
Contrasting Effects of Laser Shock Peening on Austenite and Martensite Phase Distribution and Hardness of Nitinol

 ,
,  ,
,
Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
4. Conclusions
- The laser shock peening behavior of a cold-worked Nitinol is reported in this work.
- Laser peening experiments were conducted at 7 and 9 GW/cm2 laser power densities with a 90% overlap. Black paint was used as the ablation layer, and water was chosen as the confinement layer.
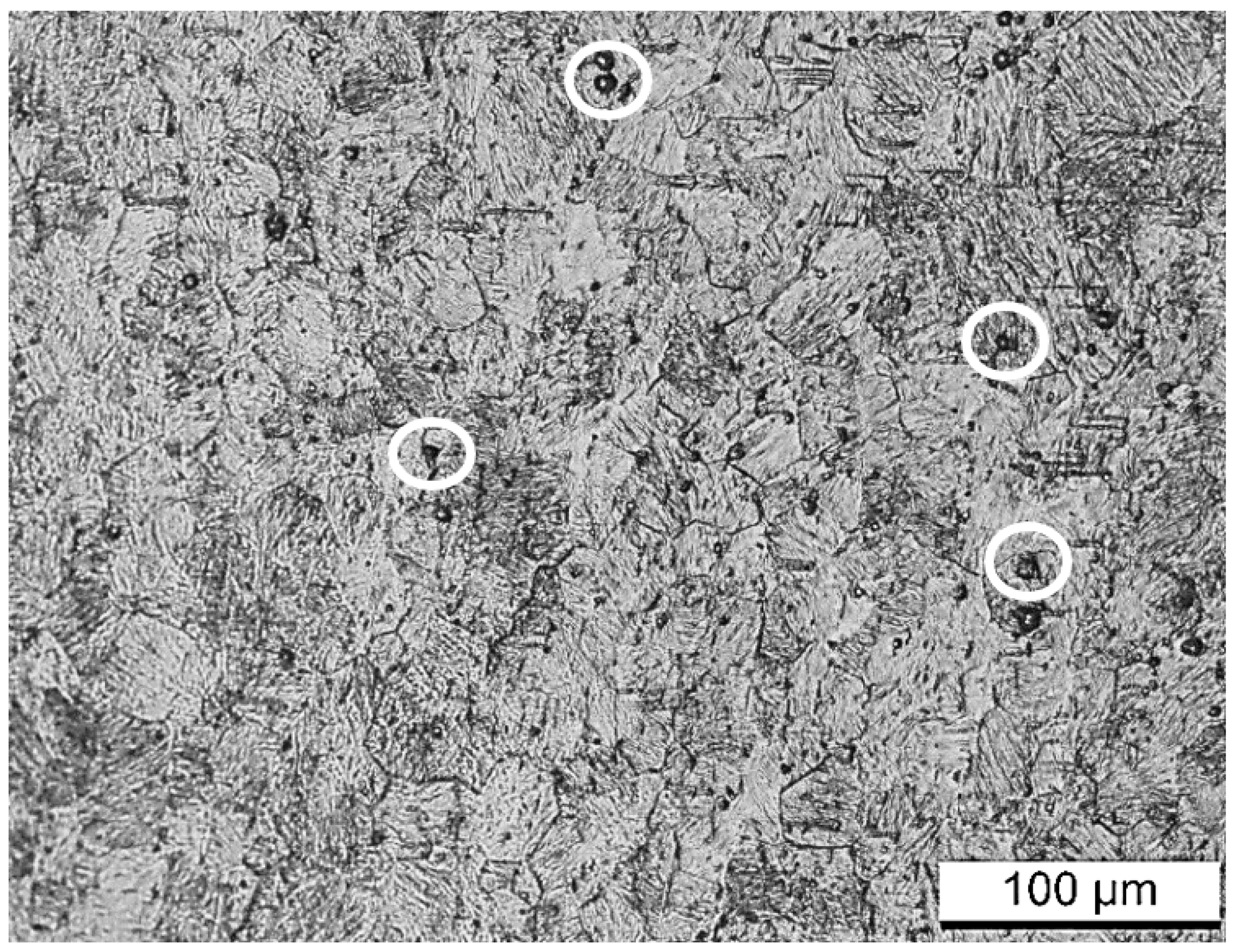
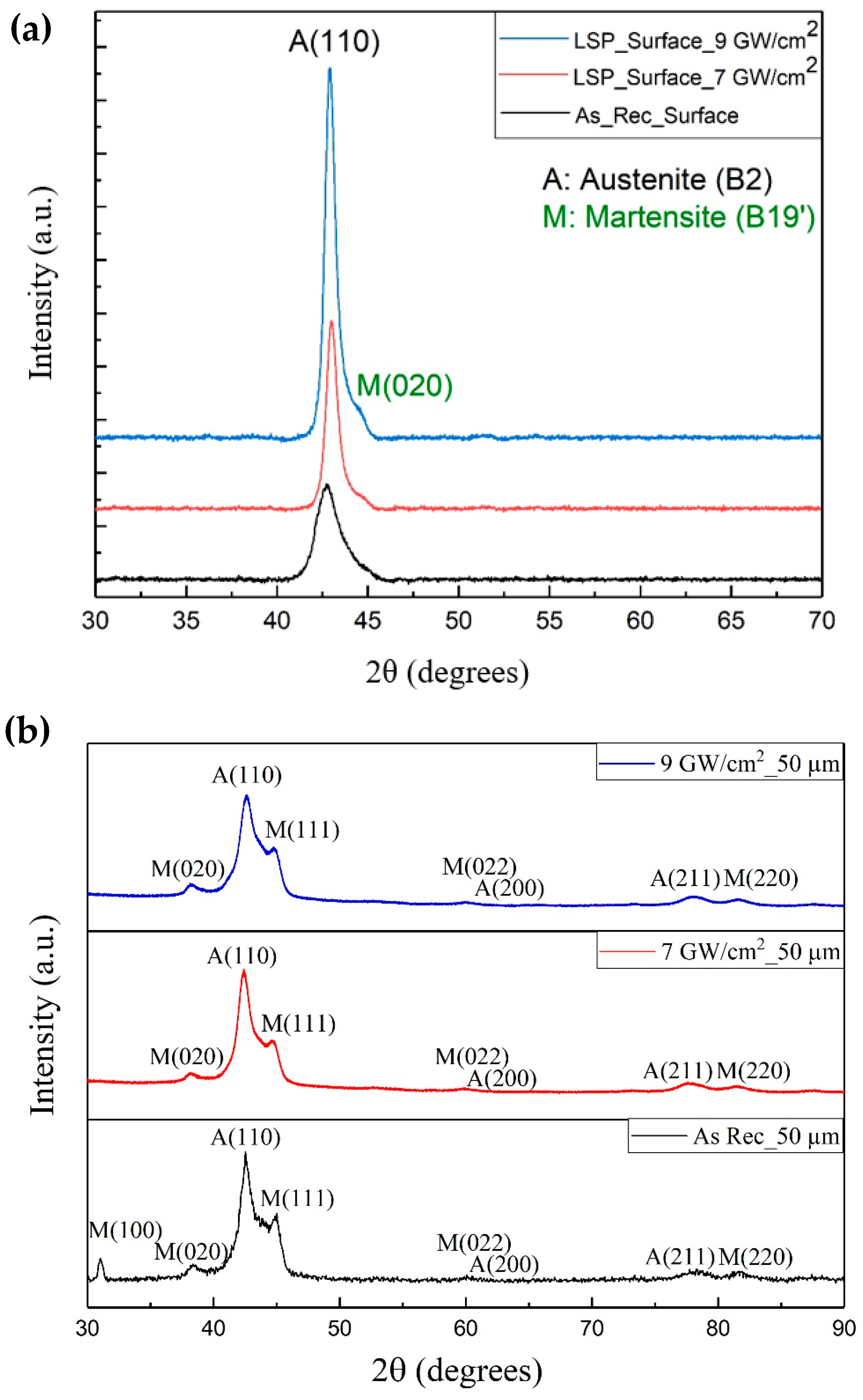
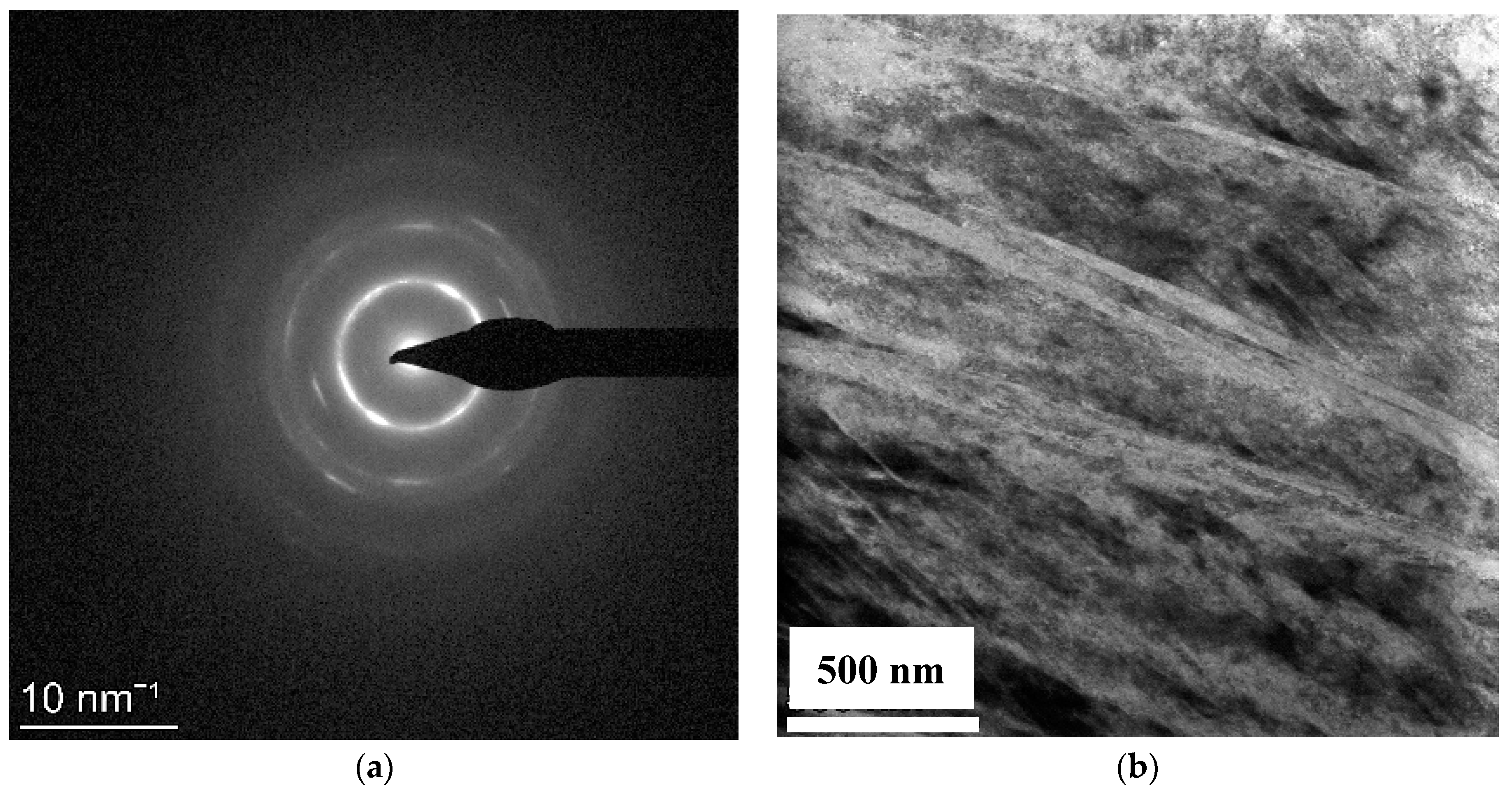
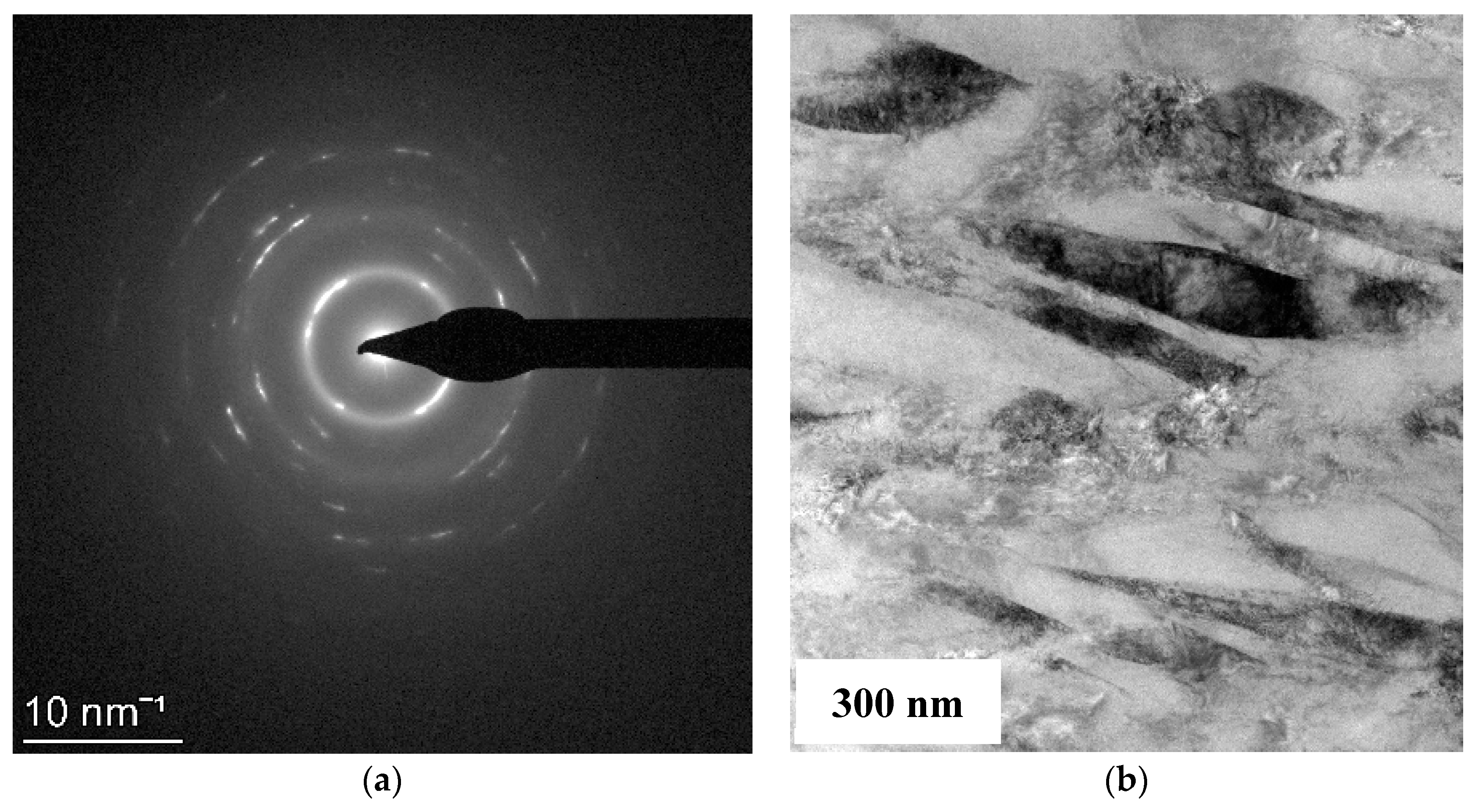
- X-ray diffraction measurements revealed a primarily austenitic structure with some martensite phase in the as-received Nitinol. The as-received Nitinol was also found to be highly cold worked as suggested by the broadening of the X-ray peak. The peened samples on the other hand demonstrated sharper X-ray peaks indicative of reduction of the cold work during peening process. This reduction was attributed to laser induced heating.
