
Narrow Gap Welding of X80 Steel Using Laser-CMT Hybrid Welding with Misaligned Laser and Arc



Abstract
:1. Introduction
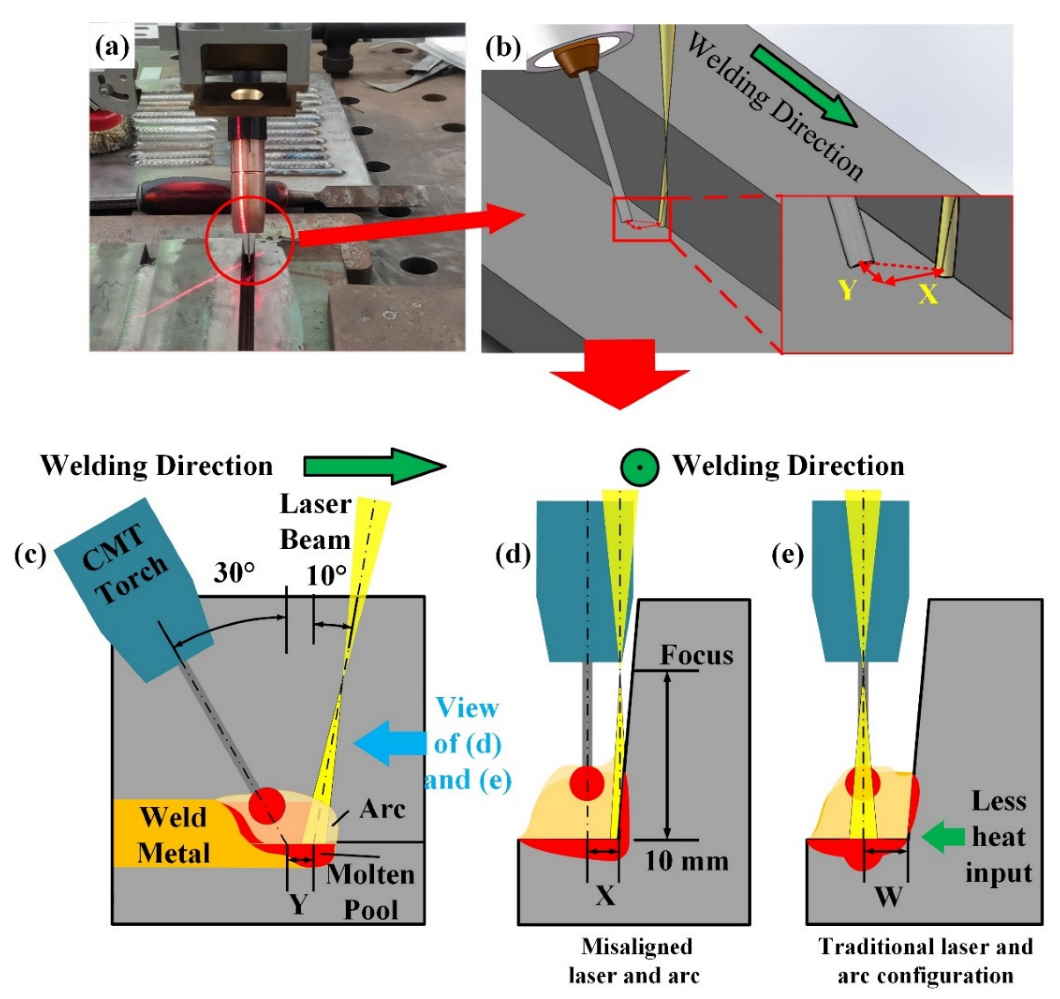
2. Experimental Procedure
3. Results and Discussion
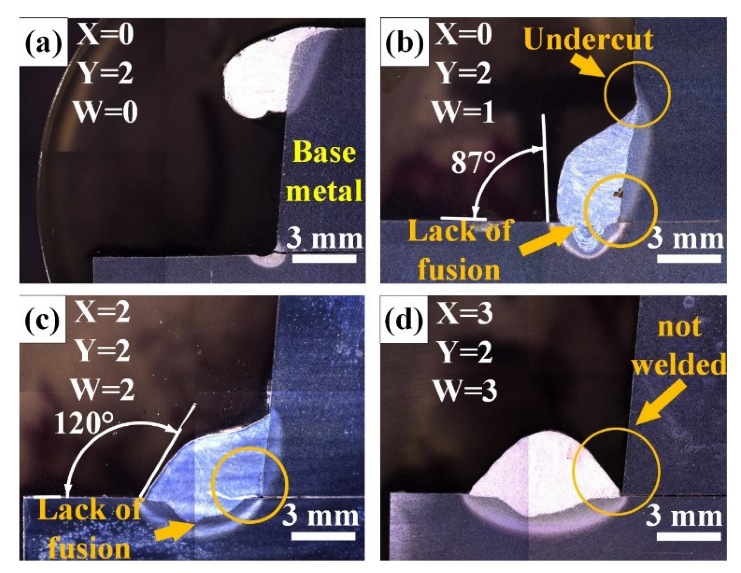
3.1. Sidewall Fusion Experiments
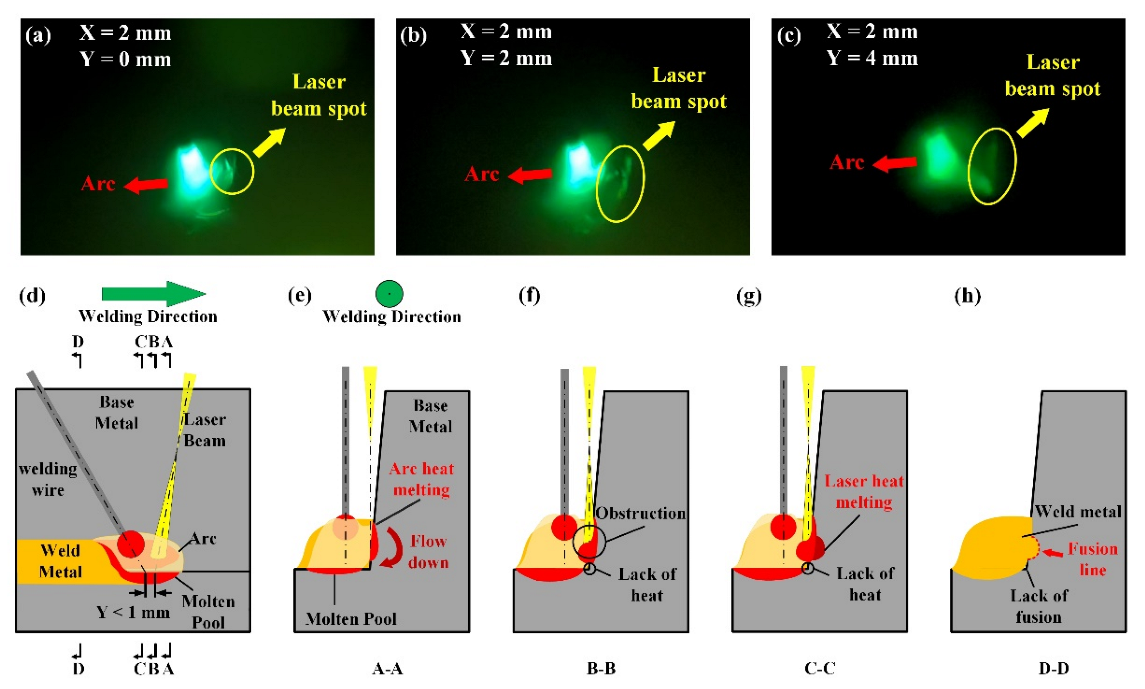
3.2. Formaion Mechanism of Lack of Fusion Defect
