
Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities



Abstract
:1. Introduction


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Non-Heat-Treatable Aluminum Series | Common Alloys (Number) | Alloy System | Tensile Strength Range (MPa) |
|---|---|---|---|
| 1xxx | 1050, 1060, 1100 | Pure Al | 70–175 |
| 3xxx | 3003, 3004, 3105 | Al-Mn | 140–280 |
| 5xxx | 5005, 5052, 5056, 5083, 5086, 5454, 5456, 5657, 5754 | Al-Mg | 140–380 |
2. Application
2.1. Marine
2.2. Aerospace
2.3. Railway
2.4. Automotive
3. Optimization of Welding Parameters
3.1. Effect of Traverse and Rotational Speeds
3.1.1. Softening (High Heat Input)
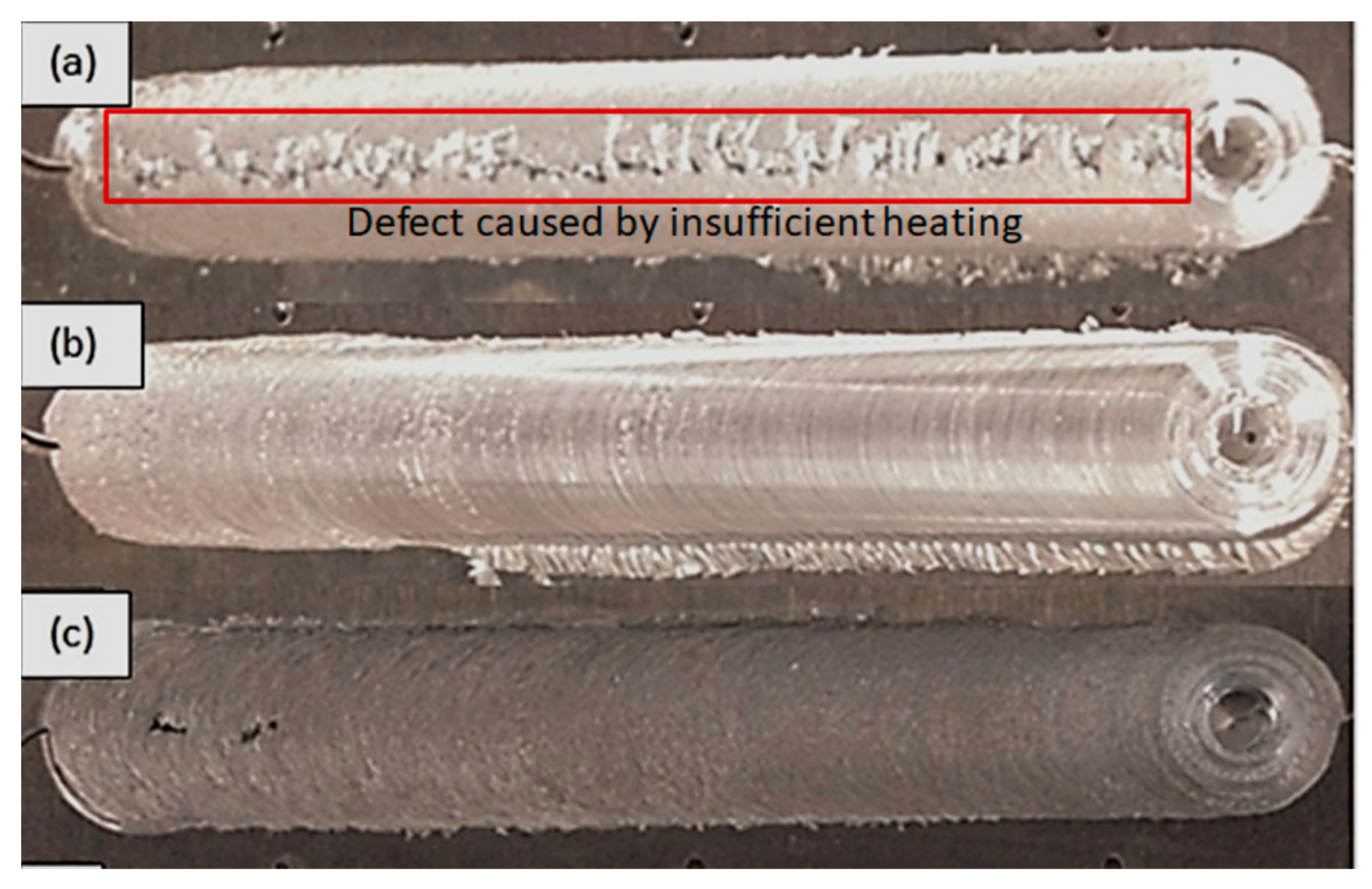
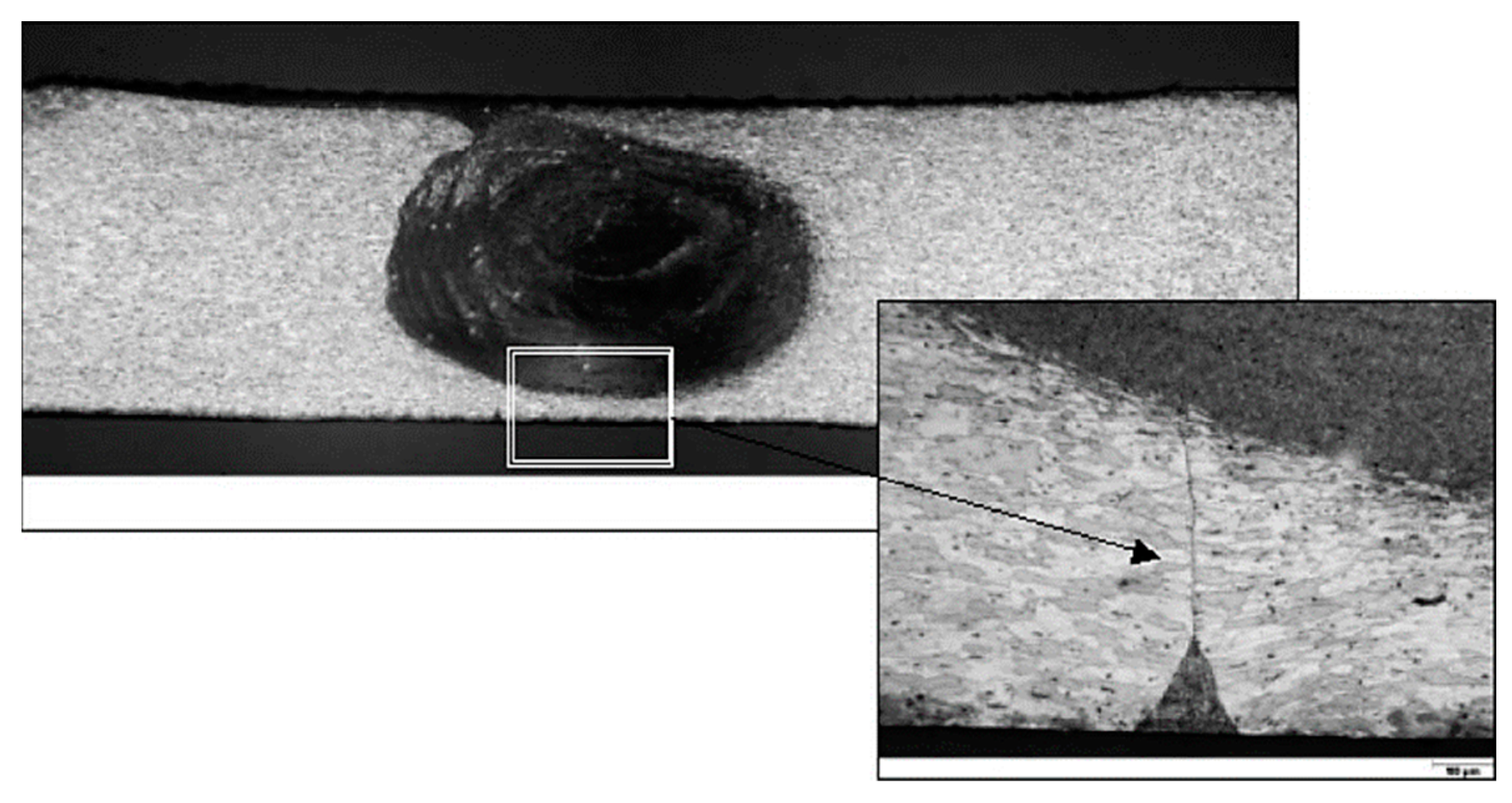
3.1.2. Defects (Low Heat Input)
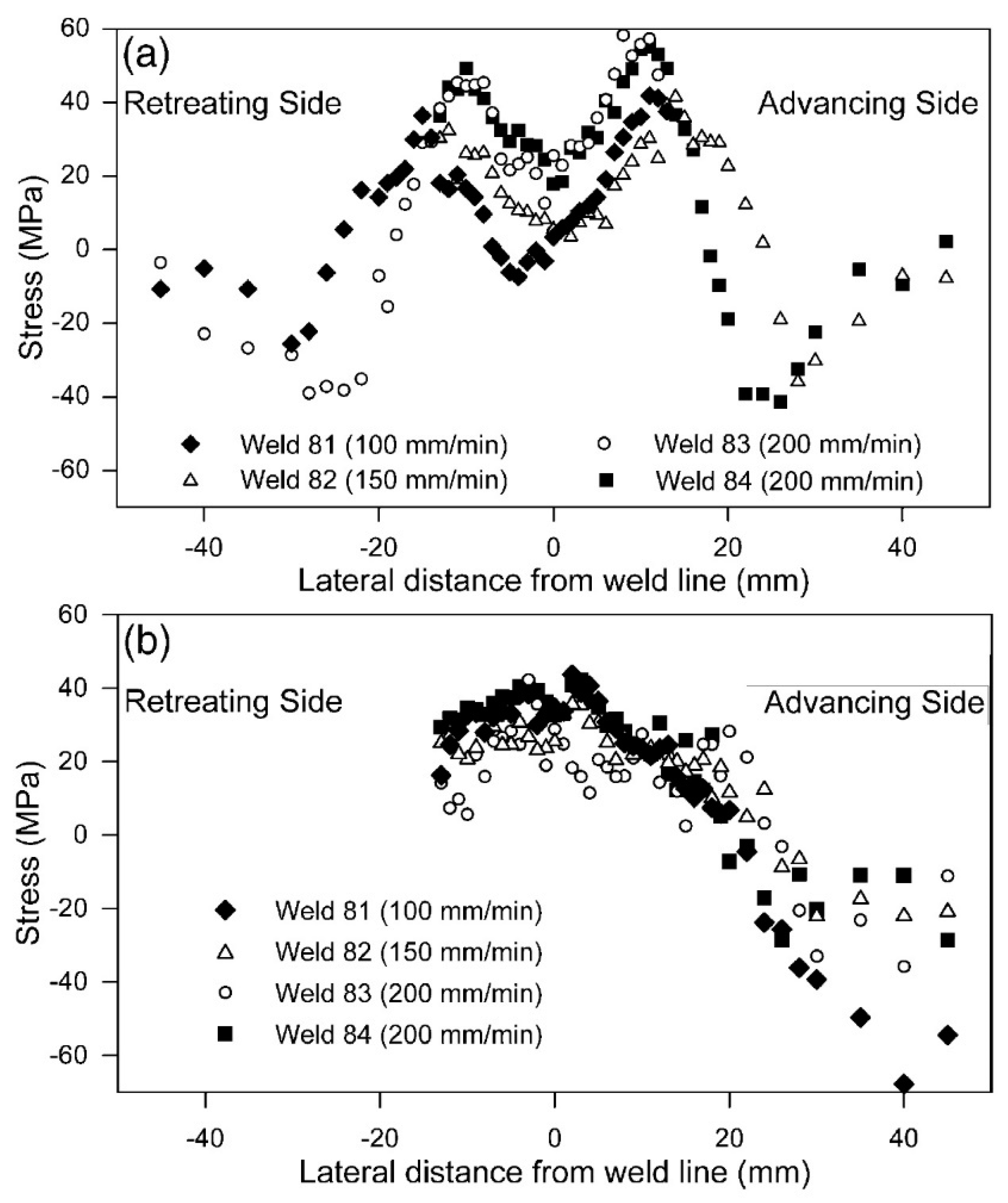
3.1.3. Distortion and Residual Stress
3.2. Effect of Tool Pin Geometry
3.3. Effect of Tool Tilt Angle and Plunge Depth
4. Incorporation of Reinforcement Particles
4.1. Effect of Reinforcement Particles on Hardness
4.2. Effect of Reinforcement Particles on the Tensile Strength
5. Development of Underwater Friction Stir Welding (UFSW)
