
Decision Tree-Supported Analysis of Gallium Arsenide Growth Using the LEC Method



Abstract
:1. Introduction
2. Models and Methodology
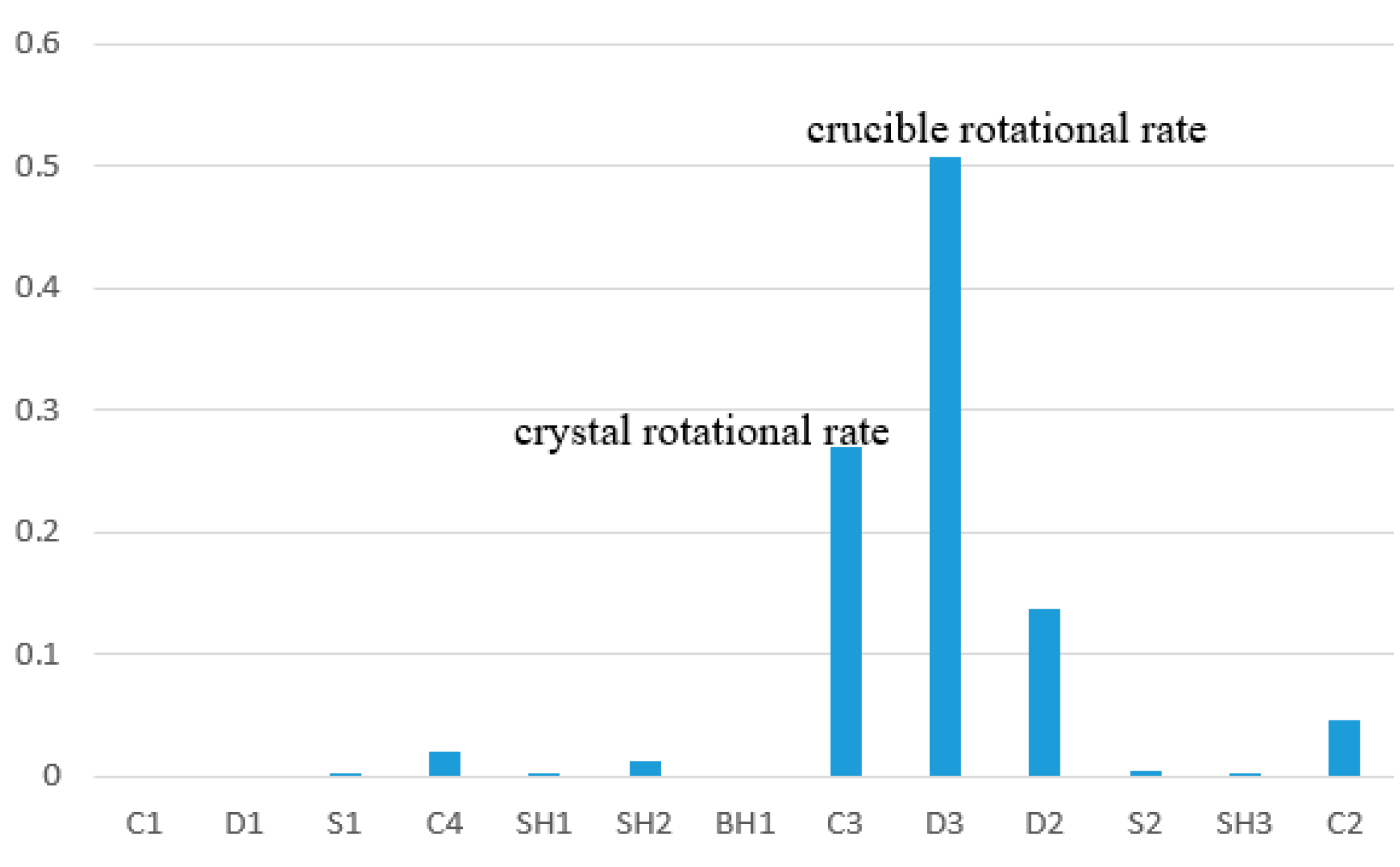
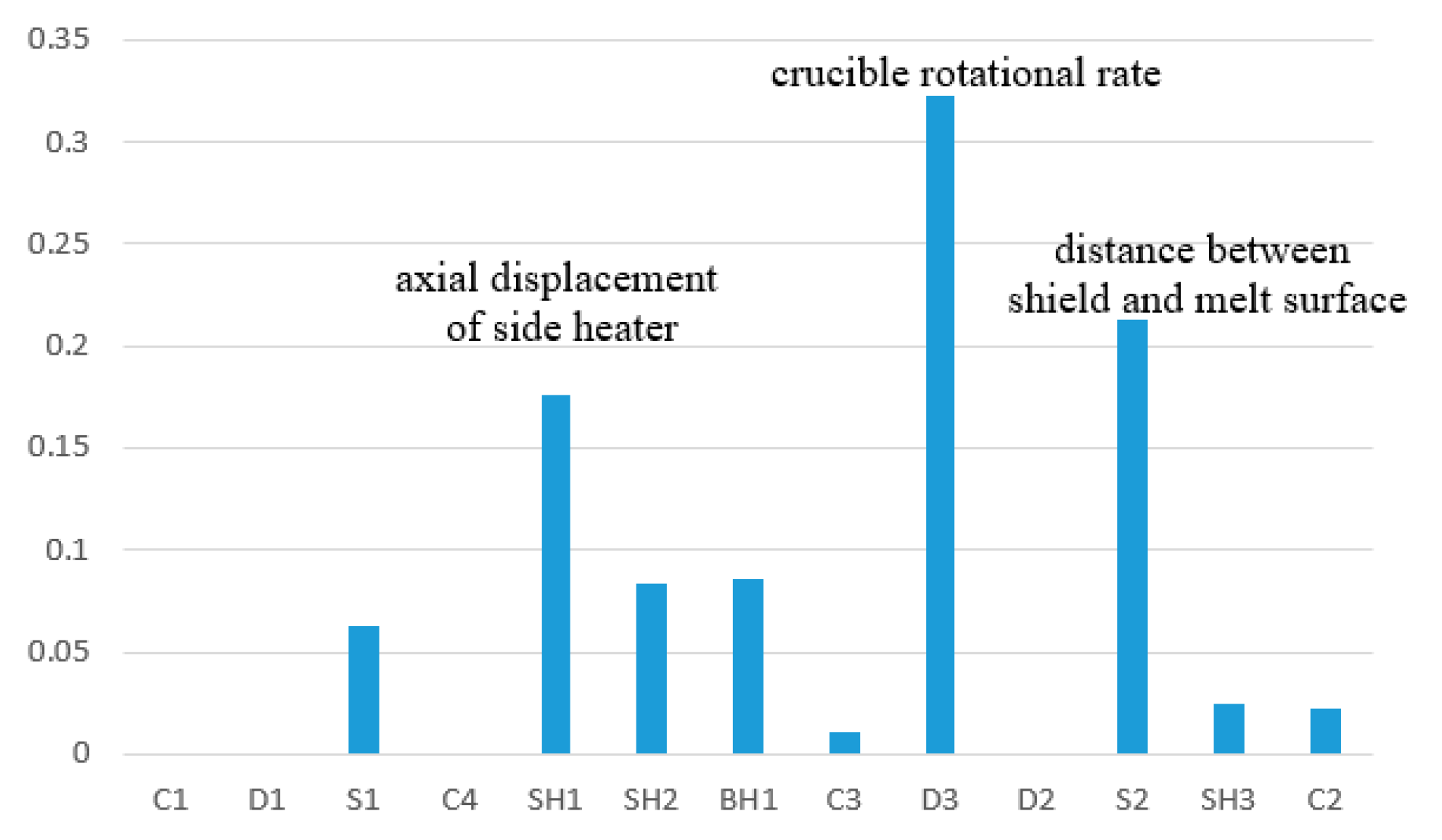
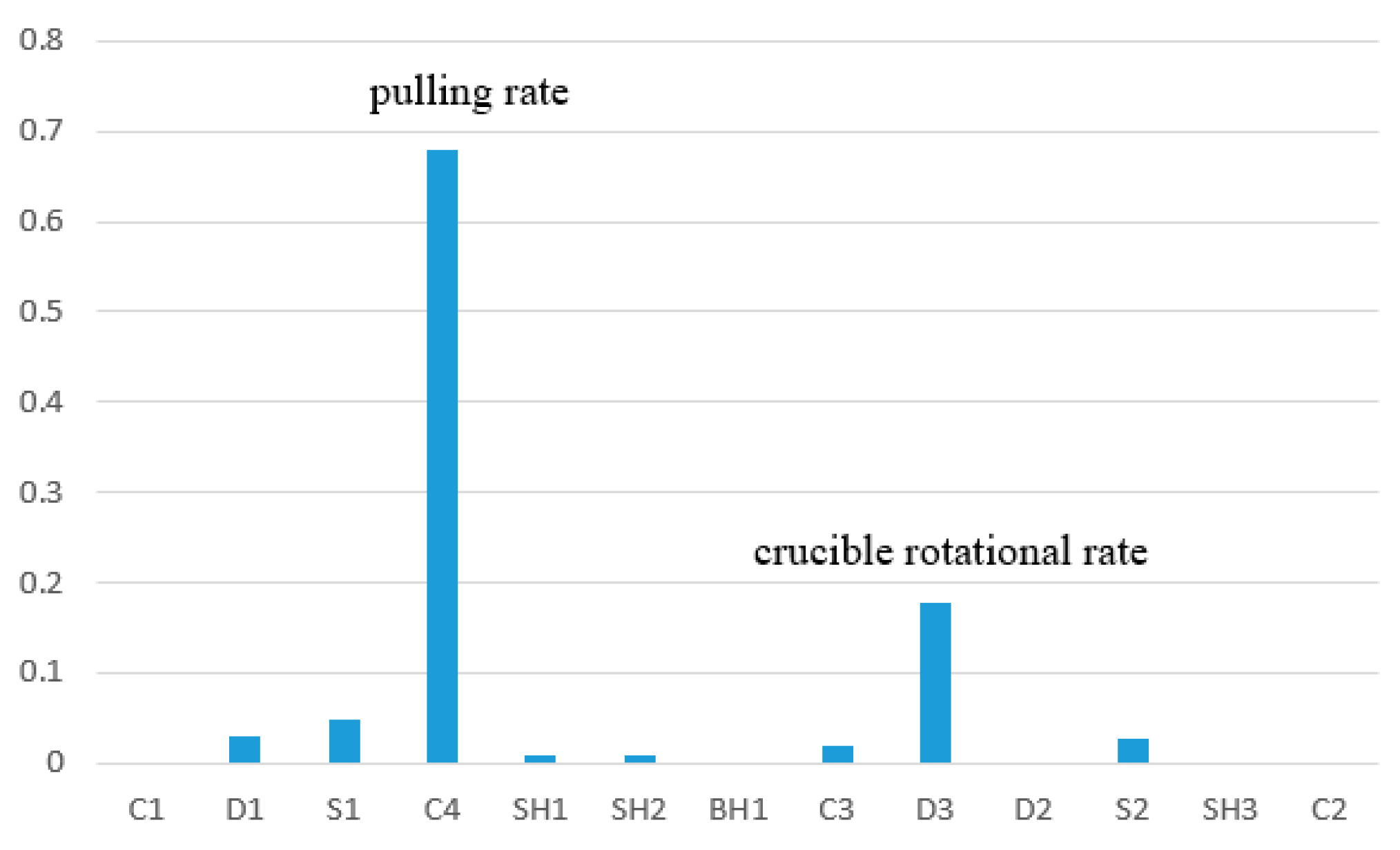
2.1. Machine Learning Model
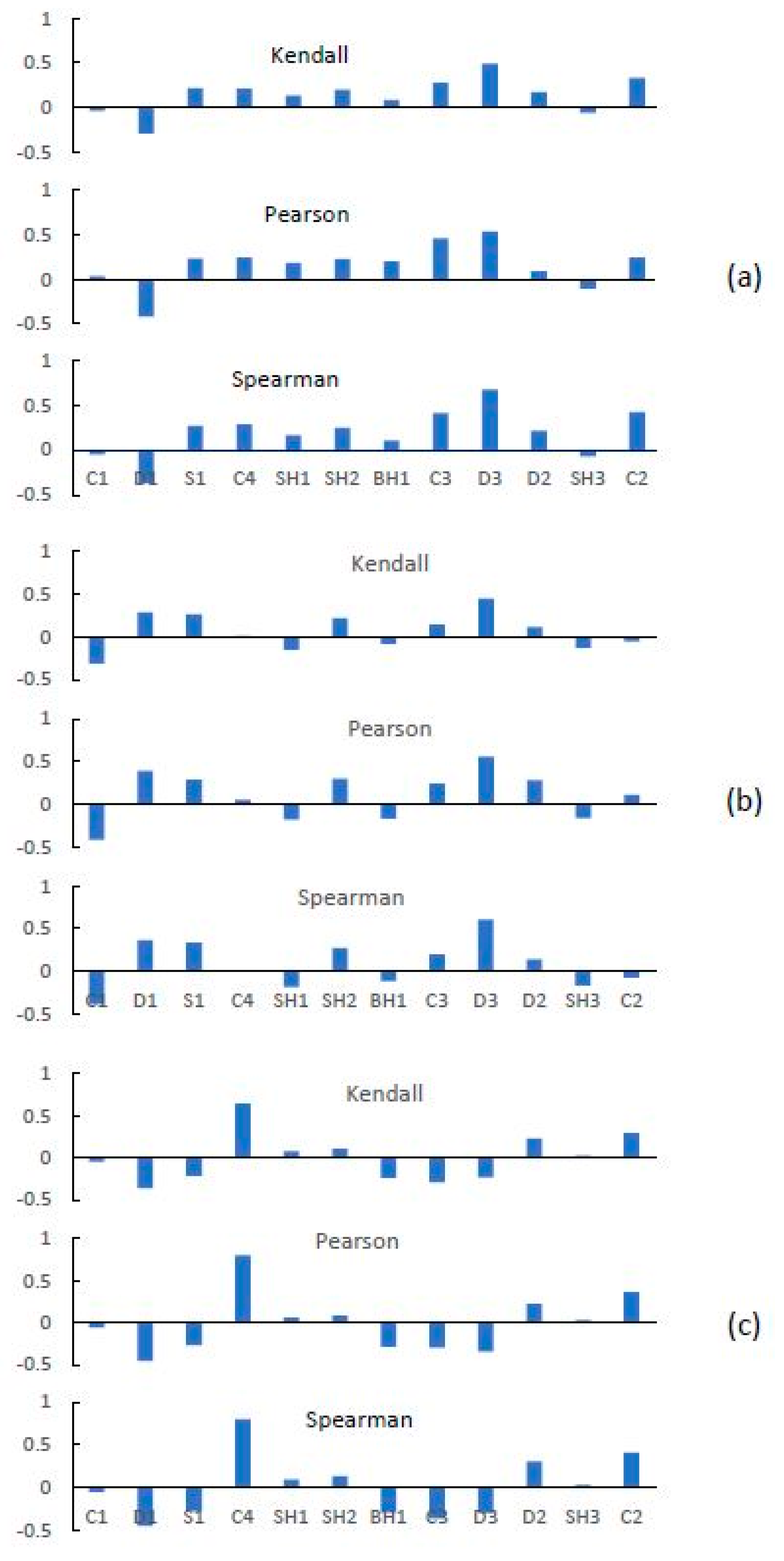
2.2. Correlation Coefficients
2.2.1. Pearson Correlation Coefficient
2.2.2. Spearman Correlation Coefficient
2.3. CFD Modelling
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| crystal diameter (inch) | C1 |
| crystal length (mm) | C2 |
| crystal rotational rate (rpm) | C3 |
| pulling rate (mm/min) | C4 |
| crucible diameter (inch) | D1 |
| melt height (mm) | D2 |
| crucible rotational rate (rpm) | D3 |
| radiation screen material | S1 |
| distance between screen and melt surface (mm) | S2 |
| axial displacement of side heater (mm) | SH1 |
| height between crucible and bottom heater (mm) | SH2 |
| power of side heater (kW) | SH3 |
| distance between crucible and bottom heater (mm) | BH1 |
| interface deflection (mm) | P1 |
| average interface temperature gradient (K/cm) | P3 |
| v/Gn P4 (10−4(cm2/min K)) | P4 |
References
- Szweda, R. (Ed.) Gallium Arsenide, Electronics Materials and Devices. In A Strategic Study of Markets, Technologies and Companies Worldwide 1999–2004; Elsevier: Amsterdam, The Netherlands, 2000. [Google Scholar]
