
Modeling of Microstructure and Mechanical Properties of Heat Treated ZE41-Ca-Sr Alloys for Integrated Computing Platform


Abstract
:1. Introduction
2. Experiment and Methods
2.1. Experimental Procedure
2.2. ANN Modeling
2.3. Multivariate Regression Modeling
2.4. Integrated Computing Platform Building
- Input the geometric model of ZE41 alloy gearbox casting.
- Add design variables, such as Ca content (X1), Sr content (X2), aging temperature (X3) and aging time (X4). Moreover, set initial values and calculation ranges of separate variables, as shown in Table 3.
- Add an external program for the Integrated Computing Platform to call. Here, it is MATLAB.
- Set the target variable. Set the target variable to UTS in order to obtain the optimal design variables corresponding to the maximum UTS.
- Select the optimization algorithm. The SQP (Sequential Quadratic Programming) method is selected as the optimization algorithm, which is an iterative method for nonlinear optimization.
- Solve. The Integrated Computing Platform starts to make iterative optimization calculations and output each calculation result. Outputs include grain size (D), ultimate tensile strength (UTS), elongation (El.) and microhardness (HV).
3. Results and Discussion
3.1. Subsection
3.2. Model Development Using Regression Model
3.3. Integrated Optimization Calculation
4. Conclusions
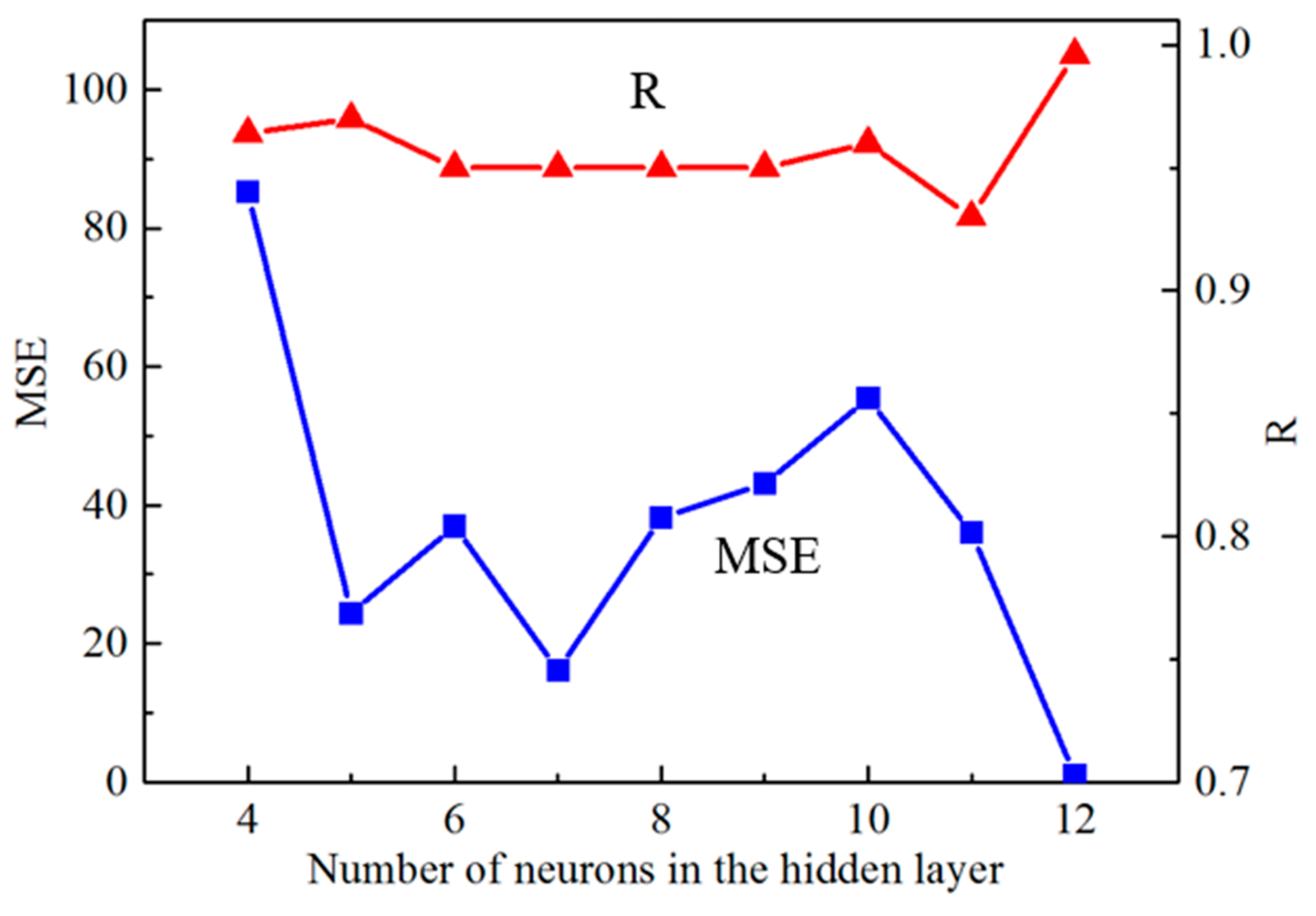
- The ANN model was developed using the BP algorithm. The optimal architecture (4-12-4) processed the maximum R value and the minimum MSE value. The ANN model was capable of predicting the microstructure and mechanical properties of heat-treated ZE41-xCa-ySr alloys with high reliability.