5.1. Effect of UFSW on the Hardness
5.2. Effect of UFSW on Tensile Strength
5.3. Effect of UFSW on Fatigue Life
6. Other Approaches
6.1. Surface Modification
6.2. Bobbin Tool FSW
6.3. Cu Backing
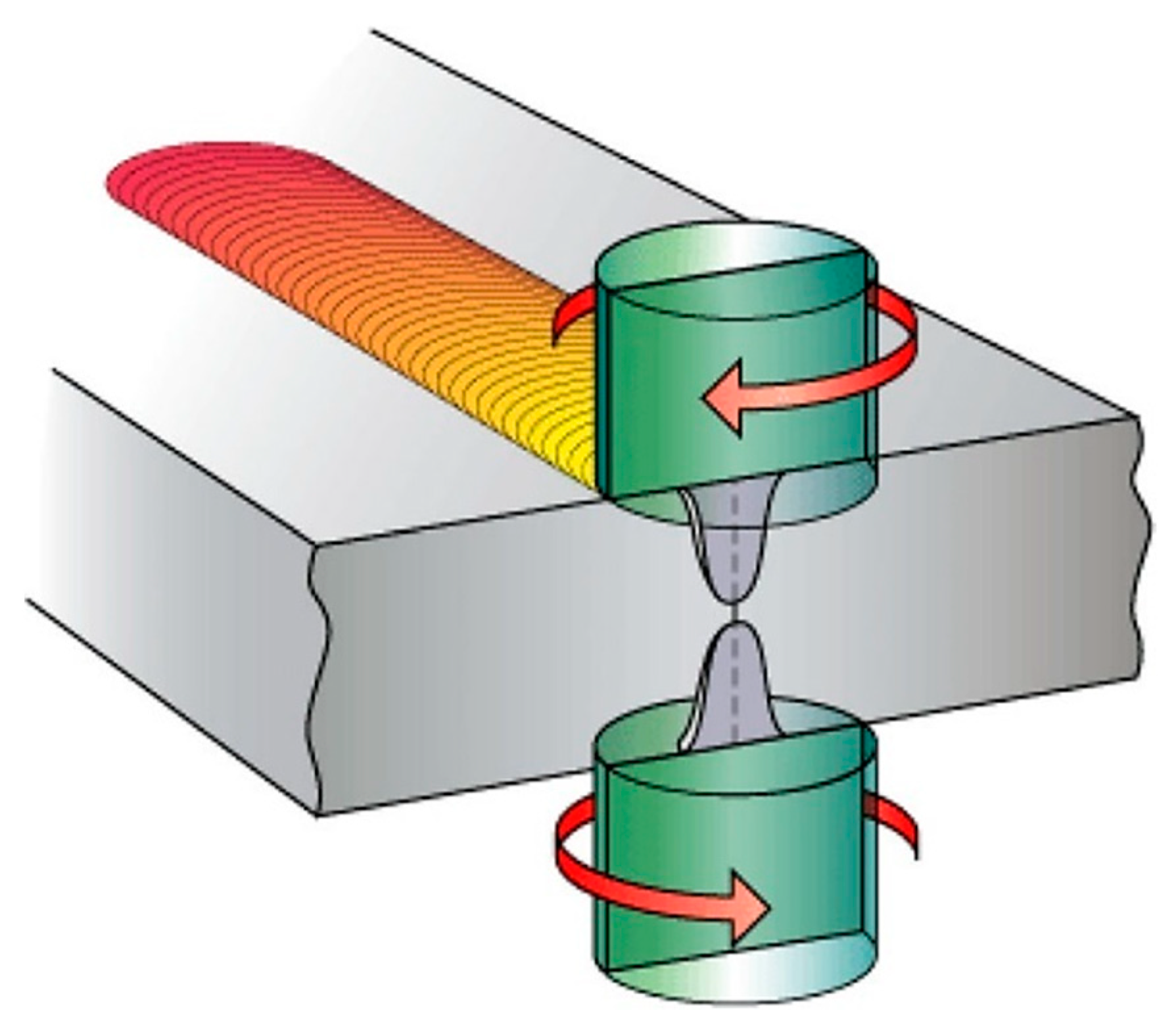
6.4. Double-Sided Friction Stir Welding (DS-FSW)
7. Future Outlooks
8. Summary
- Increasing the ratio of traverse to rotational speed (revolutionary pitch) can lead to three consequences: less softening effect, more defect formation (tunneling, hooking, and kissing bonds), and less distortion.