- Li, T.; Mastro, M.; Dadgar, A. (Eds.) III–V Compound Semiconductors: Integration with Silicon-Based Microelectronics; CRC Press: Boca Raton, FL, USA, 2010. [Google Scholar]
- Adachi, S. GaAs and Related Materials: Bulk Semiconducting and Superlattice Properties; World Scientific: Singapore, 1994; pp. 1–6. [Google Scholar]
- Howes, M.J.; Morgan, D.V. Gallium Arsenide: Materials, Devices, and Circuits; Wiley: Chichester, UK, 1985. [Google Scholar]
- Chang, C.Y.; Kai, F. GaAs High-Speed Devices: Physics, Technology, and Circuit Applications; John Wiley & Sons: Hoboken, NJ, USA, 1994. [Google Scholar]
- Willardson, R.K.; Beer, A.C. Semiconductors and Semimetals; Academic Press: Cambridge, MA, USA, 1977. [Google Scholar]
- Swaminathan, V.; Macrander, A.T. Materials Aspects of GaAs and InP Based Structures; Prentice-Hall, Inc.: Upper Saddle River, NJ, USA, 1991. [Google Scholar]
- Fornari, R. Improved crystal growth processes for high quality III–V substrates. Mater. Sci. Eng. B 1991, 9, 9–18. [Google Scholar] [CrossRef]
- Kulchitsky, N.A.; Naumov, A.V.; Startsev, V.V. Photonic and Terahertz applications as the next gallium arsenide market driver. Mod. Electron. Mater. 2020, 6, 77–84. [Google Scholar] [CrossRef]
- Kumar, J.; Subramanian, C. Liquid Encapsulated Czochralski Growth of Large size Gallium Arsenide and Indium Phosphide Single Crystals and their Characterisation—A Review. IETE J. Res. 1997, 43, 125–130. [Google Scholar] [CrossRef]
