
Microstructure and Mechanical Behavior of Cu–Al–Ag Shape Memory Alloys Processed by Accumulative Roll Bonding and Subsequent Annealing


 and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Starting Materials and ARB Processing of Multi-Layered Composites
- Degreasing the sheets with acetone in order to remove surface contaminations.
- Scratching the sheets with a stainless-steel brush in order to promote cold welding between the layers during the ARB process.
- Sectioning the sample into two halves.
- Stacking them again, repeating the ARB process up to nine passes.
2.2. Alloy Fabrication from the ARB-Processed Layered Composites via Heat Treatment
2.3. Characterization of the Phase Composition and the Microstructure
2.4. Mechanical Characterization
3. Results and Discussion
3.1. Microstructure of the ARB-Processed and the Subsequently Annealed Samples
3.1.1. Microstructure of the Sandwich-like Specimens Obtained by ARB
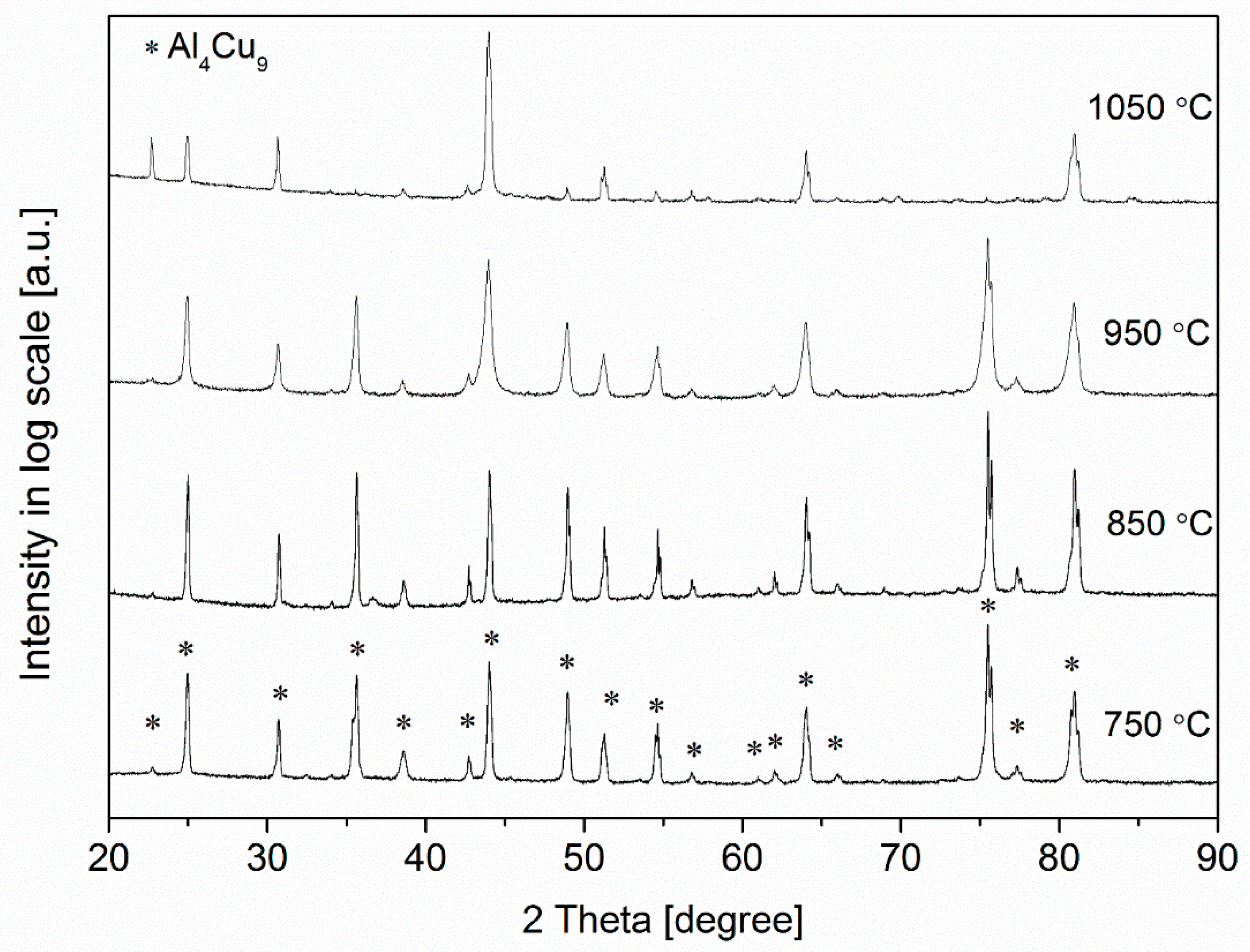
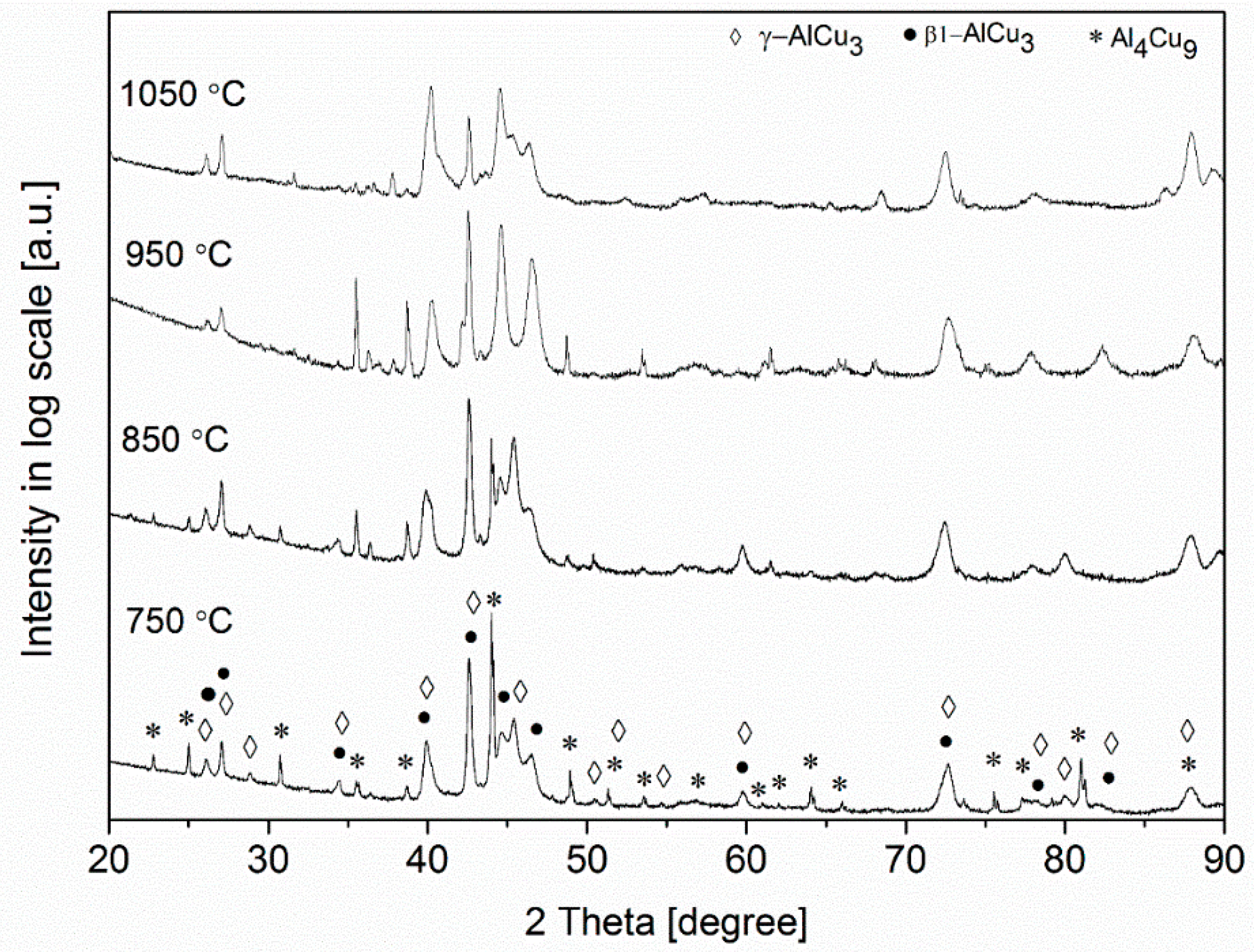
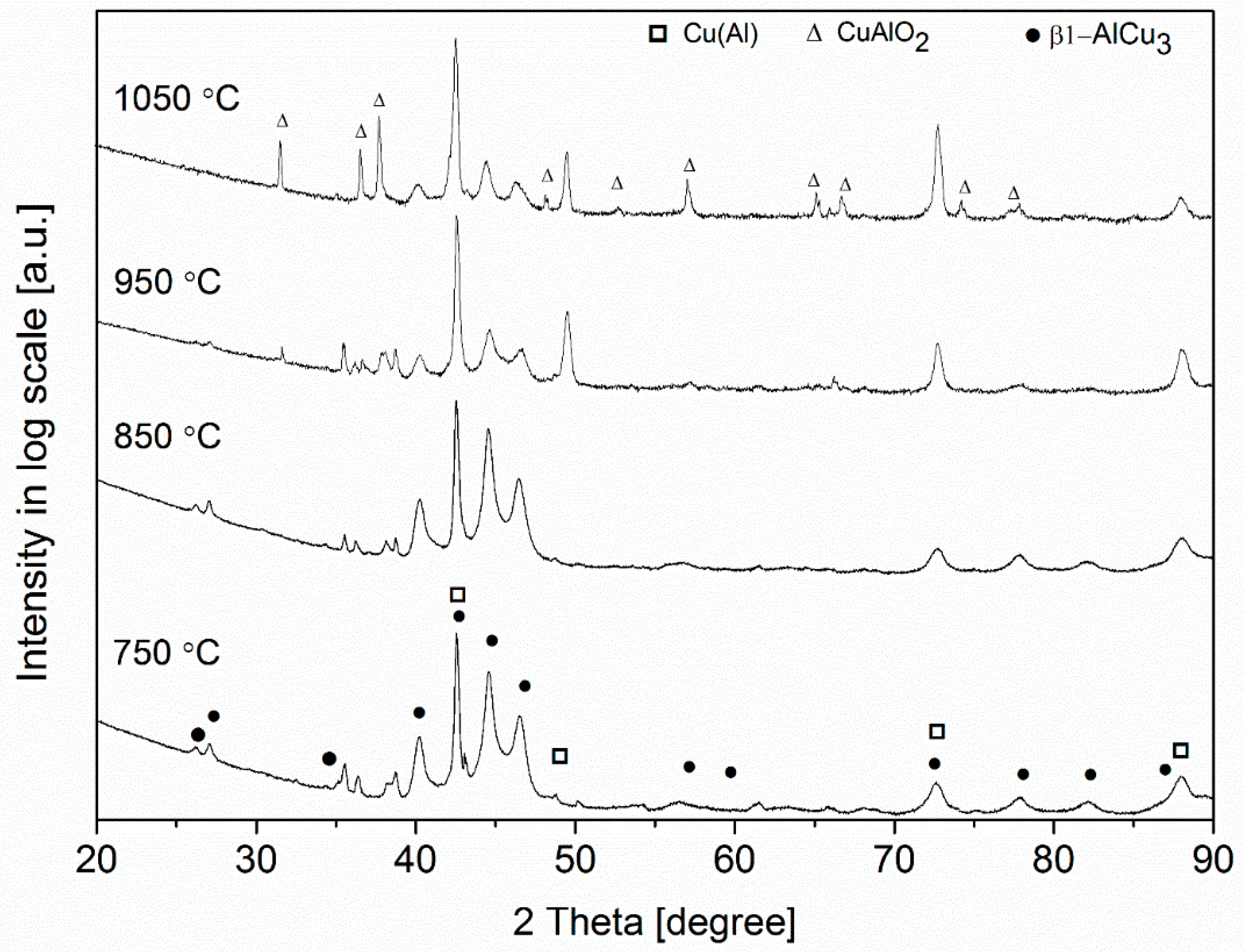
3.1.2. XRD Study of the Evolution of the Phase Composition during Annealing of the ARB-Processed Samples
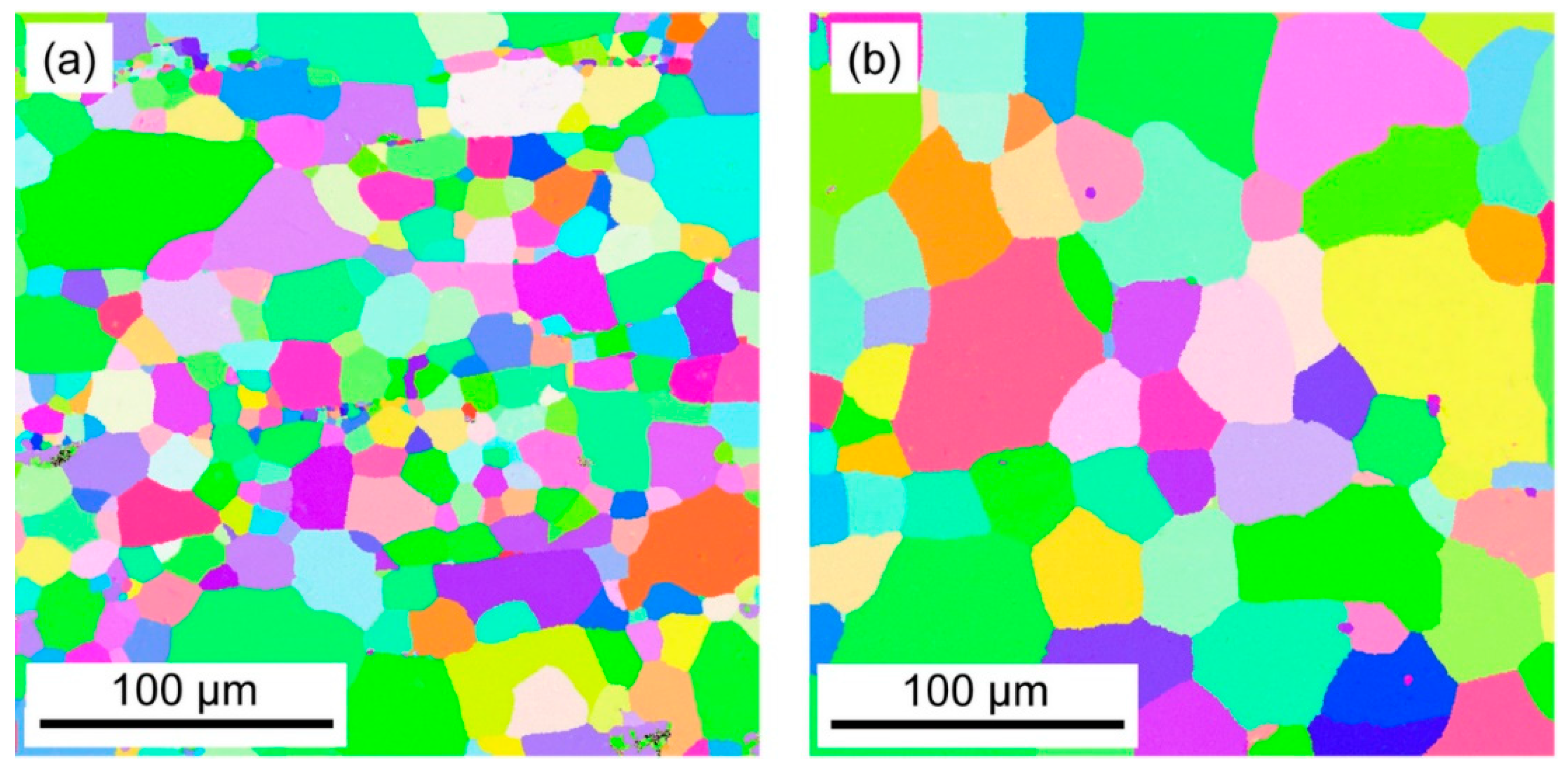
3.1.3. Microstructure Analysis of the Annealed Samples
