
An Overview on Synthesis, Processing and Applications of Nickel Aluminides: From Fundamentals to Current Prospects



Abstract
:1. Introduction
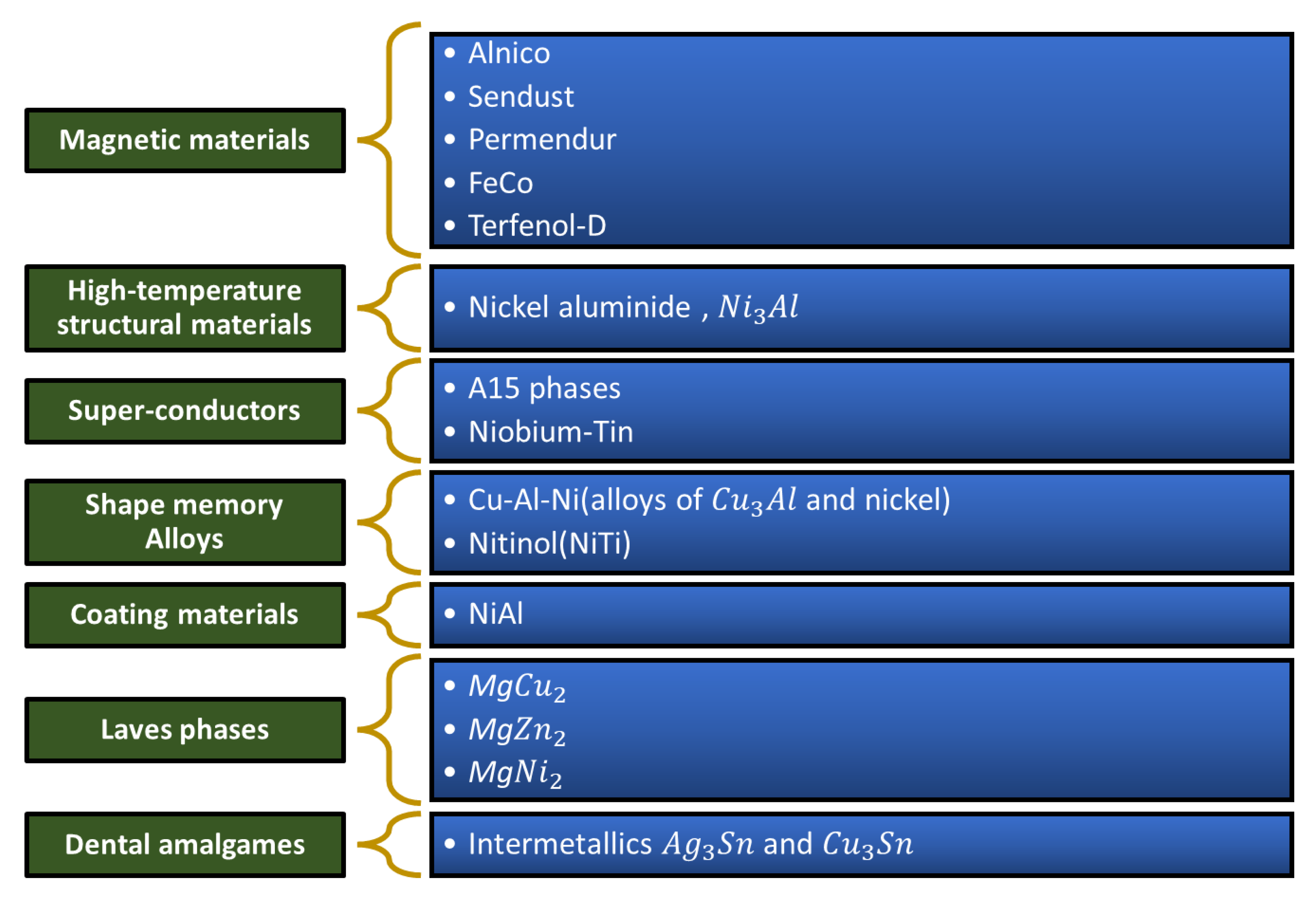
2. Importance of Nickel Aluminides
3. Challenges Involved in Nickel Aluminides
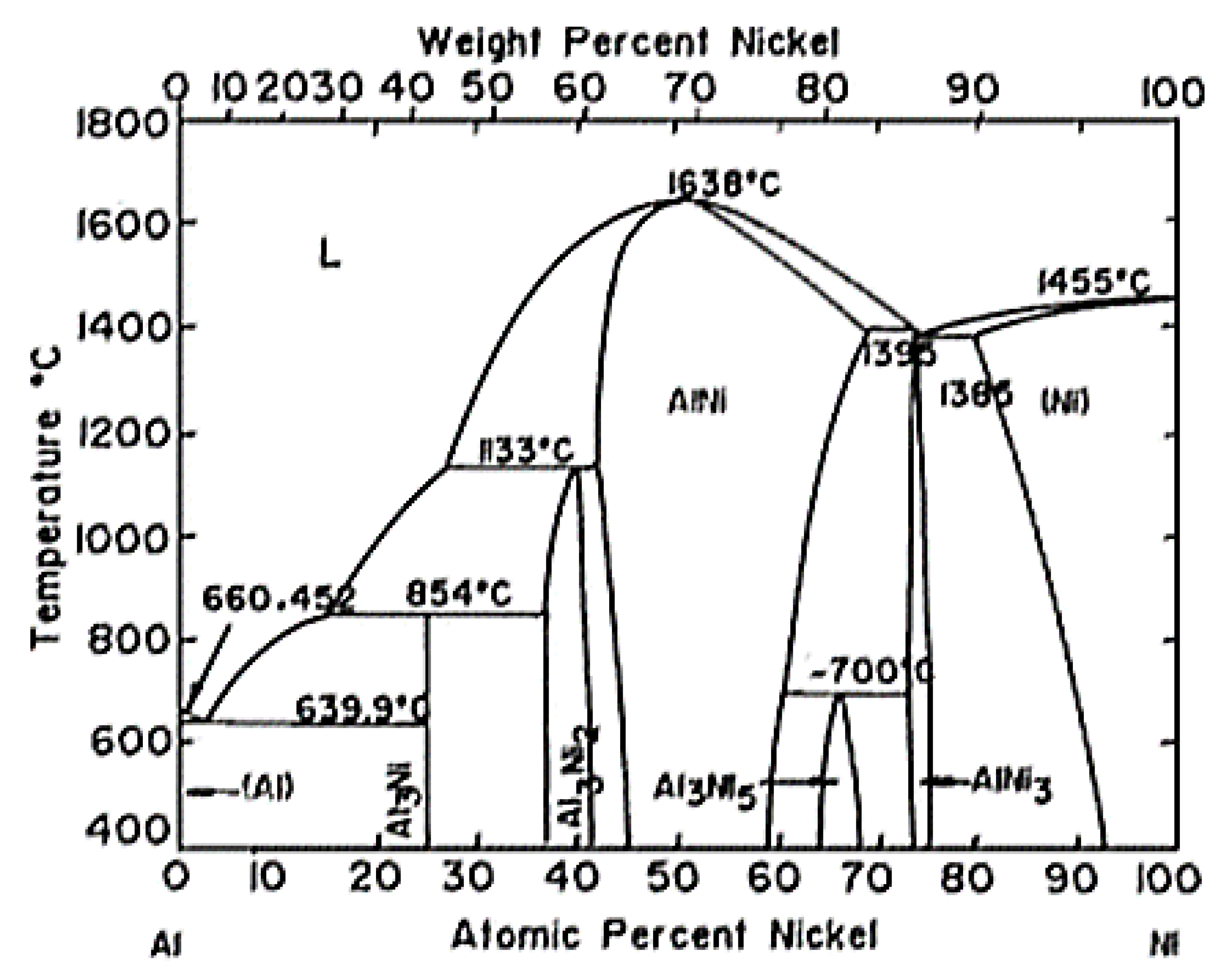