- Mil’vidskii, M.G.; Bochkarev, E.P. Creation of defects during the growth of semiconductor single crystals and films. J. Cryst. Growth 1978, 44, 61–74. [Google Scholar] [CrossRef]
- Jordan, A.; Caruso, R.; Von Neida, A.R. A thermoelastic analysis of dislocation generation in pulled GaAs crystals. Bell Syst. Tech. J. 1980, 59, 593–637. [Google Scholar] [CrossRef]
- Jordan, A.S. An evaluation of the thermal and elastic constants affecting GaAs crystal growth. J. Cryst. Growth 1980, 49, 631–642. [Google Scholar] [CrossRef]
- Frank-Rotsch, C.; Dropka, N.; Rotsch, P. Chapter 6: III-Arsenides. In Single Crystals of Electronic Materials: Growth and Properties; Fornari, R., Ed.; Woodhead Publishing Elsevier: Amsterdam, The Netherlands, 2018. [Google Scholar]
- Metz, E.P.A.; Miller, R.C.; Mazelsky, R. A technique for pulling single crystals of volatile materials. J. Appl. Phys. 1962, 33, 2016–2017. [Google Scholar] [CrossRef]
- Weiner, M.E.; Lassota, D.T.; Schwartz, B. Liquid encapsulated Czochralski growth of GaAs. J. Electrochem. Soc. 1971, 118, 301. [Google Scholar] [CrossRef]
- Mullin, J.B.; Macewan, W.R.; Holliday, C.H.; Webb AE, V. Pressure balancing: A technique for suppressing dissociation during the melt-growth of compounds. J. Cryst. Growth 1972, 13, 629–634. [Google Scholar] [CrossRef]