3.2. Effect of Phase Composition and Microstructure on Mechanical Properties
3.2.1. Microhardness of the ARB-Processed and the Subsequently Annealed Samples
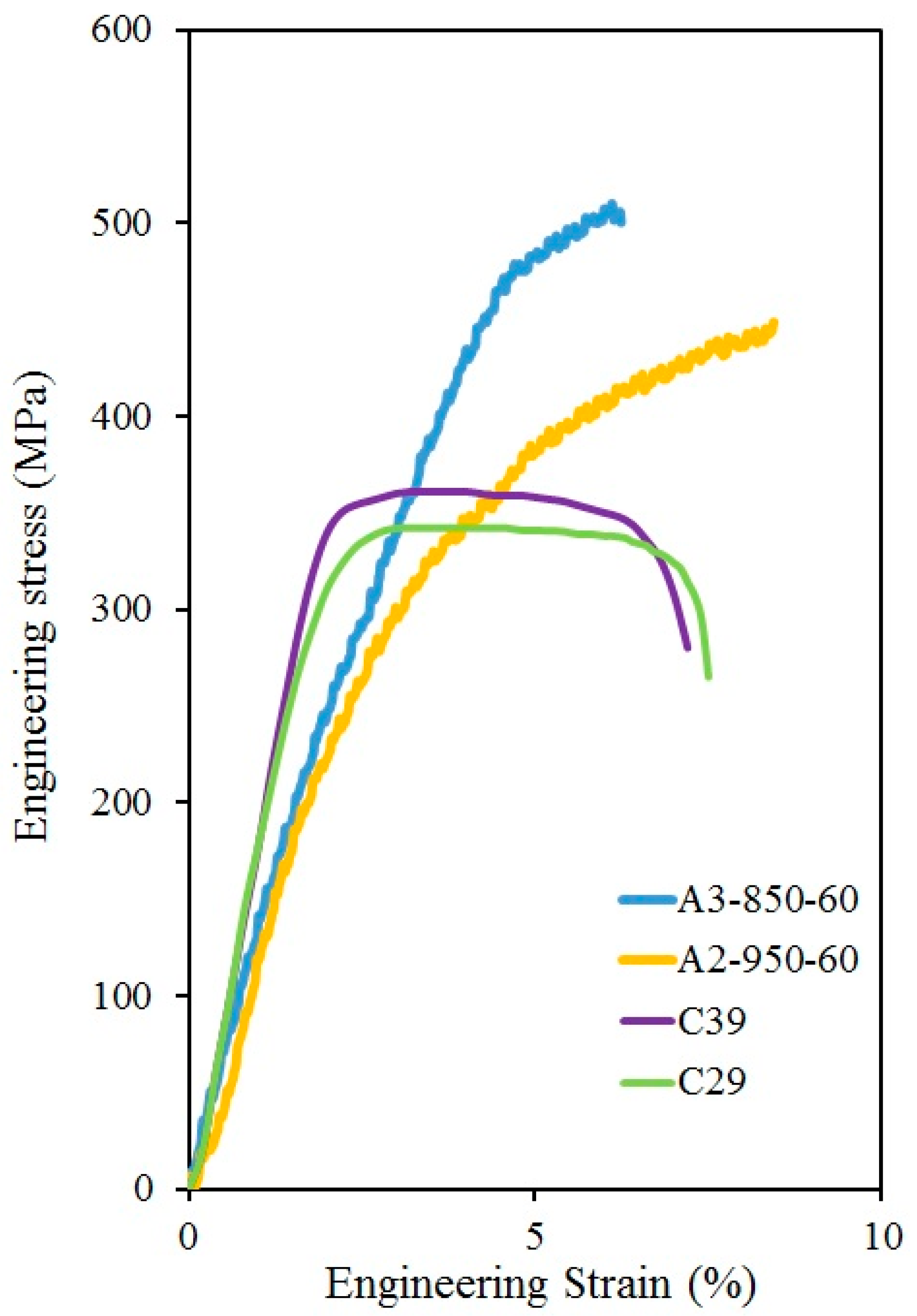
3.2.2. Tensile Testing
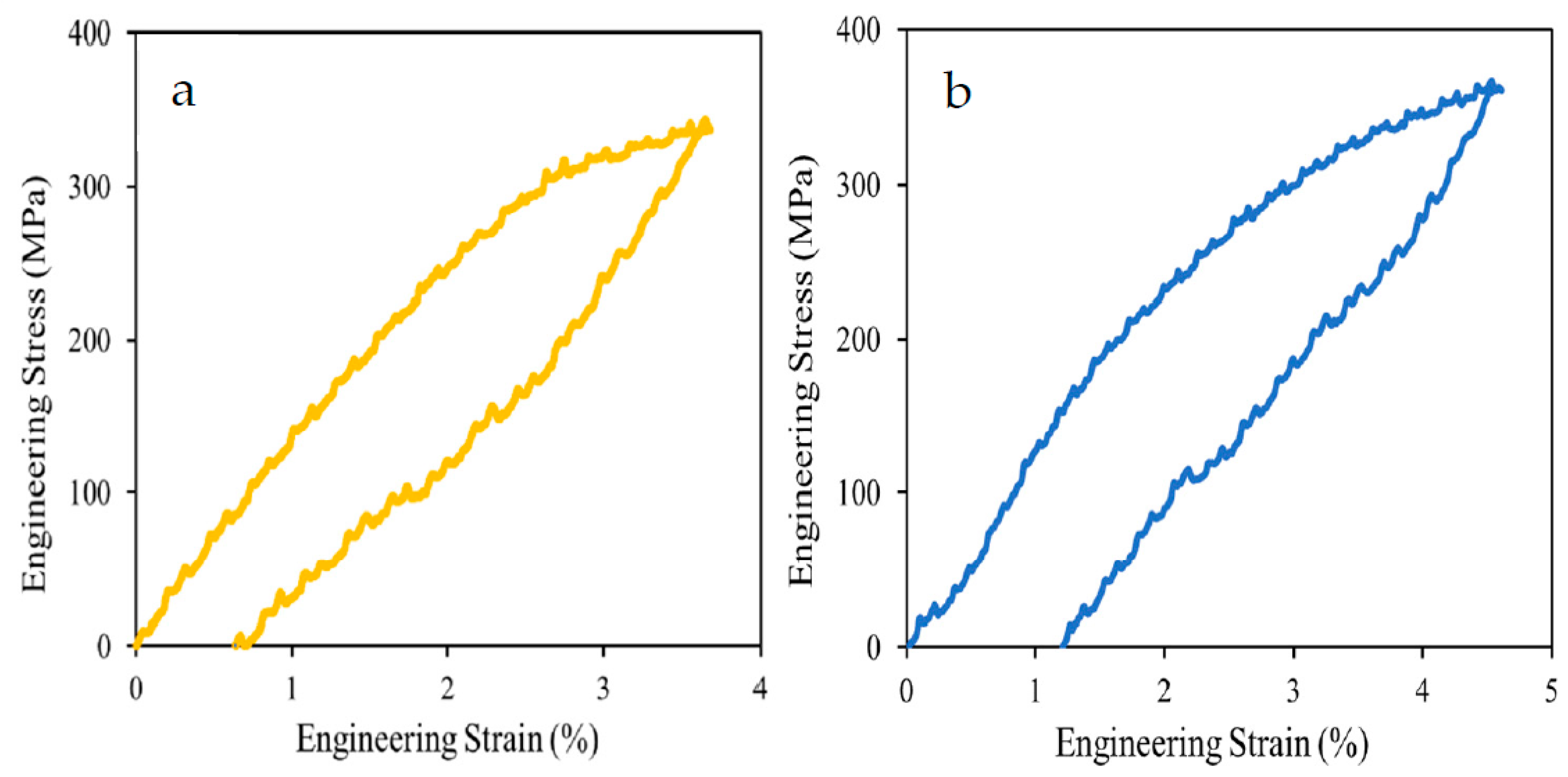
3.2.3. Shape Memory Behavior of the Alloys Containing a High Fraction of the β-Phase
4. Conclusions
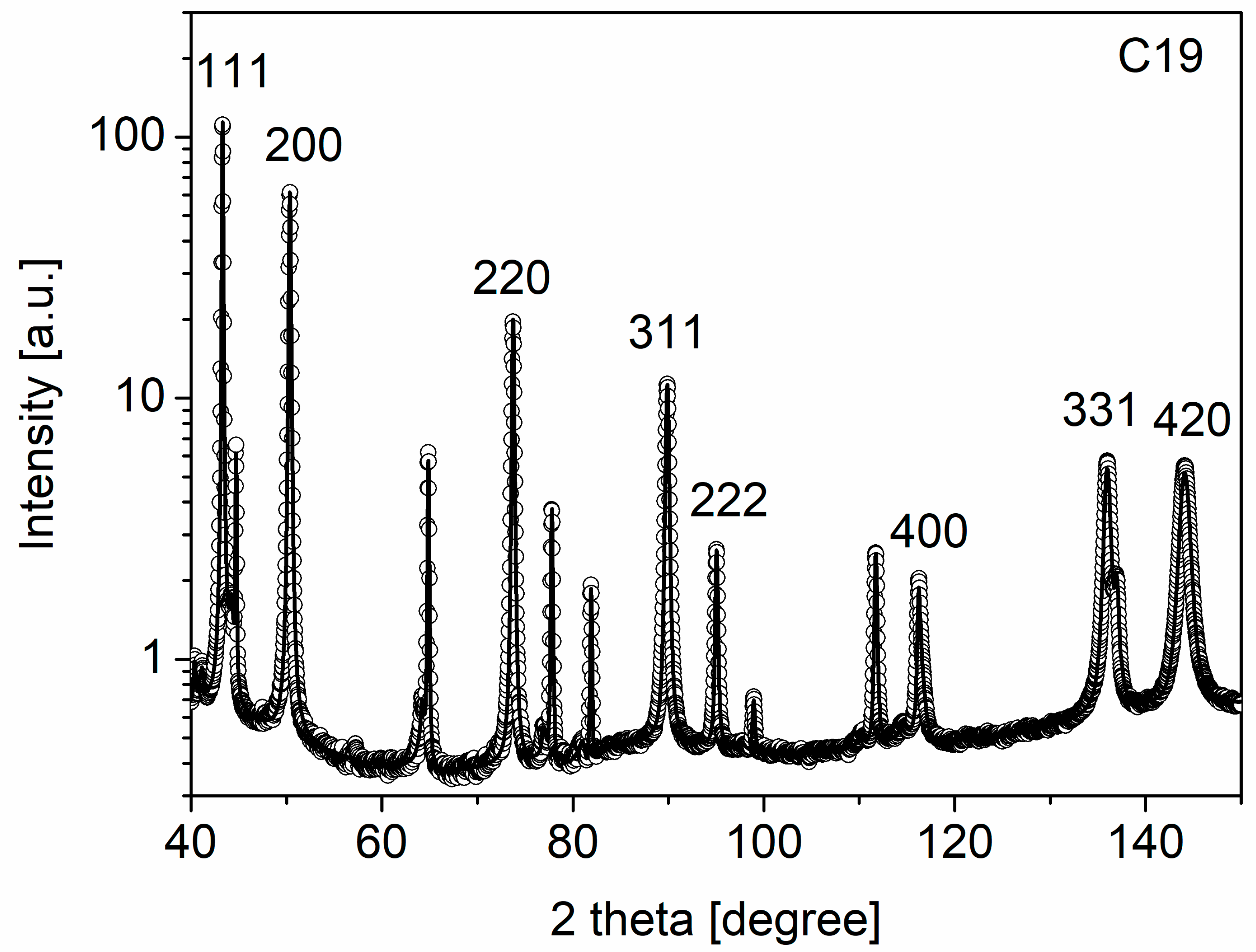
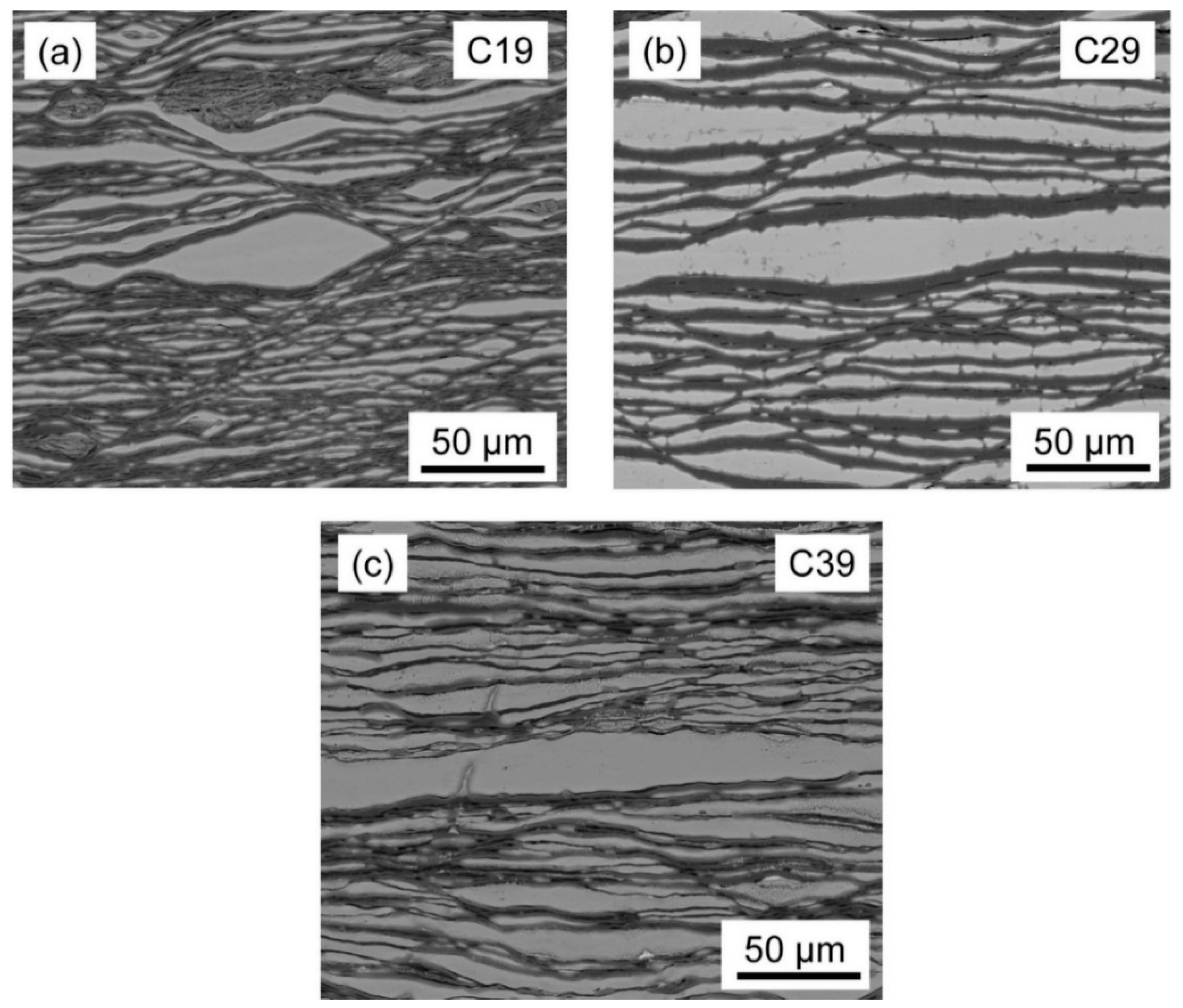
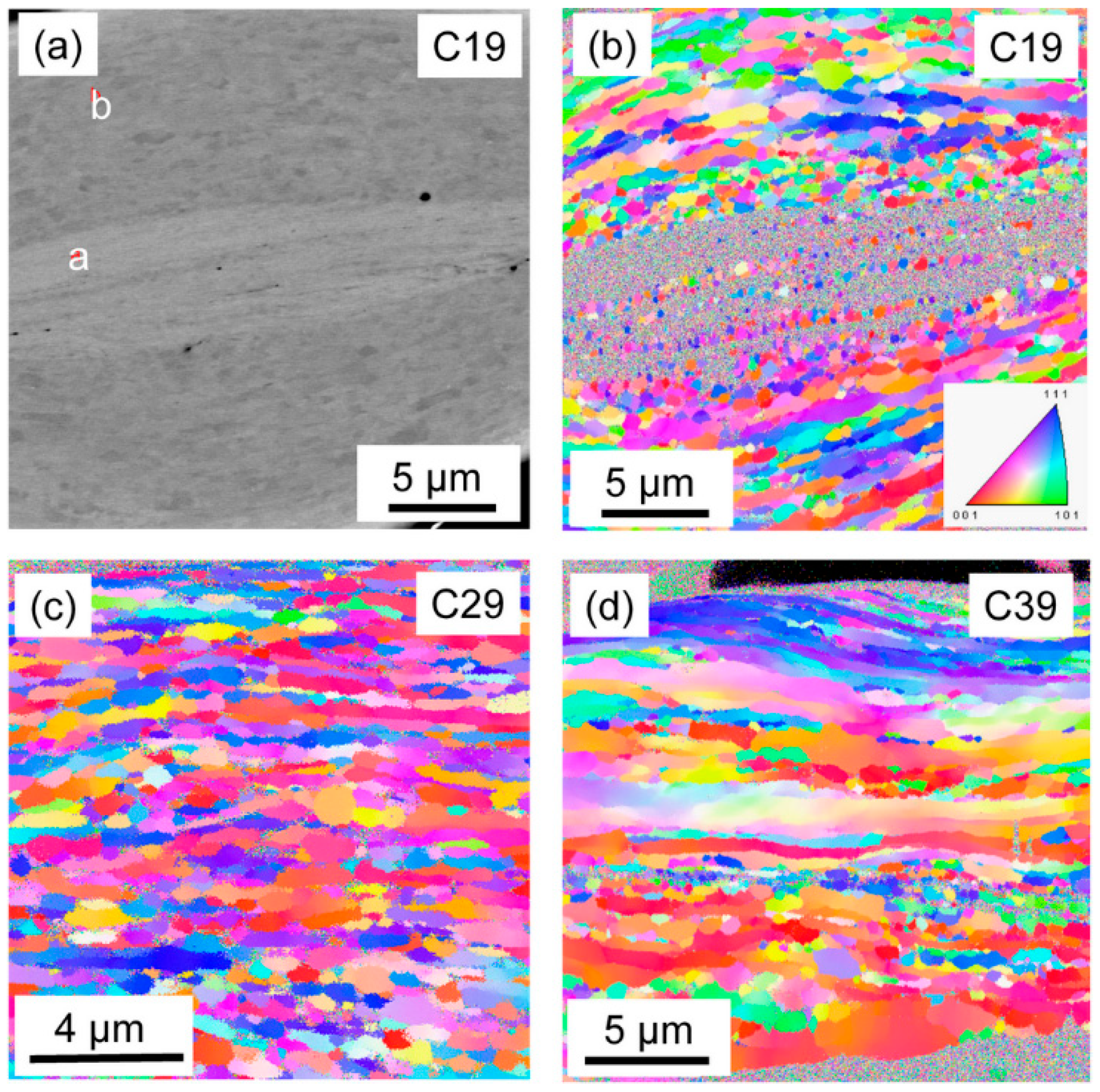
- The ARB-processed samples contain Cu and Al layers or layer fragments since intermetallic phases were not formed due to the slow diffusion of Cu and Al at room temperature. The dislocation density in the main Cu phase was about 7 × 1014 m−2, irrespective of the number of ARB cycles and the Ag content. The early saturation of the dislocation density can be attributed to the addition of Ag powder to the Cu–Al system and the corresponding modification of the ARB process. Namely, the presence of silver powder between Cu and Al layers hindered the development of bonding between them. Therefore, three rolling steps were used during the first cycle of ARB and the density of dislocations became high even after the first cycle. The grain size after nine cycles was a few microns.