- Low softening caused by less heat input leads to an increase in the mechanical properties of the defect-free FSWed joint. However, insufficient heat input increases the risk of defect formation. Furthermore, the distortion and unfavorable residual stress, as factors affecting fatigue performance, are limited by low heat input in FSWed joints of non-heat-treatable Al alloys. Therefore, to achieve a high joint quality with minimum softening, defects, and distortion, the rotational and traverse speeds must be optimized.
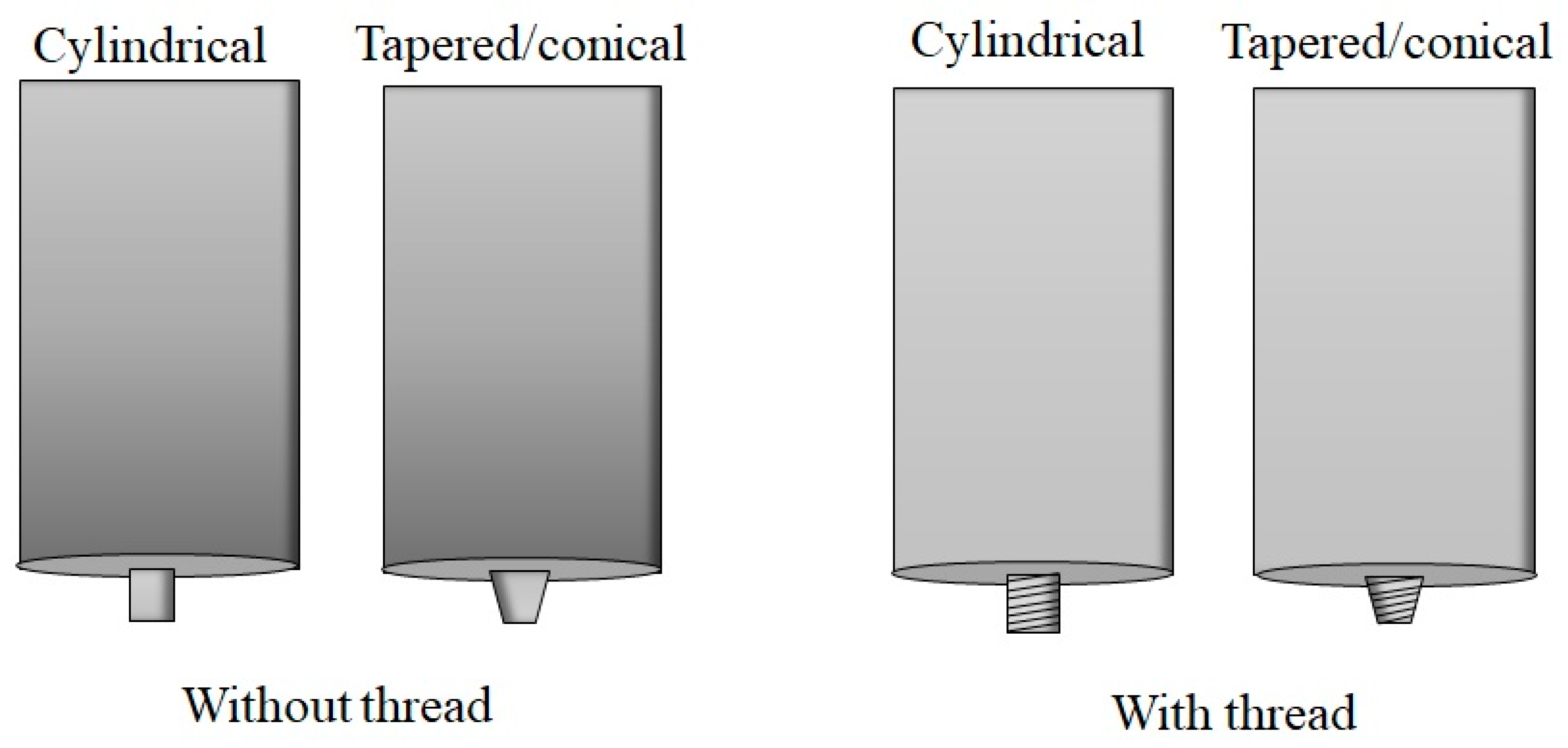
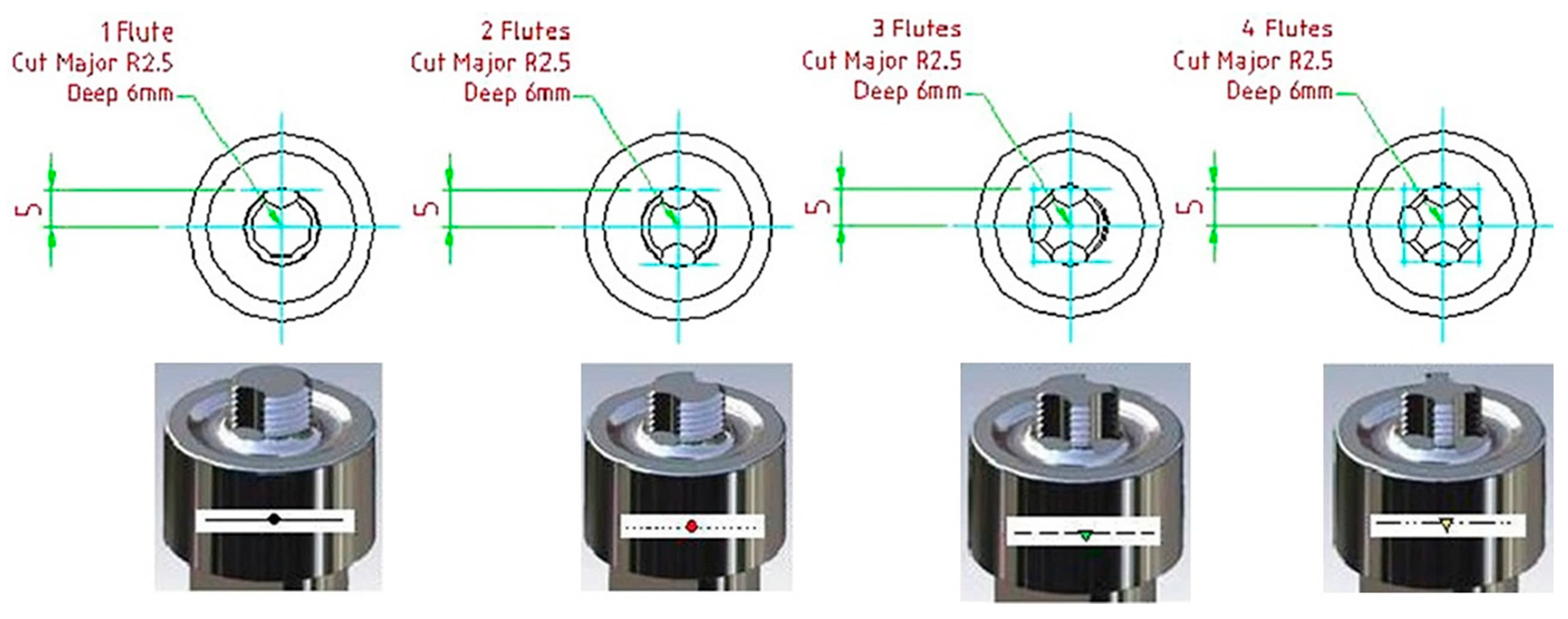
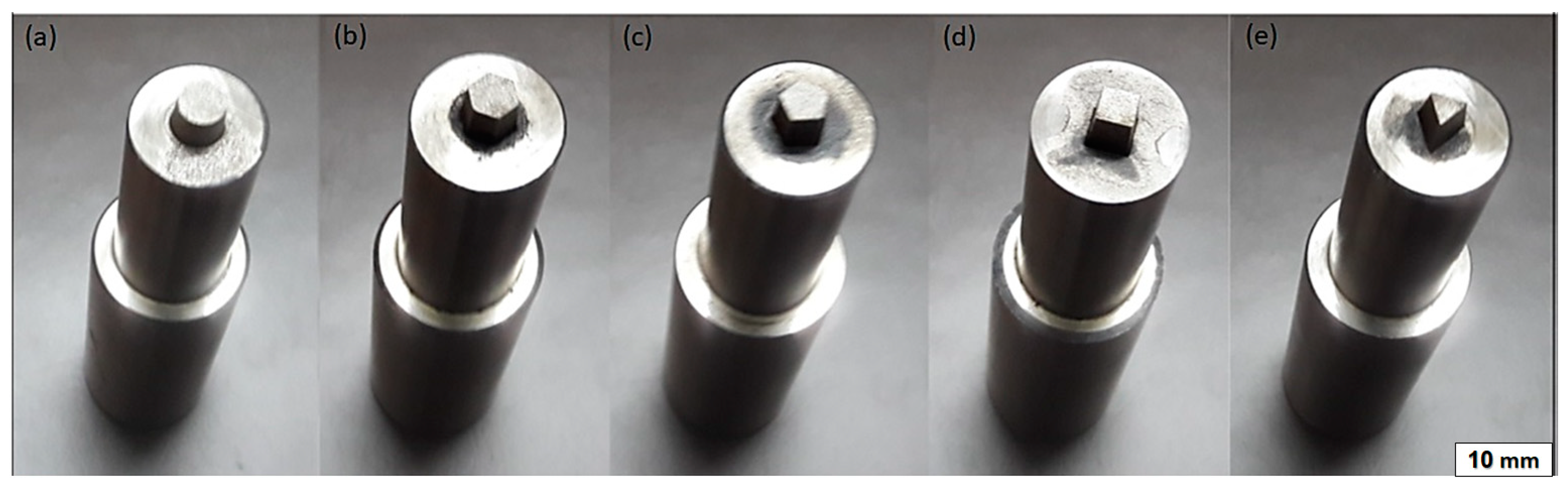
- Proper tool design allows for the creation of defect-free joints in the FSW of non-heat-treatable Al alloys. Threaded pins (both taper and cylindrical shapes) are recommended for lower tool rotational speed. Due to severe turbulence in the material flow, using threaded tools at higher rotational speeds compromises the quality of the weld. Furthermore, unthreaded tapered (conical) pins offer better weld quality than straight cylindrical ones. The modified 3-flute pin is an effective design which enhances joint efficiency. In addition, the square pin design produces higher quality FSWed joints relative to other polyhedral shapes.