- Rudolph, P. (Ed.) Handbook of Crystal Growth: Bulk Crystal Growth; Elsevier: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Hur, M.J.; Han, X.F.; Song, D.S.; Kim, T.H.; Lee, N.J.; Jeong, Y.J.; Yi, K.W. The influence of crucible and crystal rotation on the sapphire single crystal growth interface shape in a resistance heated Czochralski system. J. Cryst. Growth 2014, 385, 22–27. [Google Scholar] [CrossRef]
- Noghabi, O.A.; M’Hamdi, M.; Jomâa, M. Effect of crystal and crucible rotations on the interface shape of Czochralski grown silicon single crystals. J. Cryst. Growth 2011, 318, 173–177. [Google Scholar] [CrossRef]
- Böttcher, K.; Rudolph, P.; Neubert, M.; Kurz, M.; Pusztai, A.; Müller, G. Global temperature field simulation of the vapour pressure controlled Czochralski (VCZ) growth of 3 ″–4 ″gallium arsenide crystals. J. Cryst. Growth 1999, 198, 349–354. [Google Scholar] [CrossRef]
- Smirnova, O.V.; Durnev, N.V.; Shandrakova, K.E.; Mizitov, E.L.; Soklakov, V.D. Optimization of furnace design and growth parameters for Si Cz growth, using numerical simulation. J. Cryst. Growth 2008, 310, 2185–2191. [Google Scholar] [CrossRef]
- Kuroda, E.; Kozuka, H. Influence of growth conditions on melt interface temperature oscillations in silicon Czochralski growth. J. Cryst. Growth 1983, 63, 276–284. [Google Scholar] [CrossRef]