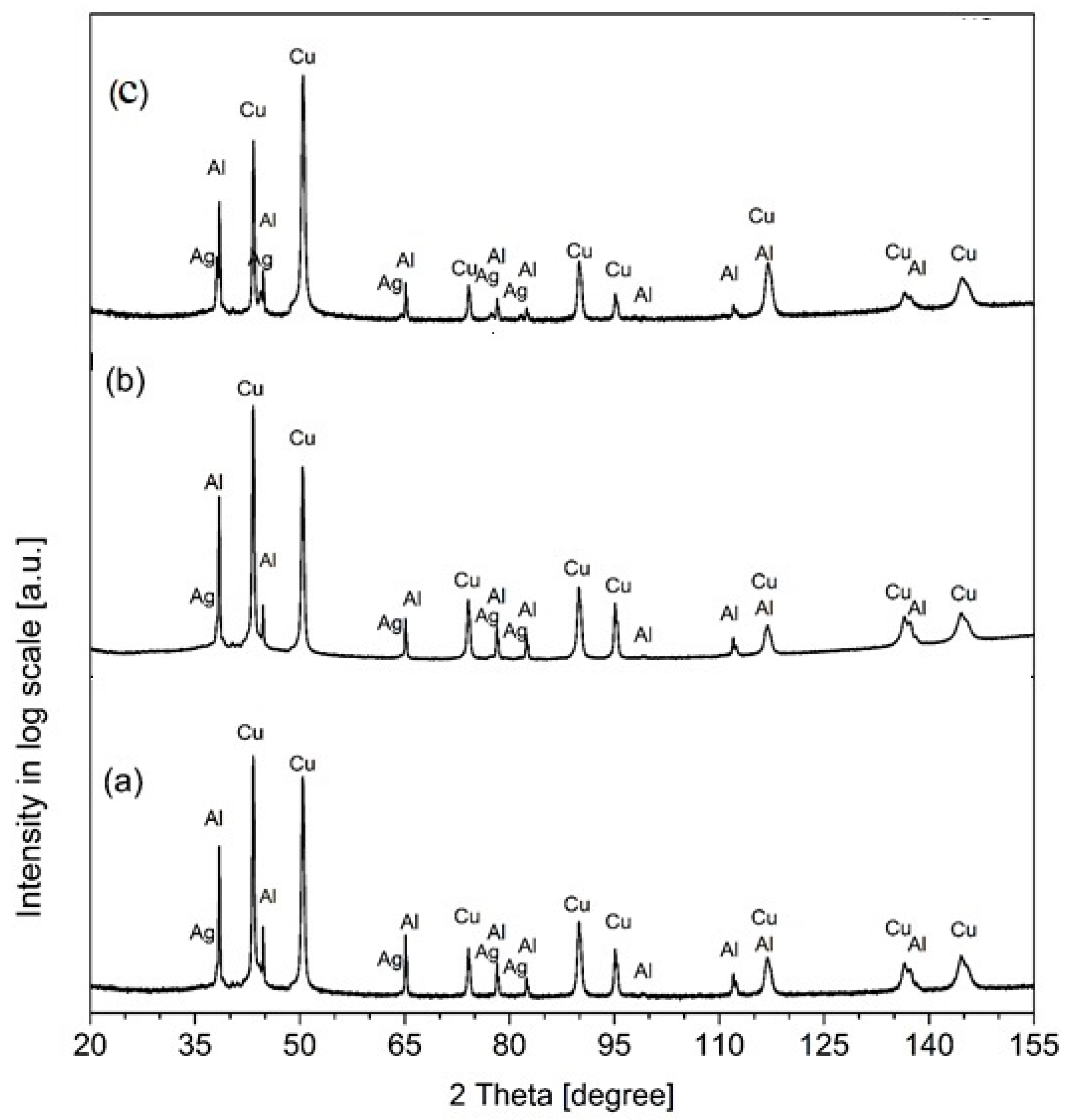
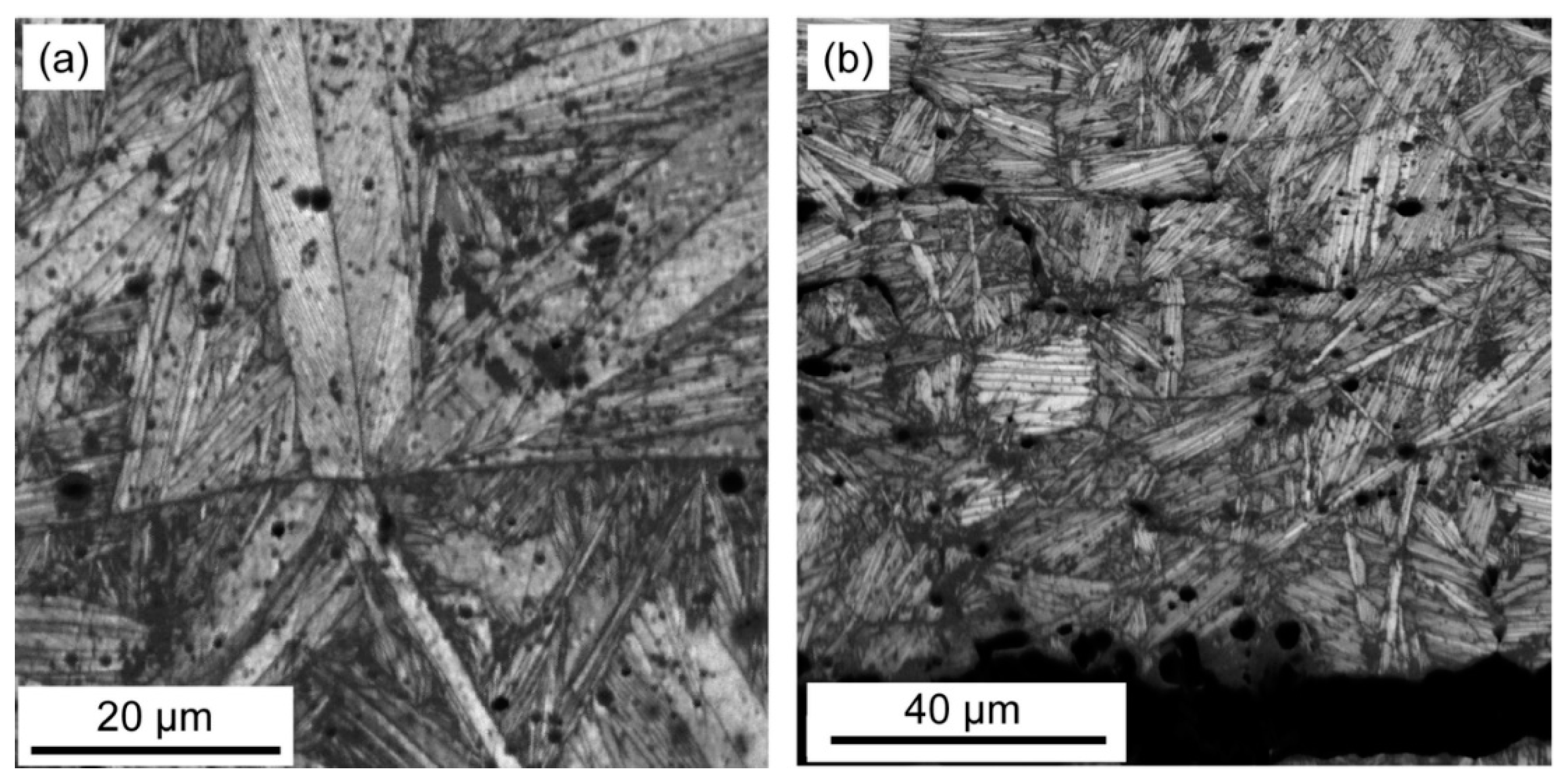
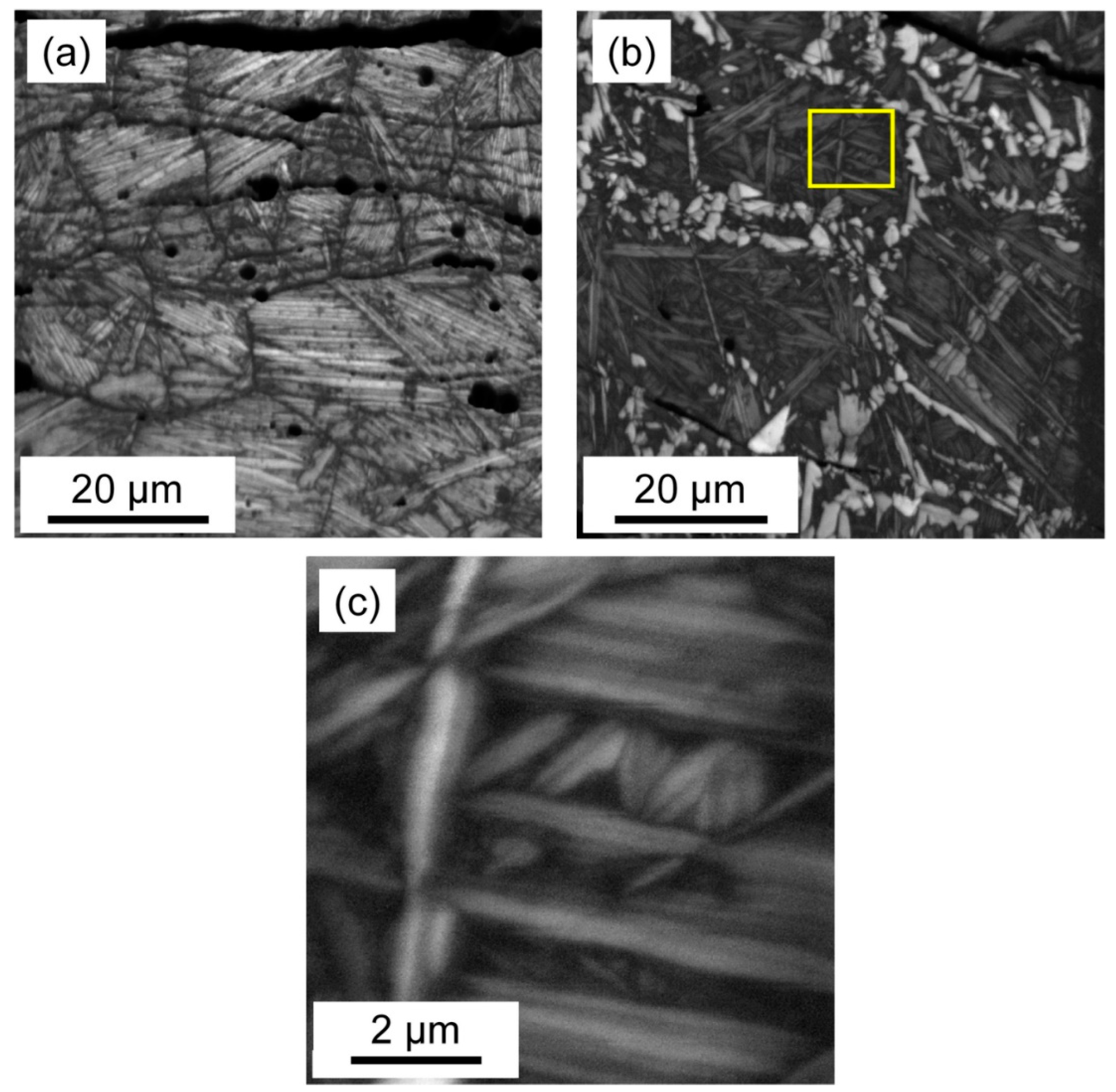
- During heat treatment of the ARB-processed samples, new intermetallic phases such as β1-AlCu3, Al4Cu9, and γ-AlCu3 were formed. For the lowest Ag content (1 wt.%), the main phase was the brittle Al4Cu9, irrespective of the temperature of heat treatment. For higher Ag concentrations (2 and 3 wt.%), the annealed samples contain mainly the β1-AlCu3 phase. After 60 min of annealing, the best phase compositions were achieved at 950 and 850 °C for the samples containing 2 and 3 wt.% Ag, respectively. The martensite phase consisted of very fine lamellas with a thickness of one micron or less. Since dislocations and grain boundaries facilitate the nucleation of new phases, ARB processing must have a significant role in obtaining fine-grained martensite microstructure during annealing.
- The heat treatment at 850 and 950 °C for 60 min increased the microhardness and the strength of the presently studied Cu–Al–Ag alloys due to the formation of fine-grained hard intermetallic phases. For the samples containing 2–3 wt.% Ag, annealing at 950 and 850 °C for 60 min after nine cycles of ARB increased the hardness from about 130 to 280 HV and the tensile strength from 340–360 to 460–520 MPa.
- The alloys containing 2 and 3 wt.% Ag, processed by nine ARB cycles and then annealed at 950 and 850 °C for 60 min, respectively, exhibited a good SME. The recovered strain was about 3% while the tensile strength was as high as ~500 MPa. These values are outstanding among the Cu–based SMAs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mahdavian, M.; Ghalandari, L.; Reihanian, M. Accumulative roll bonding of multilayered Cu/Zn/Al: An evaluation of microstructure and mechanical properties. Mater. Sci. Eng. A 2013, 579, 99–107. [Google Scholar] [CrossRef]
- Eizadjou, M.; Kazemitalachi, A.; Daneshmanesh, H.; Shahabi, H.S.; Janghorban, K. Investigation of structure and mechanical properties of multi-layered Al/Cu composite produced by accumulative roll bonding (ARB) process. Compos. Sci. Technol. 2008, 68, 2003–2009. [Google Scholar] [CrossRef]
- Ghalandari, L.; Moshksar, M. High-strength and high-conductive Cu/Ag multilayer produced by ARB. J. Alloys Compd. 2010, 506, 172–178. [Google Scholar] [CrossRef]
- Mathis, K.; Gubicza, J.; Nam, N. Microstructure and mechanical behavior of AZ91 Mg alloy processed by equal channel angular pressing. J. Alloys Compd. 2005, 394, 194–199. [Google Scholar] [CrossRef]
- Reihanian, M.; Ebrahimi, R.; Tsuji, N.; Moshksar, M. Analysis of the mechanical properties and deformation behavior of nanostructured commercially pure Al processed by equal channel angular pressing (ECAP). Mater. Sci. Eng. A 2008, 473, 189–194. [Google Scholar] [CrossRef]
- Sakai, G.; Horita, Z.; Langdon, T.G. Grain refinement and superplasticity in an aluminum alloy processed by high-pressure torsion. Mater. Sci. Eng. A 2005, 393, 344–351. [Google Scholar] [CrossRef]
- Horita, Z.; Langdon, T.G. Microstructures and microhardness of an aluminum alloy and pure copper after processing by high-pressure torsion. Mater. Sci. Eng. A 2005, 410–411, 422–425. [Google Scholar] [CrossRef]
- Huang, J.; Zhu, Y.; Alexander, D.J.; Liao, X.; Lowe, T.C.; Asaro, R.J. Development of repetitive corrugation and straightening. Mater. Sci. Eng. A 2004, 371, 35–39. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Tsuji, N.; Ito, Y.; Saito, Y.; Minamino, Y. Strength and ductility of ultrafine grained aluminum and iron produced by ARB and annealing. Scr. Mater. 2002, 47, 893–899. [Google Scholar] [CrossRef]
- Eizadjou, M.; Manesh, H.D.; Janghorban, K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process. J. Alloys Compd. 2009, 474, 406–415. [Google Scholar] [CrossRef]
- Borhani, E.; Jafarian, H.; Terada, D.; Adachi, H.; Tsuji, N. Microstructural Evolution during ARB Process of Al–0.2 mass% Sc Alloy Containing Al3Sc Precipitates in Starting Structures. Mater. Trans. 2012, 53, 72–80. [Google Scholar] [CrossRef]
- Rezaei, M.R.; Toroghinezhad, M.; Ashrafizadeh, F. Analysis of Strengthening Mechanisms in an Artificially Aged Ultrafine Grain 6061 Aluminum Alloy. J. Ultrafine Grained Nanostruct. Mater. 2017, 50, 152–160. [Google Scholar] [CrossRef]
