1. Introduction
The 6xxx series of aluminium alloys is based on the Al-Mg-Si system with various alloying additions [
1]. These precipitation-hardened alloys are characterised by their moderate strength, excellent formability, and high ductility, allowing them to be used in automotive, aerospace, electronics, and other industries [
2,
3]. Typical 6xxx alloys are strengthened by GP-zones and Mg
2Si type precipitates, such as β′ and β″ [
4], while the addition of Cu can promote strengthening with Q’-AlCuMgSi precipitates [
5,
6,
7]. Ding et al. [
5] found that Q’ precipitates formed via precursor phases, and that the precipitation process was rather complex, while Mao et al. [
6] determined the structure of β′ precipitates by the combination of phase-field and experimental studies. The addition of Zr to Al-Mg-Si causes additional strengthening and resistance to grain growth by Al
3Zr dispersoids. Meng et al. [
8] investigated Al-Mg-Si-Cu-Cr alloys with and without Zr addition. The Zr addition reduced the grain size by ~30% and promoted the formation of an equiaxed grain structure during solidification. During homogenization, spherical Al
3Zr dispersoids, 35–60 nm in diameter, precipitated. On the other hand, Jia et al. [
9] did not find a positive effect of Sc addition in Al-Mn-Zr alloys because Zr caused coarsening of Mn-rich dispersoids, which countereffect the formation of Al
3Zr dispersoids.
Recently some high-strength aluminium alloys have been developed. The alloy AA 6086 is a tailor-made wrought alloy used for extruded products in demanding automotive industry applications. It has the highest tensile strength value among the 6xxx alloys, routinely exceeding 480 MPa. Nevertheless, its ductility still surpasses 10%. The alloy AA 6086 also contain Zr, which causes additional strengthening and resistance to grain growth by Al
3Zr dispersoids, in addition to Mn-rich dispersoids [
10]. The alloy is successfully used in the automotive industry, especially as forged steering rods.
Aluminium alloys with minor Sc additions are utilized in the military, aircraft, and marine industries because of their corrosion resistance and high strength. They can also be found as construction elements for high-performance sports equipment, such as bicycle frames [
11]. The characteristics of Sc-modified Al-alloys are described in detail in several review articles [
12,
13,
14,
15].
The addition of Sc causes substantial grain refinement in the cast, wrought, and additively-manufactured alloys [
16]. The Al
3Sc phase with the L1
2 crystal structure has a very small lattice misfit with the α-Al solid solution and serves as a highly effective heterogeneous nucleation site for α-Al during solidification. Zirconium additions cause the formation of layered primary Al
3(Sc,Zr) particles [
17,
18]. In diluted Al-Sc, Al-Zr, and Al-Sc-Zr alloys, the precipitation of L1
2-Al
3X dispersoids causes dispersion strengthening and improved high-temperature stability [
19]. The formation of core–shell L1
2 strongly contributes to the thermal stability of dispersoids [
18,
20,
21,
22]. The addition of Si leads to the formation of V-phase AlSc
2Si
2. This ternary compound AlSc
2Si
2 is formed if the alloy contains more than 0.078% Sc and 0.18% Si (in this work, elemental contents are given in wt.% unless otherwise specified). The aforementioned phase has a detrimental effect on the strengthening because it decreases the contents of Sc and Si in the α-Al solid solution, thus lowering the volume fraction of desirable L1
2-Al
3X dispersoids [
23].
There are many studies devoted to the effect of Sc or Sc and Zr on commercial alloys. The addition of 0.5 wt.% Sc to the 7075 alloy leads to a significant grain refinement effect, reducing the grain size by 75% compared to the alloy without Sc addition [
24]. It was observed that Sc in the Al-Mg-Si alloy significantly decreases the secondary dendrite arm spacing (SDAS): at 0.8% Sc addition the structure was composed of equiaxed grains with minimal SDAS (18 μm) [
25]. The grain size in Al-Mg-Si-Sc also depends on the Mg/Si ratio. Namely, the excess of Si leads to a slightly smaller grain size after the solution treatment of cast ingots [
26]. A combination of small Zr and Sc alloying additions to AA 6106 was studied by Cavaliere et al. [
27]. These combinations resulted in a fine grain structure close to the average grain size of 5 μm in AA 6106 with 0.5% Sc. Al
3Zr and Al
3(Sc,Zr) dispersoids stabilise the microstructure at higher temperatures and inhibit grain growth [
28]. The microstructure of Al-Mg-Si alloys with Sc and Zr depends upon the processing route and specific heat treatments. Precipitation hardening is driven by the formation of Al
3Sc and Al
3(Sc,Zr) dispersoids, which impede the movement of grain boundaries and lead to a fine grain structure after recrystallisation or even preserve the non-recrystallised structure after heat treatment (homogenisation) [
14].
There are several dispersoid phases in the commercial Al-Mg-Si alloys. The most important are α-AlMnSi, which often dissolve other elements, such as Cr and Fe [
29,
30]. The addition of Sc can also affect the type and morphology of these phases [
31]. Thus, it is important to understand the effects of Sc on different microstructural aspects of the commercial Al-Mg-Si alloy.
The aim of this study is to evaluate the impact of Sc additions on the microstructural evolution during casting and heat treatment of the novel high-strength Zr-containing Al-Mg-Si alloy AA 6086. Two Sc contents were examined. First was a typical addition of 0.2% Sc, which is often applied to several Al-alloys. The second addition was 1.0% Sc, which is above the normal alloying with Sc. The intention was to stimulate the formation of Sc-rich intermetallic phases in higher volume fractions and, at the same time, to study the effect of Sc on the appearance of other phases.
2. Materials and Methods
Table 1 gives the chemical compositions of the investigated alloys. The base alloy contained Mg and Si to promote the formation of β-type precipitates and Cu to stimulate the formation of Q-type precipitates. Mn and Cr are essential parts of α-AlMnSi dispersoids, and Zr forms Al
3Zr dispersoids. As mentioned before, the additions of Sc were around 0.2% and 1.0%.
The alloy was melted using commercially available Al99.8, AlMn10, AlCu25, AlBe5.5, AlSc2, and AlZr10. The alloy was cast into square copper moulds (30 mm × 30 mm) with a length of 120 mm.
Homogenisation (solution treatment) was carried out in an electric resistant furnace Bosio (Bosio, Bukovžlak, Slovenia) at 520 °C for 40 h. The temperature was slightly below the incipient melting points of the alloys. A prolonged period of 40 h was used to approach the equilibrium compositions and phase fractions of the α-Al solid solution and other intermetallic phases.
It was found in the preliminary study that the solution treatment at 520 °C for 6 h and water quenching can cause the highest hardness after artificial ageing. The effect of scandium on the precipitation processes was studied at 180 °C up to 30 h. Vickers hardness measurements HV 30 (load 294.2 N) were used for determining the effects of heat treatment (Duramin-40 M2, Ballerup, Denmark). The main reason for using this load was in obtaining the mechanical response of the whole microstructure and that the scattering of the results was much lower than by measuring microhardness. The T6 temper was obtained by the solution treatment at 520 °C for 6 h, water quenching and artificial ageing for 6 h at 180 °C.
The fundamental metallographic analysis was performed by light microscope Neophot 300 (Nikon, Tokyo, Japan), and scanning electron microscopy using Sirion 400 NC (FEI, Eindhoven, The Netherlands) equipped with an energy-dispersive spectrometer (Oxford Analytical, Bicester, UK). The phase analysis was carried out by XRD (X-ray Diffraction) using synchrotron X-rays with a wavelength of 0.0999996 nm (Sincrotrone Elettra, Trieste, Italy). More details are given in [
32].
Thermo-Calc version 2021a (Thermo-Calc Software AB, Solna, Sweden) and database TCAL5 were used to simulate the solidification according to the Scheil model [
20] and calculate equilibrium phases as a function of temperature.
The differential scanning calorimetry (DSC) was performed using Netzsch, STA 449c Jupiter (The Netzsch Group, Selb, Germany). The processes during melting and solidification were studied with heating and cooling rates of 10 °C/min from room temperature up to 720 °C in an argon atmosphere. The precipitation study was carried out at the same heating and cooling rates up to 500 °C; the samples were homogenised at 520 °C for 6 h before DSC.
The dilatometry tests were carried out on samples with 0% and 0.22% Sc (cylinder specimens ϕ = 4 mm, l = 10 mm) using a quenching/deformation dilatometer DIL 805A/D (TA Instruments, New Castle, DE, USA) at 180 °C for 6 h after in situ quenching from 520 °C.
Lamellas for the transmission electron microscopy (TEM) were prepared by electrolytic thinning and by Focussed Ion Beam FIB (Helios, FEI, Eindhoven, The Netherlands). High-resolution TEM Titan3 G2 60–300 (FEI, Eindhoven, The Netherlands) and energy-dispersive X-ray spectroscopy (SuperX, Bruker, Billerica, MA, USA) were used for investigating samples.
3. Results
The alloy AA 6086 has previously been investigated in detail [
10,
33]. In this contribution, different effects of Sc addition will be presented.