- Multivariate regression analysis was employed to model the microstructure and mechanical properties of the heat-treated ZE41-xCa-ySr alloys. The adequacy of the models was tested by the coefficient of determination and Fisher’s criterion. All the nonlinear regression models were statistically adequate, which provided mathematical models for Integrated Computing Platform.
- Based on SiPESC software, the Integrated Computing Platform was established by combining the scripting language with command line operation of the simulation software, realizing “process-microstructure/defect-property” simulation. An Integrated Computing Platform called MATLAB achieved the optimization calculation of “heat treatment process/composition—microstructure/property” for the ZE41-xCa-ySr alloy gearbox casting. The optimum aging temperature of the ZE41-0.17Ca-0.2Sr alloy is 322 °C, and the corresponding aging time is 11 h.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coded Input Variables | Actual Input Variables | Actual Output Variables | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| x1 | x2 | x3 | x4 | X1: Ca (wt.%) | X2: Sr (wt.%) | X3: Ta (°C) | X4: ta (h) | Y1: D (μm) | Y2: UTS (MPa) | Y3: El. (%) | Y4: HV | |
| Center point (0) | 0.1 | 0.1 | 325 | 16 | - | - | - | - | ||||
| Range ΔXi | 0.2 | 0.2 | 50 | 32 | - | - | - | - | ||||
| High level (1) | 0.2 | 0.2 | 350 | 32 | - | - | - | - | ||||
| Low level (−1) | 0 | 0 | 300 | 0 | - | - | - | - | ||||
| No. | ||||||||||||
| 1 | −1 | −1 | −1 | −1 | 0 | 0 | 300 | 0 | 48.40 | 130.20 | 6.20 | 54.00 ± 1.22 |
| 2 | −1 | −1 | −1 | −0.75 | 0 | 0 | 300 | 4 | 49.08 | 169.30 | 5.34 | 66.64 ± 2.13 |
| 3 | −1 | −1 | −1 | −0.375 | 0 | 0 | 300 | 10 | 49.15 | 163.90 | 4.48 | 67.57 ± 1.54 |
| 4 | −1 | −1 | −1 | 1 | 0 | 0 | 300 | 32 | 39.29 | 170.70 | 5.11 | 65.48 ± 2.01 |
| 5 | −1 | −1 | 0 | −0.6875 | 0 | 0 | 325 | 5 | 45.49 | 170.50 | 5.70 | 67.00 ± 1.87 |
| 6 | −1 | −1 | 0 | −0.375 | 0 | 0 | 325 | 10 | 34.29 | 189.00 | 3.80 | 67.57 ± 1.94 |
| 7 | −1 | −1 | 0 | 1 | 0 | 0 | 325 | 32 | 40.01 | 168.70 | 3.20 | 64.40 ± 2.34 |
| 8 | −1 | −1 | 1 | −0.625 | 0 | 0 | 350 | 6 | 53.14 | 153.30 | 4.86 | 63.22 ± 2.01 |
| 9 | −1 | −1 | 1 | −0.5 | 0 | 0 | 350 | 8 | 47.83 | 158.00 | 4.63 | 64.25 ± 2.84 |
| 10 | −1 | −1 | 1 | 1 | 0 | 0 | 350 | 32 | 46.93 | 168.90 | 4.96 | 61.72 ± 1.17 |
| 11 | 1 | −1 | −1 | −1 | 0.2 | 0 | 300 | 0 | 36.70 | 131.60 | 5.60 | 59.00 ± 2.18 |
| 12 | 1 | −1 | −1 | −0.75 | 0.2 | 0 | 300 | 4 | 49.59 | 162.70 | 4.77 | 67.10 ± 1.31 |
| 13 | 1 | −1 | −1 | −0.25 | 0.2 | 0 | 300 | 12 | 50.09 | 158.70 | 4.67 | 67.65 ± 1.94 |
| 14 | 1 | −1 | −1 | 1 | 0.2 | 0 | 300 | 32 | 47.64 | 186.10 | 5.30 | 64.39 ± 2.00 |
| 15 | 1 | −1 | 0 | −0.6875 | 0.2 | 0 | 325 | 5 | 41.86 | 185.20 | 5.64 | 66.90 ± 2.31 |