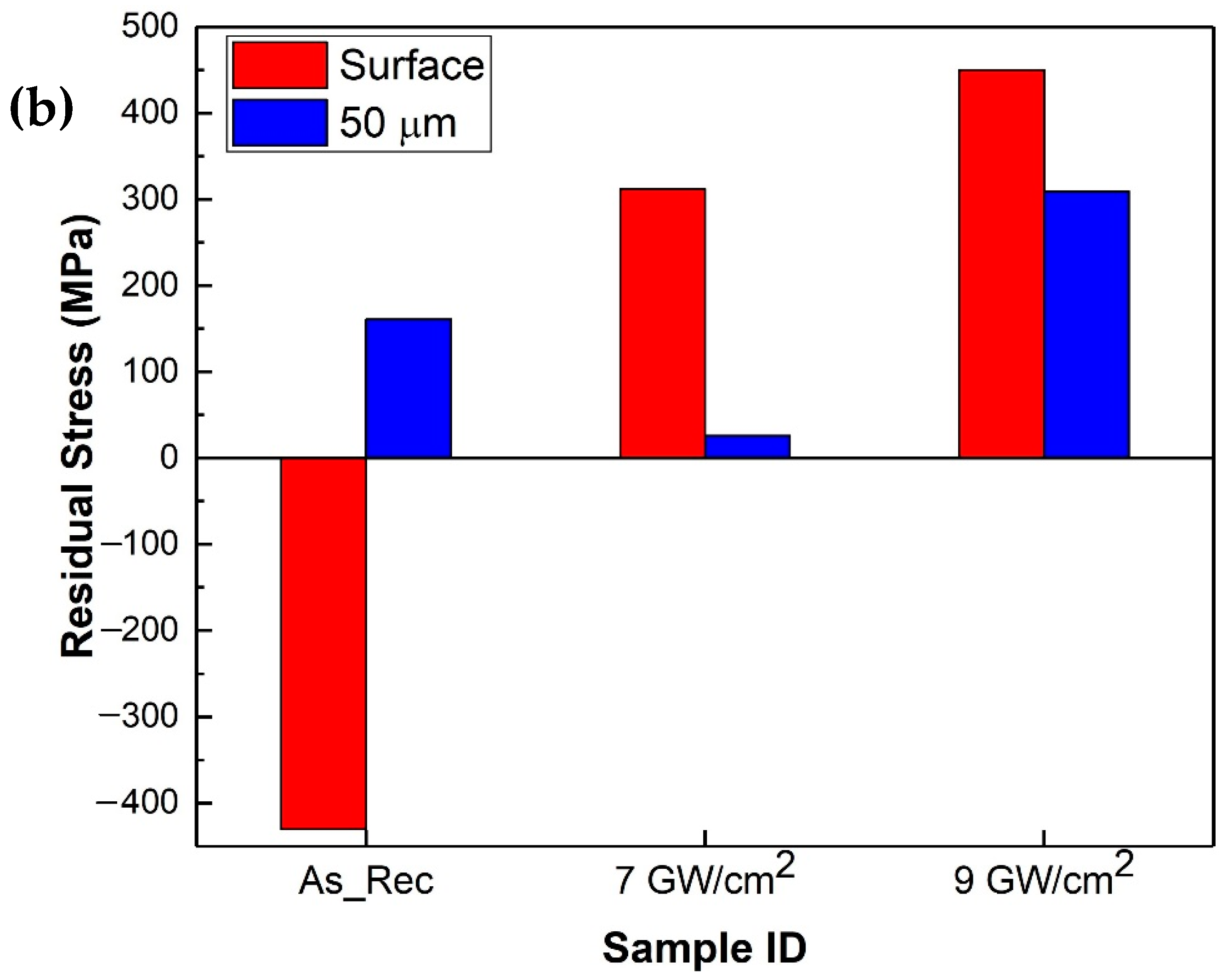
- Residual stress measurements conducted on the surface revealed a compressive residual stress state (σxx = −419 MPa) within the as-received material, whereas the 7 and 9 GW/cm2 peened samples demonstrated a tensile residual stress state with σxx = 312 Mpa and σxx = 449 Mpa, respectively.