3.1. Calculated Phase Equilibria
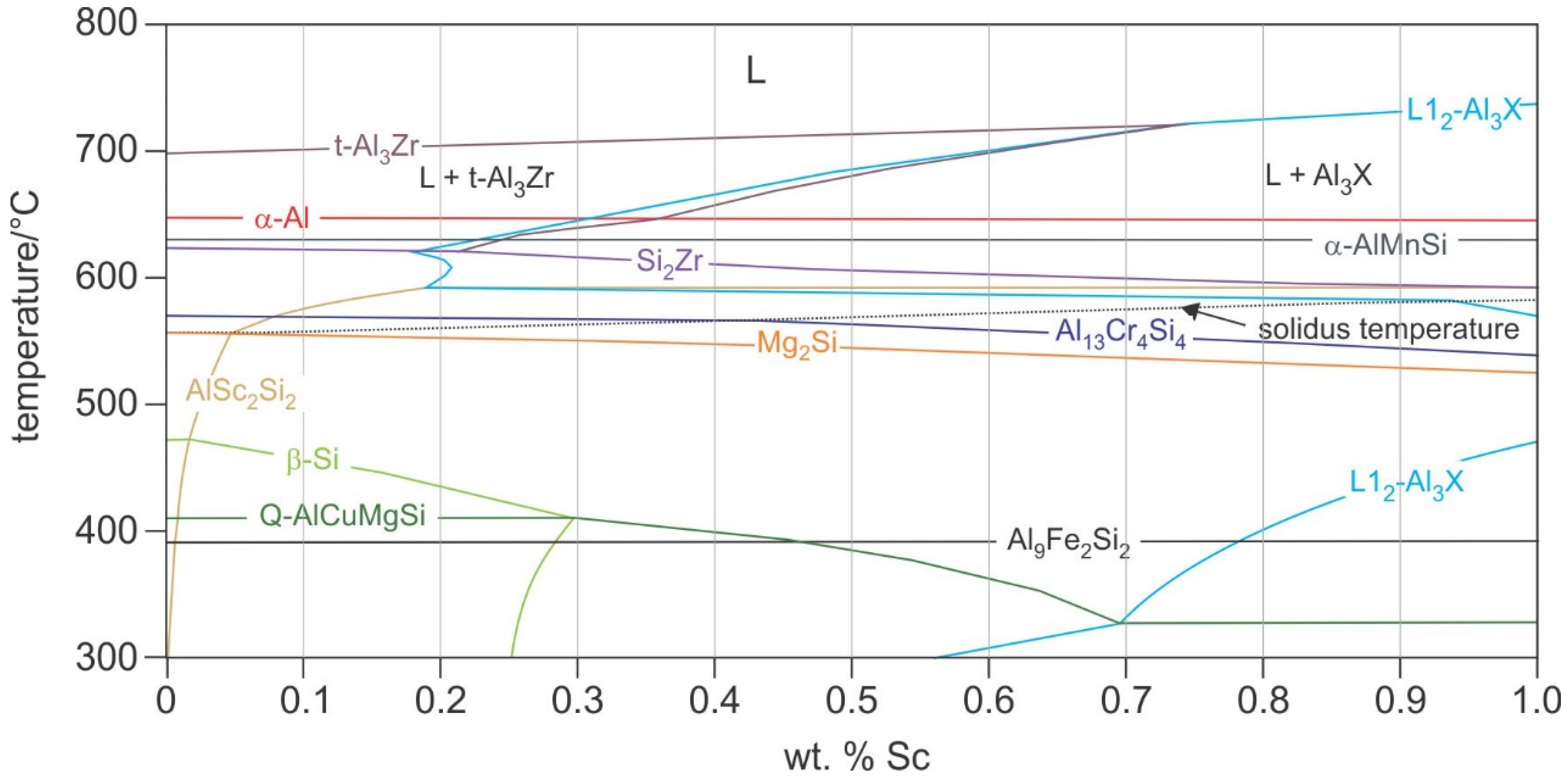
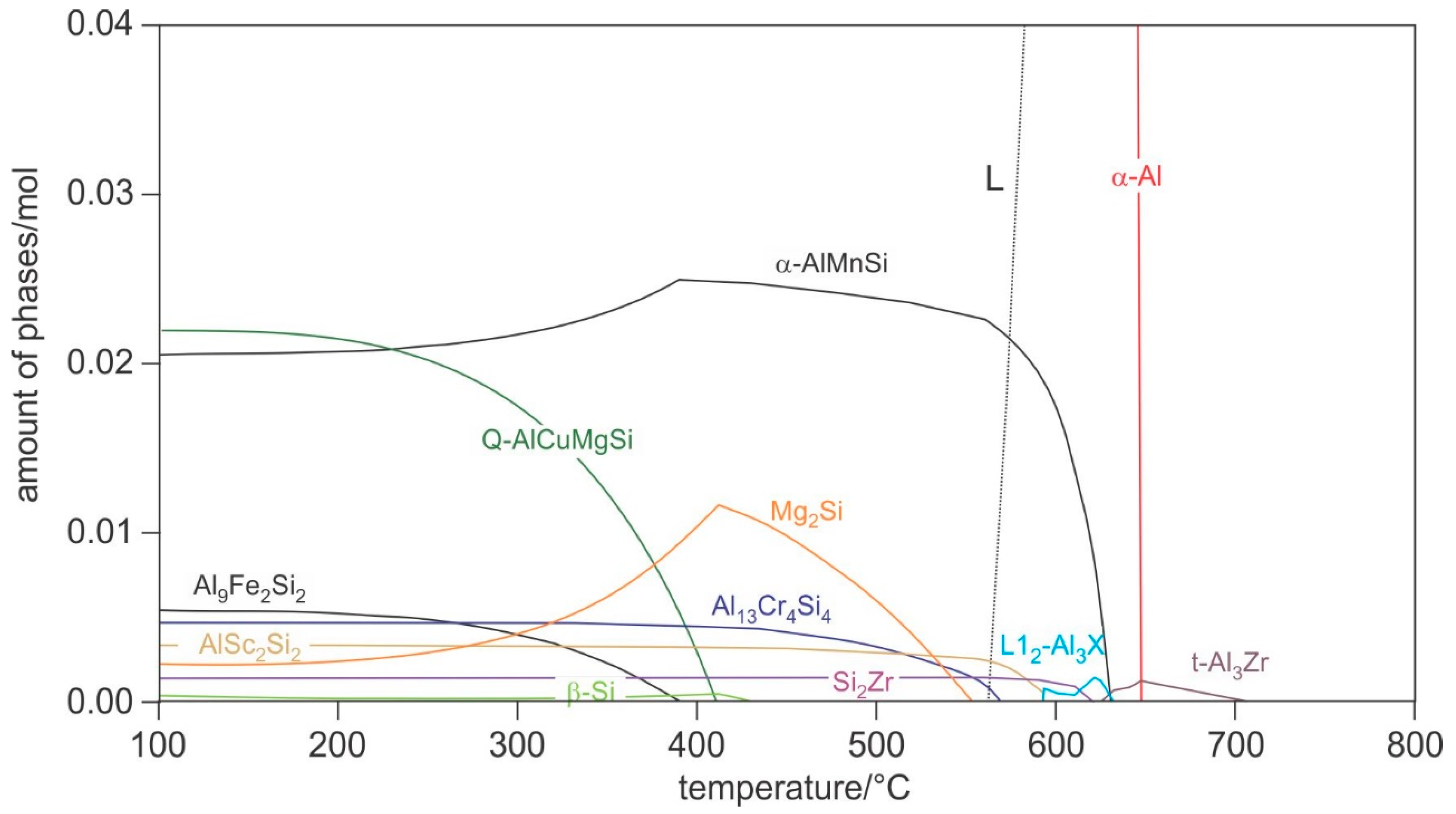
Figure 1 and
Figure 2 present the effect of scandium addition to AA 6086 on the phases that can form in the aluminium corner and variations in their phase fractions as a function of temperature for the alloy 6086-0.2Sc.
The main observations obtained from both figures are given below. The liquidus temperature increases from 700 °C to 735 °C. The primary crystallisation of tetragonal t-Al3Zr takes place up to 0.73% Sc, while cubic L12-Al3X (X = Sc, Zr) forms first at higher contents. Both phases disappear during equilibrium solidification. During solidification, the phases α-Al, α-AlMnSi, Si2Zr, and AlSc2Si2 also form. The solidus temperature increases from 560 °C (without Sc) to 585 °C (1% Sc). The CALPHAD calculation predicts the formation of Al13Cr4Si4, Mg2Si, β-Si, Q-AlMgSiCu, Al9Fe2Si2, and L12-Al3X in the solid state. The addition of Sc hardly affects the formation temperatures of α-Al, α-AlMnSi, Si2Zr, Al13Cr4Si4, Mg2Si, and Al9Fe2Si2.
Scandium can be present in the intermetallic phases L1
2-Al
3X and AlSc
2Si
2, but it can also be dissolved in the solid solution α-Al. The maximum solid solubility of Sc in the α-Al is about 0.4 wt.% (0.2 at. %) in the binary Al-Sc diagram [
34]. The ternary compound AlSc
2Si
2 appears in the solid state up to 0.05% Sc, while it can be formed upon solidification at higher Sc-contents.
The alloy with 0.2% Sc is more important from the technological point of view than the alloys with 1% Sc. Currently, the price of scandium is too high; thus, its addition at this level is economically unacceptable unless for some special applications. Thus, the temperature dependence of the equilibrium fraction of phases was calculated only for the alloy with 0.2% Sc, and the main results are collected below.
The primary solidification of t-Al3Zr. The liquidus temperature is about 705 °C.
The formation of α-Al with the peritectic reaction: L + t-Al3Zr → α-Al, which starts at 645 °C.
The formation of α-AlMnSi, L12-Al3X, Si2Zr, AlSc2Si2, and Al13Cr4Si4 during solidification.
L12-Al3X disappears when AlSc2Si2 forms.
Precipitation in the solid state: Mg2Si; βSi, Q-AlCuMgSi, and Al9Fe2Si2.
The following phases are expected at room temperature: α-Al, α-AlMnSi, Si2Zr, AlSc2Si2, Al13Cr4Si4, Mg2Si, βSi, Q-AlCuMgSi, and Al9Fe2Si2.