| 16 | 1 | −1 | 0 | −0.25 | 0.2 | 0 | 325 | 12 | 42.98 | 194.40 | 3.45 | 74.25 ± 1.94 |
| 17 | 1 | −1 | 0 | 1 | 0.2 | 0 | 325 | 32 | 51.93 | 170.40 | 3.18 | 63.50 ± 1.76 |
| 18 | 1 | −1 | 1 | −0.625 | 0.2 | 0 | 350 | 6 | 48.25 | 171.20 | 4.78 | 63.30 ± 2.74 |
| 19 | 1 | −1 | 1 | −0.375 | 0.2 | 0 | 350 | 10 | 53.16 | 175.20 | 5.16 | 64.50 ± 2.03 |
| 20 | 1 | −1 | 1 | 1 | 0.2 | 0 | 350 | 32 | 51.76 | 175.56 | 4.56 | 61.40 ± 1.79 |
| 21 | 1 | 1 | −1 | −1 | 0.2 | 0.2 | 300 | 0 | 31.30 | 144.10 | 4.90 | 61.00 ± 2.11 |
| 22 | 1 | 1 | −1 | −0.75 | 0.2 | 0.2 | 300 | 4 | 38.15 | 187.70 | 4.10 | 67.30 ± 1.84 |
| 23 | 1 | 1 | −1 | −0.25 | 0.2 | 0.2 | 300 | 12 | 42.98 | 173.30 | 3.45 | 69.50 ± 2.31 |
| 24 | 1 | 1 | −1 | 1 | 0.2 | 0.2 | 300 | 32 | 49.39 | 179.30 | 3.08 | 63.90 ± 1.71 |
| 25 | 1 | 1 | 0 | −0.6875 | 0.2 | 0.2 | 325 | 5 | 41.19 | 176.20 | 3.49 | 66.90 ± 2.54 |
| 26 | 1 | 1 | 0 | −0.25 | 0.2 | 0.2 | 325 | 12 | 46.01 | 208.00 | 3.50 | 77.10 ± 1.90 |
| …… | ||||||||||||
| 117 | 1 | 1 | 0 | 1 | 0.2 | 0.2 | 325 | 32 | 41.74 | 173.80 | 5.17 | 64.80 ± 1.57 |
| 118 | 1 | 1 | 1 | −0.625 | 0.2 | 0.2 | 350 | 6 | 40.15 | 170.32 | 4.91 | 65.10 ± 2.09 |
| 119 | 1 | 1 | 1 | −0.375 | 0.2 | 0.2 | 350 | 10 | 42.40 | 167.40 | 4.72 | 68.90 ± 2.27 |
| 120 | 1 | 1 | 1 | 1 | 0.2 | 0.2 | 350 | 32 | 45.14 | 190.70 | 3.54 | 63.20 ± 1.68 |
| Symbol | Implication | Units |
|---|---|---|
| MSE | Mean squared error | - |
| R | The correlation coefficient | - |
| D | Grain size | μm |
| UTS | Ultimate tensile strength | MPa |
| El. | Elongation | % |
| HV | Microhardness | - |
| ta | Aging time | s |
| a | Aging temperature | °C |
References
- Tresa, M.P. Weight loss with magnesium alloys. Science 2010, 328, 986–987. [Google Scholar]
- Kondori, B.; Benzerga, A.A. Modeling damage accumulation to fracture in a magnesium-rare earth alloy. Acta Mater. 2017, 124, 225–236. [Google Scholar] [CrossRef]
- Wang, Y.D.; Wu, G.H.; Liu, W.C.; Pang, S.; Zhang, Y.; Ding, W.J. Effects of chemical composition on the microstructure and mechanical properties of gravity cast Mg-xZn-yRE-Zr alloy. Mater. Sci. Eng. A 2014, 594, 52–61. [Google Scholar] [CrossRef]
- Yang, Y.; Zhang, K.; Li, X.G.; Li, Y.J.; Ma, M.L.; Shi, G.L.; Yuan, J.W. Microstructure and phase transformation of as-cast and annealed Mg-4Zn-1Y alloy containing quasi-crystal phase. Rare Met. 2015, 34, 239–244. [Google Scholar] [CrossRef]
- Hou, X.L.; Peng, Y.L.; Lv, P.; Cai, J.; Ji, L.; Guan, Q.F. Hot deformation behavior and microstructure evolution of a Mg-Gd-Nd-Y-Zn alloy. Rare Met. 2016, 35, 532–536. [Google Scholar] [CrossRef]
- Panchal, J.H.; Kalidindi, S.R.; McDowell, D.L. Key computational modeling issues in integrated computational materials engineering. Comput. Aided Des. 2013, 45, 4–25. [Google Scholar] [CrossRef]
