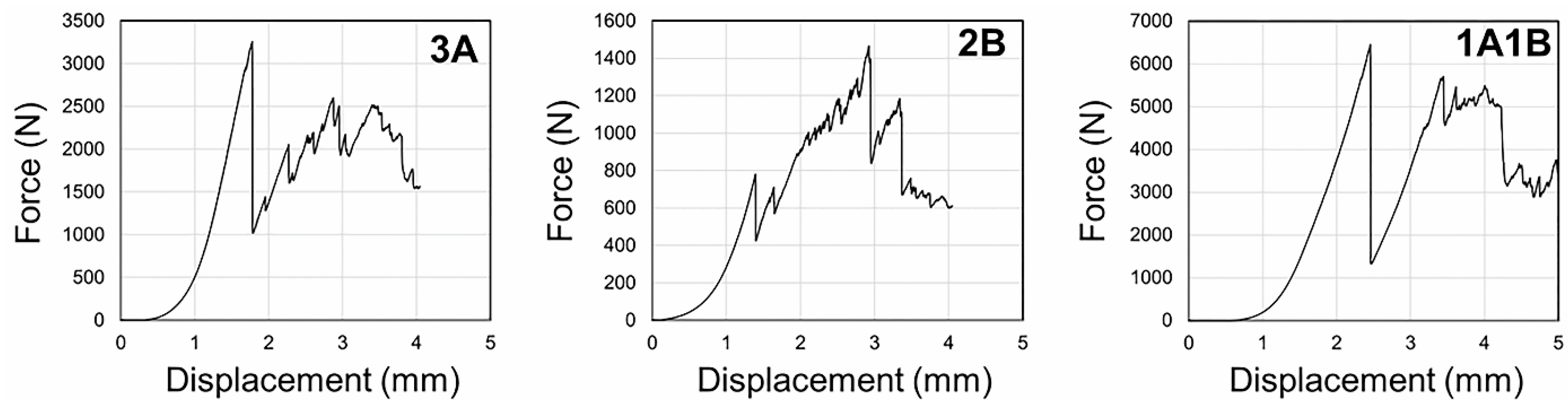
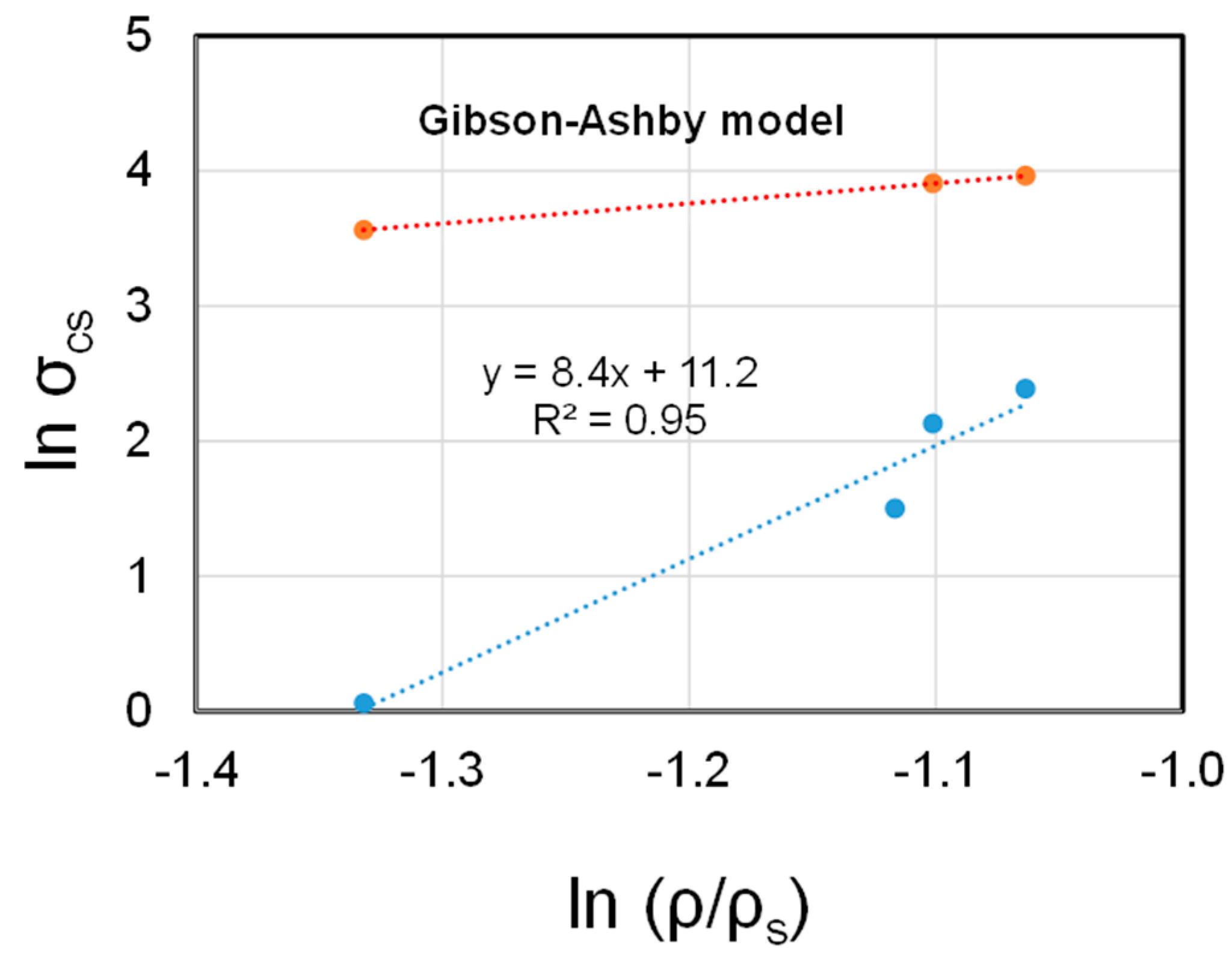
3.4. Crushing Strength
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, L.J.; Ashby, M.F. Cellular Solids, Structure and Properties, 2nd ed; Cambridge University Press: Cambridge, UK, 1997. [Google Scholar]
- Colombo, P. Ceramics foams: Fabrication, properties and applications. In Key Engineering Materials; Kermel, C., Lardot, V., Libert, D., Urbain, I., Eds.; Trans Tech Publications: Zurich, Switzerland, 2002; Volume 206–213, pp. 1913–1918. [Google Scholar]
- Binner, J. Ceramic foams. In Cellular Ceramics: Structure, Manufacturing, Properties and Applications, 1st ed.; Scheffler, M.P., Colombo, P., Eds.; Wiley-VCH: Weinheim, Germany, 2005; Chapter 2.1; pp. 33–56. [Google Scholar]
- Colombo, P. Conventional and Novel Processing Methods for Cellular Ceramics. Philos. Trans. Roy. Soc. A 2006, 364, 109–124. [Google Scholar] [CrossRef]
- Costa Oliveira, F.A. Ceramic foams. In Foam Films and Foams–Fundamentals and Applications; Exerowa, D., Gochev, G., Platikanov, P., Liggieri, L., Miller, R., Eds.; CRC Press: Boca Raton, FL, USA; Taylor and Francis Group: Oxfordshire, UK, 2019; pp. 465–476. [Google Scholar]
- Chen, Y.; Wang, N.; Ola, O.; Xia, Y.; Zhu, Y. Porous ceramics: Light in weight but heavy in energy and environment technologies. Mater. Sci. Eng. Rep. R 2021, 143, 100589. [Google Scholar] [CrossRef]
- Ohji, T.; Fukushima, M. Macro-porous ceramics: Processing and properties. Int. Mater. Rev. 2012, 57, 115–131. [Google Scholar] [CrossRef]
- Studart, A.R.; Gonzenbach, U.T.; Tervoort, E.; Gauckler, L.J. Processing routes to macroporous ceramics: A review. J. Am. Ceram. Soc. 2006, 89, 1771–1789. [Google Scholar] [CrossRef]
- Ribeiro, F.; Silva, J.M.; Silva, E.; Vaz, M.F.; Costa Oliveira, F.A. Catalytic combustion of toluene on Pt zeolite coated cordierite foams. Catal. Today 2011, 176, 93–96. [Google Scholar] [CrossRef]
- Ranito, C.M.S.; Costa Oliveira, F.A.; Borges, J.P. Hydroxyapatite foams for bone replacement. In Key Engineering Materials; Li, P., Zhang, K., Colwell, C.W., Jr., Eds.; Trans Tech Publications Ltd.: Zurich, Switzerland, 2005; Volume 284–286, pp. 341–344. [Google Scholar]