4. Phase Diagram of Nickel Aluminides
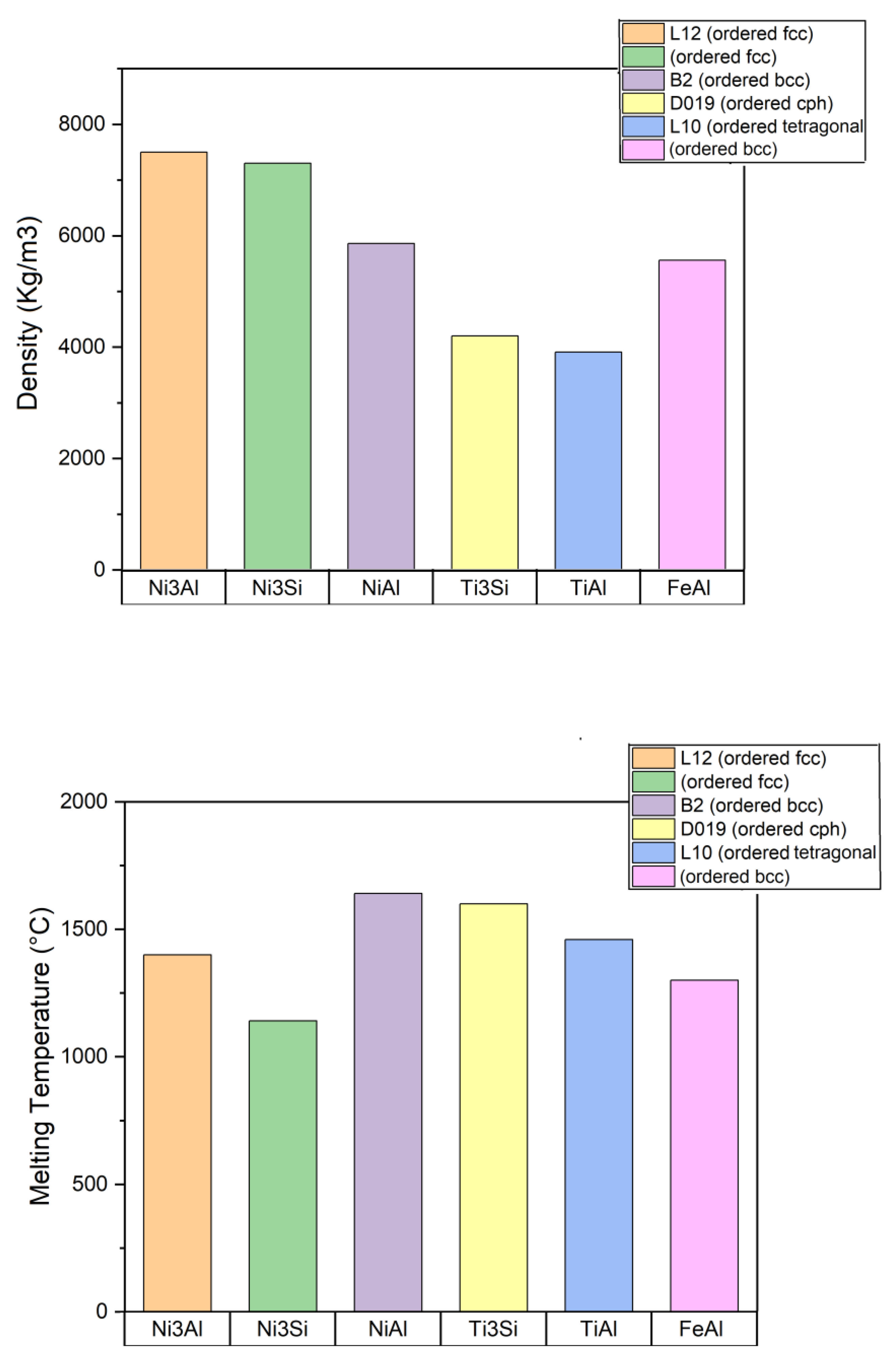
5. Properties of Nickel Aluminides
5.1. Hardness
- Hardness was found to be lower for stoichiometric compositions than for Al-rich compounds with non-stoichiometric compositions, which had greater hardness values.