- Kalaev, V.V.; Evstratov, I.Y.; Makarov, Y.N. Gas flow effect on global heat transport and melt convection in Czochralski silicon growth. J. Cryst. Growth 2003, 249, 87–99. [Google Scholar] [CrossRef]
- Cho, H.J.; Lee, B.Y.; Lee, J.Y. The effects of several growth parameters on the formation behavior of point defects in Czochralski-grown silicon crystals. J. Cryst. Growth 2006, 292, 260–265. [Google Scholar] [CrossRef]
- Yi, K.W.; Chung, H.T.; Lee, H.W.; Yoon, J.K. The effects of pulling rates on the shape of crystal/melt interface in Si single crystal growth by the Czochralski method. J. Cryst. Growth 1993, 132, 451–460. [Google Scholar] [CrossRef]
- Qi, X.; Ma, W.; Dang, Y.; Su, W.; Liu, L. Optimization of the melt/crystal interface shape and oxygen concentration during the Czochralski silicon crystal growth process using an artificial neural network and a genetic algorithm. J. Cryst. Growth 2020, 548, 125828. [Google Scholar] [CrossRef]
- Tsunooka, Y.; Kokubo, N.; Hatasa, G.; Harada, S.; Tagawa, M.; Ujihara, T. High-speed prediction of computational fluid dynamics simulation in crystal growth. CrystEngComm 2018, 20, 6546–6550. [Google Scholar] [CrossRef]
- Zhang, J.; Tang, Q.; Liu, D. Research into the LSTM neural network-based crystal growth process model identification. IEEE Trans. Semicond. Manuf. 2019, 32, 220–225. [Google Scholar] [CrossRef]