- Montanaro, L.; Jorand, Y.; Fantozzi, G.; Negro, A. Ceramic foams by powder processing. J. Eur. Ceram. Soc. 1998, 18, 1339–1350. [Google Scholar] [CrossRef]
- Incera Garrido, G.; Patcas, F.C.; Lang, S.; Kraushaar-Czarnetzki, B. Mass transfer and pressure drop in ceramic foams: A description for different pore sizes and porosities. Chem. Eng. Sci. 2008, 63, 5202–5217. [Google Scholar] [CrossRef]
- Schwartzwalder, K.; Somers, A.V. Method of Making Porous Ceramic Articles. U.S. Patent 3,090,094, 21 May 1963. [Google Scholar]
- Lyckfeldt, O.; Ferreira, J.M.F. Processing of porous ceramics by ‘starch consolidation’. J. Eur. Ceram. Soc. 1998, 18, 131–140. [Google Scholar] [CrossRef]
- Fitzgerald, T.J.; Michaud, V.J.; Mortensen, A. Processing of microcellular SiC foams-Part II Ceramic foam production foams. J. Mater. Sci. 1995, 30, 1037–1045. [Google Scholar] [CrossRef]
- Qian, J.M.; Wang, J.P.; Qiao, G.J.; Jin, Z.H. Preparation of porous SiC ceramic with a woodlike microstructure by sol-gel and carbothermal reduction processing. J. Eur. Ceram. Soc. 2004, 24, 3251–3259. [Google Scholar] [CrossRef]
- Sepulveda, P.; Binner, J.G.P. Processing of cellular ceramics by foaming and in-situ polymerization of organic monomers. J. Eur. Ceram. Soc. 1999, 19, 2059–2066. [Google Scholar] [CrossRef] [Green Version]
- Sundermann, E.; Viedt, J. Method of Manufacturing Ceramic Foam Bodies. U.S. Patent 3,745,201, 10 July 1973. [Google Scholar]
- Ortega, F.S.; Sepulveda, P.; Pandolfelli, V.C. Monomer systems for the gel casting of foams. J. Eur. Ceram. Soc. 2002, 22, 1395–1401. [Google Scholar] [CrossRef]
- Green, D.J. Fabrication and mechanical properties of lightweight ceramics produced by sintering of hollow spheres. J. Am. Ceram. Soc. 1995, 68, 403–409. [Google Scholar] [CrossRef]
- Luyten, J.; Mullens, S.; Cooyman, J.; de Wild, A.M.; Thijs, I. New processing techniques of ceramic foams. Adv. Engineer. Mater. 2003, 5, 715–718. [Google Scholar] [CrossRef]
- Dammler, K.; Schelm, K.; Betke, U.; Fey, T.; Scheffler, M. Open-cellular alumina foams with hierarchical strut porosity by ice templating: A thickening agent study. Materials 2021, 14, 1060. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Lee, C.Y.; Ha, J.H.; Lee, J.; Song, I.H.; Kwon, S.H. Enhancing compressive strength of reticulated porous alumina by optimizing processing conditions. Appl. Sci. 2021, 11, 4517. [Google Scholar] [CrossRef]