- Residual stress measurements at a depth of 50 μm from the surface revealed a tensile residual stress profile in the as-received and peened at 7 and 9 GW/cm2 samples. The σxx was found to be 153, 37 and 288 MPa, respectively, for the as-received, 7 GW/cm2 and 9 GW/cm2 peened samples.
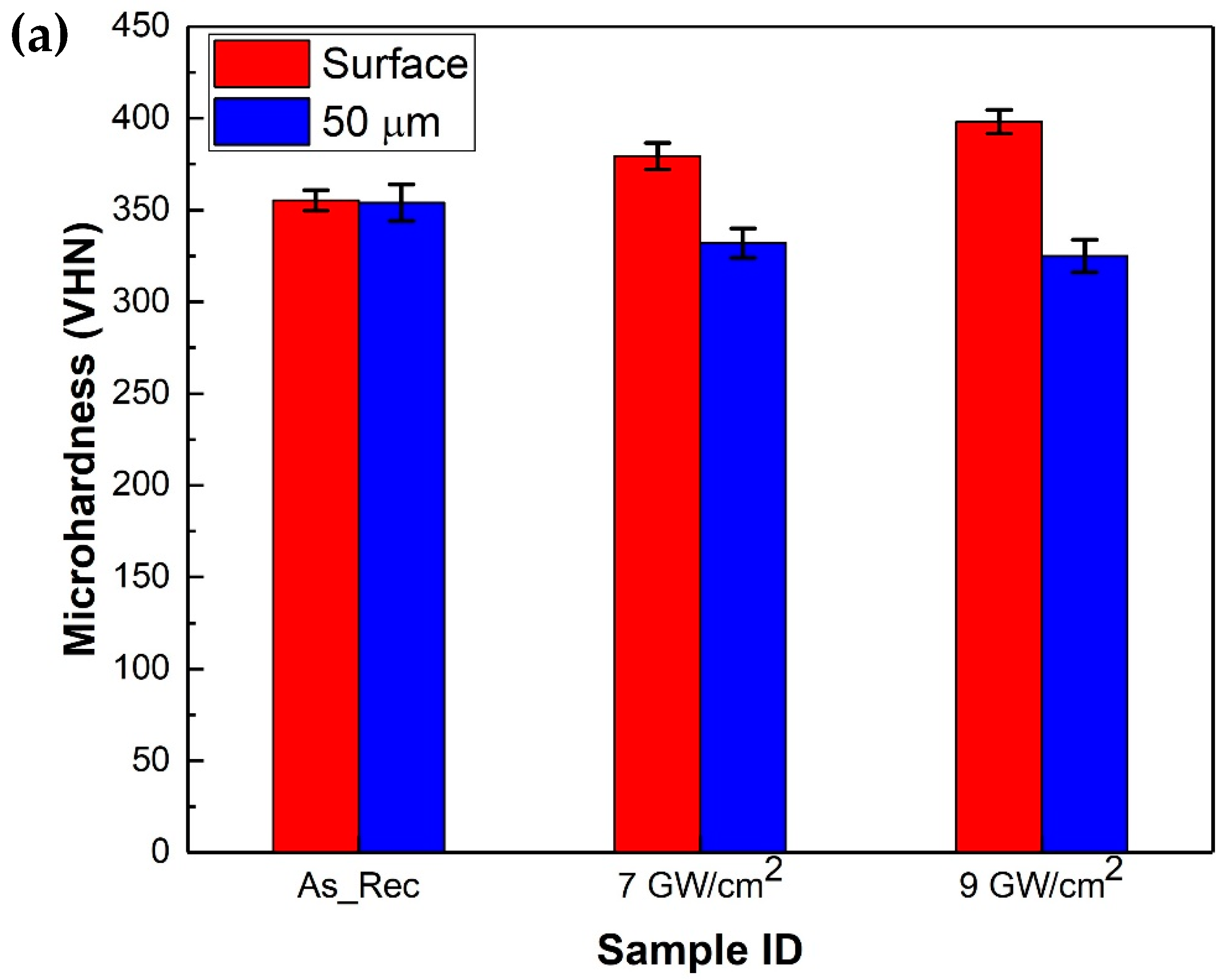
- Microhardness measurements on the surface of the as-received Nitinol revealed an average hardness of 351 VHN which increased to 375 and 394 VHN, respectively, for the 7 and 9 GW/cm2 peened samples. Microhardness measurements at a depth of 50 μm from the surface revealed a reduction in the hardness of the peened samples vis-à-vis their respective surface counterparts. On the other hand, the microhardness of the as-received material at 50 μm depth was similar to that of its surface counterpart.