- Dropka, N.; Holena, M. Application of artificial neural networks in crystal growth of electronic and opto-electronic materials. Crystals 2020, 10, 663. [Google Scholar] [CrossRef]
- Dropka, N.; Holena, M.; Thieme, C.; Chou, T. Development of the VGF crystal growth recipe: Intelligent solutions of ill-posed inverse problems using images and numerical data. Cryst. Res. Technol. 2023, 58, 2300125. [Google Scholar] [CrossRef]
- Dropka, N.; Böttcher, K.; Holena, M. Development and Optimization of VGF-GaAs Crystal Growth Process Using Data Mining and Machine Learning Techniques. Crystals 2021, 11, 1218. [Google Scholar] [CrossRef]
- Dropka, N.; Tang, X.; Chappa, G.K.; Holena, M. Smart Design of Cz-Ge Crystal Growth Furnace and Process. Crystals 2022, 12, 1764. [Google Scholar] [CrossRef]
- Chou, T.S.; Anooz, S.B.; Grueneberg, R.; Dropka, N.; Miller, W.; Tran, T.T.V.; Rehm, J.; Albrecht, M.; Popp, A. Machine learning supported analysis of MOVPE grown β-Ga2O3 thin films on sapphire. J. Cryst. Growth 2022, 592, 126737. [Google Scholar] [CrossRef]
- Breiman, L. Random forests. Mach. Learn. 2001, 45, 5–32. [Google Scholar] [CrossRef]
- The Mathematics of Decision Trees, Random Forest and Feature Importance in Scikit-learn and Spark. Available online: https://towardsdatascience.com/the-mathematics-of-decision-trees-random-forest-and-feature-importance-in-scikit-learn-and-spark-f2861df67e3 (accessed on 1 September 2023).