5.2. Magnetic Properties
5.3. Electrical Properties
5.4. Grain-Boundary Embrittlement
5.5. Creep Behaviour
6. Impact of Alloying upon Strength and Ductility
7. Processing of Nickel Aluminides
7.1. Melting and Casting
7.2. Powder Metallurgy
7.3. Solid State Sintering
7.4. Mechanical Alloying
7.5. Reaction Synthesis
8. Applications of Nickel Aluminides
8.1. Nickel Aluminide Coating
8.2. Ni3Al Thin Foils
- directional solidifying and cold rolling
- directional crystallization: deliberated upon meticulous deforming of traditional cast of alloys.
9. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ward-Close, C.M.; Minor, R.; Doorbar, P.J. Intermetallic-matrix composites—A review. Intermetallics 1996, 4, 229. [Google Scholar] [CrossRef]
- Stoloff, N.S.; Liu, C.T.; Deevi, C.S. Emerging applications of intermetallics. Intermetallics 2000, 8, 1313–1320. [Google Scholar] [CrossRef]
- Sikka, V.K.; Deevi, S.C.; Viswanathan, S.; Swindeman, R.W.; Santella, M.L. Advances in processing of Ni3Al-based intermetallics and applications. Intermetallics 2000, 8, 1329–1337. [Google Scholar] [CrossRef]
- Kovalev, A.I.; Barskaya, R.A.; Wainstein, D.L. Effect of alloying on electronic structure, strength and ductility characteristics of nickel aluminide. Surf. Sci. 2003, 532–535, 35–40. [Google Scholar] [CrossRef]
- Talaş, Ş. Nickel aluminides. In Intermetallic Matrix Composites; Woodhead Publishing: Cambridge, UK, 2018; pp. 37–69. [Google Scholar] [CrossRef]
- Deevi, S.C.; Sikka, V.K.; Liu, C.T. Processing, properties, and applications of nickel and iron aluminides. Prog. Mater. Sci. 1997, 42, 177–192. [Google Scholar] [CrossRef]
- Biswas, A.; Roy, S.K.; Gurumurthy, K.R.; Prabhu, N.; Banerjee, S. A study of self-propagating high-temperature synthesis of NiAl in thermal explosion mode. Acta Mater. 2002, 50, 757–773. [Google Scholar] [CrossRef]
- Smallman, R.E.; Ngan, A.H. Selected Alloys. Modern Physical Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 529–569. [Google Scholar] [CrossRef]
- Barrett, C.; Massalski, T.B. Chapter 10—The Structure of Metals and Alloys. In Structure of Metals, 3rd ed.; Pergamon: New York, NY, USA, 1980; pp. 223–269. [Google Scholar]
- Mitra, R. Structural Intermetallics and Intermetallic Matrix Composites, 1st ed.; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar] [CrossRef]
- Sikka, V.K.; Mavity, J.T.; Anderson, K. Processing of nickel aluminides and their industrial applications. In High Temperature Aluminides and Intermetallics; Elsevier: Amsterdam, The Netherlands, 1992; pp. 712–721. [Google Scholar] [CrossRef] [Green Version]
- Nieh, T.G.; Stephens, J.J.; Wadsworth, J.; Liu, C.T. Chemical compatibility between silicon carbide and a nickel aluminide. In Proceedings of the International Conference on Composite Interfaces, Cleveland, OH, USA, 13–17 June 2018. No. CONF-880671-1. [Google Scholar]
- Liu, C.T.; Sikka, V.K.; Horton, J.A.; Lee, H. Alloy Development and Mechanical Properties of Nickel Aluminide Ni 3Al Alloys, ORNL-6483; Martin Marietta Energy Systems, Inc.; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 1988. [Google Scholar]
- Sikka, V.K. Nickel Aluminides-New Advanced Alloys. Mater. Manufact. Process. 1989, 4, 1–24. [Google Scholar] [CrossRef]
- Sikka, V.K.; Loria, E.A. Nickel Metallurgy, Vol. II, Industrial Applications of Nickel; Canadian Institute of Mining and Metallurgy: Montreal, QC, Canada, 1986; p. 293. [Google Scholar]
- Gosele, U.; Tu, K. Growth kinetics of planar binary diffusion couples: Thin-film case versus bulk cases. J. Appl. Phys. 1982, 53, 3252. [Google Scholar] [CrossRef]
- Tu, K.-N. Interdiffusion in thin films. Annu. Rev. Mater. Sci. 1985, 15, 147–176. [Google Scholar] [CrossRef]
- Yang, J.-M.; Kao, W.H.; Liu, C.T. Development of nickel aluminide matrix composites. Mater. Sci. Eng. A 1989, 107, 81–91. [Google Scholar] [CrossRef]