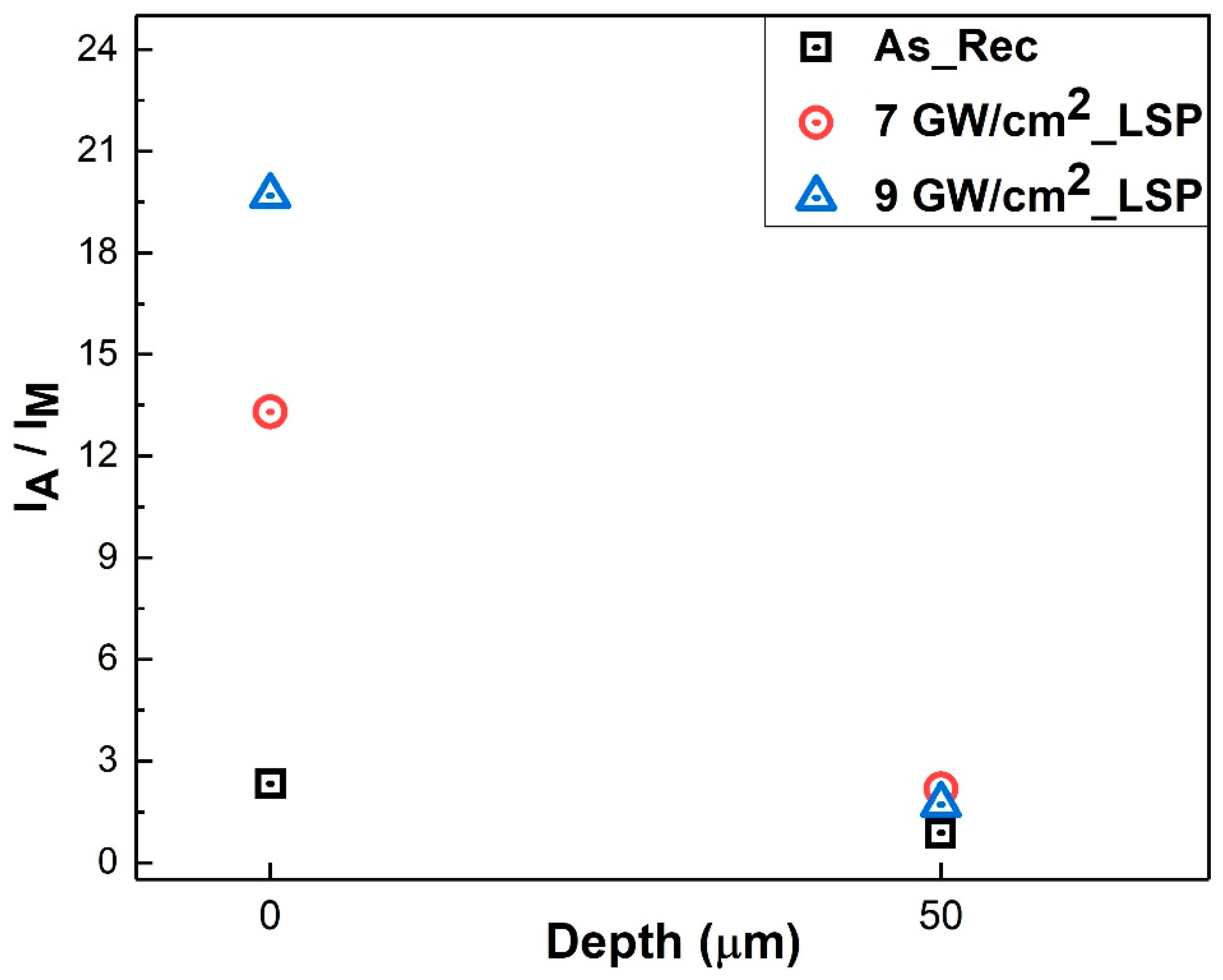
- The contrasting behaviors of residual stress and hardness was attributed to the laser heating effect which was altering the austenite to martensite phase fraction during peening. The laser heating tendency was attributed to the laser power densities, the high overlap ratio of 90% and the use of black paint as the ablation layer.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Buravalla, V.R.; Remillat, C.; Rongong, J.A.; Tomlinson, G.R. Advances in damping materials and technology. Smart. Mater. Bull. 2001, 2001, 10–13. [Google Scholar] [CrossRef]
- Ueland, S.; Chen, Y.; Schuh, C.A. Oligocrystalline shape memory alloys. Adv. Mater. 2012, 22, 2094–2099. [Google Scholar] [CrossRef]
- Jani, J.M.; Leary, M.; Subic, A.; Gibson, M.A. A review of shape memory alloy research, applications and opportunities. Mater. Des. 2014, 56, 1078–1113. [Google Scholar] [CrossRef]
- Paul, P.P.; Paranjape, H.M.; A-Ahmadi, B.; Stebner, A.P.; Dunand, D.C.; Brinson, L.C. Effect of machined feature size relative to the microstructural size on the superelastic performance in polycrystalline NiTi shape memory alloys. Mater. Sci. Eng. A 2017, 706, 227–235. [Google Scholar] [CrossRef]
- Roguin, A.; Grenadier, E.; Linn, S.; Markiewicz, W.; Beyar, R. Continued expansion of the nitinol self-expanding coronary stent: Angiographic analysis and 1-year clinical follow-up. Am. Heart J. 1999, 138, 326–333. [Google Scholar] [CrossRef]
- Karacay, S.; Akin, E.; Olmez, H.; Gurton, A.U.; Sagdic, D. Forsus nitinol flat spring and Jasper jumper corrections of Class II division 1 malocclusions. Angle Orthod. 2006, 76, 666–672. [Google Scholar] [CrossRef] [PubMed]
- Thayer, T.A.; Bagby, M.D.; Moore, R.N.; DeAngelis, R.J. X-ray diffraction of nitinol orthodontic arch wires. Am. J. Orthod. Dentofac. Orthop. 1995, 107, 604–612. [Google Scholar] [CrossRef]
- Mahtabi, M.J.; Shamsaei, N.; Mitchell, M.R. Fatigue of Nitinol: The state-of-the-art and ongoing challenges. J. Mech. Behav. Biomed. Mater. 2015, 50, 228–254. [Google Scholar] [CrossRef] [PubMed]
- Robertson, S.W.; Pelton, A.R.; Ritchie, R.O. Mechanical fatigue and fracture of Nitinol. Int. Mater. Rev. 2012, 57, 1–37. [Google Scholar] [CrossRef]
- Nayan, N.; Roy, D.; Buravalla, V.; Ramamurty, U. Unnotched fatigue behavior of an austenitic Ni-Ti shape memory alloy. Mater. Sci. Eng. A 2008, 497, 333–340. [Google Scholar] [CrossRef]
- Suresh, S. Fatigue of Materials, 2nd ed.; Cambridge University Press: Cambridge, UK, 1998. [Google Scholar]
- Dimakos, K.; Mariotto, A.; Giakosa, F. Optimization of the fatigue resistance of nitinol stents through shot peening. Procedia Struct. Integr. 2016, 2, 1522–1529. [Google Scholar] [CrossRef]
- Kumar, S.A.; Sundar, R.; Raman, S.G.S.; Kumar, H.; Gnanamoorthy, R.; Kaul, R.; Ranganathan, K.; Oak, S.M.; Kukreja, L.M.; Bindra, K.S. Influence of laser peening on microstructure and fatigue lives of Ti-6Al-4V. Trans. Non-Ferr. Met. Soc. China 2014, 24, 3111–3117. [Google Scholar] [CrossRef]
