
Comparative Analysis of Bubbles Behavior in Different Liquids by Laser-Induced Plasma Micromachining Single-Crystal Silicon



Abstract
:1. Introduction
2. Materials and Methods
3. Experimental Procedure
3.1. Materials and Equipment
3.2. Experimental Design
3.3. Measurements and Characterizations
4. Results and Discussion
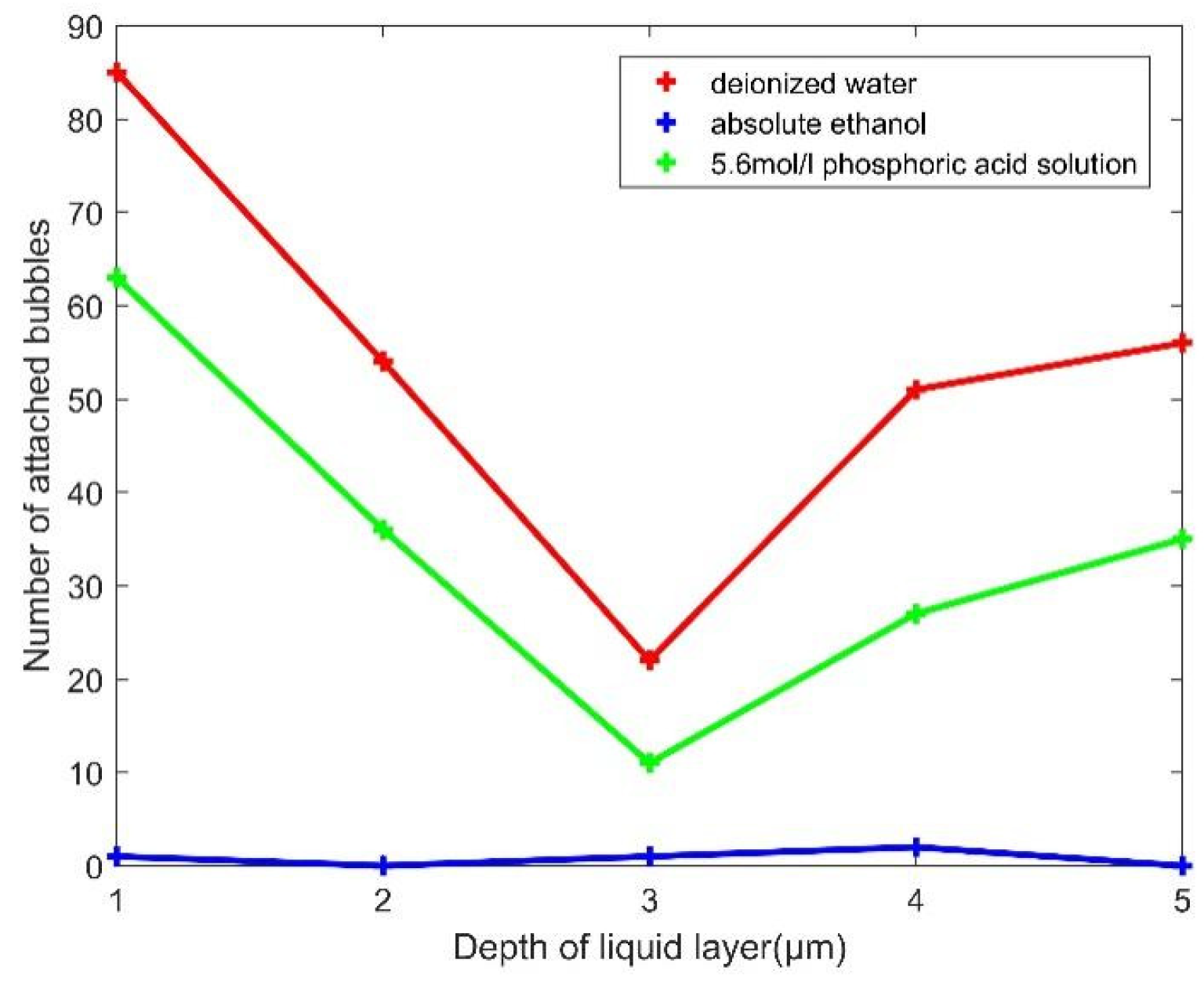
4.1. Analyzing Bubble Number
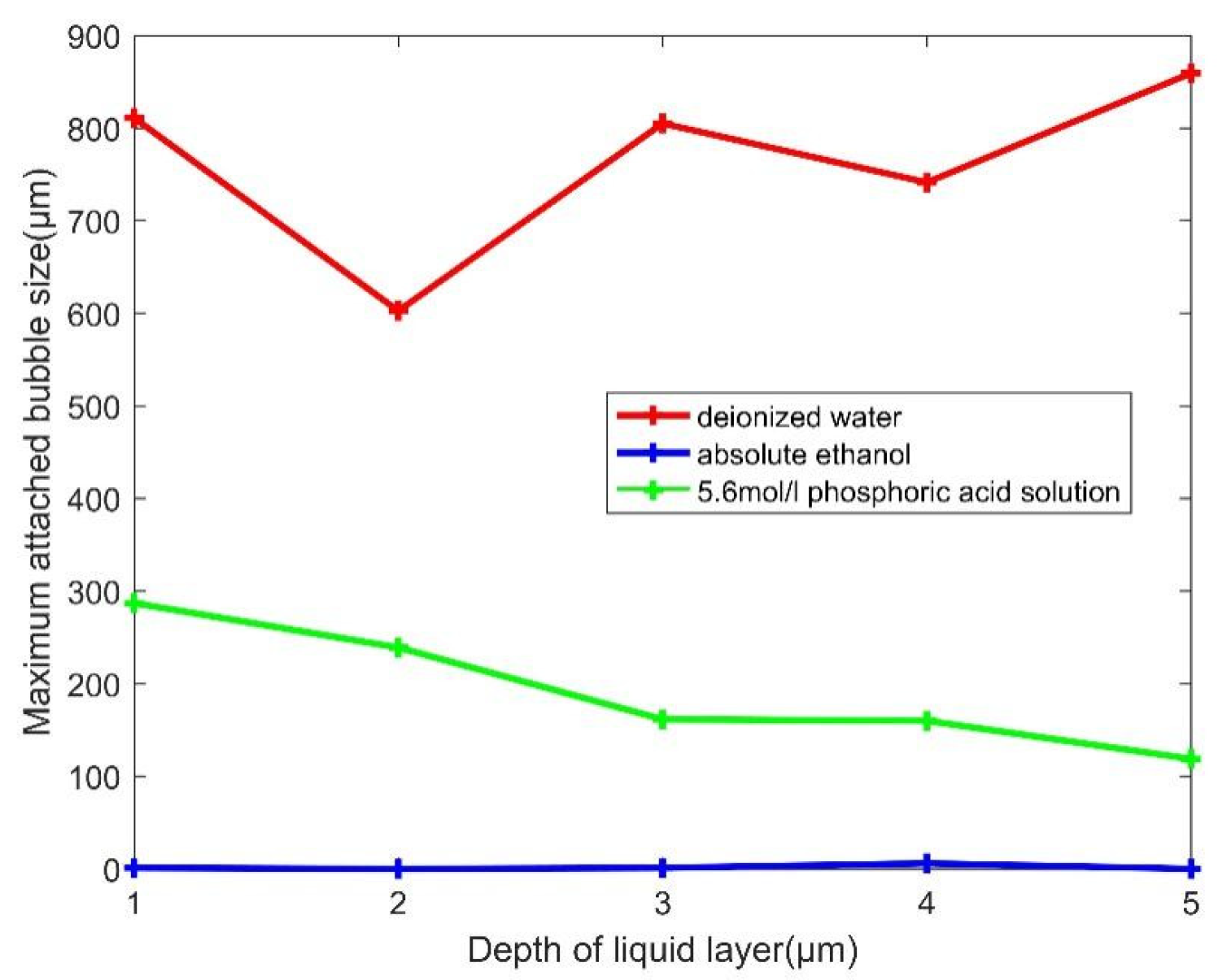
4.2. Analyzing Maximum Size of Bubbles