- Deevi, S.C.; Sikka, V.K. Nickel and iron aluminides: An overview on properties, processing, and applications. Intermetallics 1996, 4, 357–375. [Google Scholar] [CrossRef]
- Sikka, V.K.; Santella, M.L.; Orth, J.E. Processing and operating experience of Ni3Al-based intermetallic alloy IC-221M. Mater. Sci. Eng. A 1997, 239–240, 564–569. [Google Scholar] [CrossRef]
- Miracle, D.B. Overview No. 104 The physical and mechanical properties of NiAl. Acta Metall. Mater. 1993, 41, 649–684. [Google Scholar] [CrossRef]
- Godlewska, E.; Mitoraj, M.; Leszczynska, K. Hot corrosion of Ti–46Al–8Ta (at.%) intermetallic alloy. Corros. Sci. 2014, 78, 63–70. [Google Scholar] [CrossRef]
- Wu, Y.T.; Li, C.; Li, Y.F.; Wu, J.; Xia, X.C.; Liu, Y.C. Effects of heat treatment on the microstructure and mechanical properties of Ni3Al-based superalloys: A review. Int. J. Miner. Metall. Mater. 2021, 28, 553–566. [Google Scholar] [CrossRef]
- Tiwari, R.; Tewari, S.N.; Asthana, R.; Garg, A. Mechanical properties of extruded dual-phase NiAl alloys. J. Mater. Sci. 1995, 30, 4861–4870. [Google Scholar] [CrossRef]
- Choudry, M.S.; Dollar, M.; Eastman, J.A. Nanocrystalline NiAl-processing, characterization and mechanical properties. Mater. Sci. Eng. A 1998, 256, 25–33. [Google Scholar] [CrossRef]
- Cammarota, G.P.; Casagrande, A. Effect of ternary additions of iron on microstructure and microhardness of the intermetallic NiAl in reactive sintering. J. Alloys Compd. 2004, 381, 208–214. [Google Scholar] [CrossRef]
- Guo, J.T.; Du, X.H.; Zhou, L.Z. Preparation of nanocrystalline NiAl compounds and composites by mechanical alloying. In Materials Science Forum; Trans Tech Publications Ltd.: Wollerau, Switzerland, 2005; Volume 475, pp. 749–754. [Google Scholar]
- Pabi, S.K.; Murty, B.S. Mechanism of mechanical alloying in NiAl and CuZn systems. Mater. Sci. Eng. A 1996, 214, 146–152. [Google Scholar] [CrossRef]
- Kubaski, E.T.; Cintho, O.M.; Antoniassi, J.L.; Kahn, H.; Capocchi, J.D.T. Obtaining NiAl intermetallic compound using different milling devices. Adv. Powder. Technol. 2012, 23, 667–672. [Google Scholar] [CrossRef]
- Ying, D.Y.; Zhang, D.L. Effect of high energy ball milling on solid state reactions in Al–25 at.-%Ni powders. Mater. Sci. Technol. 2001, 17, 815–822. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A.; Sims, D. Production of reaction sintered nickel aluminide material. U.S. Patent 4,762,558, 9 August 1988. [Google Scholar]
- McCoy, K.P.; Shaw, K.G.; Trogolo, J.A. Analysis of residual phases in nickel aluminide powders produced by reaction synthesis. In MRS Fall Meeting-Symposium L—High- Temperature Ordered Intermetallic Alloys V; Materials Research Society: Warrendale, PA, USA, 1992; Volume 288, pp. 909–914. [Google Scholar]
- Liu, H.C.; Mitchell, T.E. Irradiation induced order-disorder in Ni3Al and NiAl. Acta Metall. 1983, 31, 863–872. [Google Scholar] [CrossRef]
- Chen, G.; Ni, X.; Nsongo, T. Lattice parameter dependence on long-range ordered degree during order–disorder transformation. Intermetallics 2004, 12, 733–739. [Google Scholar] [CrossRef]
- Bradley, A.J.; Taylor, A. Electric and magnetic properties of B2 structure compounds: NiAl, CoAl. Proc. R. Soc. 1937, 159A, 56–72. [Google Scholar]
- Foiles, S.M.; Daw, M.S. Application of the embedded atom method to Ni3Al. J. Mater. Res. 1987, 2, 5–15. [Google Scholar] [CrossRef]
- Pike, L.M.; Chang, Y.A.; Liu, C.T. Point defect concentrations and hardening in binary B2 intermetallics. Acta Mater. 1997, 45, 3709–3719. [Google Scholar] [CrossRef]
- Fleischer, R.L. High-strength, high-temperature intermetallic compounds. J. Mater. Sci. 1987, 22, 2281–2288. [Google Scholar] [CrossRef]
- Nagpal, P.; Baker, I. Effect of cooling rate on hardness of FeAl and NiAl. Metal Trans. A 1990, 21, 2281–2282. [Google Scholar] [CrossRef]