- Yedla, P.; Rajulapati, K.V.; Reddy, G.V.P.; Sandhya, R.; Kiran, P.P.; Buddu, R.K.; Rao, K.B.S. Effect of laser shock peening on high cycle fatigue characteristics of 316 LN stainless steel. Int. J. Press. Vessel. Pip. 2019, 176, 103972. [Google Scholar] [CrossRef]
- Ding, K.; Ye, L. Laser Shock Peening: Performance and Process Simulation; Woodhead Publishing Limited: Boca Raton, FL, USA, 2006. [Google Scholar]
- Ye, C.; Suslov, S.; Fei, X.; Cheng, G.J. Bimodal nanocrystallization of NiTi shape memory alloy by laser shock peening and post-deformation annealing. Acta Mater. 2011, 59, 7219–7227. [Google Scholar] [CrossRef]
- Liao, Y.; Ye, C.; Lin, D.; Suslov, S.; Cheng, G.J. Deformation induced martensite in NiTi and its shape memory effects generated by low temperature laser shock peening. J. Appl. Phys. 2012, 112, 033515. [Google Scholar] [CrossRef]
- Wang, X.; Xia, W.; Wu, X.; Wei, Y.; Huang, C. Microstructure and mechanical properties of an austenite NiTi shape memory alloy treated with laser induced shock. Mater. Sci. Eng. A 2013, 578, 1–5. [Google Scholar] [CrossRef]
- Yan, K.; Wei, P.; Ren, F.; He, W.; Sun, Q. Enhance fatigue resistance of nanocrystalline NiTi by laser shock peening. Shape Mem. Superelasticity 2019, 5, 436–443. [Google Scholar] [CrossRef]
- Wang, H.; Kalchev, Y.; Wang, H.; Yan, K.; Gurevich, E.L.; Ostendorf, A. Surface modification of NiTi alloy by ultrashort pulsed laser shock peening. Surf. Coat. Tech. 2020, 394, 125899. [Google Scholar] [CrossRef]
- Shiva, S.; Palani, I.A.; Paul, C.P.; Bindra, K.S. Laser Shock Peening of Ni-Ti Bulk Structures Developed by Laser Additive Manufacturing. J. Mater. Eng. Perform. 2021, 30, 5603–5613. [Google Scholar] [CrossRef]
- Payne, A.P.; Clemens, B.M. Metastable copper-chromium alloy films. J. Mater. Res. 1992, 7, 1370–1376. [Google Scholar] [CrossRef]
- Liu, Y.; Kim, J.; Miyazaki, S. Thermodynamic analysis of ageing induced multiple stage transformation behavior of NiTi. Philos. Mag. 2004, 84, 2083–2102. [Google Scholar] [CrossRef]
- Świec, P.; Zubko, M.; Lekston, Z.; Stróż, D. NiTi Shape Memory Marformed Alloy Studied by Electron Beam Precession TEM Orientation Mapping Method. Acta Phys. Pol. A 2017, 131, 1307–1311. [Google Scholar] [CrossRef]
- Laplanche, G.; Birk, T.; Schneider, S.; Frenzel, J.; Eggeler, G. Effect of temperature and texture on the reorientation of martensite variants in NiTi shape memory alloys. Acta Mater. 2017, 127, 143–152. [Google Scholar] [CrossRef]
- Karthik, D.; Yazar, K.U.; Bisht, A.; Swaroop, S.; Srivastava, C.; Suwas, S. Gradient plastic strain accommodation and nanotwinning in multi-pass laser shock peened 321 steel. Appl. Surf. Sci. 2019, 487, 426–432. [Google Scholar] [CrossRef]
- Available online: https://matthey.com/en/products-and-services/medical-components/resource-library/nitinol-technical-properties (accessed on 20 May 2022).