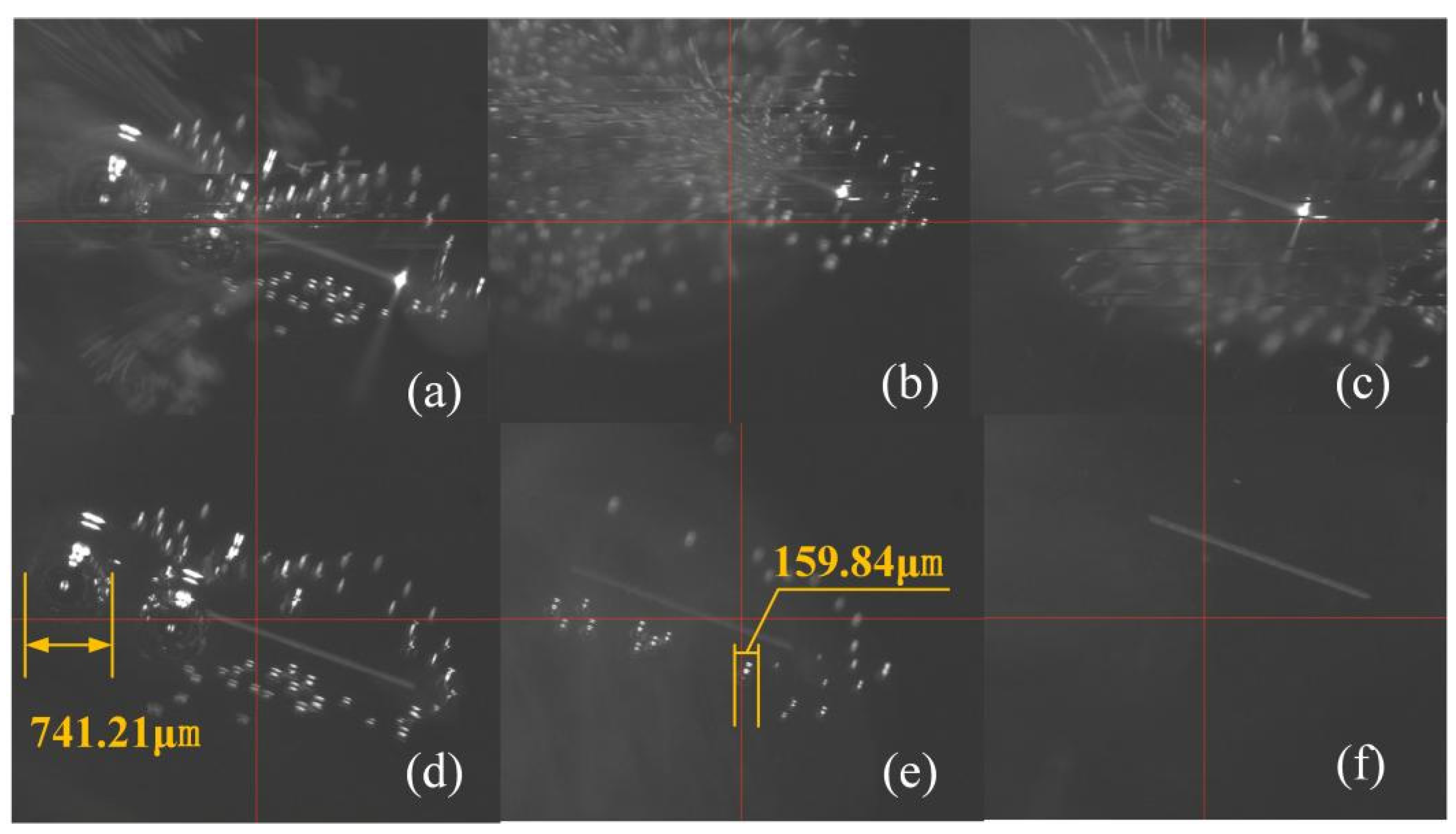
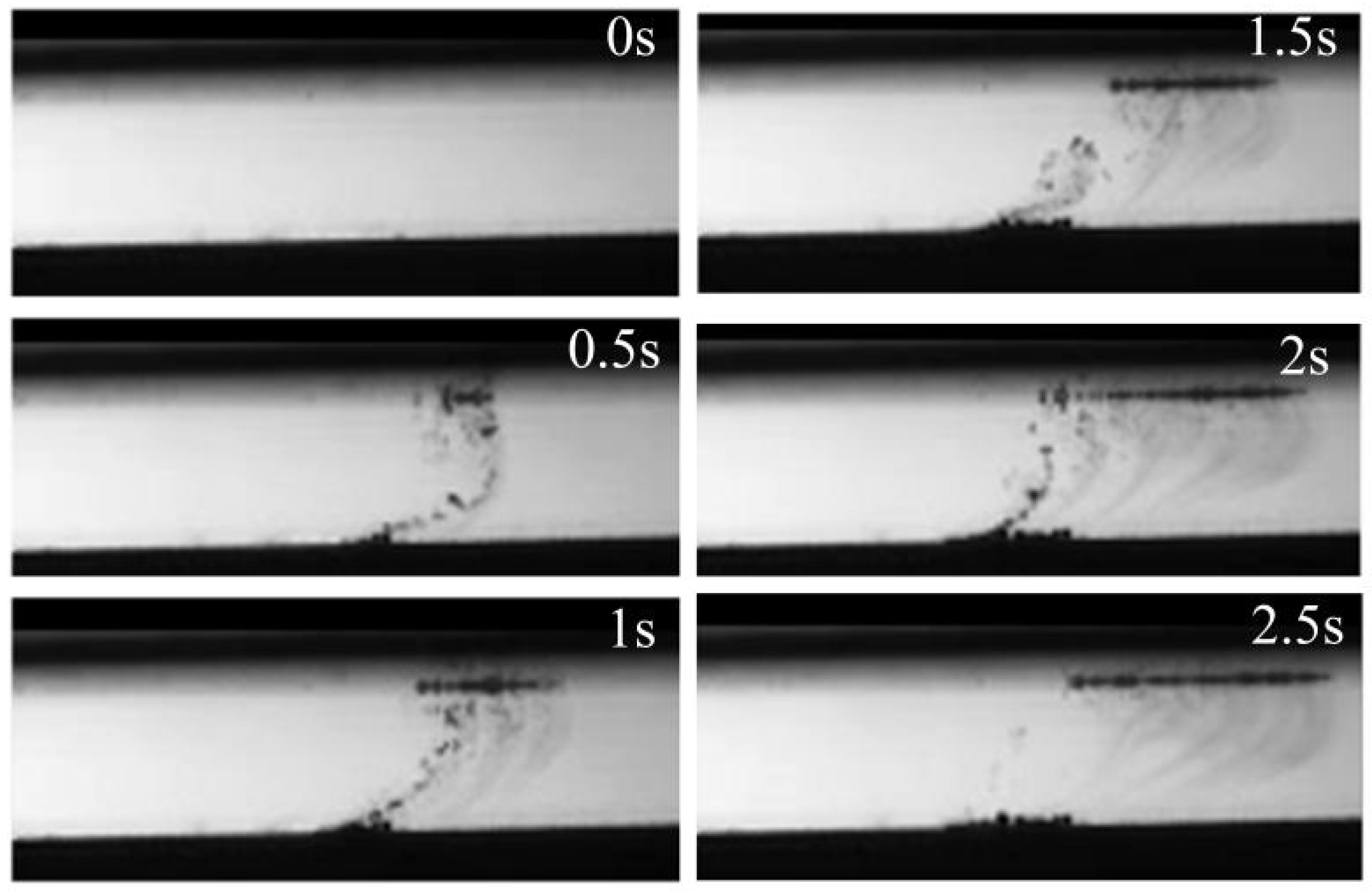
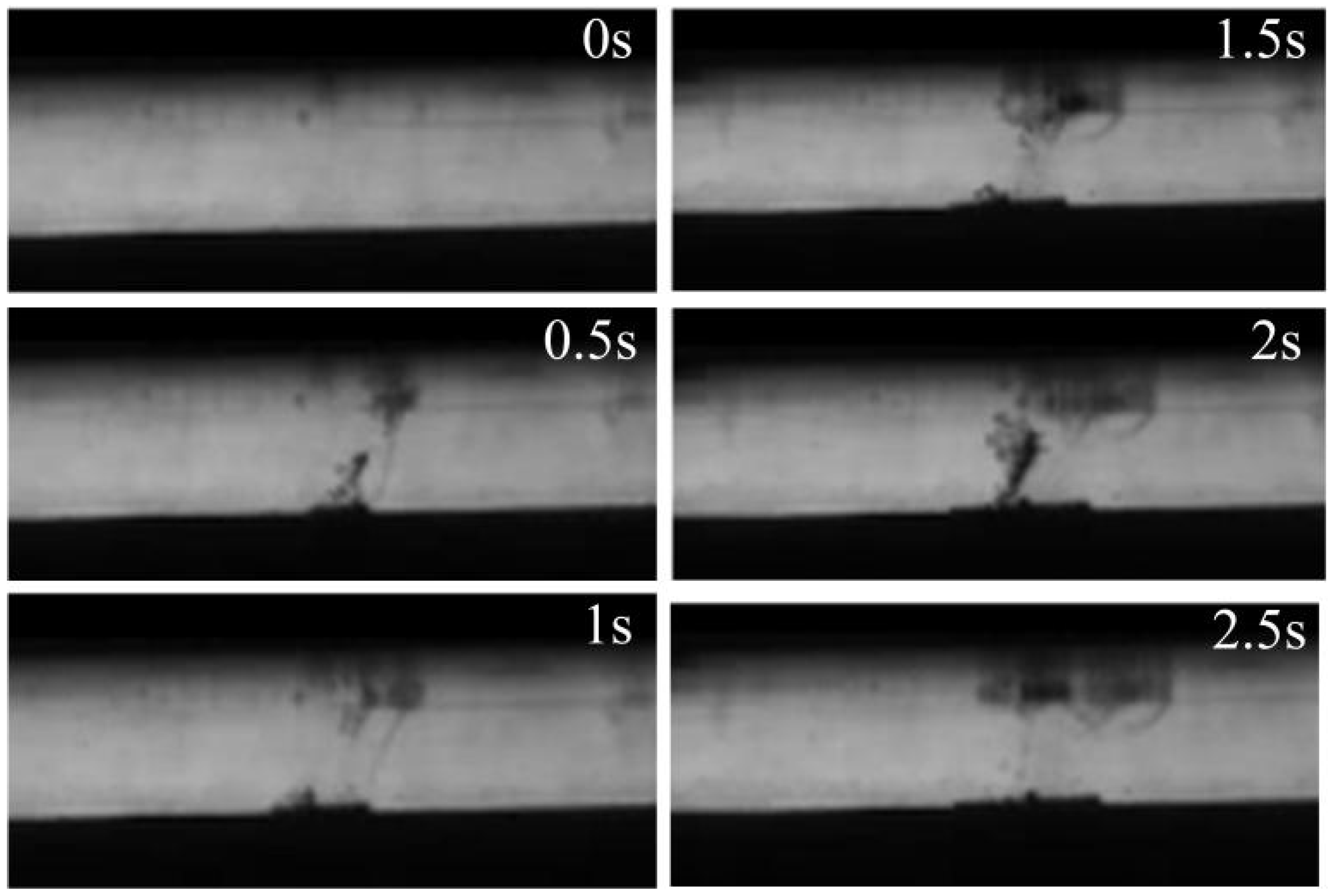
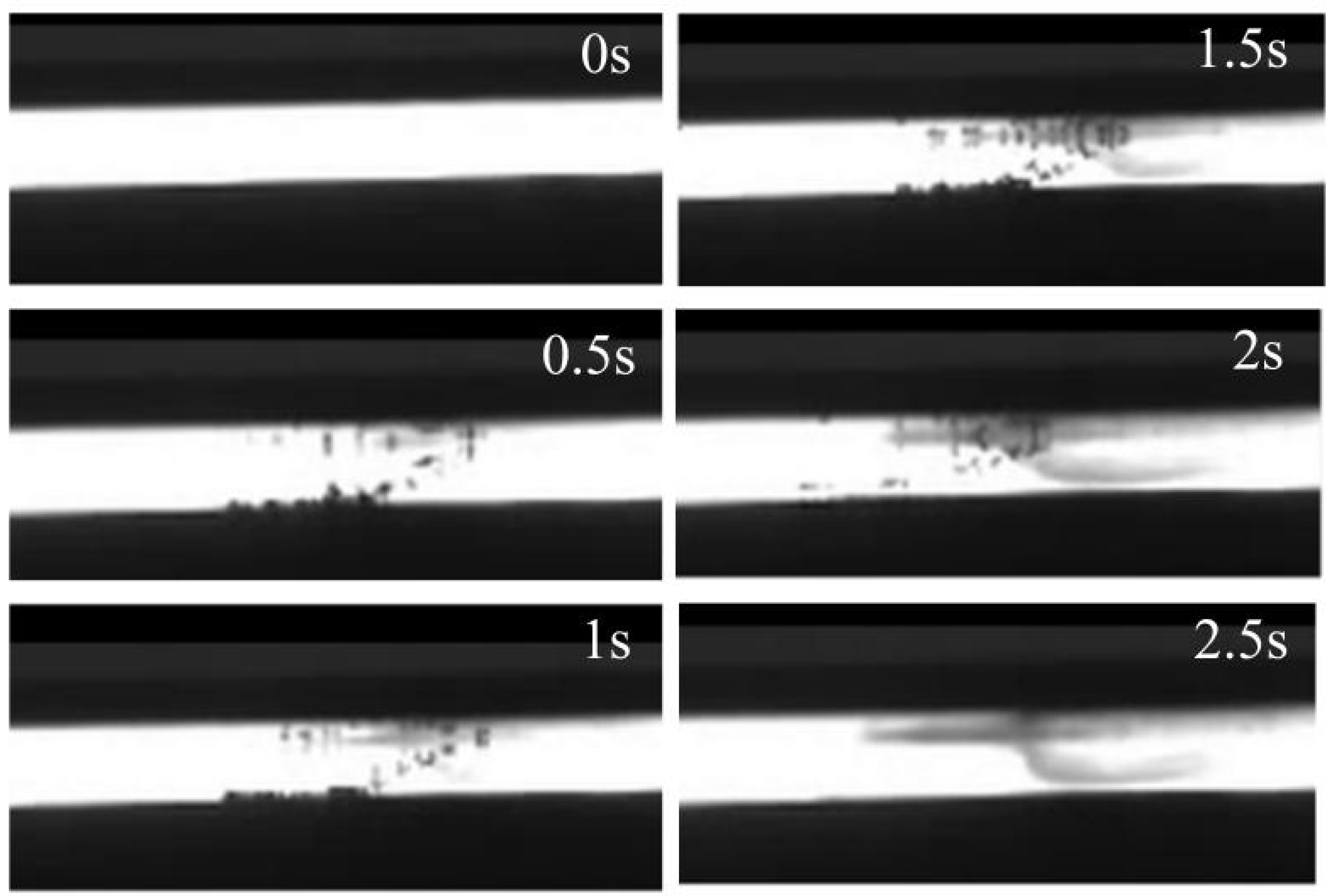
4.3. Analyzing Motion Trajectory of Bubbles
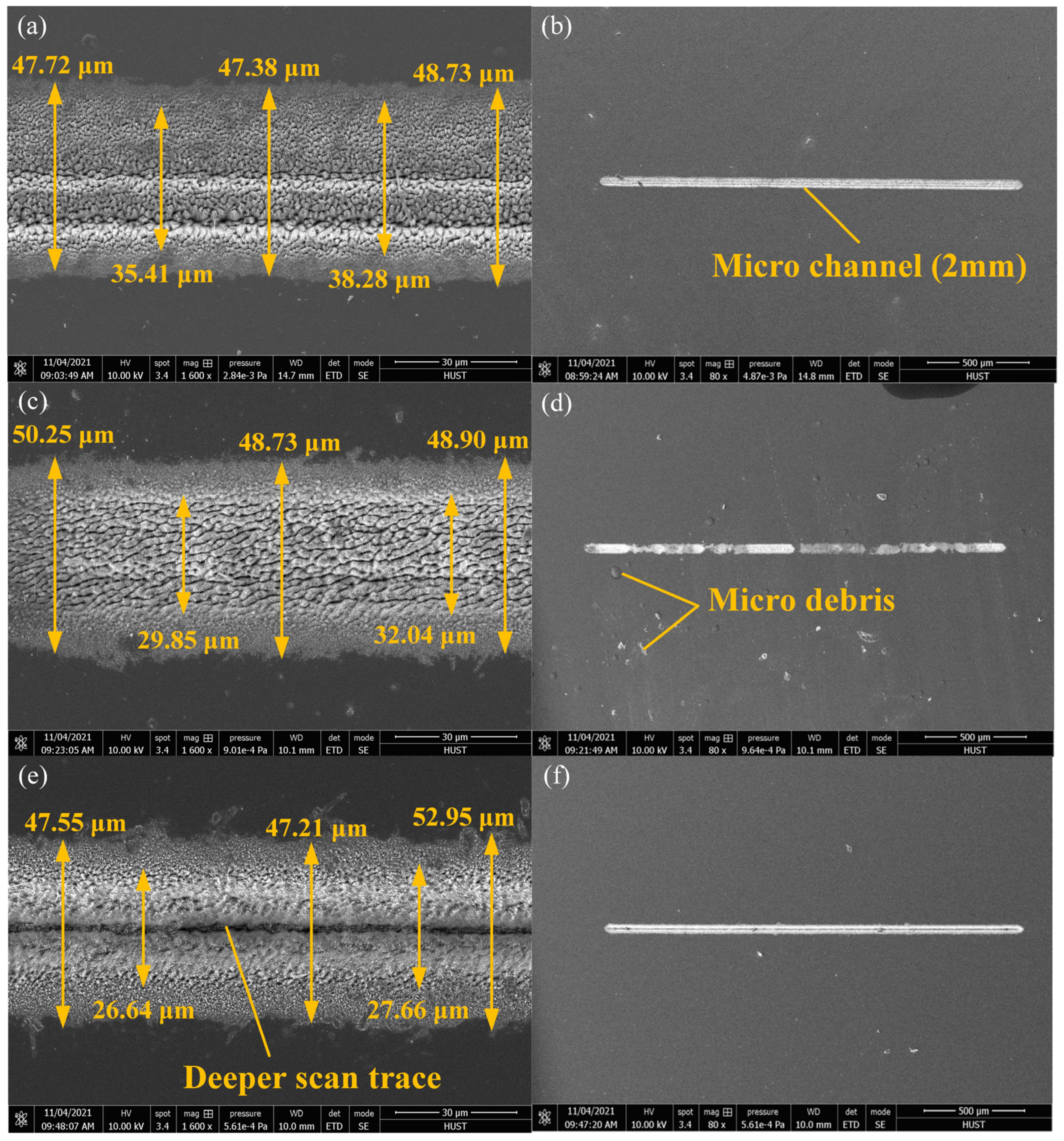