- Westbrook, J. Temperature dependence of hardness of the equi-atomic iron group alu- minides. J. Electrochem. Soc. 1956, 103, 54–63. [Google Scholar] [CrossRef]
- Kogachi, M.; Minamigawa, S.; Nakahigashi, K. Determination of long range order and vacancy content in the NiAl β′-phase alloys by x-ray diffractometry. Acta Metall. Mater. 1992, 40, 1113–1120. [Google Scholar] [CrossRef]
- Cahn, R.W. Lattice parameter changes on disordering intermetallics. Intermetallics 1999, 7, 1089–1094. [Google Scholar] [CrossRef]
- Talaş, Ş.; Göksel, O. Characterization of TiC and TiB2 reinforced Nickel Aluminide (NiAl) based metal matrix composites cast by in situ vacuum suction arc melting. Vacuum 2020, 172, 109066. [Google Scholar] [CrossRef]
- Guard, R.W.; Westbrook, J.H. The alloying behavior of Ni3Al. Trans. Metall. Soc. AIME 1959, 215, 807–814. [Google Scholar]
- De Boer, F.R.; Schinkel, C.J.; Biesterbos, J.; Proost, S.; Ning, B.; Weaver, M.L. Exchange-enhanced paramagnetism and weak ferromagnetism in the Ni3Al and Ni3Ga phases: Giant moment inducement in Fe-doped Ni3Ga. J. Appl. Phys. 1969, 40, 1049–1055. [Google Scholar] [CrossRef]
- Sasakura, H.; Suzuki, K.; Masuda, Y. Curie temperature in itinerant electron ferromagnetic Ni3Al system. J. Phys. Soc. Jpn. 1984, 53, 754–759. [Google Scholar] [CrossRef]
- Manga, V.R.; Saal, J.E.; Wang, Y.; Crespi, V.H.; Liu, Z.-K. Magnetic perturbation and associated energies of the antiphase boundaries in ordered Ni3Al. J. Appl. Phys. 2010, 108, 103509. [Google Scholar] [CrossRef]
- Lazar, P.; Podloucky, R. Ductility and magnetism: An ab-initio study of NiAl–Fe and NiAl–Mn alloys. Intermetallics 2009, 17, 675–679. [Google Scholar] [CrossRef]
- Zhou, J.; Guo, J.T. Effect of Ag alloying on microstructure, mechanical and electrical properties of NiAl intermetallic compound. Mater. Sci. Eng. A 2003, 339, 166–174. [Google Scholar] [CrossRef]
- Terada, Y.; Ohkubo, K.; Mohri, T.; Suzuki, T. Thermal conductivity of intermetallic com- pounds with metallic bonding. Mater. Trans. 2002, 43, 3167–3176. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.; White, C.; Horton, J. Effect of boron on grain-boundaries in Ni3Al†. Acta Metall. 1985, 33, 213–229. [Google Scholar] [CrossRef] [Green Version]
- Doychak, J.; Nesbitt, J.A.; Noebe, R.D.; Bowman, R.R. Oxidation of A12O3 continuous fiber-reinforced/NiAl composites. Oxid. Met. 1992, 38, 45–72. [Google Scholar] [CrossRef]
- Shigeji, T.; Shibata, T. Oxidation behavior of Ni2Al-0.1 B containing 2Cr. Oxid. Met. 1987, 28, 155–163. [Google Scholar]
- Pan, Y.C.; Chuang, T.H.; Yao, Y.D. Long-term oxidation behaviour of Ni3Al alloys with and without chromium additions. J. Mater. Sci. 1991, 26, 6097–6103. [Google Scholar] [CrossRef]
- Liu, C.T.; Stiegler, J.O. Ductile ordered intermetallic alloys. Science 1984, 226, 636–642. [Google Scholar] [CrossRef]
- Shigeji, T.; Shibata, T. Cyclic oxidation behavior of Ni3Al-0.1 B base alloys containing a Ti, Zr, or Hf addition. Oxid. Met. 1986, 25, 201–216. [Google Scholar]
- Guo, J.; Sun, C.; Li, H.; Guan, H. Correlation between oxidation behaviour and boron content in Ni3Al. Chin Shu Hsueh Pao 1989, 25. [Google Scholar]
- Yuan, Z.; Song, S.; Faulkner, R.G.; Yu, Z. Combined effects of cerium and boron on the mechanical properties and oxidation behaviour of Ni3Al alloy. J. Mater. Sci. 1988, 33, 463–469. [Google Scholar] [CrossRef]
- Wood, G.C.; Stott, F.H. Oxidation of alloys. Mater. Sci. Technol. 1987, 3, 519–530. [Google Scholar] [CrossRef]
- Dongyun, L. Effects of solution heat treatment on the microstructure, oxidation, and mechanical properties of a cast Ni3Al-based intermetallic alloy. Met. Mater. Int. 2006, 12, 153–159. [Google Scholar]