- Qiu, X.; Yang, Q.; Cao, Z.Y.; Liu, Y.B.; Meng, J. Microstructure and mechanical properties of Mg-Zn-(Nd)-Zr alloys with different extrusion processes. Rare Met. 2016, 35, 841–849. [Google Scholar] [CrossRef]
- Luo, K.; Zhang, L.; Wu, G.H.; Liu, W.C.; Ding, W.J. Effect of Y and Gd content on the microstructure and mechanical properties of Mg-Y-RE alloys. J. Magnes. Alloy 2019, 7, 345–354. [Google Scholar] [CrossRef]
- Zhou, Y.Y.; Fu, P.H.; Peng, L.M.; Wang, D.; Wang, Y.X.; Hu, B.; Liu, M.; Anil, K.S.; Ding, W.J. Precipitation modification in cast Mg-1Nd-1Ce-Zr alloy by Zn addition. J. Magnes. Alloy 2019, 7, 113–123. [Google Scholar] [CrossRef]
- Wang, Y.D.; Wu, G.H.; Liu, W.C.; Pang, S.; Zhang, Y.; Ding, W.J. Influence of heat treatment on microstructure and mechanical properties gravity cast Mg-4.2Zn-1.5RE-0.7Zr magnesium alloy. Trans. Nonferrous Met. Soc. China 2013, 23, 3611–3620. [Google Scholar] [CrossRef]
- Ashtiani, H.R.R.; Shayanpoor, A.A. Processing Workability and Artificial Neural Network of AA1070 to the Prediction of Hot Flow Stress. Phys. Met. Metallogr. 2021, 122, 1426–1435. [Google Scholar] [CrossRef]
- Sharath, B.N.; Venkatesh, C.V.; Afzal, A.; Aslfattahi, N.; Aabid, A.; Baig, M.; Saleh, B. Multi ceramic particles inclusion in the aluminium matrix and wear characterization through experimental and response surface-artificial neural networks. Materials 2021, 14, 2895. [Google Scholar] [CrossRef] [PubMed]
- Zhao, D.W.; Ren, D.X.; Zhao, K.M.; Pan, S.; Guo, X.L. Effect of welding parameters on tensile strength of ultrasonic spot welded joints of aluminum to steel-By experimentation and artificial neural network. J. Manuf. Process. 2017, 30, 63–74. [Google Scholar] [CrossRef]
- Castin, N.; Pascuet, M.I.; Messina, L.; Domain, C.; Olsson, P.; Pasianot, R.C.; Malerba, L. Advanced atomistic models for radiation damage in Fe-based alloys: Contributions and future perspectives from artificial neural networks. Comput. Mater. Sci. 2018, 148, 116–130. [Google Scholar] [CrossRef]
- Yang, X.W.; Zhu, J.C.; Nong, Z.S.; He, D.; Lai, Z.H.; Liu, Y.; Liu, F.W. Prediction of mechanical properties of A357 alloy using artificial neural network. Trans. Nonferrous Met. Soc. China 2013, 23, 788–795. [Google Scholar] [CrossRef]
- Conduit, B.D.; Jones, N.G.; Stone, H.J.; Conduit, G.J. Design of a nickel-base superalloy using a neural network. Mater. Des. 2017, 131, 358–365. [Google Scholar] [CrossRef]
- Patel, M.P.G.; Mathew, R.; Krishna, P.; Parappagoudar, M.B. Investigation of Squeeze Cast Process Parameters Effects on Secondary Dendrite Arm Spacing Using Statistical Regression and Artificial Neural Network Models. Procedia Technol. 2014, 14, 149–156. [Google Scholar] [CrossRef]