- Tower, J.P.; Tobin, R.; Pearah, P.J.; Ware, R.M. Interface shape and crystallinity in LEC GaAs. J. Cryst. Growth 1991, 114, 665–675. [Google Scholar] [CrossRef]
- Rudolph, P. Fundamentals and engineering of defects. Prog. Cryst. Growth Charact. Mater. 2016, 62, 89–110. [Google Scholar] [CrossRef]
- Kiessling, F.M. Characterization and control of defects in VCz GaAs crystals grown without B2O3 encapsulant. In Crystal Growth Technology: Semiconductors and Dielectrics; Wiley: Hoboken, NJ, USA, 2010; pp. 75–95. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (Unit) | Value |
|---|---|
| GaAs melt | |
| Viscosity (kg (m s)−1) | 0.00279 |
| Density (kg m−3) | 5725 |
| Thermal conductivity (W (m K)−1) | 17.8 |
| Specific heat (J (kg K)−1) | 434 |
| Melting temperature (K) | 1511 |
| Heat of fusion (kJ kg−1) | 668.5 |
| Emissivity (−) | 0.55 |
| GaAs crystal | |
| Density (kg m−3) | 5170 |
| Thermal conductivity (W (m K)−1) | 7.2 at 1511 K |
| Specific heat (J (kg K)−1) | 424 |
| Emissivity (−) | 0.55 |
| B2O3 encapsulant | |
| Thermal conductivity (W (m K)−1) | 4 |
| Emissivity (−) | 0.75 |
| Density (kg m−3) | 1506 at 1496 K |
| Specific heat (J (kg K)−1) | 1830 |
| Viscosity (kg (m s)−1) | 3.73 |
| Parameter (Unit) | Value |
|---|---|
| Pulling rate (mm h–1) | 5–15 |
| Crystal rotation rate (rpm) | 5–30 |
| Crucible counter rotation rate (rpm) | 0–20 |
| Side power (kW) | 1–20 |
| P1 | Decisive Inputs | |||
|---|---|---|---|---|
| −3.25 | D3 ≤ −9 | SH3 ≤ 7 | 33 < S2 | SH1 ≤ 35 |
| 1.85 | −9 < D3 | S2 ≤ 43 | D2 ≤ 59 | 35 < SH1 |