- Hippsley, C.A.; Strangwood, M.; DeVan, J.H. Effects of chromium on crack growth and oxidation in nickel aluminide. Acta Metall. Et Mater. 1990, 38, 2393–2410. [Google Scholar] [CrossRef]
- Wagner, C. Passivity and inhibition during the oxidation of metals at elevated temperatures. Corros. Sci. 1965, 5, 751–764. [Google Scholar] [CrossRef]
- Zhai, W.; Shi, X.; Yao, J.; Ibrahim, A.M.M.; Xu, Z.; Zhu, Q.; Xiao, Y.; Chen, L.; Zhang, Q. Investigation of mechanical and tribological behaviors of multilayer graphene reinforced Ni3Al matrix composites. Compos. Part B Eng. 2015, 70, 149–155. [Google Scholar] [CrossRef]
- Kear, B.H.; Pettit, F.S.; Fornwalt, D.E.; Lemaire, L.P. On the transient oxidation of a Ni-15Cr-6Al alloy. Oxid. Met. 1971, 3, 557–569. [Google Scholar] [CrossRef]
- Choi, S.C.; Cho, H.J.; Lee, D.B. Effect of Cr, Co, and Ti additions on the high-temperature oxidation behavior of Ni3Al. Oxid. Met. 1996, 46, 109–127. [Google Scholar] [CrossRef]
- Kainuma, R.; Ohtani, H.; Ishida, K. Effect of alloying elements on martensitic transformation in the binary NiAl (β) phase alloys. Metall. Mater. Trans. A 1996, 27, 2445–2453. [Google Scholar] [CrossRef]
- Matsuura, K.; Kitamura, T.; Kudoh, M.; Itoh, Y. Changes in Microstructure and Mechanical Properties during Solid Sintering of Ni–Al Mixed Powder Compact. Mater. Trans. JIM 1996, 37, 1067–1072. [Google Scholar] [CrossRef] [Green Version]
- Black, R.; Carolan, R.; Li, C.-Y.; Sikka, V.K.; Liu, C.T. Load relaxation studies of grain boundary effects in two Ni3Al alloys at elevated temperatures. Scr. Metall. 1987, 21, 1675–1680. [Google Scholar] [CrossRef]
- Wright, R.N.; Sikka, V.K. Elevated temperature tensile properties of powder metallurgy Ni3Al alloyed with chromium and zirconium. J. Mater. Sci. 1988, 23, 4315–4318. [Google Scholar] [CrossRef]
- Ko, H.; Hong, K.T.; Kaufmann, M.J.; Lee, K.S. The effect of long range order on the ac- tivation energy for atomic migration in NiAl alloys: Resistivity study. J. Mater. Sci. 2002, 37, 1915–1920. [Google Scholar] [CrossRef]
- Cardellini, F.; Mazzone, G.; Montone, A.; Antisari, M.V. Solid state reactions between Ni and Al powders induced by plastic deformation. Acta Met. Mater. 1994, 42, 2445–2451. [Google Scholar] [CrossRef]
- Ivanov, E.; Grigorieva, T.; Golubkova, G.; Boldyrev, V.; Fasman, A.B.; Mikhailenko, S.D.; Kalinina, O.T. Synthesis of nickel aluminides by mechanical alloying. Mater. Lett. 1988, 7, 51–54. [Google Scholar] [CrossRef]
- Coreño Alonso, O.; Cabañas-Moreno, J.G.; Cruz-Rivera, J.J.; Florez-Diaz, G.; De Ita, A.; Quintana-Molina, S.; Falcony, C. Al-Ni intermetallics produced by spontaneous reaction during milling. J. Metastab. Nanocryst. Mater. 2000, 343–346, 290–295. [Google Scholar]
- Kuenzly, J.D.; Douglass, D.L. The oxidation mechanism of Ni3Al containing yttrium. Oxid. Met. 1974, 8, 139–178. [Google Scholar] [CrossRef]
- Orth, J.E.; Sikka, V.K. Commercial casting of nickel aluminide alloys. Adv. Mater. Processes 1995, 148. [Google Scholar]
- Sikka, V.K.; Wilkening, D.; Liebetrau, J.; Mackey, B. Melting and casting of FeAl-based cast alloy. Mater. Sci. Eng. A 1998, 258, 229–235. [Google Scholar] [CrossRef] [Green Version]
- Jozwik, P.; Polkowski, W.; Bojar, Z. Applications of Ni3Al Based Intermetallic Alloys—Current Stage and Potential Perceptivities. Materials 2015, 8, 2537–2568. [Google Scholar] [CrossRef] [Green Version]
- Hirano, T.; Demura, M.; Kishida, K.; Hong, H.U.; Suga, Y. Mechanical properties of cold-rolled thin foils of Ni3Al. In Proceedings of the 3rd International Symposium on Structural Intermetallics, Jackson Hole, WY, USA, 23–27 September 2001; pp. 765–774. [Google Scholar]
- Schafrik, R.E. A perspective on intermetallic commercialization for aero-turbine applications. In Proceedings of the 3rd International Symposium on Structural Intermetallics, Jackson Hole, WY, USA, 23–27 September 2001; pp. 13–17. [Google Scholar]