- Bhatt, A.; Parappagoudar, M.B. Modeling and Analysis of Mechanical Properties in Structural Steel-DOE Approach. Arch. Foundry Eng. 2015, 15, 5–12. [Google Scholar] [CrossRef]
- Chen, L.W.; Zhao, Y.H.; Wen, Z.Q.; Tian, J.Z.; Hou, H. Modelling and Optimization for Heat Treatment of Al-Si-Mg Alloy Prepared by Indirect Squeeze Casting Based on Response Surface Methodology. Mater. Res. 2017, 20, 1274–1281. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Sathish, T.; Mohanavel, V.; Afzal, A.; Arul, K.; Ravichandran, M.; Rahim, I.A.; Alhady, S.S.N.; Bakar, E.A.; Saleh, B. Optimization of Process Parameters in CNC Turning of Aluminum 7075 Alloy Using L27 Array-Based Taguchi Method. Materials 2021, 14, 4470. [Google Scholar] [CrossRef]
- Zhao, M.C.; Liu, M.; Song, G.L.; Atrens, A. Influence of Microstructure on Corrosion of As-cast ZE41. Adv. Eng. Mater. 2008, 10, 104–111. [Google Scholar] [CrossRef]
- Neil, W.C.; Forsyth, M.; Howlett, P.C.; Hutchinson, C.R.; Hinton, B.R.W. Corrosion of magnesium alloy ZE41—The role of microstructural features. Corros. Sci. 2009, 51, 387–394. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, H.; Liu, X.T.; Hai, H. Effect of calcium addition on microstructure, casting fluidity and mechanical properties of Mg-Zn-Ce-Zr magnesium alloy. J. Rare Earths. 2017, 35, 503–509. [Google Scholar] [CrossRef]
- Fu, Y.; Wang, H.; Zhang, C.; Hai, H. Effects of minor Sr additions on the as-cast microstructure, fluidity and mechanical properties of Mg-4.2Zn-1.7RE-0.8Zr-0.2Ca (wt%) alloy. Mater. Sci. Eng. A 2018, 723, 118–125. [Google Scholar] [CrossRef]
- Fu, Y.; Liu, C.; Hai, H.; Xu, Y.D.; Zhu, X.R. Effect of ageing treatment on microstructures, mechanical properties and corrosion behavior of Mg-Zn-RE-Zr alloy micro-alloyed with Ca and Sr. China Foundry 2021, 18, 131–140. [Google Scholar] [CrossRef]
- Ozerdem, M.S.; Kolukisa, S. Artificial neural network approach to predict the mechanical properties of Cu-Sn-Pb-Zn-Ni cast alloys. Mater. Des. 2009, 30, 764–769. [Google Scholar] [CrossRef]
- Britto, A.S.F.; Raj, R.E.; Mabel, M.C. Prediction and optimization of mechanical strength of diffusion bonds using integrated ANN-GA approach with process variables and metallographic characteristics. J. Manuf. Process. 2018, 32, 828–838. [Google Scholar] [CrossRef]
- Soundararajan, R.; Ramesh, A.; Sivasankaran, S.; Sathishkumar, A. Modeling and Analysis of Mechanical Properties of Aluminium Alloy (A413) Processed through Squeeze Casting Route Using Artificial Neural Network Model and Statistical Technique. Adv. Mater. Sci. Eng. 2015, 2015, 714762. [Google Scholar] [CrossRef]
- Li, J.C.; Zhao, D.L.; Ge, B.F.; Yang, K.W.; Chen, Y.W. A link prediction method for heterogeneous networks based on BP neural network. Physica A 2018, 495, 1–17. [Google Scholar] [CrossRef]











| Nominal Alloys | Actual Composition | |||||