- Fu, C.H.; Sealy, M.P.; Guo, Y.B.; Wei, X.T. Austenite-martensite phase transformation of biomedical Nitinol by ball burnishing. J. Mater. Proc. Tech. 2014, 214, 3122–3130. [Google Scholar] [CrossRef]
- Ni, W.; Cheng, Y.-T.; Grummon, D.S. Recovery of microindents in a nickel-titanium shape memory alloy: A self-heating effect. Appl. Phys. Lett. 2002, 80, 3310–3312. [Google Scholar] [CrossRef]
- Yella, P.; Venkateswarlu, P.; Buddu, R.K.; Vidyasagar, D.V.; Rao, K.B.S.; Kiran, P.P.; Rajulapati, K.V. Laser shock peening studies on SS316LN plate with various sacrificial layers. Appl. Surf. Sci. 2018, 435, 271–280. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. # | Parameters | Ye et al. [16] | Liao et al. [17] | Wang et al. [18] | Yan et al. [19] | Wang et al. [20] | Shiva et al. [21] | This Study |
|---|---|---|---|---|---|---|---|---|
| 1 | Laser power density (GW/cm2) | 4 | 4, 8, 12 | 3.4 to 4 | 7.9 | 500–900 μJ (eqv. to 14–25 GW/cm2) | 1 | 7, 9 |
| 3 | Pulse duration (ns) | 5 | 5 | 10 ns | 20 | 35 × 10−6 | 9 | 10 |
| 4 | Spot diameter (mm) | 1 | 1.2 | 2.6 to 3 | 2 | 40 × 10−3 | 2 | 0.8 |
| 5 | Repetition rate (Hz) | NM | NM | NM | NM | 5000 | 1 | 10 |
| 6 | Radiance density (mW cm2Sr−1µm) | NM | NM | NM | NM | NM | NM | 345.04 |
| 7 | Overlapping (optimized) (%) | 75 | NA | 50 | 56.5 | 60 | 20 | 90 |
| 8 | Ablation/Confinement layer | NM | Al foil/BK7 glass | Black paint/water | NM | None/None | None/Water | Black paint/ Water |
| 9 | Number of shots | multiple | NM | multiple | 3 | NM | multiple | Single |
| 10 | Type of residual stress | NM | NM | Compressive | Compressive | NM | Compressive | Tensile |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tamiridi, R.D.; Goud, R.; Subramaniyan, P.; Sivaperuman, K.; Subramaniyan, A.K.; Charit, I.; Gollapudi, S. Contrasting Effects of Laser Shock Peening on Austenite and Martensite Phase Distribution and Hardness of Nitinol. Crystals 2022, 12, 1319. https://doi.org/10.3390/cryst12091319
Tamiridi RD, Goud R, Subramaniyan P, Sivaperuman K, Subramaniyan AK, Charit I, Gollapudi S. Contrasting Effects of Laser Shock Peening on Austenite and Martensite Phase Distribution and Hardness of Nitinol. Crystals. 2022; 12(9):1319. https://doi.org/10.3390/cryst12091319
Chicago/Turabian StyleTamiridi, Rajesh Dora, Rajendra Goud, Prabhakaran Subramaniyan, Kalainathan Sivaperuman, Anand Kumar Subramaniyan, Indrajit Charit, and Srikant Gollapudi. 2022. "Contrasting Effects of Laser Shock Peening on Austenite and Martensite Phase Distribution and Hardness of Nitinol" Crystals 12, no. 9: 1319. https://doi.org/10.3390/cryst12091319
APA StyleTamiridi, R. D., Goud, R., Subramaniyan, P., Sivaperuman, K., Subramaniyan, A. K., Charit, I., & Gollapudi, S. (2022). Contrasting Effects of Laser Shock Peening on Austenite and Martensite Phase Distribution and Hardness of Nitinol. Crystals, 12(9), 1319. https://doi.org/10.3390/cryst12091319