- Resende-Gonçalves, C.I.; Sampaio, N.; Moreira, J.; Carvalho, O.; Caramês, J.; Manzanares-Céspedes, M.C.; Silva, F.; Henriques, B.; Souza, J. Porous zirconia blocks for bone repair: An integrative review on biological and mechanical outcomes. Ceramics 2022, 5, 161–172. [Google Scholar] [CrossRef]
- Eom, J.H.; Kim, Y.W.; Raju, S. Processing and properties of macroporous silicon carbide ceramics: A review. J. Asian Ceram. Soc. 2013, 1, 220–242. [Google Scholar] [CrossRef] [Green Version]
- Brezny, R.; Green, D.J. Mechanical behavior of cellular ceramics. In Materials Science and Technology, Structure and Properties of Ceramics; Swain, M., Ed.; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 1994; Volume 11, pp. 463–516. [Google Scholar]
- Ashby, M.F. The mechanical properties of cellular solids. Metall. Trans A 1983, 14, 1755–1769. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. The mechanics of three-dimensional cellular materials. Proc. R. Soc. Lond. A 1982, 382, 43–59. [Google Scholar]
- Brezny, R.; Green, D.J. Fracture behavior of open-cell ceramics. J. Am. Ceram. Soc. 1989, 72, 1145–1152. [Google Scholar] [CrossRef]
- Maiti, S.K.; Gibson, L.J.; Ashby, M.F. Deformation and energy absorption diagrams for cellular solids. Acta Metall. 1984, 32, 1963–1975. [Google Scholar] [CrossRef]
- Costa Oliveira, F.A.; Dias, S.; Vaz, M.F.; Cruz Fernandes, J. Behaviour of open-cell cordierite foams under compression. J. Eur. Ceram. Soc. 2006, 26, 179–186. [Google Scholar] [CrossRef]
- Zhang, J.; Ashby, M.F. Theoretical Studies on Isotropic Foams; Report # CUED/C-Mats/TR 158; Cambridge University: Cambridge, UK, 1989. [Google Scholar]
- Voigt, C.; Aneziris, C.G.; Hubálková, J. Rheological characterization of slurries for the preparation of alumina foams via replica technique. J. Am. Ceram. Soc. 2015, 98, 1460–1463. [Google Scholar] [CrossRef]
- Luckham, P.F.; Rossi, S. The colloidal and rheological properties of bentonite suspensions. Adv. Colloid. Interface Sci. 1999, 82, 43–92. [Google Scholar] [CrossRef] [Green Version]