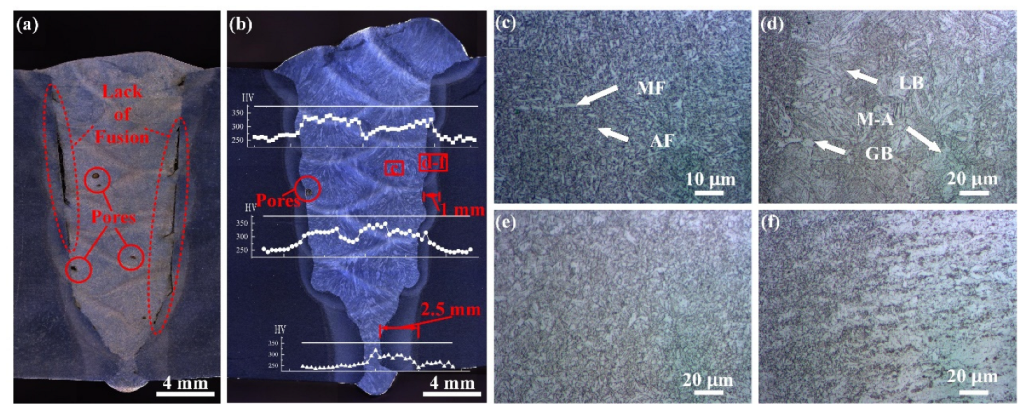
3.3. Joint Microstructure and Microhardness
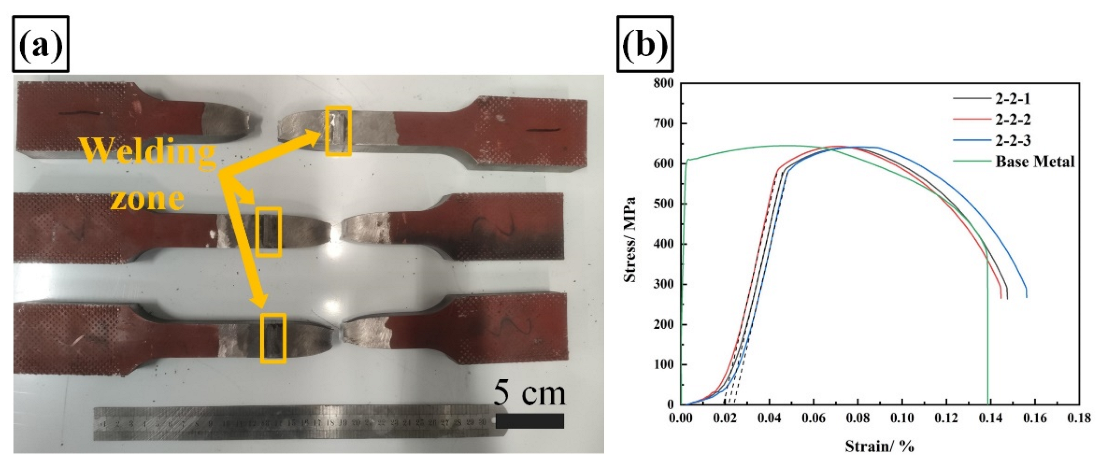
3.4. Mechanical Performance
4. Conclusions
- (1)
- The effects of different distance parameters (welding direction and perpendicular to welding direction) between the laser and the wire tip (arc) on the weld formation were compared and analyzed. A well-formed and defect-free weld can be obtained with the distance of X = 2 mm, Y = 2 mm.
- (2)
- When the laser was too close to the wire tip in the welding direction, the arc melted the sidewall, causing the molten metal to flow down and accumulate. The bottom of the sidewall was blocked from irradiating the laser light, resulting in a lack-of-fusion defect.