4.4. Analyzing Surface Integrity of Micro Channels
5. Conclusions
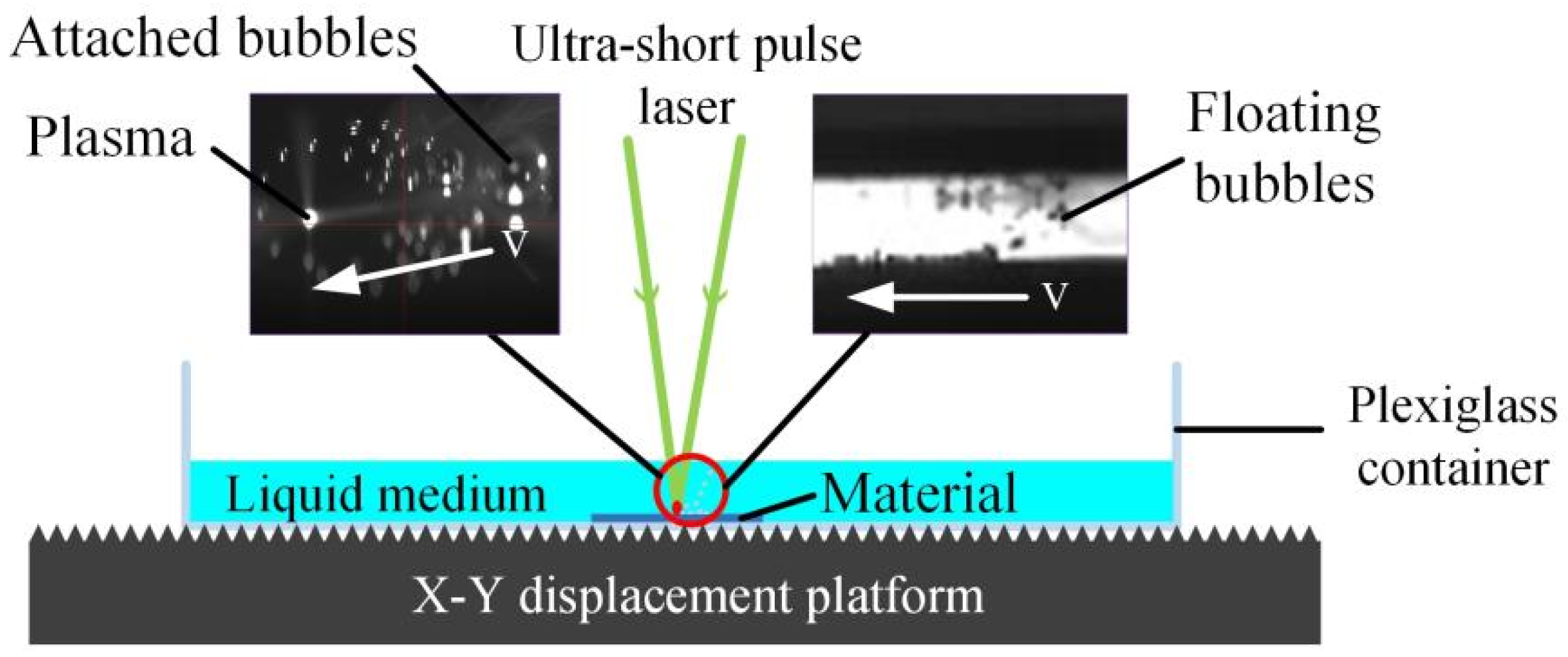
- The number and maximum diameter of attached bubbles in deionized water were the largest in different depths of liquid layer, while absolute ethyl alcohol with the low tension of alcohol contributing to just generate a few small sized attached bubbles at the edge of the microchannel, which could reduce the negative effect of bubbles on the energy distribution of laser-induced plasma.