- Voigt, C.; Storm, J.; Abendroth, M.; Aneziris, C.; Kuna, M.; Hubálková, J. The influence of the measurement parameters on the crushing strength of reticulated ceramic foams. J. Mater. Res. 2013, 28, 2288–2299. [Google Scholar] [CrossRef]
- Weibull, W. A statistical distribution function of wide applicability. ASME J. Appl. Mech. 1951, 18, 293–297. [Google Scholar] [CrossRef]
- ASTM C1239-13; Standard Practice for Reporting Uniaxial Strength Data and Estimating Weibull Distribution Parameters for Advanced Ceramics. ASTM International: West Conshohocken, PA, USA, 2018.
- Keleş, Ö.; García, R.E.; Bowman, K.J. Deviations from Weibull statistics in brittle porous materials. Acta Mater. 2013, 61, 7207–7215. [Google Scholar] [CrossRef]
- Fedorov, A.V.; Gulyaeva, Y.K. Strength statistics for porous alumina. Powd. Technol. 2019, 343, 783–791. [Google Scholar] [CrossRef]
- Neumann, M.; Hubálková, J.; Voigt, C.; Grabenhorst, J.; Aneziris, C.G. On the fracture statistics of open-porous alumina foam structures. J. Eur. Ceram Soc. 2022, 42, 2331–2340. [Google Scholar] [CrossRef]
- Han, Y.; Li, J.; Wei, Q.; Tang, K. The effect of sintering temperatures on alumina foam strength. Ceram. Int. 2002, 28, 755–759. [Google Scholar] [CrossRef]
- Seuba, J.; Deville, S.; Guizard, C.; Stevenson, A.J. Mechanical properties and failure behavior of unidirectional porous ceramics. Sci. Rep. 2016, 6, 24326. [Google Scholar] [CrossRef] [Green Version]
- Dam, C.Q.; Brezny, R.; Green, D.J. Compressive behavior and deformation-mode map of an open-cell alumina. J. Mater. Res. 1990, 5, 163–171. [Google Scholar] [CrossRef]
- Brezny, R.; Green, D.J. The effect of cell-size on the mechanical-behavior of cellular materials. Acta Metall. Mater. 1990, 38, 2517–2526. [Google Scholar] [CrossRef]
- Brezny, R.; Green, D.J. Uniaxial strength behavior of brittle cellular materials. J. Am. Ceram. Soc. 1993, 76, 2185–2192. [Google Scholar] [CrossRef]
- Brown, D.D.; Green, D.J. Investigation of strut crack formation in open-cell alumina ceramics. J. Am. Ceram. Soc. 1994, 77, 1467–1472. [Google Scholar] [CrossRef]
- Lange, F.F.; Miller, K.T. Open-cell, low-density ceramics fabricated from reticulated polymer substrates. Adv. Ceram. Mater. 1987, 2, 827–831. [Google Scholar] [CrossRef]