|---|---|---|---|---|---|---|
| Mg | Zn | RE | Zr | Ca | Sr | |
| Mg-4.2Zn-1.7RE-0.8Zr | Bal. | 4.09 | 1.67 | 0.70 | - | - |
| Mg-4.2Zn-1.7RE-0.8Zr-0.2Ca | Bal. | 4.14 | 1.61 | 0.76 | 0.18 | - |
| Mg-4.2Zn-1.7RE-0.8Zr-0.2Ca-0.2Sr | Bal. | 4.13 | 1.72 | 0.72 | 0.22 | 0.21 |
| Parameters | ANN Model |
|---|---|
| Number of layers | 3 |
| The number of neurons on the layers | Input: 4, Hidden: 4~12, Output: 4 |
| Transfer functions | Hidden layer: Tan-Sigmoid Output layer: Purelin |
| Training method | Levenberg–Marquardt (LM) |
| Initial weights and biases | Randomly between −1 and 1 |
| Target error value | 0.0167 |
| Learning rate | Variable learning rate |
| Values | Ca Content (X1)/wt.% | Sr Content (X2)/wt.% | Aging Temperature (X3)/°C | Aging Time (X4)/h |
|---|---|---|---|---|
| Initial values | 0.1 | 0.1 | 325 | 16 |
| Calculation ranges | 0–0.2 | 0–0.2 | 300–350 | 0–32 |
| Group 1 | Group 2 | Group 3 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Inputs | Ca Content (wt.%) | Sr Content (wt.%) | Ta (°C) | ta (h) | Ca Content (wt.%) | Sr Content (wt.%) | Ta (°C) | ta (h) | Ca Content (wt.%) | Sr Content (wt.%) | Ta (°C) | ta (h) |
| Values | 0.175 | 0.2 | 325 | 8 | 0.2 | 0.2 | 325 | 12 | 0.4 | 0.4 | 325 | 30 |
| Outputs | D/ μm | UTS /MPa | El. /% | HV | D/ μm | UTS /MPa | El. /% | HV | D/ μm | UTS /MPa | El. /% | HV |
| ANN model predicted values | 37.12 | 183.3 | 3.93 | 71.9 | 26.19 | 202.5 | 3.45 | 74.9 | 50.21 | 163.2 | 3.11 | 60.2 |
| Experimental values | 39.03 | 185.4 | 3.77 | 70.0 | 25.45 | 208.0 | 3.50 | 77.1 | 48.72 | 159.8 | 3.20 | 61.2 |
| Percentage of error between the experimental and ANN results | PD (%) | PUTS (%) | PEl. (%) | PHV (%) | PD (%) | PUTS (%) | PEl. (%) | PHV (%) | PD (%) | PUTS (%) | PEl. (%) | PHV (%) |
| 4.89 | 1.13 | −4.24 | −2.71 | −2.91 | 2.64 | 1.43 | 2.85 | −3.06 | −2.13 | 2.81 | 1.63 | |
| No | Ca/wt% | Sr/wt% | Ta/°C | ta/h | D/ μm | UTS /MPa | El. /% | HV |
|---|---|---|---|---|---|---|---|---|
| 1 | 0.1 | 0.1115 | 330 | 5.18 | 38.362 | 193.999 | 3.516 | 36.728 |
| 2 | 0.1001 | 0.1115 | 330 | 5.82 | 38.364 | 194.002 | 3.517 | 36.764 |
| 3 | 0.1 | 0.1116 | 330 | 20.8 | 38.357 | 194.001 | 3.516 | 36.693 |
| 4 | 0.1 | 0.1115 | 330 | 20.821 | 38.360 | 193.997 | 3.517 | 36.723 |
| 5 | 0.1 | 0.1115 | 330.03 | 20.8 | 38.366 | 193.990 | 3.517 | 36.725 |
| 6 | 0.10004 | 0.1114 | 329.97 | 20.795 | 38.357 | 194.009 | 3.516 | 36.738 |
| 7 | 0.10012 | 0.1116 | 329.921 | 20.787 | 38.349 | 194.028 | 3.515 | 36.754 |
| … | ||||||||
| 57 | 0.17852 | 0.2 | 321.801 | 29.705 | 36.022 | 193.817 | 3.168 | 59.771 |
| 58 | 0.19992 | 0.2 | 321.373 | 29.028 | 37.104 | 193.238 | 3.434 | 59.014 |
| 59 | 0.17448 | 0.2 | 321.882 | 10.322 | 35.879 | 200.019 | 3.161 | 67.539 |
| 60 | 0.17439 | 0.2 | 321.884 | 10.230 | 35.876 | 200.020 | 3.160 | 67.488 |