- Takata, N.; Lee, S.-H.; Tsuji, N. Ultrafine grained copper alloy sheets having both high strength and high electric conductivity. Mater. Lett. 2009, 63, 1757–1760. [Google Scholar] [CrossRef]
- Nomura, K.; Miwa, Y.; Takagawa, Y.; Watanabe, C.; Monzen, R.; Terada, D.; Tsuji, N. Influence of Accumulative Roll Bonding and Cold Rolling Processes on the Precipitation Strengthening Properties for Cu-Ni-P Alloy. J. Jpn. Inst. Met. 2011, 75, 509–515. [Google Scholar] [CrossRef]
- Altenberger, I.; Kuhn, H.-A.; Gholami, M.; Mhaede, M.; Wagner, L. Ultrafine-Grained Precipitation Hardened Copper Alloys by Swaging or Accumulative Roll Bonding. Metals 2015, 5, 763–776. [Google Scholar] [CrossRef]
- Takagawa, Y.; Tsujiuchi, Y.; Watanabe, C.; Monzen, R.; Tsuji, N. Improvement in Mechanical Properties of a Cu–2.0 mass% Ni–0.5 mass% Si–0.1 mass% Zr Alloy by Combining Both Accumulative Roll-Bonding and Cryo-Rolling with Aging. Mater. Trans. 2013, 54, 1–8. [Google Scholar] [CrossRef]
- Kitagawa, K.; Akita, T.; Kita, K.; Gotoh, M.; Takata, N.; Tsuji, N. Structure and Mechanical Properties of Severely Deformed Cu-Cr-Zr Alloys Produced by Accumulative Roll-Bonding Process. Mater. Sci. Forum 2008, 584–586, 791–796. [Google Scholar] [CrossRef]
- Sutou, Y.; Omori, T.; Wang, J.J.; Kainuma, R.; Ishida, K. Characteristics of Cu–Al–Mn-based shape memory alloys and their applications. Mater. Sci. Eng. A 2004, 378, 278–282. [Google Scholar] [CrossRef]
- Otsuka, K.; Wayman, C.M. Shape Memory Materials; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Hartl, D.; Lagoudas, D. Thermomechanical Characterization of Shape Memory Alloy Materials. In Shape Memory Alloys; Springer: Berlin/Heidelberg, Germany, 2008; Volume 1, pp. 53–119. [Google Scholar] [CrossRef]
- Mazzer, E.M.; da Silva, M.R.; Gargarella, P. Revisiting Cu-based shape memory alloys: Recent developments and new perspectives. J. Mater. Res. 2022, 37, 162–182. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Fernandez, J.; Zhang, X.M. TEM study on the microstructure of Cu–Al–Ag shape memory alloys. Mater. Sci. Eng. A 2006, 438, 726–729. [Google Scholar] [CrossRef]
- Alizadeh, M.; Avazzadeh, M. Evaluation of Cu-26Zn-5Al shape memory alloy fabricated by accumulative roll bonding process. Mater. Sci. Eng. A 2019, 757, 88–94. [Google Scholar] [CrossRef]
- Alizadeh, M.; Dashtestaninejad, M.K. Fabrication of manganese-aluminum bronze as a shape memory alloy by accumulative roll bonding process. Mater. Des. 2016, 111, 263–270. [Google Scholar] [CrossRef]
- Guilemany, J.M.; Fernández, J.; Franch, R.; Benedetti, A.V.; Adorno, A.T. A new Cu-based SMA with extremely high martensitic transformation temperatures. Le J. Phys. IV 1995, 5, C2-361–C2-365. [Google Scholar] [CrossRef]
- Alizadeh, M.; Dashtestaninejad, M.K. Development of Cu-matrix, Al/Mn-reinforced, multilayered composites by accumulative roll bonding (ARB). J. Alloys Compd. 2018, 732, 674–682. [Google Scholar] [CrossRef]
- Swann, P.; Warlimont, H. The electron-metallography and crystallography of copper-aluminum martensites. Acta Met. 1963, 11, 511–527. [Google Scholar] [CrossRef]
- Ribárik, G.; Gubicza, J.; Ungár, T. Correlation between strength and microstructure of ball-milled Al–Mg alloys determined by X-ray diffraction. Mater. Sci. Eng. A 2004, 387–389, 343–347. [Google Scholar] [CrossRef]
- Gubicza, J. X-ray Line Profile Analysis in Materials Science; IGI Global: Hershey, PA, USA, 2014. [Google Scholar] [CrossRef]
- Jamaati, R.; Toroghinejad, M.R.; Dutkiewicz, J.; Szpunar, J.A. Investigation of nanostructured Al/Al2O3 composite produced by accumulative roll bonding process. Mater. Des. 2012, 35, 37–42. [Google Scholar] [CrossRef]
- Alizadeh, M.; Paydar, M.H.; Terada, D.; Tsuji, N. Effect of SiC particles on the microstructure evolution and mechanical properties of aluminum during ARB process. Mater. Sci. Eng. A 2012, 540, 13–23. [Google Scholar] [CrossRef]
- Jiang, S.; Jia, N.; Zhang, H.; He, T.; Zhao, X. Microstructure and Mechanical Properties of Multilayered Cu/Ti Composites Fabricated by Accumulative Roll Bonding. Mater. Trans. 2017, 58, 259–265. [Google Scholar] [CrossRef]