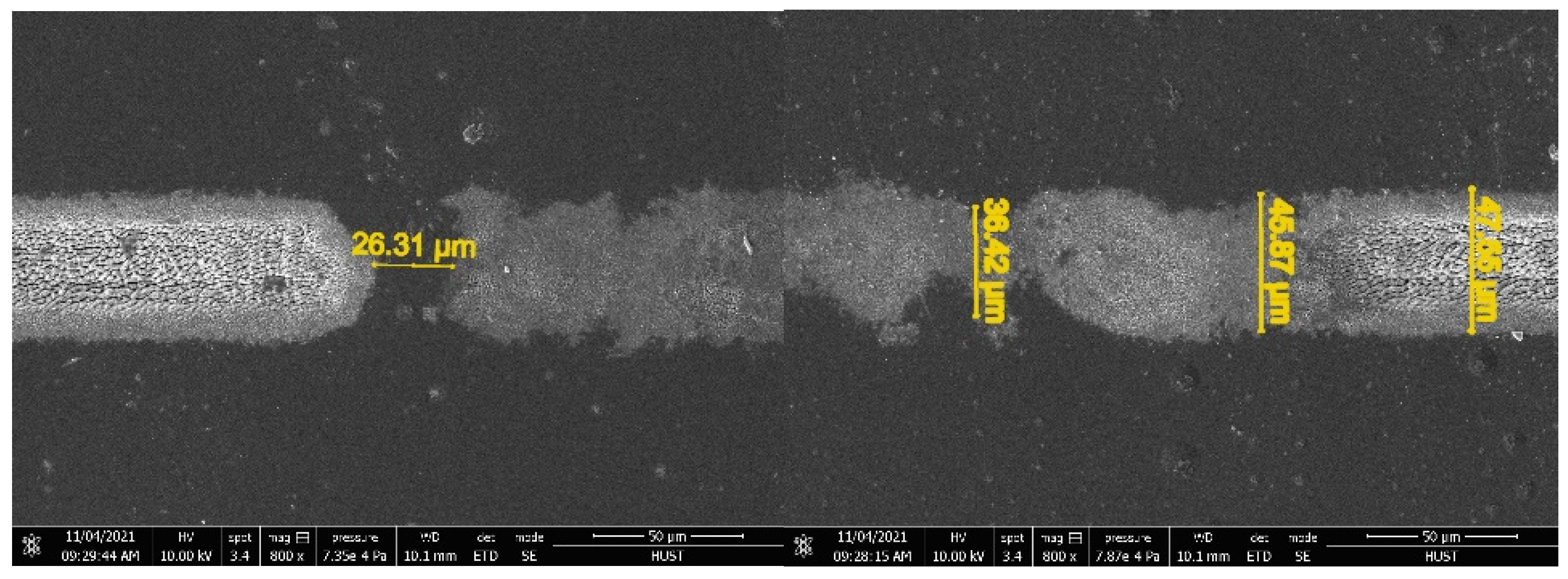
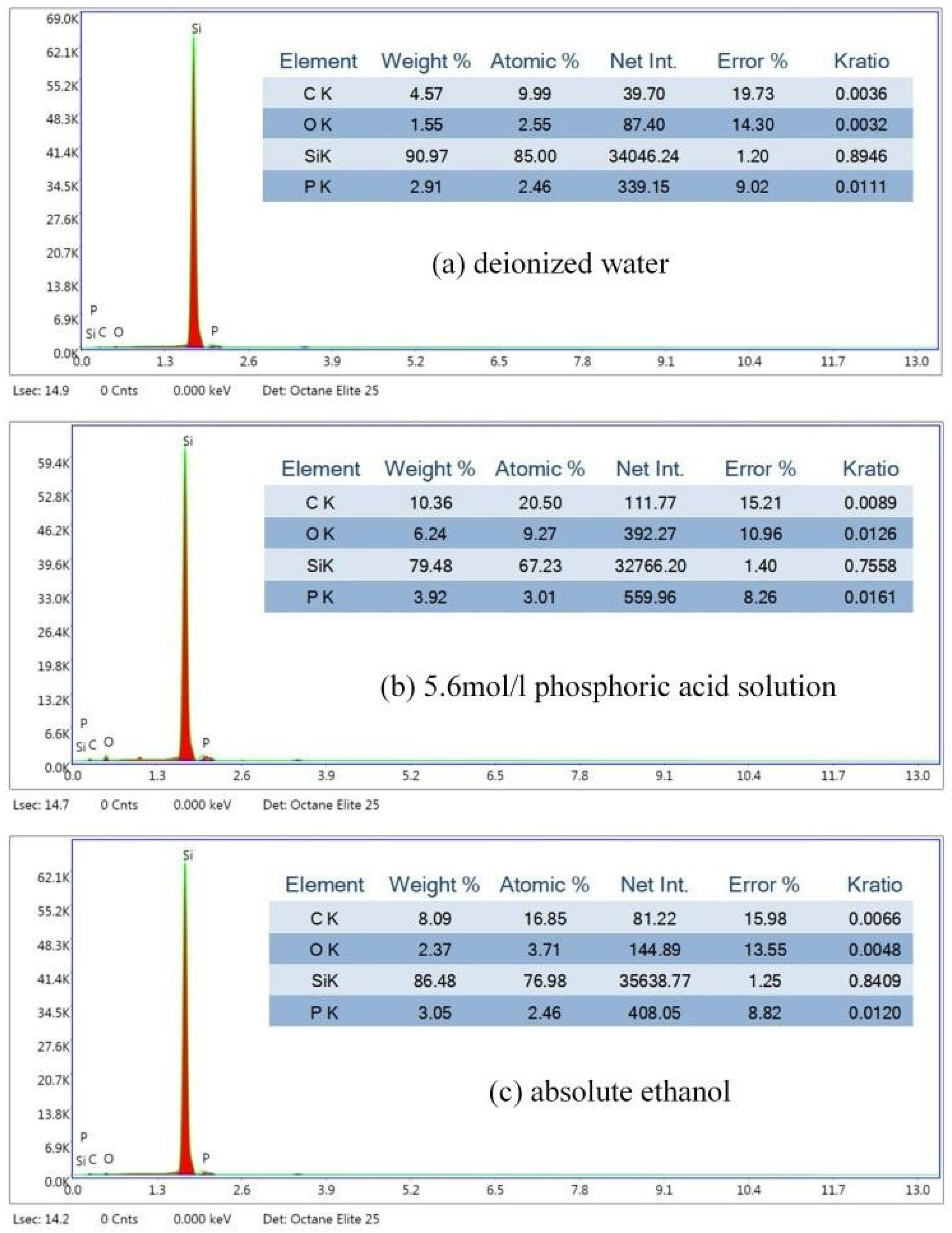
- Compared with the following and continuing buoyancy movement of bubbles in both deionized water and absolute ethyl alcohol, microbubbles in 5.6 mol/L phosphoric acid solution with its high viscosity rise up intermittently after a certain accumulation of newly generated bubbles. The formation of a large area of bubble barrier seriously affects the laser focus, resulting in a discontinuous microchannel with an unablated segment of 26.31 μm. However, the microchannel in the phosphoric acid was subjected to a stronger thermal effect. The mass fractions of oxygen (6.24%) and carbon (10.36%) in the phosphoric acid were both larger than that of oxygen and carbon in deionized water (O 1.55% and C 4.57%) and anhydrous ethanol (O 2.37% and C 8.09%).