- Han, Y.F.; Chen, R.Z. R&D of cast superalloys and processing for gas turbine blades in BIAM. Acta Metall. Sin. 1996, 9, 457–463. [Google Scholar]
- Malik, A.U.; Ahmad, R.; Ahmad, S.; Ahmad, S. High temperature oxidation behaviour of nickel aluminide coated mild steel. Anti-Corros. Methods Mater. 1991, 38, 4–10. [Google Scholar] [CrossRef]
- Dey, G.K. Physical metallurgy of nickel aluminides. Sadhana 2003, 28, 247–262. [Google Scholar] [CrossRef] [Green Version]
- Brandl, W.; Marginean, G.; Maghet, D.; Utu, D. Effects of specimen treatment and surface preparation on the isothermal oxidation behaviour of the HVOF-sprayed MCrAlY coatings. Surf. Coat. Technol. 2004, 188–189, 20–26. [Google Scholar] [CrossRef]
- Hsiung, L.; Stoloff, N. Point defect model for fatigue crack initiation in Ni3Al+B single crystals. Acta Metall. Et Mater. 1990, 38, 1191–1200. [Google Scholar] [CrossRef]
- Sglavo, V.M.; Marino, F.; Zhang, B.-R. The preparation and mechanical properties of Al2O3/ Ni3Al composites. Compos. Sci. Technol. 1999, 59, 1207–1212. [Google Scholar] [CrossRef]
- Gao, M.X.; Oliveira, F.J.; Pan, Y.; He, Y.; Jiang, E.B.; Baptista, J.L.; Vieira, J.M. The oxidation behaviour of TiC matrix Ni3Al and Fe40Al toughened composites at high temperatures. Mater Sci. Forum 2006, 514–516, 657–661. [Google Scholar] [CrossRef]
- Xu, Y.; Kameoka, S.; Kishida, K.; Demura, M.; Tsai, A.-P.; Hirano, T. Catalytic properties of Ni3Al intermetallics for methanol decomposition. Mater. Trans. 2004, 45, 3177–3179. [Google Scholar] [CrossRef] [Green Version]
- Darolia, R.; Walston, E.S.; Noebe, R.; Garg, A.; Oliver, B.F. Mechanical properties of high purity single crystal NiAl. Intermetallics 1999, 7, 1195–1202. [Google Scholar] [CrossRef]
- Ebrahimi, F.; Hoyle, T.G. Brittle-to-ductile transition in polycrystalline NiAl. Acta Mater. 1997, 45, 4193–4204. [Google Scholar] [CrossRef]
- Gehling, M.G.; Vehoff, H. Computation of the fracture stress in notched NiAl-polycrystals. Mater. Sci. Eng. A 2002, 329–331, 255–261. [Google Scholar] [CrossRef]
- Kinsey, H.V.; Stewart, M.T. Nickel Aluminium-Molybdenum alloys for service at elevated temperatures. Trans. Am. Soc. Metals 1951, 43, 193–219. [Google Scholar]
- Maxwell, W.A.; Grala, P.F. Investigation of Nickel Aluminium Alloys Containing from 14 to 34 Percent Aluminium; NASA technical note, 3259; NASA: Washington, DC, USA, 1954. [Google Scholar]
- Sikka, V.K.; Deevi, S.C.; Vought, J.D. Exo-Melt: A commercially viable process. Adv. Mater. Process 1995, 147, 29–31. [Google Scholar]
- Deevi, S.; Sikka, V.K. Exo-Melt process for melting and casting of intermetallics. Intermetallics 1997, 5, 17–27. [Google Scholar] [CrossRef]
- Chaithanya, M. Processing and Characterization of Ni-Al Coating on Metal Substrates. Master’s Thesis, National Institute of Technology, Rourkela, India, 2007. [Google Scholar]
- Xanthopoulou, G.; Marinou, A.; Vekinis, G.; Lekatou, A.; Vardavoulias, M. Ni-Al and NiO-Al Composite Coatings by Combustion-Assisted Flame Spraying. Coatings 2014, 4, 231–252. [Google Scholar] [CrossRef] [Green Version]
- Hirano, T.; Demura, M.; Kishida, K. Method for Manufacturing Ni3Al Alloy Foil. JP2. Patent No. 003,034,832, 7 February 2003. [Google Scholar]
- Demura, M.; Suga, Y.; Umezawa, O.; Kishida, K.; George, E.P.; Hirano, T. Fabrication of Ni3Al thin foil by cold-rolling. Intermetallics 2001, 9, 157–167. [Google Scholar] [CrossRef]
- Demura, M.; Kishida, K.; Suga, Y.; Takanashi, M.; Hirano, T. Fabrication of thin Ni3Al foils by cold rolling. Sci. Mater. 2002, 47, 267–272. [Google Scholar] [CrossRef]
- Intermetallic Compound. Encyclopedia Britannica. Available online: http://www.britannica.com/EBchecked/topic/290430/intermetallic-compound (accessed on 2 January 2015).