- Shaarbaf, M.; Toroghinejad, M.R. Nano-grained copper strip produced by accumulative roll bonding process. Mater. Sci. Eng. A 2008, 473, 28–33. [Google Scholar] [CrossRef]
- Maeda, M.Y.; Quintero, J.J.H.; Izumi, M.T.; Hupalo, M.F.; Cintho, O.M. Study of Cryogenic Rolling of FCC Metals with Different Stacking Fault Energies. Mater. Res. 2017, 20, 716–721. [Google Scholar] [CrossRef]
- Lee, S.; Saito, Y.; Tsuji, N.; Utsunomiya, H.; Sakai, T. Role of shear strain in ultragrain refinement by accumulative roll-bonding (ARB) process. Scr. Mater. 2002, 46, 281–285. [Google Scholar] [CrossRef]
- Alizadeh, M. Strengthening mechanisms in particulate Al/B4C composites produced by repeated roll bonding process. J. Alloys Compd. 2011, 509, 2243–2247. [Google Scholar] [CrossRef]
- Ghalandari, L.; Mahdavian, M.; Reihanian, M. Microstructure evolution and mechanical properties of Cu/Zn multilayer processed by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2014, 593, 145–152. [Google Scholar] [CrossRef]
- Al-Humairi, S.N.S. Cu-Based Shape Memory Alloys: Modified Structures and Their Related Properties. In Recent Advancements in the Metallurgical Engineering and Electrodeposition; Al-Naib, U.B., Vikraman, D., Karuppasamy, K., Eds.; IntechOpen: London, UK, 2020. [Google Scholar] [CrossRef]
- Xu, H.; Liu, C.; Silberschmidt, V.V.; Pramana, S.S.; White, T.J.; Chen, Z.; Acoff, V.L. Behavior of aluminum oxide, intermetallics and voids in Cu–Al wire bonds. Acta Mater. 2011, 59, 5661–5673. [Google Scholar] [CrossRef]
- Adorno, A.T.; Silva, R.A.G. Effect of 4 mass% Ag addition on the thermal behavior of the Cu-9 mass% Al alloy. J. Therm. Anal. 2003, 73, 931–938. [Google Scholar] [CrossRef]
- Silva, R.A.G.; Cuniberti, A.; Stipcich, M.; Adorno, A.T. Effect of Ag addition on the martensitic phase of the Cu–10 wt.% Al alloy. Mater. Sci. Eng. A 2007, 456, 5–10. [Google Scholar] [CrossRef]
- Kim, H.W. A study of the two-way shape memory effect in Cu–Zn–Al alloys by the thermomechanical cycling method. J. Mater. Process. Technol. 2004, 146, 326–329. [Google Scholar] [CrossRef]
- Bhattacharya, K. Microstructure of Martensite: Why It Forms and How It Gives Rise to the Shape-Memory Effect; Oxford University Press: Oxford, UK, 2003. [Google Scholar]
- Alaneme, K.K.; Okotete, E.A.; Maledi, N. Phase characterisation and mechanical behaviour of Fe–B modified Cu–Zn–Al shape memory alloys. J. Mater. Res. Technol. 2017, 6, 136–146. [Google Scholar] [CrossRef]
- CM, W. Grain refinement of a Cu–Al–Ni shape memory alloy by Ti and Zr additions. Trans. Japan Inst. Met. 1986, 27, 584–591. [Google Scholar]
- Alaneme, K.K.; Anaele, J.U.; Okotete, E.A. Martensite aging phenomena in Cu-based alloys: Effects on structural transformation, mechanical and shape memory properties: A critical review. Sci. Afr. 2021, 12, e00760. [Google Scholar] [CrossRef]
- Liu, X.; Zhuang, L.; Zhao, Y. Microstructure and Mechanical Properties of Ultrafine-Grained Copper by Accumulative Roll Bonding and Subsequent Annealing. Materials 2020, 13, 5171. [Google Scholar] [CrossRef] [PubMed]
- Adorno, A.T.; Silva, R.A.G. Isothermal decomposition kinetics in the Cu–9% Al–4% Ag alloy. J. Alloys Compd. 2004, 375, 128–133. [Google Scholar] [CrossRef]
- Min, G.; Lee, J.-M.; Kang, S.-B.; Kim, H.-W. Evolution of microstructure for multilayered Al/Ni composites by accumulative roll bonding process. Mater. Lett. 2006, 60, 3255–3259. [Google Scholar] [CrossRef]
- Ohsaki, S.; Kato, S.; Tsuji, N.; Ohkubo, T.; Hono, K. Bulk mechanical alloying of Cu–Ag and Cu/Zr two-phase microstructures by accumulative roll-bonding process. Acta Mater. 2007, 55, 2885–2895. [Google Scholar] [CrossRef]
- Awan, I.Z.; Khan, A.Q. Fascinating Shape Memory Alloys. J. Chem. Soc. Pakistan. 2018, 40, 1–23. [Google Scholar]
- Punburi, P.; Tareelap, N.; Srisukhumbowornchai, N.; Euaruksakul, C.; Yordsri, V. Correlation between electron work functions of multiphase Cu-8Mn-8Al and de-alloying corrosion. Appl. Surf. Sci. 2018, 439, 1040–1046. [Google Scholar] [CrossRef]