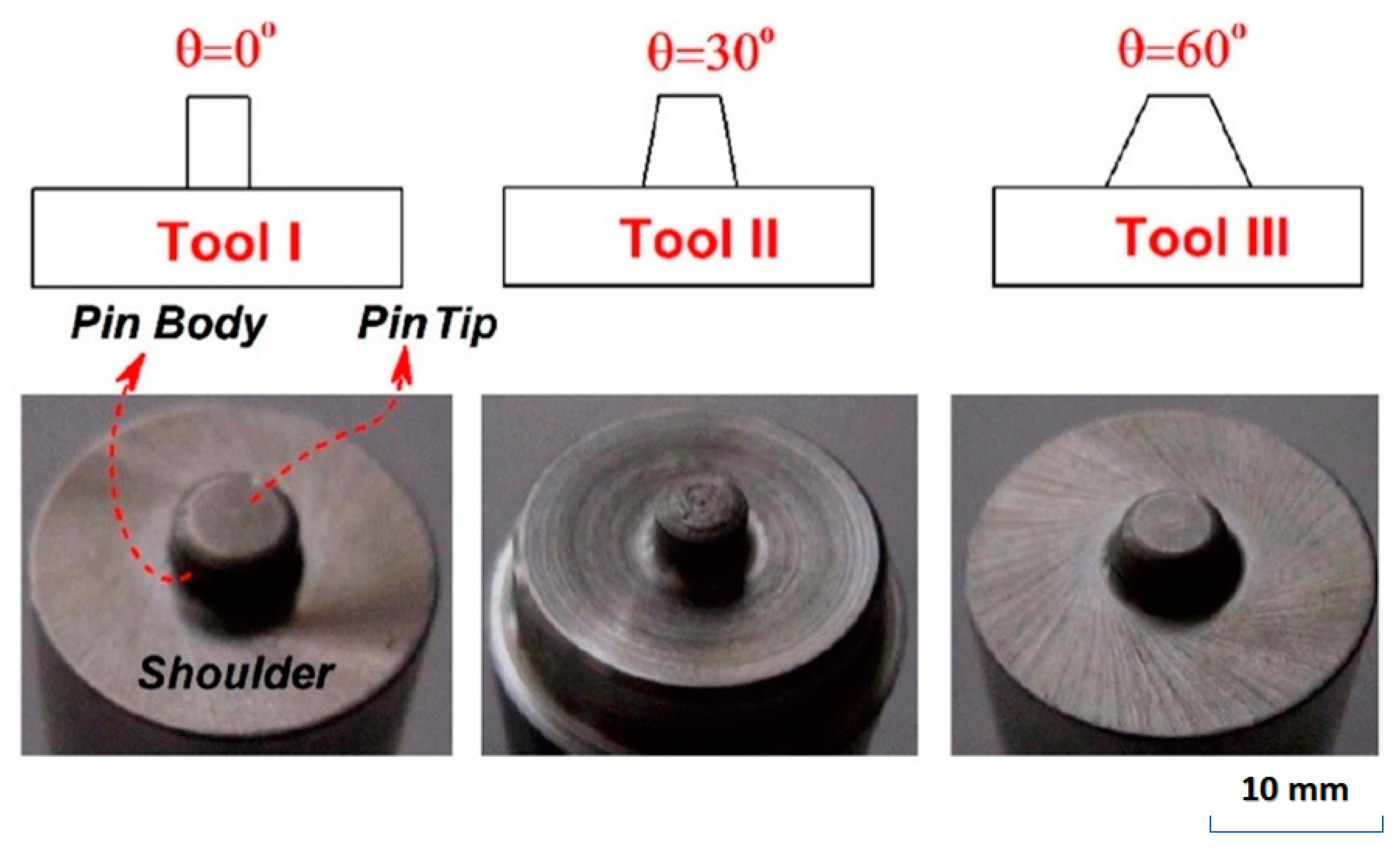
- The tool tilt angle, depending on the pin design, is responsible for the corrugated friction surface defects that often lead to fatigue cracks. Threaded pins demand a higher tool tilt angle in comparison with unthreaded pins. Additionally, a high tilt angle leads to negative shoulder plunge depth which results in weld thinning and excessive flash in FSWed joints. Too shallow of a plunge depth creates insufficient plasticized materials, leading to inner channel defects or surface grooves. Too deep of a plunge depth