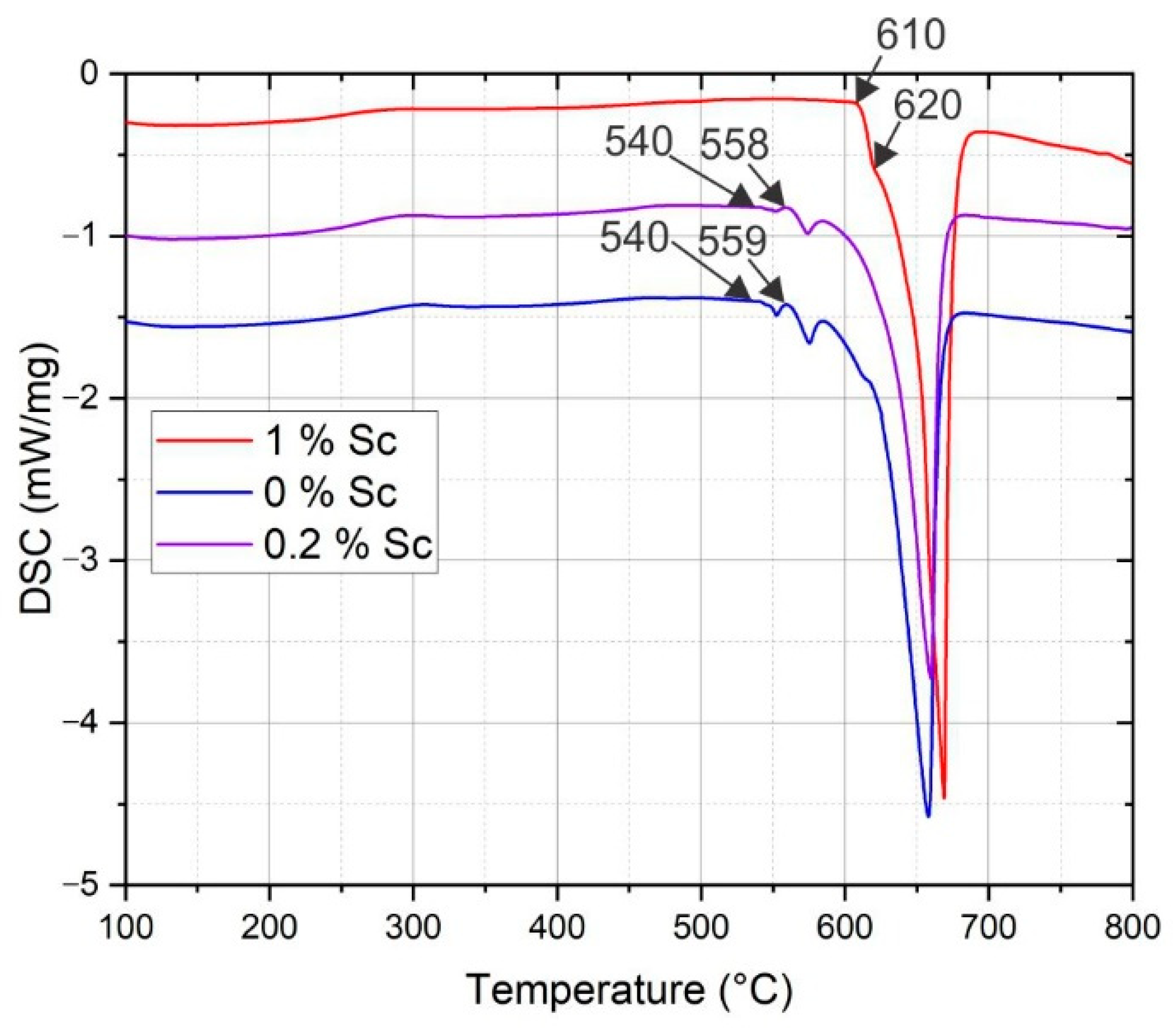
Figure 3 shows the DSC heating curve of all alloys. The addition of 0.2% Sc did not strongly affect the shape of the heating curve. The incipient melting point was around 540 °C, 10–20 °C below the calculated solidus temperature. On the other hand, the observed incipient melting point in 6086-1.0Sc was more than 20 °C higher than the calculated value. The peaks of low melting constituents disappear with the addition of 1% Sc.
3.2. Grain Structure
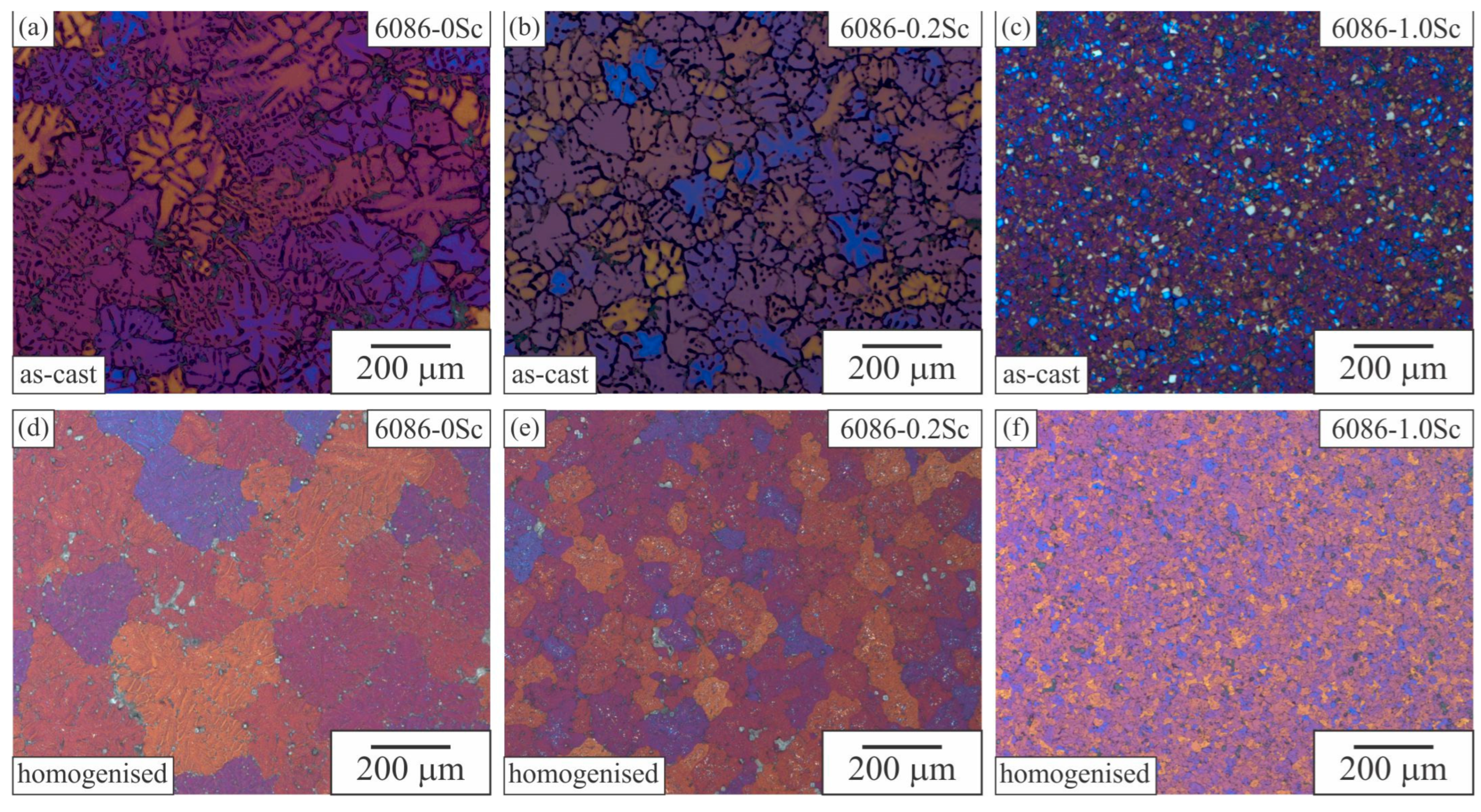
Figure 4a–c show the grain structure of the aluminium-rich solid solution α-Al of the investigated alloys in the as-cast condition. The addition of Sc to AA 6086 strongly decreased the grain sizes (
Table 2), also found in other Al alloys [
13,
15,
35]. The addition of 0.2% Sc to this alloy decreased the grain size of equiaxed dendritic grains by about 40%, retaining the secondary arm spacing (27–29 μm). The addition of 1 wt.% Sc not only decreased the grain size by five times, but the grains became non-dendritic. The prolonged homogenisation treatment (520 °C, 40 h) did not considerably change the grain sizes (
Figure 4d–f), which indicates a high resistance to grain growth. Despite some differences in microstructure, the hardness of all alloys in the as-cast state was similar (6086: 89.0 ± 0.5 HV 30; 6086-02Sc: 91.8 ± 3.1 HV 30; 6086-1Sc: 89.5 ± 2.5 HV 30).
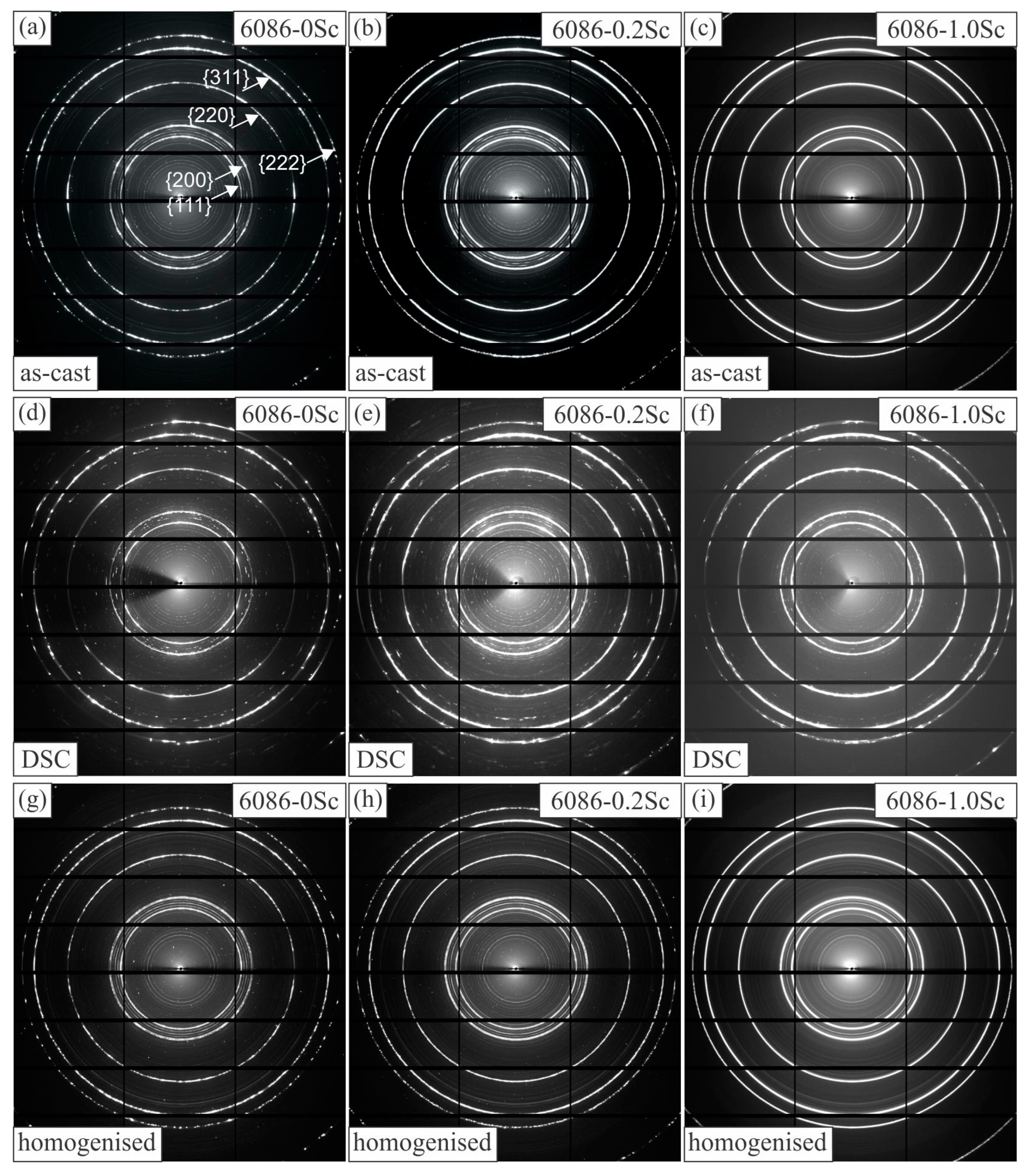
This change in grain size is reflected in 2D-XRD images (
Figure 5). There are five diffraction rings of the α-Al lattice planes, which are indicated in
Figure 5a. The reflections from the same planes also occur in other images. The rings in the alloy 6086-0Sc are discontinuous in any condition, indicating larger grain sizes and some specific crystallographic orientations of α-Al grains. With the addition of 0.2% Sc the rings became almost continuous, and with the addition of 1% Sc the rings became thick and fully continuous, strongly suggesting the presence of tiny and randomly oriented crystal grains. It is evident that during the slowest cooling of DSC samples (10 °C/min), the crystal grains are much coarser, and the diffraction rings are discontinuous in all alloys.