- Oliveira, J.; Crispim, B.; Zeng, Z.; Omori, T.; Fernandes, F.B.; Miranda, R. Microstructure and mechanical properties of gas tungsten arc welded Cu-Al-Mn shape memory alloy rods. J. Mater. Process. Technol. 2019, 271, 93–100. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J.; Chen, X.; Chi, M.; Wang, C.; Liu, X. Excellent superelasticity and fatigue resistance of Cu-Al-Mn-W shape memory single crystal obtained only through annealing polycrystalline cast alloy. Mater. Sci. Eng. A 2019, 749, 249–254. [Google Scholar] [CrossRef]
- Tian, J.; Zhu, W.; Wei, Q.; Wen, S.; Li, S.; Song, B.; Shi, Y. Process optimization, microstructures and mechanical properties of a Cu-based shape memory alloy fabricated by selective laser melting. J. Alloys Compd. 2019, 785, 754–764. [Google Scholar] [CrossRef]
- Hussain, S.; Pandey, A.; Dasgupta, R. Designed polycrystalline ultra-high ductile boron doped Cu–Al–Ni based shape memory alloy. Mater. Lett. 2019, 240, 157–160. [Google Scholar] [CrossRef]
- Guniputi, B.N.; Murigendrappa, S. Influence of Gd on the microstructure, mechanical and shape memory properties of Cu-Al-Be polycrystalline shape memory alloy. Mater. Sci. Eng. A 2018, 737, 245–252. [Google Scholar] [CrossRef]
- Morris, M.; Günter, S. Effect of heat treatment and thermal cycling on transformation temperatures of ductile Cu-Al-Ni-Mn-B alloys. Scr. Met. Mater. 1992, 26, 1663–1668. [Google Scholar] [CrossRef]
- Dar, R.D.; Yan, H.; Chen, Y. Grain boundary engineering of Co–Ni–Al, Cu–Zn–Al, and Cu–Al–Ni shape memory alloys by intergranular precipitation of a ductile solid solution phase. Scr. Mater. 2016, 115, 113–117. [Google Scholar] [CrossRef]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Starting Materials | Composition (wt.%) | Weight (g) | Number of Layers | Dimensions of the Sheets (mm3)/Particle Size of the Powder (μm) |
|---|---|---|---|---|
| Cu sheets | Pure Cu (>99.9) | 80.46 | 4 | 150 × 30 × 0.5 |
| Al sheets | Pure Al (>99) | 10.935 | 3 | 150 × 30 × 0.3 |
| Ag powder | Pure Ag (>99) | 5, 10, and 15 | - | <5 |
| Sample | <x>area (nm) | ρ (1014 m−2) |
|---|---|---|
| C11 | 103 ± 12 | 9.2 ± 1.0 |
| C15 | 91 ± 10 | 6.4 ± 0.8 |
| C19 | 70 ± 9 | 7.4 ± 0.9 |
| C21 | 87 ± 10 | 6.8 ± 0.8 |
| C25 | 93 ± 10 | 7.3 ± 0.9 |
| C29 | 80 ± 9 | 6.4 ± 0.8 |
| C31 | 65 ± 8 | 6.2 ± 0.7 |
| C35 | 83 ± 9 | 6.8 ± 0.8 |
| C39 | 67 ± 8 | 7.4 ± 0.9 |
| Sample Name | γ-AlCu3 | β1-AlCu3 | Al4Cu9 | CuO | Cu2O | CuAlO2 |
|---|---|---|---|---|---|---|
| A2-750-60 | 27 | 32 | 41 | - | - | - |
| A2-850-60 | 10 | 51 | 39 | - | - | - |
| A2-950-60 | - | 82 | - | 12 | 3 | 3 |
| A2-1050-60 | - | 82 | - | 5 | - | 13 |
| Sample Name | β1-AlCu3 | CuO | Cu (Al) | Ag | CuAlO2 | Cu2O |
|---|---|---|---|---|---|---|
| A3–750–60 | 89 | 8 | 2 | - | - | 1 |
| A3–850–60 | 95 | 4 | - | 1 | - | - |
| A3–950–60 | 79 | 5 | 11 | 2 | 3 | - |
| A3–1050–60 | 66 | - | 12 | - | 22 | - |
| Sample | Cu Layers | Al Layer | C15 | C19 | C25 | C29 | C35 | C39 |
|---|---|---|---|---|---|---|---|---|
| Microhardness (HV) | 55 | 26 | 101 | 124 | 109 | 131 | 108 | 133 |
| Sample | A1–950–60 | A2–850–60 | A2–950–60 | A3–850–60 | A3–950–60 |
|---|---|---|---|---|---|
| Microhardness (HV) | 210 | 245 | 270 | 281 | 266 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seifollahzadeh, P.; Alizadeh, M.; Szabó, Á.; Gubicza, J.; El-Tahawy, M. Microstructure and Mechanical Behavior of Cu–Al–Ag Shape Memory Alloys Processed by Accumulative Roll Bonding and Subsequent Annealing. Crystals 2022, 12, 1167. https://doi.org/10.3390/cryst12081167
Seifollahzadeh P, Alizadeh M, Szabó Á, Gubicza J, El-Tahawy M. Microstructure and Mechanical Behavior of Cu–Al–Ag Shape Memory Alloys Processed by Accumulative Roll Bonding and Subsequent Annealing. Crystals. 2022; 12(8):1167. https://doi.org/10.3390/cryst12081167
Chicago/Turabian StyleSeifollahzadeh, Parinaz, Morteza Alizadeh, Ábel Szabó, Jenő Gubicza, and Moustafa El-Tahawy. 2022. "Microstructure and Mechanical Behavior of Cu–Al–Ag Shape Memory Alloys Processed by Accumulative Roll Bonding and Subsequent Annealing" Crystals 12, no. 8: 1167. https://doi.org/10.3390/cryst12081167
APA StyleSeifollahzadeh, P., Alizadeh, M., Szabó, Á., Gubicza, J., & El-Tahawy, M. (2022). Microstructure and Mechanical Behavior of Cu–Al–Ag Shape Memory Alloys Processed by Accumulative Roll Bonding and Subsequent Annealing. Crystals, 12(8), 1167. https://doi.org/10.3390/cryst12081167