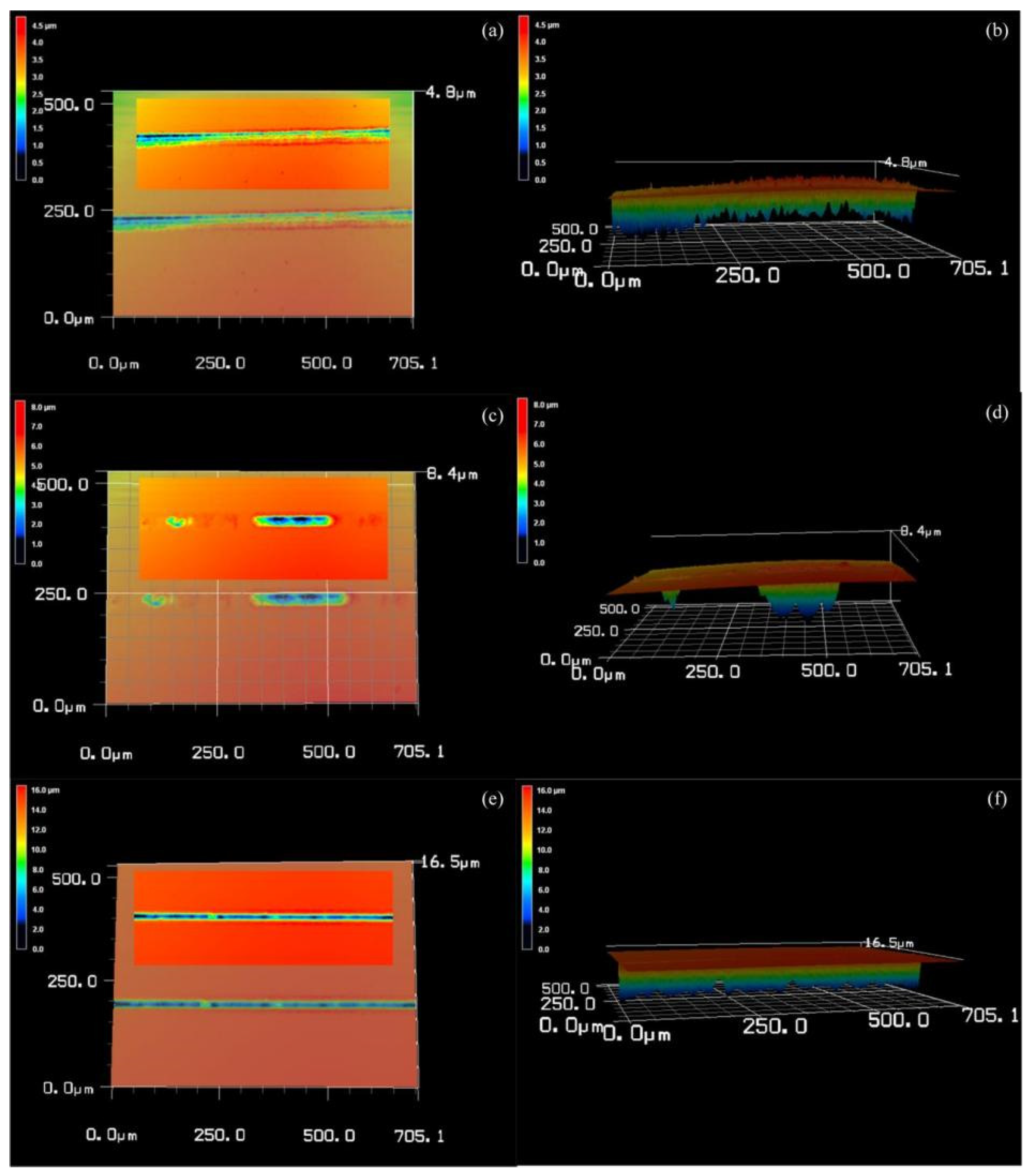
- When the depth of the liquid layer is 4 mm, absolute ethyl alcohol showed the advantages in a narrow width (27.15 μm), large peak depth (16.5 μm), and uniform depth profile of the microchannel by LIPMM, but the HAZ width of the microchannels in all three types of liquid mediums had almost no difference. Microbubbles in the anhydrous ethanol quickly and explosively spread towards the edge of the laser processing zone, which reduced laser scattering and refraction and ensured the efficiency of subsequent processing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, M.; Wang, B.; Zheng, Y. Weakening of the anisotropy of surface roughness in ultra-precision turning of single-crystal silicon. Chin. J. Aeronaut. 2015, 28, 1273–1280. [Google Scholar] [CrossRef] [Green Version]
- Zhu, P.; Li, R.; Gong, H. Molecular dynamics simulation of nanoscale abrasive wear of polycrystalline silicon. Crystals 2018, 8, 463. [Google Scholar] [CrossRef] [Green Version]
- Malhotra, R.; Saxena, I.; Ehmann, K.; Cao, J. Laser-induced plasma micro-machining (LIPMM) for enhanced productivity and flexibility in laser-based micro-machining processes. CIRP Ann.—Manuf. Technol. 2013, 62, 211–214. [Google Scholar] [CrossRef]
- Pallav, K.; Han, P.; Ramkumar, J.; Ehmann, K.F. Comparative assessment of the laser induced plasma micromachining and the micro-EDM processes. J. Manuf. Sci. Eng. 2014, 136, 011001. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Zhang, Z.; Zhang, Y.; Huang, Y. Effect of assisted transverse magnetic field on distortion behavior of thin-walled components in WEDM process. Chin. J. Aeronaut. 2022, 35, 291–307. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Z.; Zhang, Y.; Liu, D.; Wu, J.; Huang, Y.; Zhang, G. Study on Machining Characteristics of Magnetically Controlled Laser Induced Plasma Micro-Machining Single-crystal Silicon. J. Adv. Res. 2020, 30, 39–51. [Google Scholar] [CrossRef]
- Hwang, D.J.; Grigoropoulos, C.P.; Choi, T.Y. Efficiency of silicon micromachining by femtosecond laser pulses in ambient air. J. Appl. Phys. 2006, 99, 083101. [Google Scholar] [CrossRef]
- Mak, G.Y.; Lam, E.Y.; Choi, H.W. Liquid-immersion laser micromachining of GaN grown on sapphire. Appl. Phys. A 2011, 102, 441–447. [Google Scholar] [CrossRef] [Green Version]
- Charee, W.; Tangwarodomnukun, V. Dynamic features of bubble induced by a nanosecond pulse laser in still and flowing water. Opt. Laser Technol. 2018, 100, 230–243. [Google Scholar] [CrossRef]
- Muhammad, N.; Li, L. Underwater femtosecond laser micromachining of thin nitinol tubes for medical coronary stent manufacture. Appl. Phys. A 2012, 107, 849–861. [Google Scholar] [CrossRef]
- Wang, X.; Huang, Y.; Xu, B.; Xing, Y.; Kang, M. Comparative assessment of picosecond laser induced plasma micromachining using still and flowing water. Opt. Laser Technol. 2019, 119, 105623. [Google Scholar] [CrossRef]
- Qi, P.; Su, Q.; Lin, L.; Liu, W. Bubble dynamics driven by a few successive femtosecond laser pulses in methanol under 1 kHz. J. Opt. Soc. Am. B 2018, 35, 2727. [Google Scholar] [CrossRef]
- Nguyen, T.T.P.; Tanabe-Yamagishi, R.; Ito, Y. Effects of liquid depth on the expansion and collapse of a hemispherical cavitation bubble induced in nanosecond pulsed laser ablation of a solid in liquid. Opt. Lasers Eng. 2020, 126, 105937. [Google Scholar] [CrossRef]
- Tangwarodomnukun, V.; Mekloy, S. Temperature field modeling and cut formation in laser micromachining of silicon in ice layer. J. Mater. Process. Technol. 2019, 271, 202–213. [Google Scholar] [CrossRef]