3.3. Phase Compositions
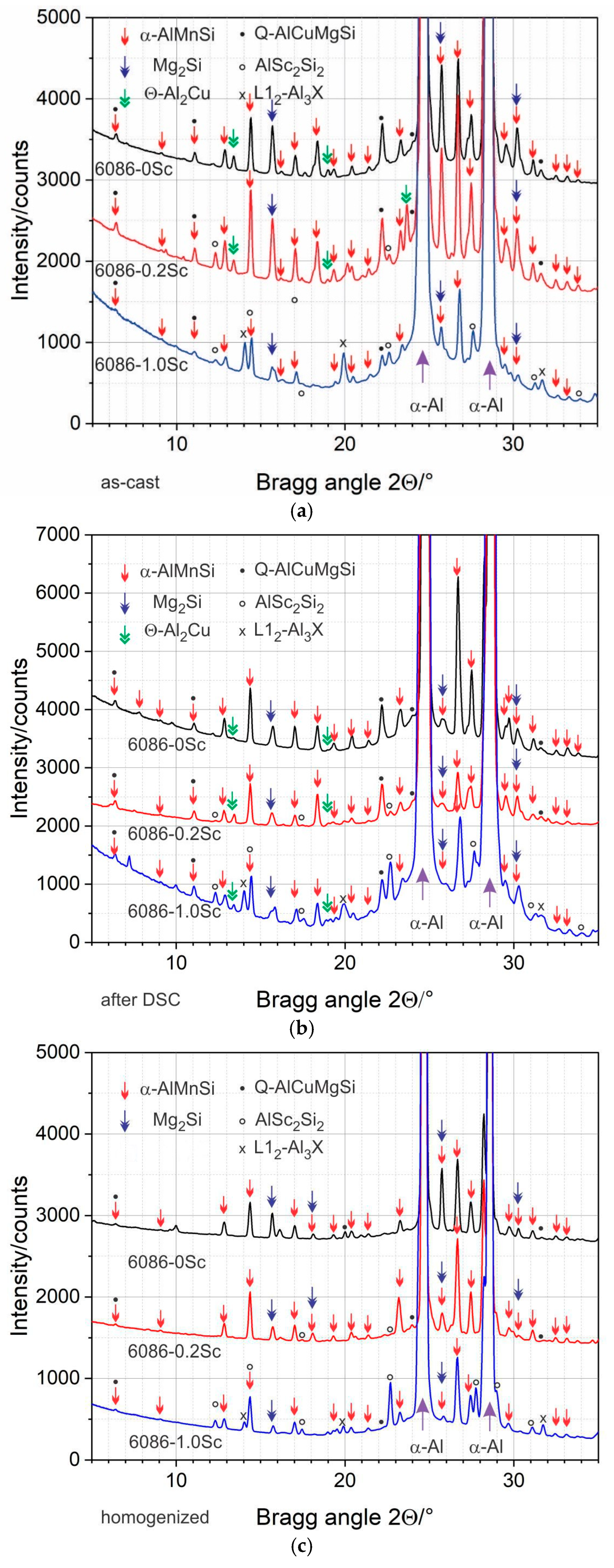
The phase compositions of the alloys were determined predominantly using XRD (
Figure 5 and
Figure 6), EDS in SEM (
Figure 7), and backscattered electron micrographs (
Figure 8,
Figure 9 and
Figure 10). In contrast, a detailed study of dispersoids in the alloy 6086-0.2Sc in the T6 temper was carried out using an analytical TEM. The identified phases are indicated in each micrograph and diffraction pattern.
Table 3 collects all phases determined experimentally, as well as those predicted by the computer modelling. In the microstructures α-Al prevailed, while other phases were predominantly in the interdendritic regions. Many different types of dispersoids formed during the homogenisation treatment, which were also present in the T6 temper.
Figure 5.
2D-XRD images of the investigated alloys. (a–c) as-cast condition, (d–f) after DSC, (g–i) after homogenization.
Figure 5.
2D-XRD images of the investigated alloys. (a–c) as-cast condition, (d–f) after DSC, (g–i) after homogenization.
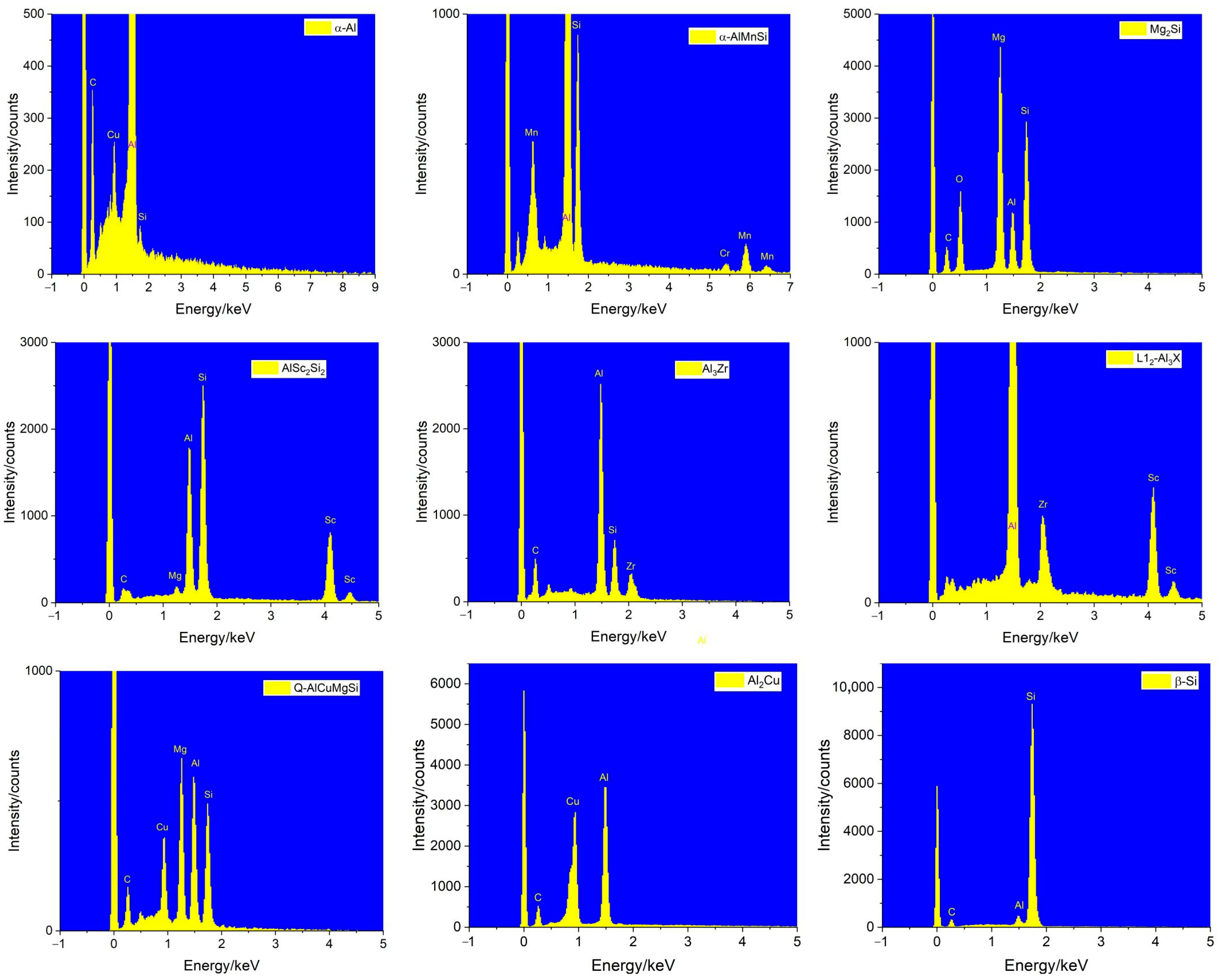
EDS in SEM was used to mainly determine the phases. Many phases were very small in size, thus we used a low voltage of 5 kV to reduce the interaction volume of electrons significantly, which almost eliminated the signal arising from the surrounding phases, mainly in the matrix α-Al.
Figure 7 shows the typical spectra of all phases that represented a template for the identification of phases in the microstructure.