- (3)
- A weld with a narrow HAZ and without lack-of-fusion defects can be obtained in the narrow gap welding. The microstructure is dominated by acicular ferrite with an average hardness of 326 HV. The fracture position in the tensile test was located at the base metal, and the impact fracture mode was ductile fracture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bagger, C.; Olsen, F.O. Review of laser hybrid welding. J. Laser Appl. 2005, 17, 2–14. [Google Scholar] [CrossRef]
- Shankar, S.; Mehta, K.P.; Chattopadhyaya, S.; Vilaça, P. Chapter 9—Hybrid welding technologies. In Advanced Welding and Deforming; Paulo Davim, J., Gupta, K., Gupta, K., Paulo Davim, J., Eds.; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Ribic, B.; A Palmer, T.; DebRoy, T. Problems and issues in laser-arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Mehta, K. Advanced Joining and Welding Techniques: An Overview. In Advanced Manufacturing Technologies: Modern Machining, Advanced Joining, Sustainable Manufacturing; Gupta, K., Ed.; Springer International Publishing: Cham, Switzerland, 2017. [Google Scholar] [CrossRef]
- Mehta, K.P. Sustainability in welding and processing. In Innovations in Manufacturing for Sustainability; Springer: Berlin/Heidelberg, Germany, 2019; pp. 125–145. [Google Scholar]
- Serindağ, H.T.; Tardu, C.; Kirçiçek, I.; Çam, G. A study on microstructural and mechanical properties of gas tungsten arc welded thick cryogenic 9% Ni alloy steel butt joint. CIRP J. Manuf. Sci. Technol. 2022, 37, 1–10. [Google Scholar] [CrossRef]
- Chaturvedi, M.; Vendan, S.A. Decision Making in Welding Design. In Advanced Welding Techniques; Springer: Singapore, 2021; pp. 17–33. [Google Scholar] [CrossRef]
- Yu, Y.C.; Yang, S.L.; Yin, Y.; Wang, C.M.; Hu, X.Y.; Meng, X.X.; Yu, S.F. Multi-pass laser welding of thick plate with filler wire by using a narrow gap joint configuration. J. Mech. Sci. Technol. 2013, 27, 2125–2131. [Google Scholar] [CrossRef]
- Pandey, C.; Narang, H.K.; Saini, N.; Mahapatra, M.M.; Kumar, P. Microstructure and transverse shrinkage stress analysis in GTA welds of P91 steel pipe. Int. J. Steel Struct. 2017, 17, 763–774. [Google Scholar] [CrossRef]
- Standfuss, J.; Beyer, E.; Brenner, B.; Schedewy, R.; Dittrich, D.; Strohbach, R. Laser-multi-pass-welding of aluminiun and steel with sheet thickness above 50 mm. In International Congress on Applications of Lasers & Electro-Optics; Laser Institute of America: Orlando, FL, USA, 2015; Volume 2015, pp. 626–631. [Google Scholar]
- Ramakrishna R, V.S.M.; Amrutha, P.H.S.L.R.; Rahman Rashid, R.A.; Palanisamy, S. Narrow gap laser welding (NGLW) of structural steels—A technological review and future research recommendations. Int. J. Adv. Manuf. Technol. 2020, 111, 2277–2300. [Google Scholar] [CrossRef]
- Hnninen, H.; Aaltonen, P.; Brederholm, A.; Ehrnstén, U.; Virkkunen, I. Dissimilar metal weld joints and their performance in nuclear power plant and oil refinery conditions. VTT TIEDOTTEITA 2006, 2347, 208. [Google Scholar]
- Zhang, G.; Shi, Y.; Zhu, M.; Fan, D. Arc characteristics and metal transfer behavior in narrow gap gas metal arc welding process. J. Mater. Process. Technol. 2017, 245, 15–23. [Google Scholar] [CrossRef]
- Li, F.; Sun, Q.; Jin, P.; Liu, Y.; Chen, M.; Li, J.; Hou, S.; Wang, M.; Ji, Y. Wetting behavior of melt and its effect on lack of fusion in arc oscillating NG-GTAW. J. Mater. Process. Technol. 2021, 296, 117176. [Google Scholar] [CrossRef]
- Sokolov, M.; Salminen, A.; Kuznetsov, M.; Tsibulskiy, I. Laser welding and weld hardness analysis of thick section S355 structural steel. Mater. Des. 2011, 32, 5127–5131. [Google Scholar] [CrossRef]