- Meille, S.; Lombardi, M.; Chevalier, J.; Montanaro, L. Mechanical properties of porous ceramics in compression: On the transition between elastic, brittle, and cellular behavior. J. Eur. Ceram. Soc. 2012, 32, 3959–3967. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Kaolin | Bentonite | |
|---|---|---|
| SiO2 | 53.3 | 53.1 |
| Al2O3 | 32.4 | 16.8 |
| Fe2O3 | 1.2 | 6.0 |
| CaO | 0.06 | 3.1 |
| Na2O | 0.04 | 4.7 |
| MgO | 0.2 | 4.8 |
| K2O | 1.6 | 1.9 |
| TiO2 | 0.35 | 0.30 |
| Slurry | Al2O3 (wt.%) | A (wt.%) | B (wt.%) |
|---|---|---|---|
| 1A | 59 | 1 | - |
| 1B | 59 | - | 1 |
| 2A | 58 | 2 | - |
| 2B | 58 | - | 2 |
| 1A1B | 58 | 1 | 1 |
| 3A | 62 | 3 | - |
| Powder Characteristic | Value |
|---|---|
| Specific surface area | 2.5 m2 g−1 |
| Flow time | 461 ± 30 s |
| Apparent density | 1.04 ± 0.02 g cm−3 |
| Tap density | 1.27 ± 0.03 g cm−3 |
| True density | 3.94 ± 0.01 g cm−3 |
| Slurry | ρ (g cm−3) | ρ/ρs | ε (%) |
|---|---|---|---|
| 2A | 1.04 ± 0.04 | 0.26 | 73.5 ± 1.0 |
| 2B | 1.31 ± 0.07 | 0.33 | 67.1 ± 1.7 |
| 1A1B | 1.36 ± 0.08 | 0.35 | 65.9 ± 1.9 |
| 3A | 1.29 ± 0.03 | 0.33 | 67.5 ± 0.8 |
| Binder (wt.%) | n | σcs (MPa) | m | σ0 (MPa) |
|---|---|---|---|---|
| 2% A | 14 | 1.1 ± 0.3 | 5.0 | 1.2 |
| 2% B | 15 | 8.4 ± 1.8 | 5.2 | 9.2 |
| 1%A–1%B | 17 | 10.9 ± 1.5 | 7.4 | 11.5 |
| 3%A | 19 | 4.5 ± 1.2 | 3.9 | 4.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Oliveira, F.d.A.C.; Pommier, S.; Fernandes, J.C.; Dias, D. A New Insight into the Role of Silicate-Type Binders on the Crushing Strength of Alumina Foams. Crystals 2022, 12, 1394. https://doi.org/10.3390/cryst12101394
Oliveira FdAC, Pommier S, Fernandes JC, Dias D. A New Insight into the Role of Silicate-Type Binders on the Crushing Strength of Alumina Foams. Crystals. 2022; 12(10):1394. https://doi.org/10.3390/cryst12101394
Chicago/Turabian StyleOliveira, Fernando de Almeida Costa, Stéphane Pommier, Jorge Cruz Fernandes, and Diamantino Dias. 2022. "A New Insight into the Role of Silicate-Type Binders on the Crushing Strength of Alumina Foams" Crystals 12, no. 10: 1394. https://doi.org/10.3390/cryst12101394
APA StyleOliveira, F. d. A. C., Pommier, S., Fernandes, J. C., & Dias, D. (2022). A New Insight into the Role of Silicate-Type Binders on the Crushing Strength of Alumina Foams. Crystals, 12(10), 1394. https://doi.org/10.3390/cryst12101394