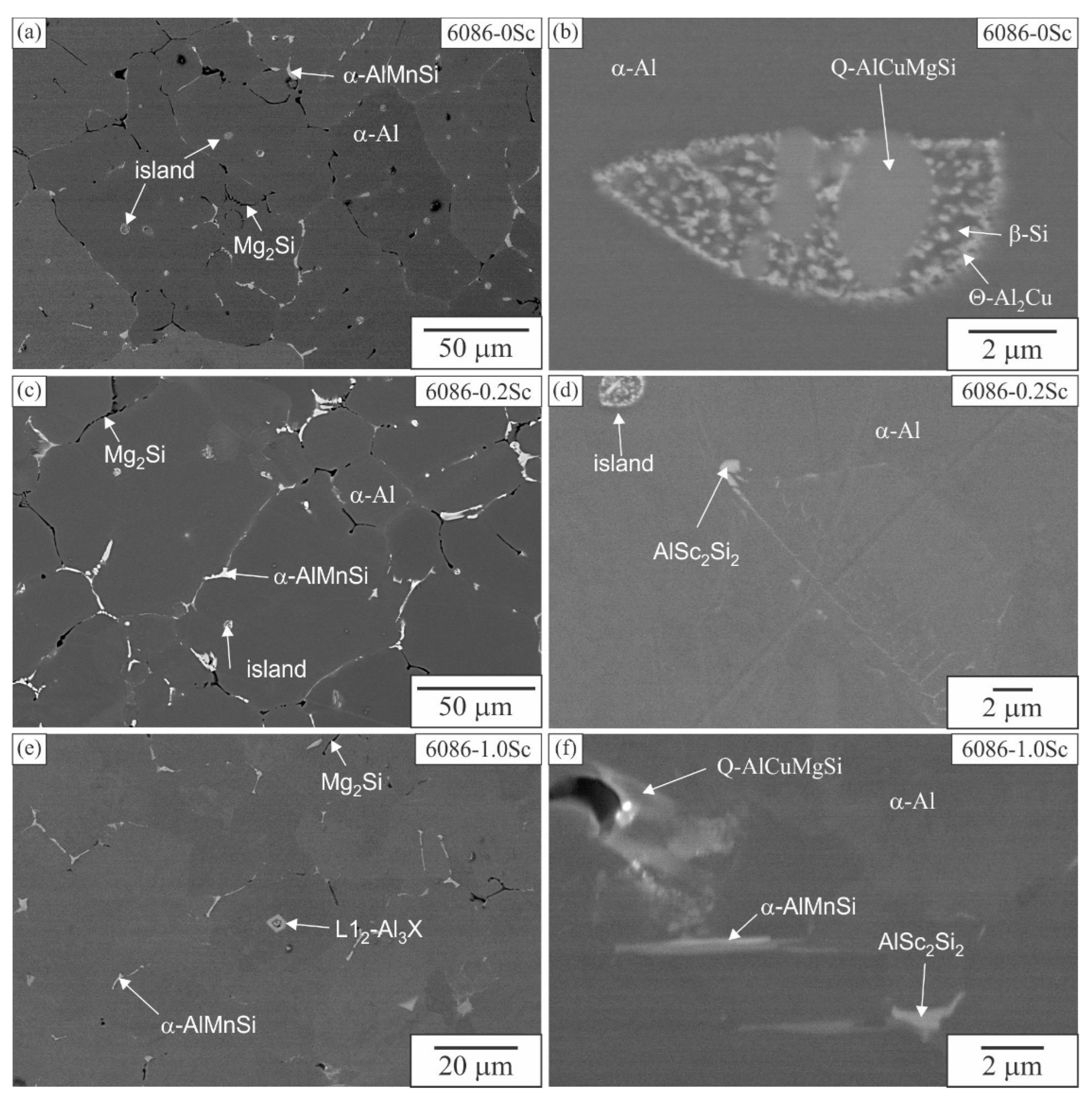
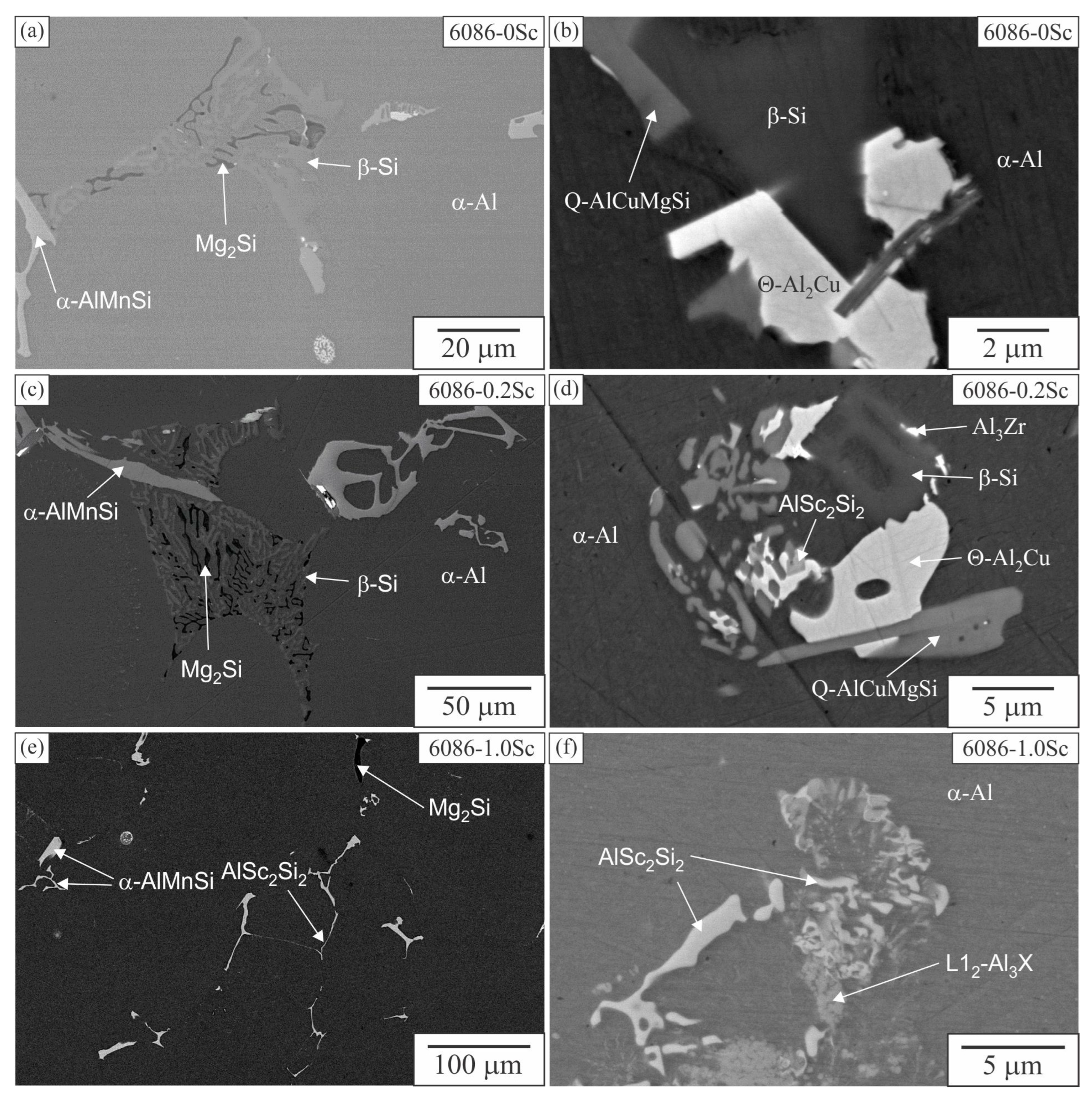
3.3.1. Phases in the As-Cast State
All alloys contained the matrix α-Al, darker Mg
2Si, and brighter α-AlMnSi phases (
Figure 8a–f). Mg
2Si is a stoichiometric phase and did not contain other elements. On the other hand, AlMnSi was also composed of Cr and Fe, which were also present in all alloys. In the alloy 6086-1.0Sc, the phase L1
2-Al
3X also appeared. It is predominantly positioned at the grain centres, causing nucleation of the matrix grains. This phase contained Sc and Zr in different proportions and usually had a layered structure [
17]. At higher magnifications, many other phases were identified, which are shown in
Figure 8b,d,f. The addition of Sc resulted in the appearance of the AlSc
2Si
2 phase in both Sc-rich alloys, while the L1
2-Al
3X phase was found only in the alloy 6086-1.0Sc. Tiny amounts of t-Al
3Zr, Si
2Zr, Q-AlCuMgSi, β-Si, and Θ-Al
2Cu were found in the alloys 6086-0Sc and 6086-0.2Sc, mainly in the areas of the terminal solidification. XRD patterns also identified most of the above-mentioned phases (
Figure 6a). The phase Θ-Al
2Cu was not a stable phase, but it was predicted by non-equilibrium solidification by the Scheil model.
Figure 8.
Backscattered electron (BSE) micrographs of the investigated alloys in the as-cast condition. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
Figure 8.
Backscattered electron (BSE) micrographs of the investigated alloys in the as-cast condition. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
3.3.2. Phases after DSC (Cooling Rate 10 °C/min)
Slow cooling during DSC caused much larger α-Al crystal grains and coarser intermetallic phases (
Figure 9). The phase α-AlMnSi was present in the shape of Chinese script in 6086-0Sc and 6086-0.2Sc alloys; it also contained Cr and Fe. In these alloys, a ternary constituent composed of α-Al, β-Si, and Mg
2Si formed in larger interdendritic spaces; very often, discrete bright t-Al
3Zr was observed in this region. The ternary (α-Al + β-Si + Mg
2Si) constituent was not present in 6086-1.0Sc. Instead, a structure consisting of L1
2-Al
3X, α-AlMnSi, and AlSc
2Si
2 was frequently encountered (
Figure 9f). The XRD patterns were similar to that in the as-cast state (
Figure 6a,b).
Figure 9.
BSE electron micrographs of the investigated alloys after DSC with a cooling rate of 10 °C/min. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
Figure 9.