| −1.08 | −9 < D3 | S2 ≤ 43 | 59 < D2 | D3 ≤ −4 |
| 1 | −9 < D3 | 43 < S2 | BH1 ≤ 106 | C3 ≤ 20 |
| P3 | Decisive Inputs | ||
|---|---|---|---|
| 56.65 | D3 ≤ −9 | BH1 ≤ 80 | SH2 ≤ 104 |
| 68.389 | D3 ≤ −9 | BH1 ≤ 80 | 104 < SH2 |
| 66.789 | D3 ≤ −9 | 80 < BH1 | SH2 ≤ 120.5 |
| −69.243 | −9 < D3 | D1 ≤ 25 | C3 ≤ 17.5 |
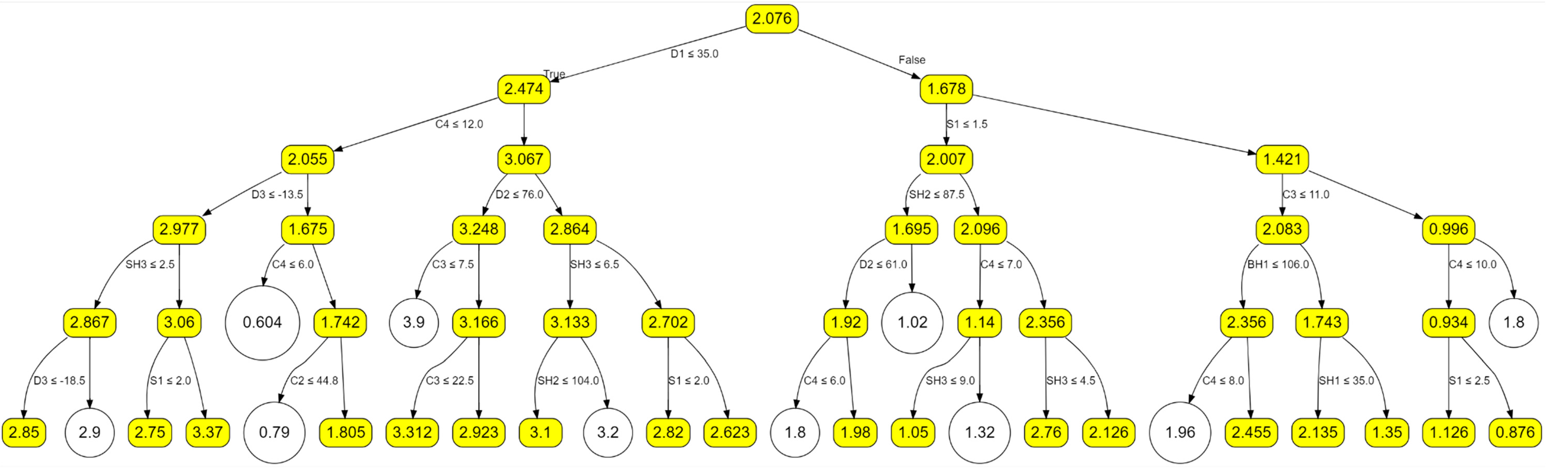
| P4 | Decisive Inputs | |||
|---|---|---|---|---|
| 0.604 | D1 ≤ 35 | C4 ≤ 12 | −13.5 ≤ D3 | C4 ≤ 6 |
| 1.02 | 35 < D1 | S1 = 1 | SH2 ≤ 87.5 | 61 < D2 |
| 1.14 | 35 < D1 | S1 = 1 | 87.5 < SH2 | C4 ≤ 7 |
| 0.934 | 35 ≤ D1 | S1 = 2, 3 | 11 ≤ C3 | C4 ≤ 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, X.; Chappa, G.K.; Vieira, L.; Holena, M.; Dropka, N. Decision Tree-Supported Analysis of Gallium Arsenide Growth Using the LEC Method. Crystals 2023, 13, 1659. https://doi.org/10.3390/cryst13121659
Tang X, Chappa GK, Vieira L, Holena M, Dropka N. Decision Tree-Supported Analysis of Gallium Arsenide Growth Using the LEC Method. Crystals. 2023; 13(12):1659. https://doi.org/10.3390/cryst13121659
Chicago/Turabian StyleTang, Xia, Gagan Kumar Chappa, Lucas Vieira, Martin Holena, and Natasha Dropka. 2023. "Decision Tree-Supported Analysis of Gallium Arsenide Growth Using the LEC Method" Crystals 13, no. 12: 1659. https://doi.org/10.3390/cryst13121659
APA StyleTang, X., Chappa, G. K., Vieira, L., Holena, M., & Dropka, N. (2023). Decision Tree-Supported Analysis of Gallium Arsenide Growth Using the LEC Method. Crystals, 13(12), 1659. https://doi.org/10.3390/cryst13121659