- Varin, R.A. Intermetallics: Crystal structures. Encycl. Mater. Sci. Technol. 2011, 4177–4180. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Intermetallics | Weight Percent (wt%) of Aluminum | Heat of Formation <298 (kcal/mol) | Melting Point (°C) |
|---|---|---|---|
| Ni3Al | 13.28 | −66.6 ± 1.2 | 1395 |
| NiAl | 31.49 | 28.3 ± 1.2 | 1639 |
| Ni2Al3 | 40.81 | 67.5 ± 4.0 | 1133 |
| degNiAl3 | 57.96 | 36.0 ± 2.0 | 854 |
| Alloy | γ111 (mJ/m2) | γ111/γ100 | γ100 (mJ/m2) |
|---|---|---|---|
| Ni-23.5Al + 0.25B | 170 ± 13 | 1.37 | 124 ± 8 |
| Ni-26.5Al | 175 ± 12 | 1.51 | 113 ± 10 |
| Ni-25.5Al | 175 ± 13 | 1.31 | 134 ± 8 |
| Ni-24.5Al | 179 ± 15 | 1.25 | 143 ± 7 |
| Ni-23.5Al | 183 ± 12 | 1.17 | 157 ± 8 |
| Particulars | NiAl | Ni3Al |
|---|---|---|
| Lattice stelecructure |  Ordered body-centered cubic |  Ordered face-centered cubic |
| Phase formation | composition range of ~45–60 at% Ni below ~400 °C | 23–28 at% Al |
| Strukturbericht- superstructure | B2, (ordered crystal structure of simple CsCl prototype) | L12, (systematized crystal structure of simple AuCu3 prototype) |
| Space group | pm-3m (221) | cubic pm-3m (221) |
| Lattice parameter | 2.887 A | 0.356 nm (No ternary addition)—Bradley and Taylor 0.357 nm—by Mishima et al. and y Guard and Westbrook |
| sublattices (alpha and beta) | Ni in corners (0,0,0) Al atoms into center body positioning (1/2,1/2,1/2) | Al atoms into (0,0,0) lattice locations are coexisting with nickel atoms into (0,1/2,1/2, 1/2,0,1/2, and 1/2,1/2,0) lattice positions. |
| Ordering behavior | nonlinear second-order transition behavior [34] | Linear dependency of lattice constraints upon LRO constraints Order–order relaxation had been observed for one of the very first times in the Ni3Al phase of an intermetallic compound [33,34] |
| Density | 5.85 g/cm3 | 7.50 g/cm3 |
| Youngs Modulus (GPa) | 294 | 179 |
| Elements | Description | Reference |
|---|---|---|
| Boron |
| [51,52,53,54,55,56,57,58] |
| Chromium |
| [59,60,61,62,63,64] |
| Titanium |
| [65] |
| Lithium |
| [66] |
| Molybdenum |
| [66] |
| Reactive elements |
| [71,72,73,74] |
| Alloy | σ0.2 (MPa) | ε (%) | ψ (%) |
|---|---|---|---|
| NiAl | 292 | 12.0 | 0 |
| NiAl (B) | 400 | 25.6 | 0 |
| NiAl (La) | 311 | 29.5 | 70.0 |
| NiAl (Fe) | 396 | 28.0 | 65.0 |
| NiAl (Co) | 384 | 30.8 | 69.0 |
| NiAl (Cr) | 421 | 24.8 | 60.8 |
| NiAl (Mo) | 340 | 26.0 | 17.0 |
| Alloy Composition | Strain Rate (s−1) and Environment | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation to Failure (%) |
|---|---|---|---|---|
| Tests at room temperature | ||||
| Ni-24 Al | 3.3 × 10−3, air | 280 | 333 | 2.6 |
| Ni-24 Al | 3.3 × 10−3, oxygen | 279 | 439 | 7.2 |
| Ni-24 Al-500 ppm B | 3.3 × 10−3, air | 290 | 1261 | 41.2 |
| Ni-24 Al-500 ppm B | 3.3 × 10−3, oxygen | 289 | 1316 | 39.4 |
| Ni-24.8 Al-500 ppm B | 3.3 × 10−3, air | 290 | 671 | 18.1 |
| Ni-24.8 Al-500 ppm B | 3.3 × 10−3, oxygen | 306 | 801 | 25.4 |
| Ni-25.2 Al-500 ppm B | 3.3 × 10−3, air | 221 | 300 | 8.4 |
| Ni-25.2 Al-1000 ppm B | 3.3 × 10−3, air | 344 | 552 | 10.2 |
| Tests at −196 °C (77 K) | ||||
| Ni-23.4 Al | 254–269 | 672–762 | 31.3–31.8 | |
| Application | Description | Example |
|---|---|---|
Automotive:
| 1. able to withstand high temperatures without weakening, oxidation resistance, chemical compatibility low cost and improved fatigue life 2. Compared to common automotive materials, this one is more corrosion-resistant and can withstand high temperatures without deforming. It is also lighter and five times stronger than stainless steel. Since this is the case, Ni3Al alloys may be utilized for a wide variety of purposes, including those requiring high strength or the absorption of energy, such as in the construction of car bodies. | IC-221M |
| Hydroturbine rotors |
| Alloy IC-50 |
| Glass processing |
| IC-221M |
| Chemical processing |
| IC-218LZr |
Metal processing
|
| IC-221 IC-221 M |
| Binder for ceramics |
| IC-50 IC218LZr |
| Roller bearings |
| IC218LZr |
Steel Industry
|
| IC-221M |
| Compressor and Turbine Blades in Aircraft Engines |
| IC6 IC10 VKNA’s |
| Applications | Properties |
|---|---|
| Furnace rollers for heating steel slabs |
|
| Hydro turbine rotors |
|
| Jet engines turbine blades vanes |
|
| Cutting tools |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sampath, S.; Ravi, V.P.; Sundararajan, S. An Overview on Synthesis, Processing and Applications of Nickel Aluminides: From Fundamentals to Current Prospects. Crystals 2023, 13, 435. https://doi.org/10.3390/cryst13030435
Sampath S, Ravi VP, Sundararajan S. An Overview on Synthesis, Processing and Applications of Nickel Aluminides: From Fundamentals to Current Prospects. Crystals. 2023; 13(3):435. https://doi.org/10.3390/cryst13030435
Chicago/Turabian StyleSampath, Santosh, Vignesh Pandian Ravi, and Srivatsan Sundararajan. 2023. "An Overview on Synthesis, Processing and Applications of Nickel Aluminides: From Fundamentals to Current Prospects" Crystals 13, no. 3: 435. https://doi.org/10.3390/cryst13030435
APA StyleSampath, S., Ravi, V. P., & Sundararajan, S. (2023). An Overview on Synthesis, Processing and Applications of Nickel Aluminides: From Fundamentals to Current Prospects. Crystals, 13(3), 435. https://doi.org/10.3390/cryst13030435