BSE electron micrographs of the investigated alloys after DSC with a cooling rate of 10 °C/min. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
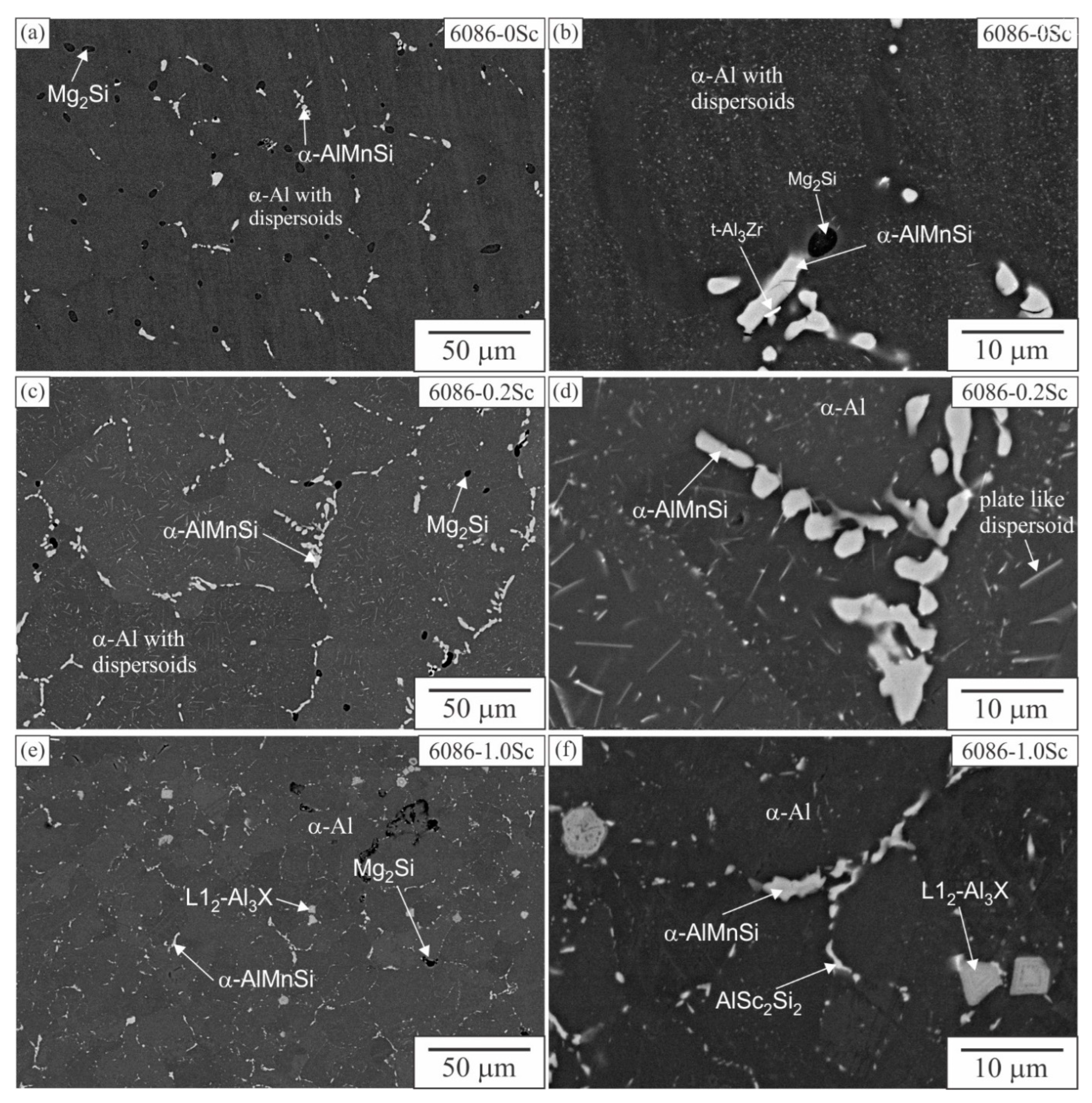
3.3.3. Phases after Homogenisation (520 °C, 40 h)
Figure 10 shows the backscattered electron micrographs of the alloys after the homogenisation treatment. Dispersoids appeared in the α-Al matrix in all alloys. Dispersoids were relatively small and uniformly distributed in the alloys 6086-0Sc and 6086-1.0Sc. Conversely, rather large plate-like precipitates formed at the dendrite centres in the alloy 6086-0.2Sc. They appear needle-like in the cross-section. EDS showed similar elements as were found in α-AlMnSi that formed during solidification. The volume fraction of Mg
2Si strongly reduced, and the remaining particles obtained a spheroidal shape. XRD patterns indicate a substantial decrease in or even disappearance of some phases, e.g., Q-AlCuMgSi and Al
2Cu.
A detailed EDS analysis showed some differences in the chemical composition with the fine and coarse dispersoids. It was determined that in the region with coarser dispersoids (grain centres), the contents of Zr and Cr were higher by 50% and 30%, respectively, than in the area with finer dispersoids. On the other hand, the content of Sc was about 35% lower. The differences in the contents of other elements were below 10%. These are consistent with the previous microsegregation behaviour of the alloying elements [
36].
Figure 10.
BSE electron micrographs of the investigated alloys after homogenisation at 520 °C for 40 h. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
Figure 10.
BSE electron micrographs of the investigated alloys after homogenisation at 520 °C for 40 h. The alloy 6086-0Sc at (a) a lower and (b) a higher magnification; the alloy 6086-0.2Sc at (c) a lower and (d) a higher magnification and the alloy 6086-1Sc at (e) a lower and (f) a higher magnification.
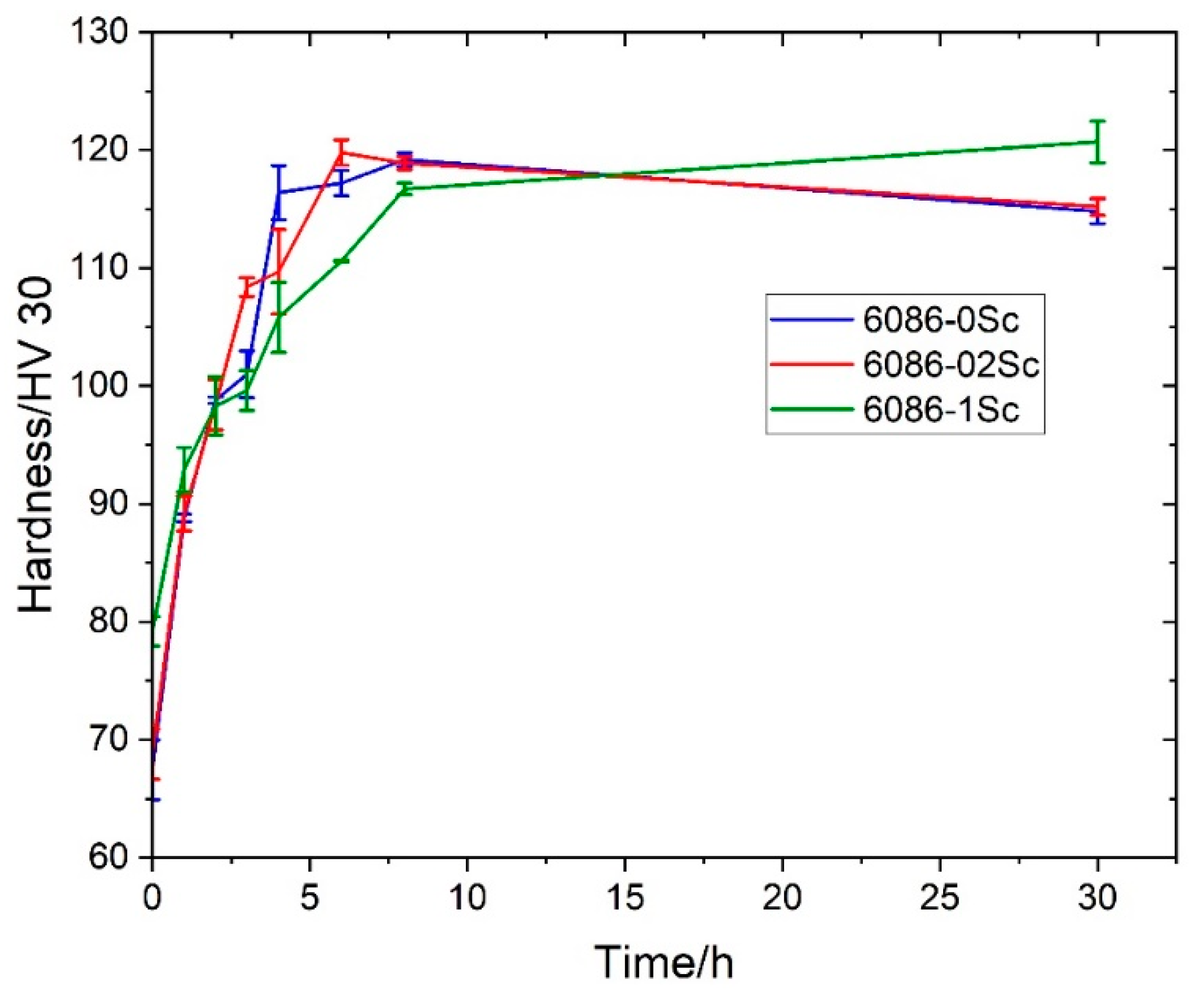
3.4. T6 Temper of the Investigated Alloys
The final properties of Al-Mg-Si alloys are normally obtained by artificial ageing. The most common is the T6 temper, consisting of homogenisation (solution treatment) and artificial ageing. The investigated alloys were homogenized at 520 °C for 6 h and then artificially aged for 6 h at 180 °C. The ageing duration was determined after isothermal ageing up to 30 h at 180 °C (
Figure 11). There were no significant differences between the alloys without and with 0.2% Sc. The peak hardness was achieved in the range of 5–7 h. It is also essential that the hardness was reduced by less than 10% after 30 h of ageing, which indicates a nice stability of properties. On the other hand, the hardness of 6086-1Sc was higher for about 10 units after homogenization, probably because of a higher volume fraction of the primary L1
2-Al
3X phase and smaller grain sizes. However, the increase in hardness was smaller, and it did not achieve the maximum value after 30 h of ageing when it attained the level similar to the peak hardness in other investigated alloys.
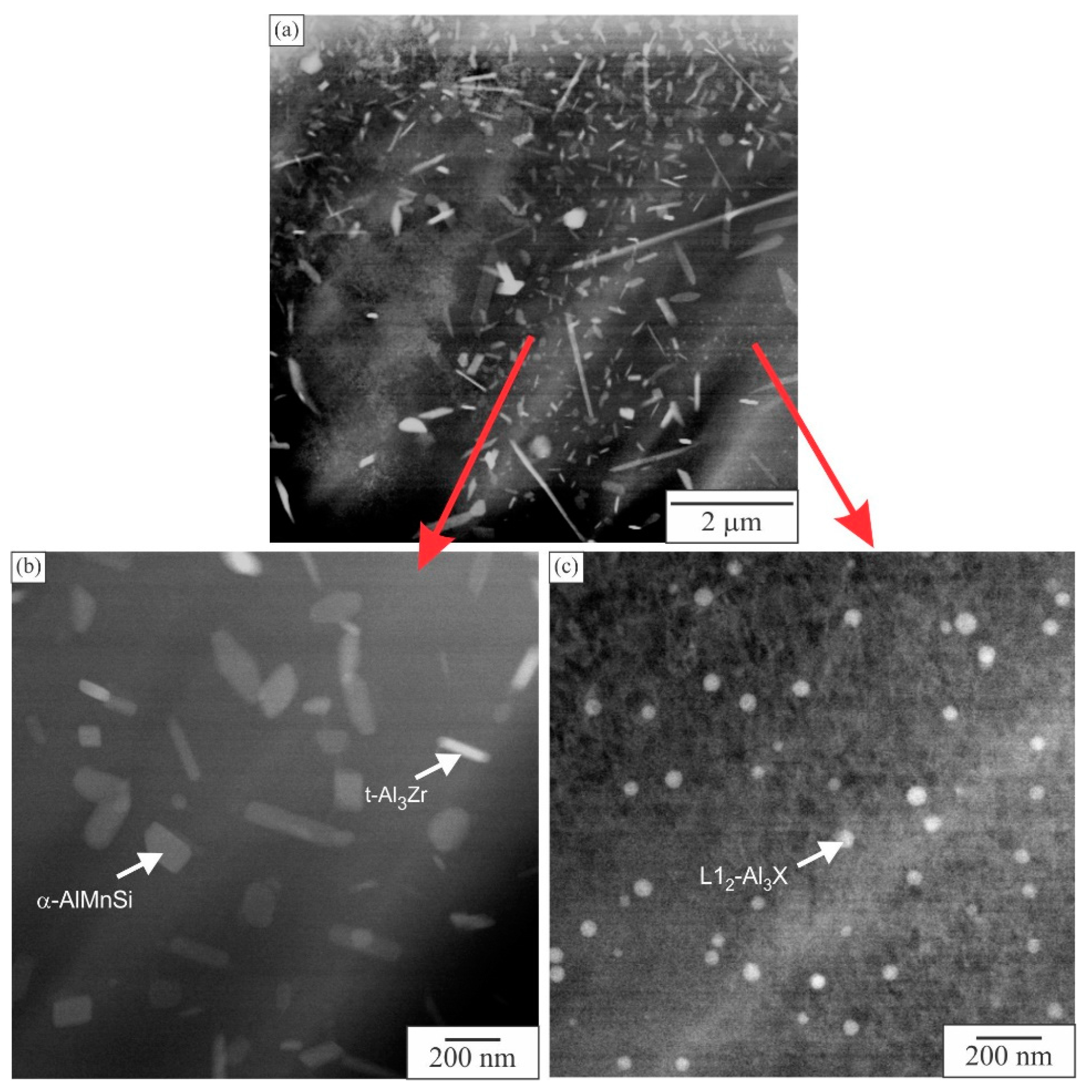
TEM micrographs (
Figure 12) show an uneven distribution of dispersoids as in the homogenised condition (
Figure 10b). The dispersoids were small and uniformly distributed next to the interdendritic spaces. This distribution was similar to the basic AA 6086 alloy [
10], where α-AlMnSi and t-Al
3Zr prevailed. The long needles dominated at the dendrite centres, and closer inspection showed that spherical precipitates were uniformly distributed in the region between the plates. The dispersoids belong to the L1
2-Al
3X phase, which was often found in other Sc-modified Al alloys, and was not revealed by our XRD and SEM studies.