- Zhang, X.; Mi, G.; Chen, L.; Jiang, P.; Shao, X.; Wang, C. Microstructure and performance of hybrid laser-arc welded 40 mm thick 316 L steel plates. J. Mater. Process. Technol. 2018, 259, 312–319. [Google Scholar] [CrossRef]
- Sharma, S.K.; Maheshwari, S. A review on welding of high strength oil and gas pipeline steels. J. Nat. Gas Sci. Eng. 2017, 38, 203–217. [Google Scholar] [CrossRef]
- Markushov, Y.; Evtihiev, N.; Grezev, N.; Murzakov, M. Multipass Narrow Gap of Heavy Gauge Steel with Filler Wire. Phys. Procedia 2015, 71, 267–271. [Google Scholar] [CrossRef]
- Zhengwu, Z.; Xiuquan, M.; Chunming, W.; Gaoyang, M. Grain refinement and orientation alternation of 10 mm 316L welds prepared by magnetic field assisted narrow gap laser-MIG hybrid welding. Mater. Charact. 2020, 164, 110311. [Google Scholar] [CrossRef]
- Mathieu, A.; Tkachenko, I.; Tomashchuk, I.; Cicala, E.; Bolot, R. Laser-assisted narrow gap arc welding of an 18MND5 steel thick plate. Procedia CIRP 2020, 94, 551–556. [Google Scholar] [CrossRef]
- Yang, T.; Liu, J.; Zhuang, Y.; Sun, K.; Chen, W. Studies on the formation mechanism of incomplete fusion defects in ultra-narrow gap laser wire filling welding. Opt. Laser Technol. 2020, 129, 106275. [Google Scholar] [CrossRef]
- Gao, M.; Chen, C.; Gu, Y.; Zeng, X. Microstructure and Tensile Behavior of Laser Arc Hybrid Welded Dissimilar Al and Ti Alloys. Materials 2014, 7, 1590–1602. [Google Scholar] [CrossRef]
- Zhang, C.; Li, G.; Gao, M.; Yan, J.; Zeng, X.Y. Microstructure and process characterization of laser-cold metal transfer hybrid welding of AA6061 aluminum alloy. Int. J. Adv. Manuf. Technol. 2013, 68, 1253–1260. [Google Scholar] [CrossRef]
- Wang, C.; Mi, G.; Zhang, X. Welding stability and fatigue performance of laser welded low alloy high strength steel with 20 mm thickness. Opt. Laser Technol. 2021, 139, 106941. [Google Scholar] [CrossRef]
- Wang, X.; Guan, R.; Misra, R.; Wang, Y.; Li, H.; Shang, Y. The mechanistic contribution of nanosized Al3Fe phase on the mechanical properties of Al-Fe alloy. Mater. Sci. Eng. A 2018, 724, 452–460. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials (wt.%) | C | Si | Mn | P | S | Cr | Mo | Ni | V | Ti | Cu | Al | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| X80 | 0.09 | 0.19 | 1.77 | 0.010 | 0.001 | 0.3 | 0.2 | 0.13 | 0.001 | 0.01 | 0.1 | 0.03 | Bal. |
| ER80-S | 0.08 | 0.7 | 1.31 | 0.014 | 0.014 | 1.22 | 0.51 | 0.02 | - | - | 0.12 | - | Bal. |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, B.; Li, Y.; Ao, S.; Zhang, X.; Zhang, D.; Manladan, S.M.; Luo, Z.; Yang, Y.; Bi, Y. Narrow Gap Welding of X80 Steel Using Laser-CMT Hybrid Welding with Misaligned Laser and Arc. Crystals 2022, 12, 832. https://doi.org/10.3390/cryst12060832
Zheng B, Li Y, Ao S, Zhang X, Zhang D, Manladan SM, Luo Z, Yang Y, Bi Y. Narrow Gap Welding of X80 Steel Using Laser-CMT Hybrid Welding with Misaligned Laser and Arc. Crystals. 2022; 12(6):832. https://doi.org/10.3390/cryst12060832
Chicago/Turabian StyleZheng, Bofang, Yang Li, Sansan Ao, Xianlong Zhang, Di Zhang, Sunusi Marwana Manladan, Zhen Luo, Yue Yang, and Yuanbo Bi. 2022. "Narrow Gap Welding of X80 Steel Using Laser-CMT Hybrid Welding with Misaligned Laser and Arc" Crystals 12, no. 6: 832. https://doi.org/10.3390/cryst12060832
APA StyleZheng, B., Li, Y., Ao, S., Zhang, X., Zhang, D., Manladan, S. M., Luo, Z., Yang, Y., & Bi, Y. (2022). Narrow Gap Welding of X80 Steel Using Laser-CMT Hybrid Welding with Misaligned Laser and Arc. Crystals, 12(6), 832. https://doi.org/10.3390/cryst12060832