- Zhang, D.; Gökce, B.; Sommer, S.; Streubel, R.; Barcikowski, S. Debris-free rear-side picosecond laser ablation of thin germanium wafers in water with ethanol. Appl. Surf. Sci. 2016, 367, 222–230. [Google Scholar] [CrossRef]
- Bashir, S.; Rafique, M.S.; Ajami, A.A.; Nathala, C.S.; Husinsky, W.; Whitmore, K. Femtosecond laser ablation of Zn in air and ethanol: Effect of fluence on the surface morphology, ablated area, ablation rate and hardness. Appl. Phys. A 2021, 127, 226. [Google Scholar] [CrossRef]
- Yan, P.; Jin, H.; He, G.; Guo, X.; Ma, L.; Yang, S.; Zhang, R. Numerical simulation of bubble characteristics in bubble columns with different liquid viscosities and surface tensions using a CFD-PBM coupled model. Chem. Eng. Res. Des. 2020, 154, 47–59. [Google Scholar] [CrossRef]
- Kováts, P.; Thévenin, D.; Zähringer, K. Influence of viscosity and surface tension on bubble dynamics and mass transfer in a model bubble column. Int. J. Multiph. Flow 2020, 123, 103174. [Google Scholar] [CrossRef]
- Abdulkadir, M.; Kajero, O.T.; Zhao, D.; Al-Sarkhi, A.; Hunt, A. Experimental investigation of liquid viscosity’s effect on the flow behaviour and void fraction in a small diameter bubble column: How much do we know? J. Pet. Sci. Eng. 2021, 207, 109182. [Google Scholar] [CrossRef]
- Oshaghi, M.R.; Shahsavari, M.; Afshin, H.; Firoozabadi, B. Experimental investigation of the bubble motion and its ascension in a quiescent viscous liquid. Exp. Therm. Fluid Sci. 2019, 103, 274–285. [Google Scholar] [CrossRef]
- Zhou, J.; Xu, R.; Jiao, H.; Bao, J.D.; Liu, Q.Y.; Long, Y.H. Study on the mechanism of ultrasonic-assisted water confined laser micromachining of silicon. Opt. Lasers Eng. 2020, 132, 106118. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Type of Liquid Medium | Depth (mm) | Bubble Number | Maximum Size (μm) |
| 1 | deionized water | 1 | 85 | 810.81 |
| 2 | 2 | 54 | 602.53 | |
| 3 | 3 | 22 | 804.86 | |
| 4 | 4 | 51 | 741.21 | |
| 5 | 5 | 56 | 859.07 | |
| 6 | absolute ethanol | 1 | 1 | Extremely tiny |
| 7 | 2 | 0 | 0 | |
| 8 | 3 | 1 | Extremely tiny | |
| 9 | 4 | 2 | Extremely tiny | |
| 10 | 5 | 0 | 0 | |
| 11 | 5.6 mol/L phosphoric acid solution | 1 | 63 | 286.85 |
| 12 | 2 | 36 | 238.87 | |
| 13 | 3 | 11 | 161.41 | |
| 14 | 4 | 27 | 159.84 | |
| 15 | 5 | 35 | 118.66 |
| Parameters | Value |
| Scanning speed | 1 mm/s |
| Pulse energy | 15.98 μJ |
| Pulse frequency | 60 KHz |
| Cutting times | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Guo, H.; Wang, H.; Zhang, Y.; Zhang, Z. Comparative Analysis of Bubbles Behavior in Different Liquids by Laser-Induced Plasma Micromachining Single-Crystal Silicon. Crystals 2022, 12, 286. https://doi.org/10.3390/cryst12020286
Liu Y, Guo H, Wang H, Zhang Y, Zhang Z. Comparative Analysis of Bubbles Behavior in Different Liquids by Laser-Induced Plasma Micromachining Single-Crystal Silicon. Crystals. 2022; 12(2):286. https://doi.org/10.3390/cryst12020286
Chicago/Turabian StyleLiu, Ying, Hongjing Guo, Han Wang, Yi Zhang, and Zhen Zhang. 2022. "Comparative Analysis of Bubbles Behavior in Different Liquids by Laser-Induced Plasma Micromachining Single-Crystal Silicon" Crystals 12, no. 2: 286. https://doi.org/10.3390/cryst12020286
APA StyleLiu, Y., Guo, H., Wang, H., Zhang, Y., & Zhang, Z. (2022). Comparative Analysis of Bubbles Behavior in Different Liquids by Laser-Induced Plasma Micromachining Single-Crystal Silicon. Crystals, 12(2), 286. https://doi.org/10.3390/cryst12020286