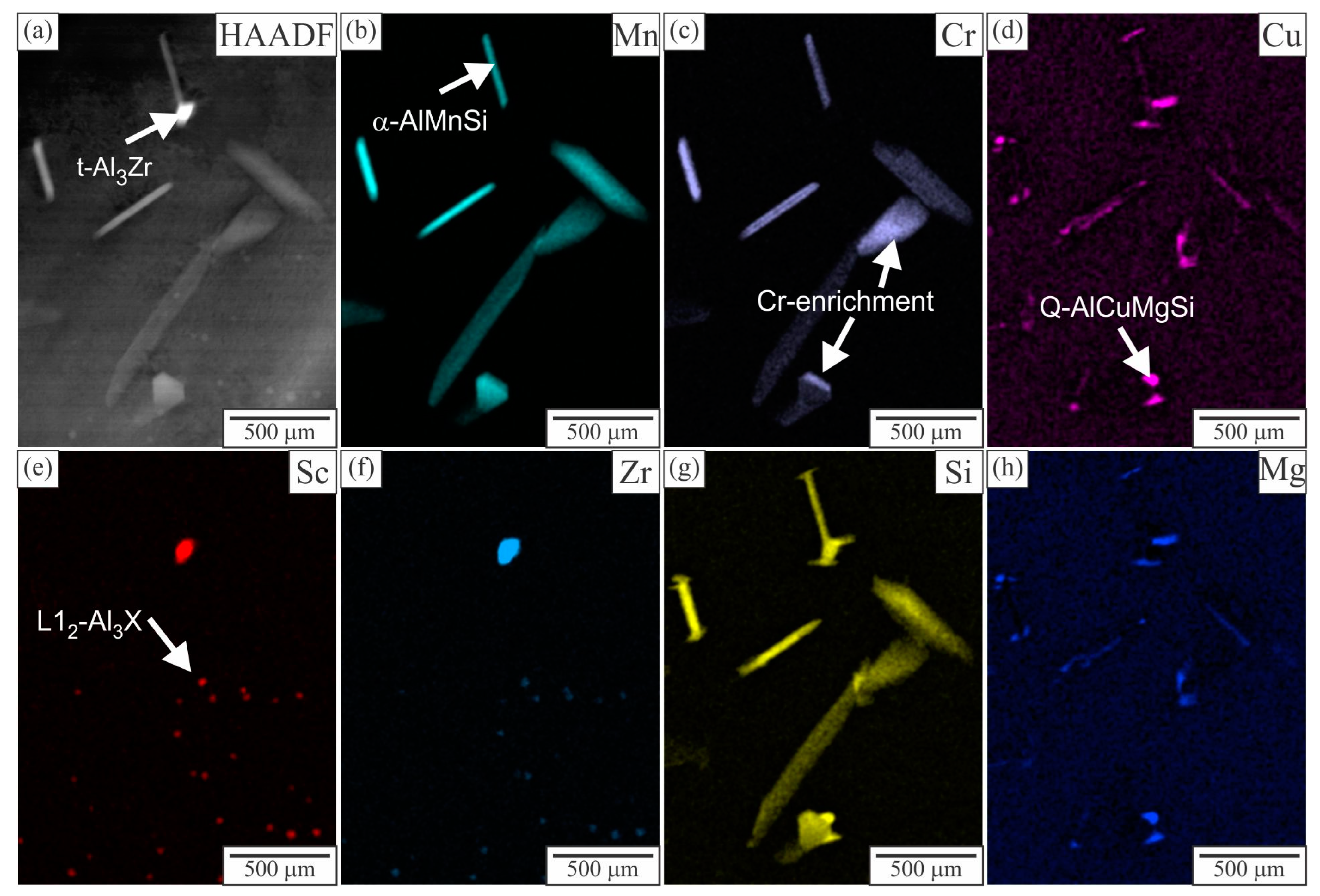
Figure 13 shows the elemental mapping at the dendrite centres. It is clear that many phases appeared in the sub-micrometre region. The plates contained Cr, Mn, and Si, and likely presented the α-AlMnSi phase. The brightest phase in
Figure 13a contained a lot of Zr, but also some Sc and Si, so it was probably t-Al
3Zr. This phase formed during manufacturing and served as a heterogeneous nucleation site for the α-AlMnSi phase. It can be observed that Sc and Zr were present in the spherical particles; thus, this was the L1
2-Al
3X phase, which was confirmed by a detailed analysis (
Figure 14). In addition, there was a phase containing Cu, Mg, and Si; this was Q-AlCuMgSi. This phase was not present at the homogenisation temperature but formed during cooling by heterogeneous nucleation of the α-AlMnSi phase.
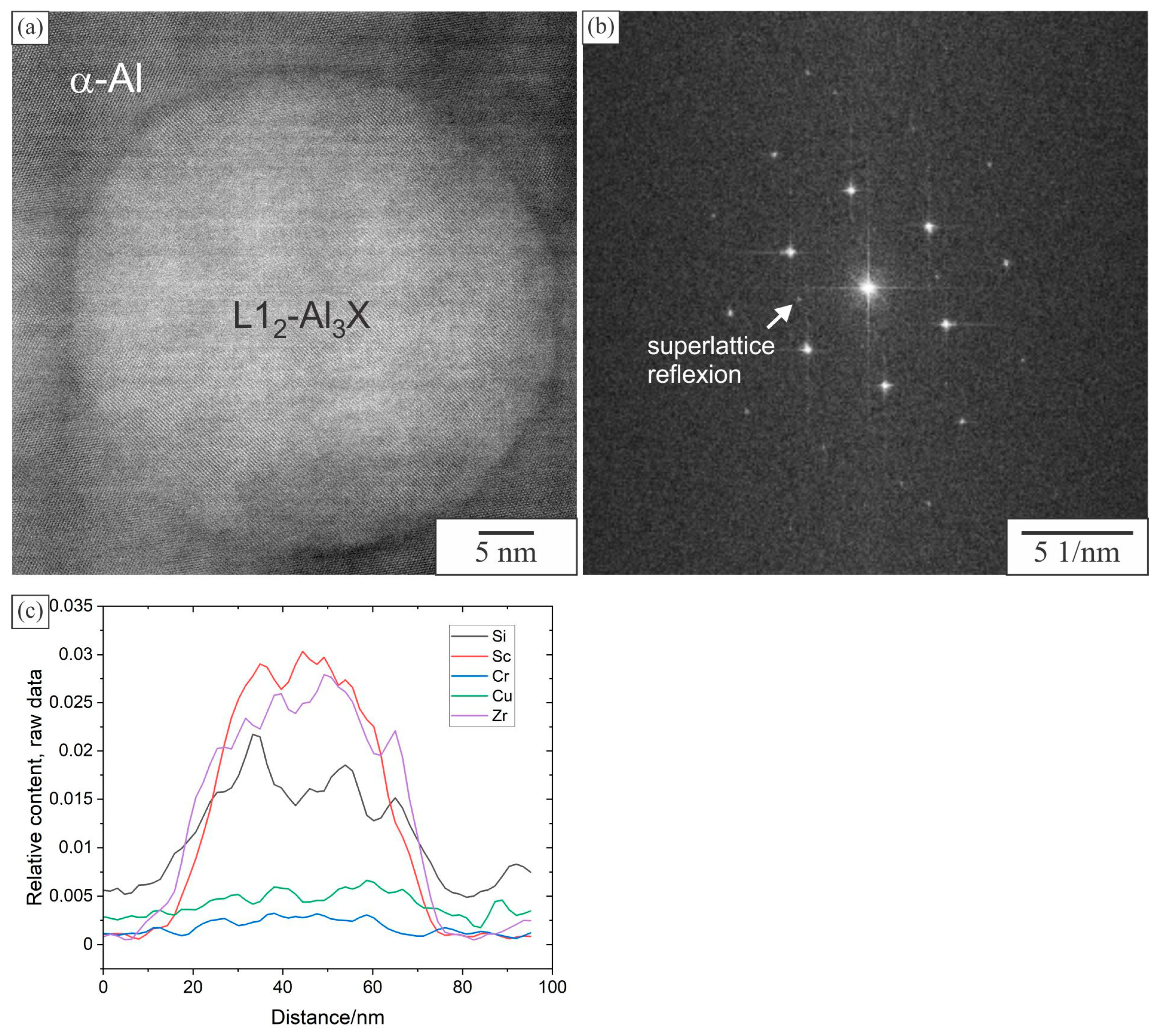
The formation of L1
2-Al
3X particles is one of the main reasons for the addition of Sc to Al alloys. Therefore, the spherical particles were analysed in detail (
Figure 14).