| 61 | 0.17457 | 0.2 | 321.884 | 11.271 | 35.879 | 200.025 | 3.160 | 67.921 |
| 62 | 0.17439 | 0.198 | 321.884 | 10.291 | 35.883 | 200.013 | 3.161 | 67.503 |
| 63 | 0.17439 | 0.2 | 321.884 | 10.113 | 35.877 | 200.017 | 3.161 | 67.483 |
| 64 | 0.17439 | 0.2 | 321.905 | 12.201 | 35.876 | 200.019 | 3.161 | 67.488 |
| 65 | 0.17439 | 0.2 | 318.189 | 12.261 | 36.092 | 199.798 | 3.128 | 67.426 |
| 66 | 0.17439 | 0.2 | 320.036 | 12.291 | 35.950 | 199.969 | 3.142 | 67.472 |
| 67 | 0.17439 | 0.2 | 321.103 | 10.361 | 35.899 | 200.013 | 3.152 | 67.485 |
| 68 | 0.17439 | 0.2 | 321.716 | 10.736 | 35.879 | 200.020 | 3.158 | 67.487 |
| 69 | 0.17457 | 0.2 | 321.716 | 12.267 | 35.883 | 200.025 | 3.158 | 67.811 |
| 70 | 0.17439 | 0.199 | 321.716 | 12.271 | 35.887 | 200.014 | 3.159 | 67.503 |
| 71 | 0.17439 | 0.2 | 321.716 | 10.311 | 35.881 | 200.018 | 3.158 | 67.483 |
| 72 | 0.17439 | 0.2 | 321.738 | 10.291 | 35.879 | 200.020 | 3.159 | 67.488 |
| 73 | 0.17345 | 0.2 | 321.716 | 10.671 | 35.865 | 199.993 | 3.159 | 66.875 |
| 74 | 0.17392 | 0.2 | 321.716 | 10.311 | 35.872 | 200.007 | 3.159 | 67.181 |
| 75 | 0.17420 | 0.2 | 321.716 | 11.361 | 35.877 | 200.014 | 3.159 | 67.358 |
| 76 | 0.17439 | 0.2 | 321.716 | 10.360 | 35.879 | 200.020 | 3.158 | 67.487 |
| Input Variables of the Optimal Solution (Maximum UTS, HV and Minimum D) | Output Variables through Integrated Computing Platform | ||||||
|---|---|---|---|---|---|---|---|
| Ca/wt.% | Sr/wt.% | Ta/°C | ta/h | D/μm | UTS/MPa | El./% | HV |
| 0.17 | 0.2 | 322 | 11 | 35.88 | 200.03 | 3.16 | 67.92 |
| ANN model predicted results | |||||||
| 36.41 | 194.74 | 3.13 | 68.79 | ||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, Y.; Liu, C.; Song, Y.; Hao, H.; Xu, Y.; Shao, Z.; Wang, J.; Zhu, X. Modeling of Microstructure and Mechanical Properties of Heat Treated ZE41-Ca-Sr Alloys for Integrated Computing Platform. Crystals 2022, 12, 1237. https://doi.org/10.3390/cryst12091237
Fu Y, Liu C, Song Y, Hao H, Xu Y, Shao Z, Wang J, Zhu X. Modeling of Microstructure and Mechanical Properties of Heat Treated ZE41-Ca-Sr Alloys for Integrated Computing Platform. Crystals. 2022; 12(9):1237. https://doi.org/10.3390/cryst12091237
Chicago/Turabian StyleFu, Yu, Chen Liu, Yunkun Song, Hai Hao, Yongdong Xu, Zhiwen Shao, Jun Wang, and Xiurong Zhu. 2022. "Modeling of Microstructure and Mechanical Properties of Heat Treated ZE41-Ca-Sr Alloys for Integrated Computing Platform" Crystals 12, no. 9: 1237. https://doi.org/10.3390/cryst12091237
APA StyleFu, Y., Liu, C., Song, Y., Hao, H., Xu, Y., Shao, Z., Wang, J., & Zhu, X. (2022). Modeling of Microstructure and Mechanical Properties of Heat Treated ZE41-Ca-Sr Alloys for Integrated Computing Platform. Crystals, 12(9), 1237. https://doi.org/10.3390/cryst12091237