Figure 14a shows the HRTEM image and
Figure 14b the corresponding FFT transform. The zone axis of α-Al was (110), and the precipitate possessed a cube orientation relationship with the matrix, which is typical for L1
2-Al
3X. EDS analysis showed that the precipitate contained mainly Zr and Sc, but also a substantial amount of Si (
Figure 14c). The quantification of several particles revealed that they contain 18.3 ± 4.4 at. % Zr, 3.0 ± 0.7 at. % Sc and 10 ± 2.8% Si.
3.5. Effect of Sc on the Artificial Ageing
The diffusivity of scandium at temperatures of artificial ageing is generally rather low in the temperature range 150–200 °C; thus, the Sc-rich precipitate cannot be formed. Nevertheless, Sc present in the solid solution can affect the precipitation of the β-type and Q-type of precipitates.
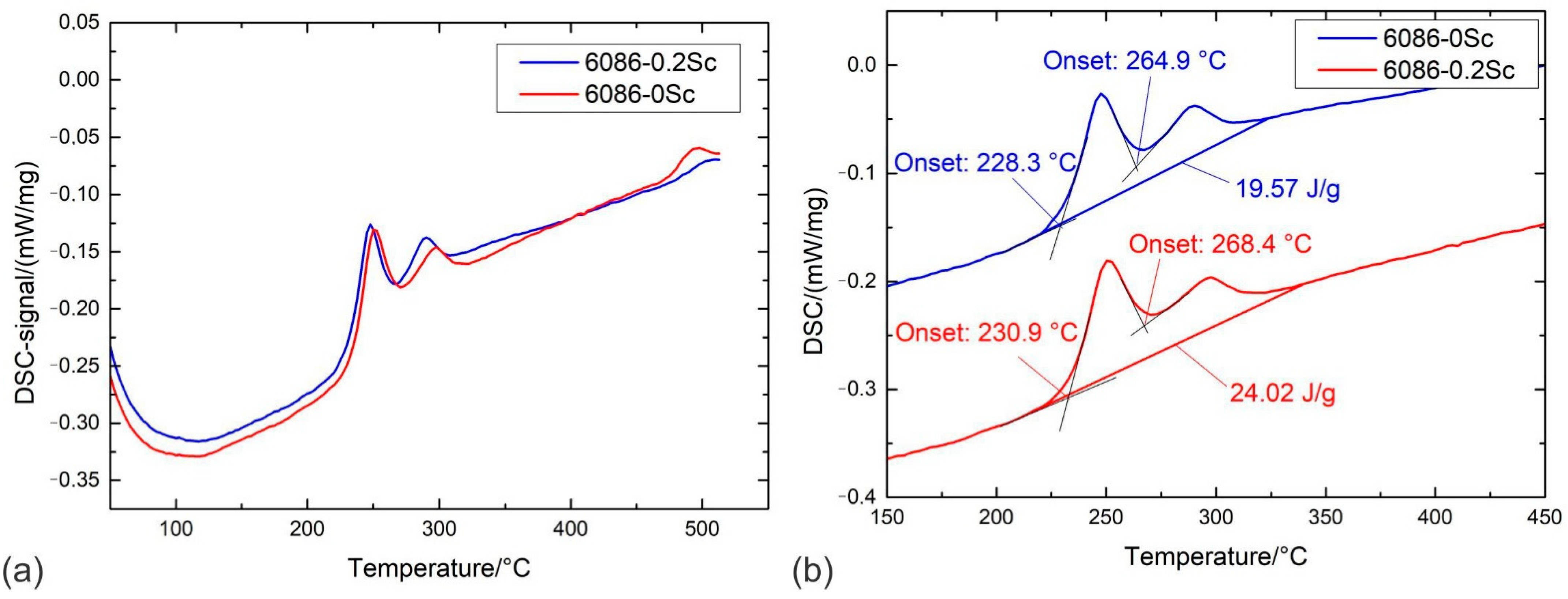
Figure 15 shows the DSC heating curves for AA 6086 and AA 6086-0.2Sc. Both alloys showed two peaks in the temperature region, which is characteristic of artificial ageing. The first peak was probably related to the formation of metastable β″-Mg
2Si and Q’-AlCuMgSi precipitates, and the second to the formation of β′-Mg
2Si [
37]. It is evident that Sc shifted both peaks to slightly higher temperatures. Thus, Sc retarded the precipitation process. The addition of Sc increased the precipitation energy by about 20%, which may be related to a higher fraction of precipitates or the additional formation of L1
2 precipitates. It is intended for this part to be investigated in detail in our future work.
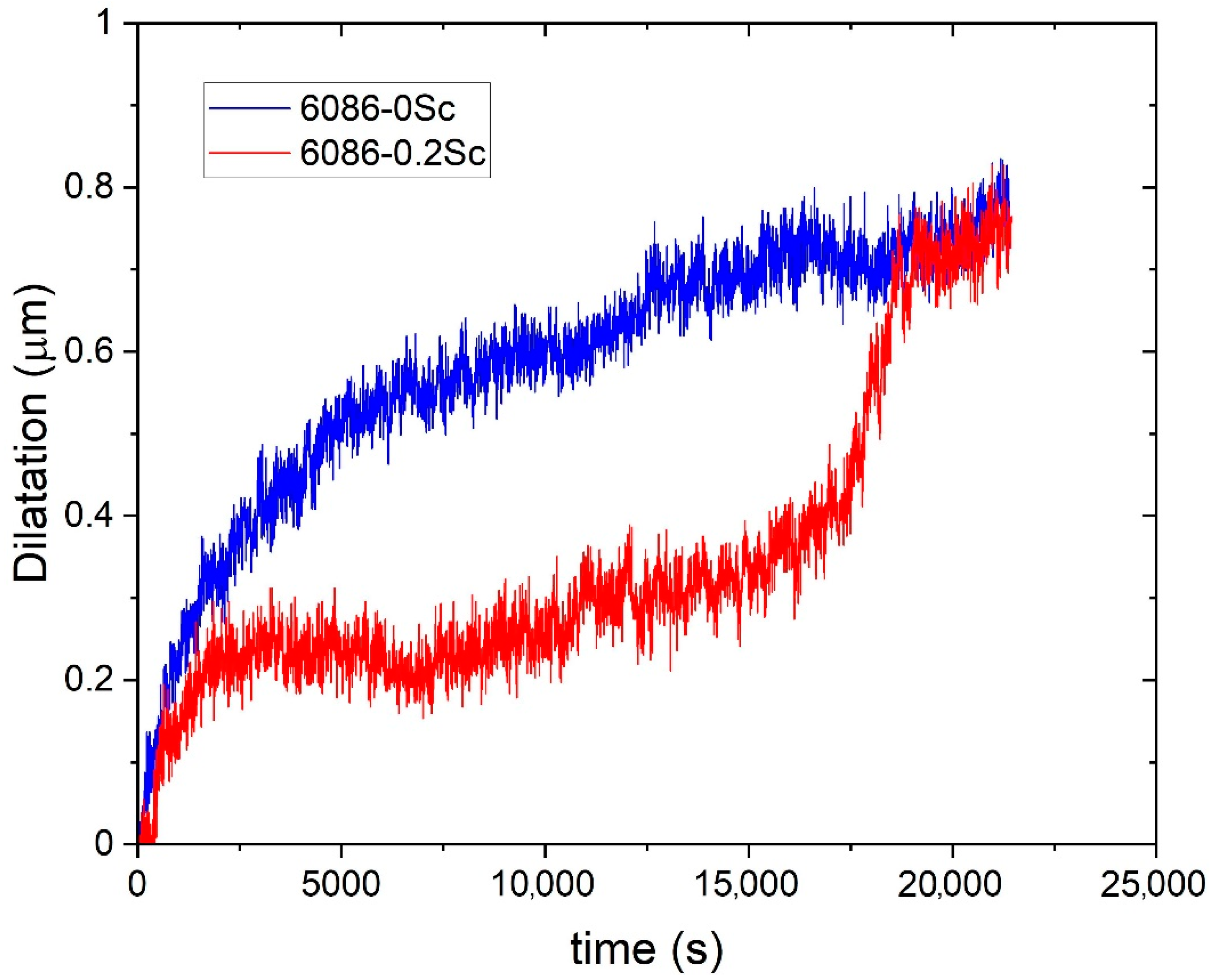
Figure 16 shows the dilatation of AA 6086 and AA 6086-0.2Sc during isothermal annealing at 180 °C. During ageing the length increased in both specimens. The increase in length in AA 6086 was continuous, and the dilatation rate decreased with time. On the other hand, in alloy AA 6086-0.2Sc, a plateau was attained within one hour, and the dimensions did not change for several hours. After approximately 17,500 s the volume started to increase abruptly, until reaching almost the same value as an Sc-lean alloy. Thus the addition of Sc delayed the beginning of precipitation, but after it started, the precipitation was rapid and, after a short period of time, both curves coincided.
3.6. Overview of the Sc-Effect on AA 6086
The CALPHAD approach predicted the phases that appeared in the investigated alloys well. We did not find the phase Al
13Cr
4Si
4, which may appear as a dispersoid phase during homogenization [
38]. Nevertheless, Cr-enrichment was observed in α-AlMnSi plates (
Figure 13c), which may indicate the tendency for the formation of a Cr-rich phase. Otherwise, most of the Cr is dissolved in α-AlMnSi. The phase Θ-Al
2Cu appeared in the as-cast microstructure, but it was not predicted by the equilibrium calculation. However, it was anticipated by Scheil modelling.
The Sc effect on the grain sizes was similar to that in the other Al alloys. At higher Sc content the primary L12-Al3X phase also formed in large quantities, providing copious nucleation of α-Al grains. The solidification of the alloy with 0.2% Sc was apparently similar to the Sc-lean alloy, and the ternary phase AlSc2Si2 was present only in the interdendritic region. The distribution coefficient of Sc in Al is less than one; thus, the Sc content is concentrated in the last liquid. This phase disappeared during homogenization of the alloy with 0.2% Sc, but remained undissolved in the alloy with 1% Sc. It was not present as a dispersoid phase was formed by homogenization.
The addition of a small amount of Sc stimulated the formation of plate-like AlMnSi dispersoids. It was also observed in some other commercial Al-Mg-Si. In the alloy with 0.2% Sc, t-Al3Zr served as a heterogeneous nucleation site. The addition of Sc promoted plate growth. It is likely that Sc lowers the surface energy of some lattice planes. This effect has not yet been studied in detail, and it is one of the aims of our future work in this area.
Scandium did not strongly affect the precipitation of strengthening precipitates during artificial ageing, which was also found in other alloys.


 ,
, 


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}