establishes the local thinning and improper flash, resulting in stress concentration and low fatigue life.
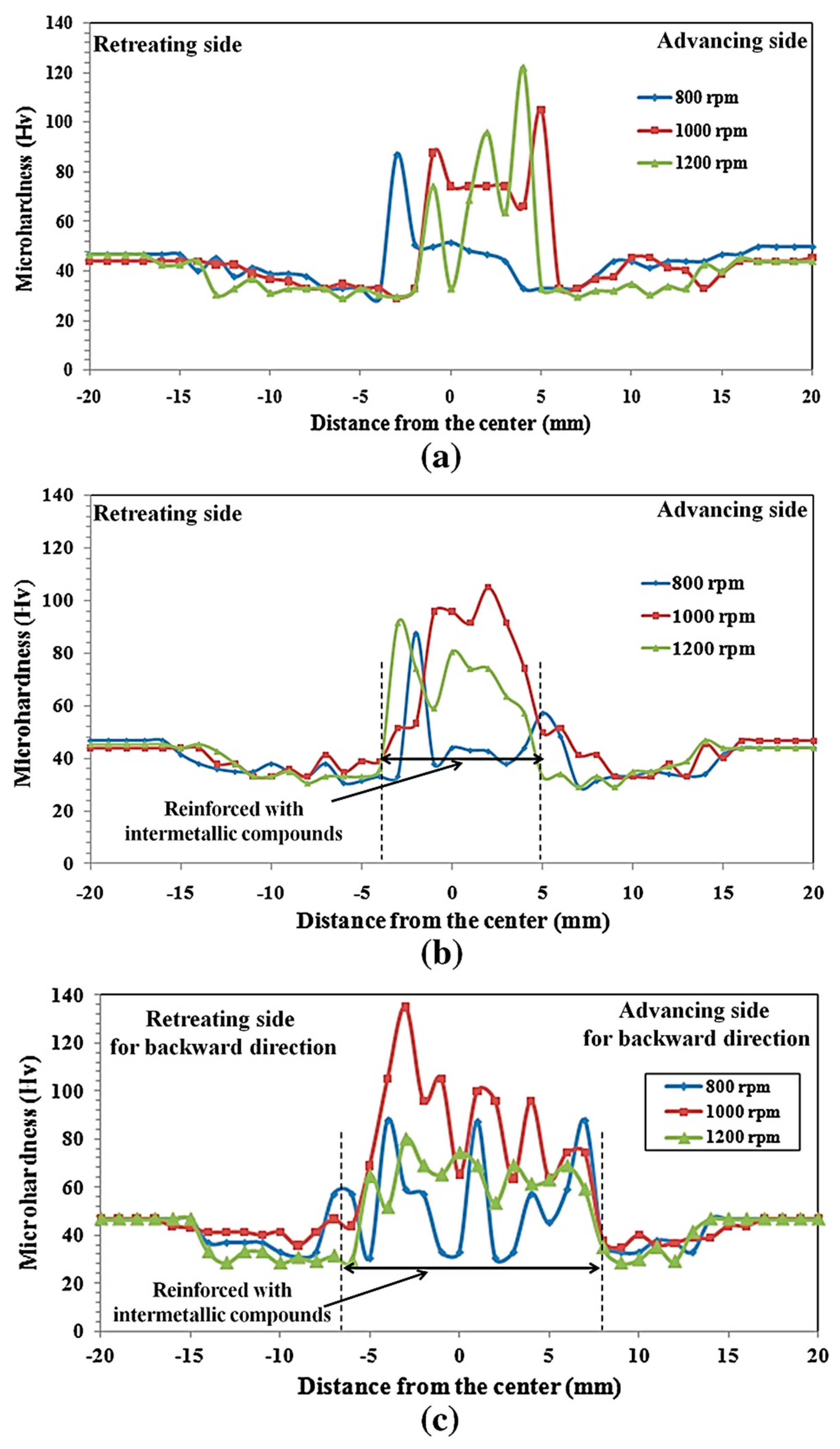
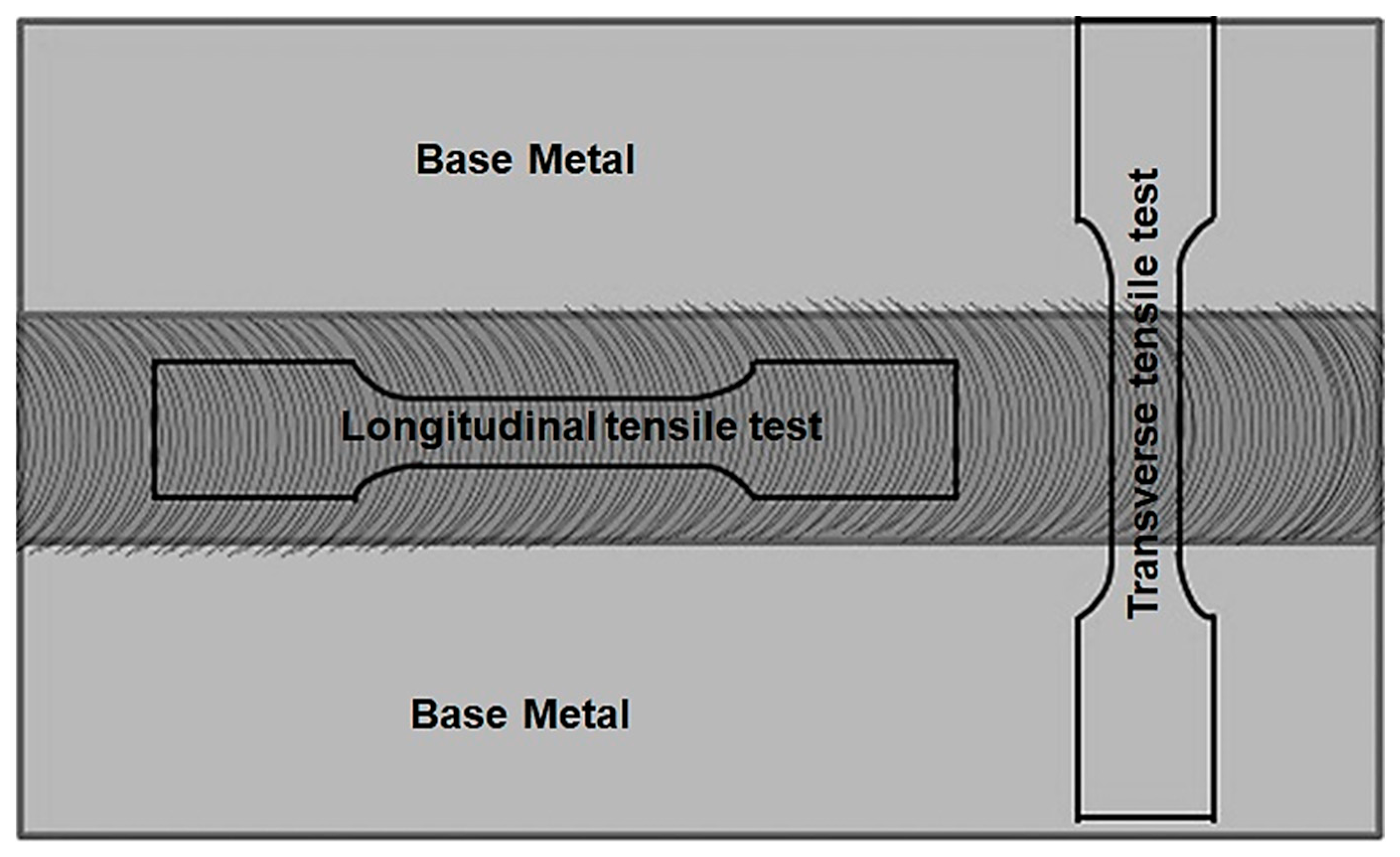
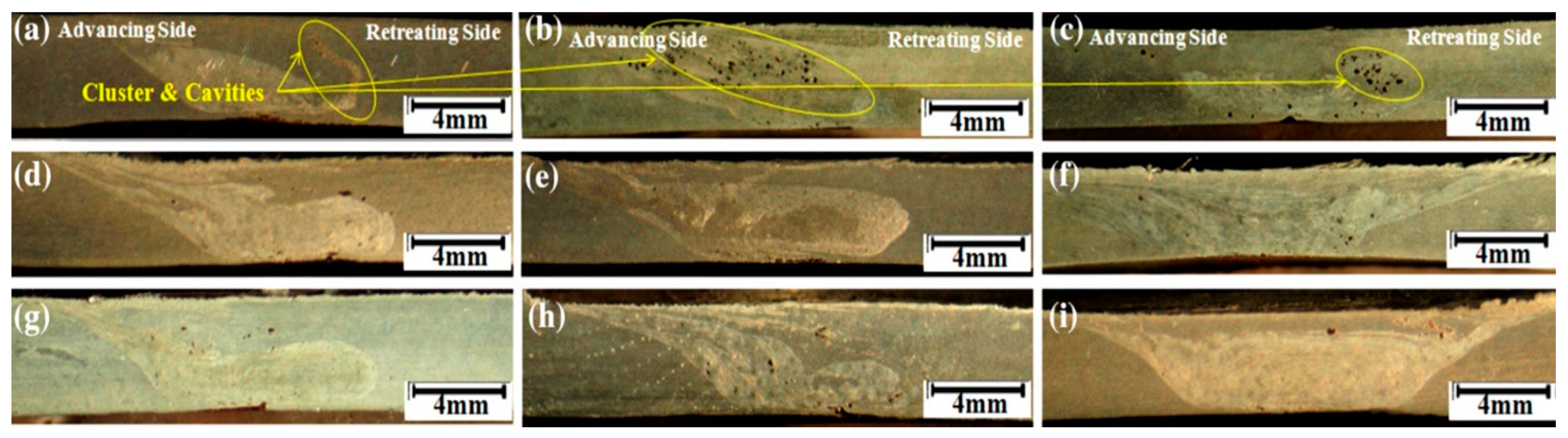
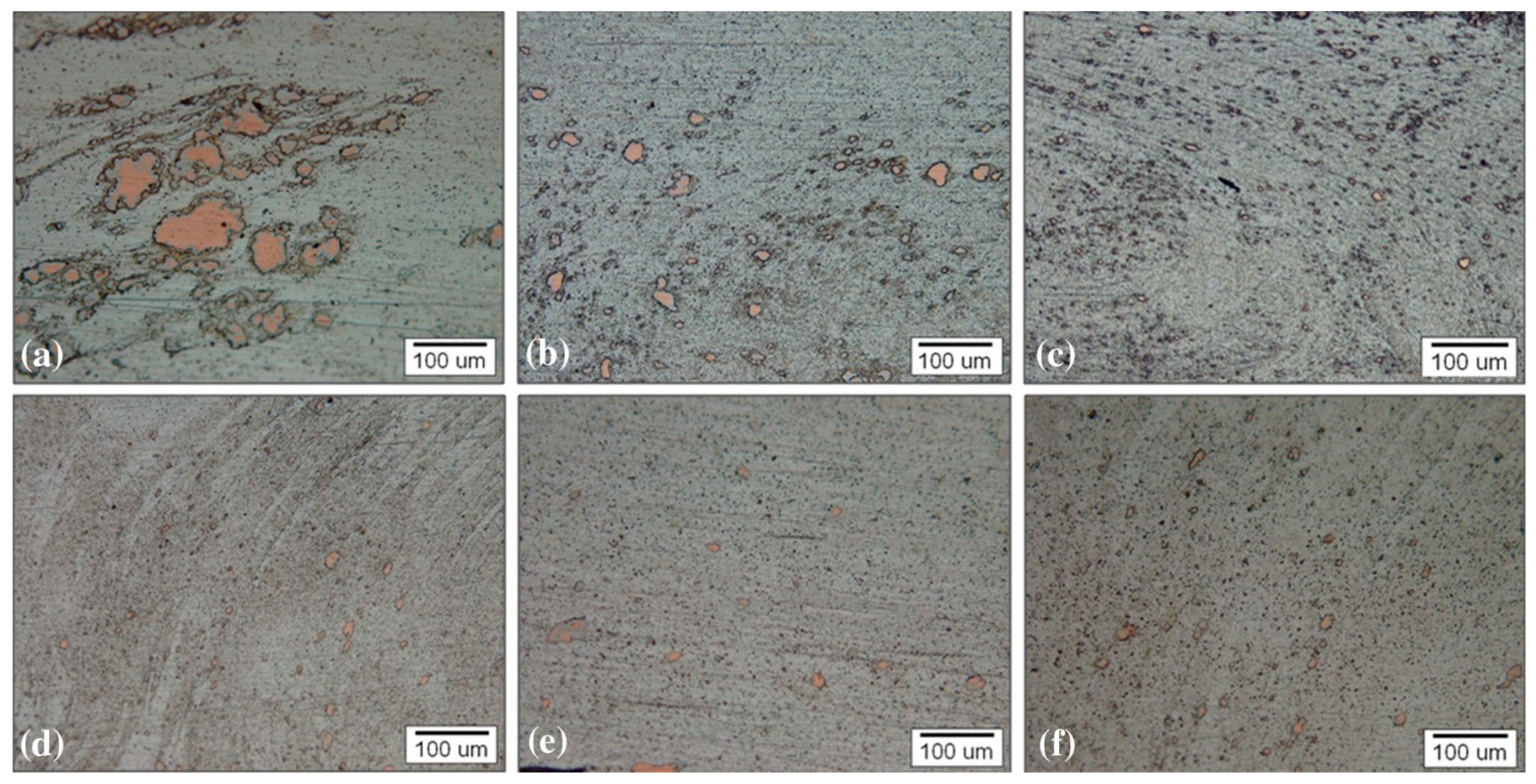
- Embedding reinforcement particles into the Al matrix during FSW is a progressive method to increase the hardness and longitudinal tensile test of the stir zone in work-hardened Al alloys. These particles can be ceramic, such as TiC and TiO2, or in situ compounds made with metal powder (such as Cu). The lower revolutionary pitch and the multi-pass FSW prevent the agglomeration of powder and make a uniform distribution of reinforcement particles with further abrasion and crushing in the microstructure. Using reinforcement particles would be effective if cooling of HAZ is in progress. Forward-Backward (FB) multi-pass is not only an effective approach to obtain uniform and symmetrical dispersion of reinforcement particles with minimum agglomeration, it also facilitates the formation of the intermetallic compounds in the stir zone when the metal powder is used.
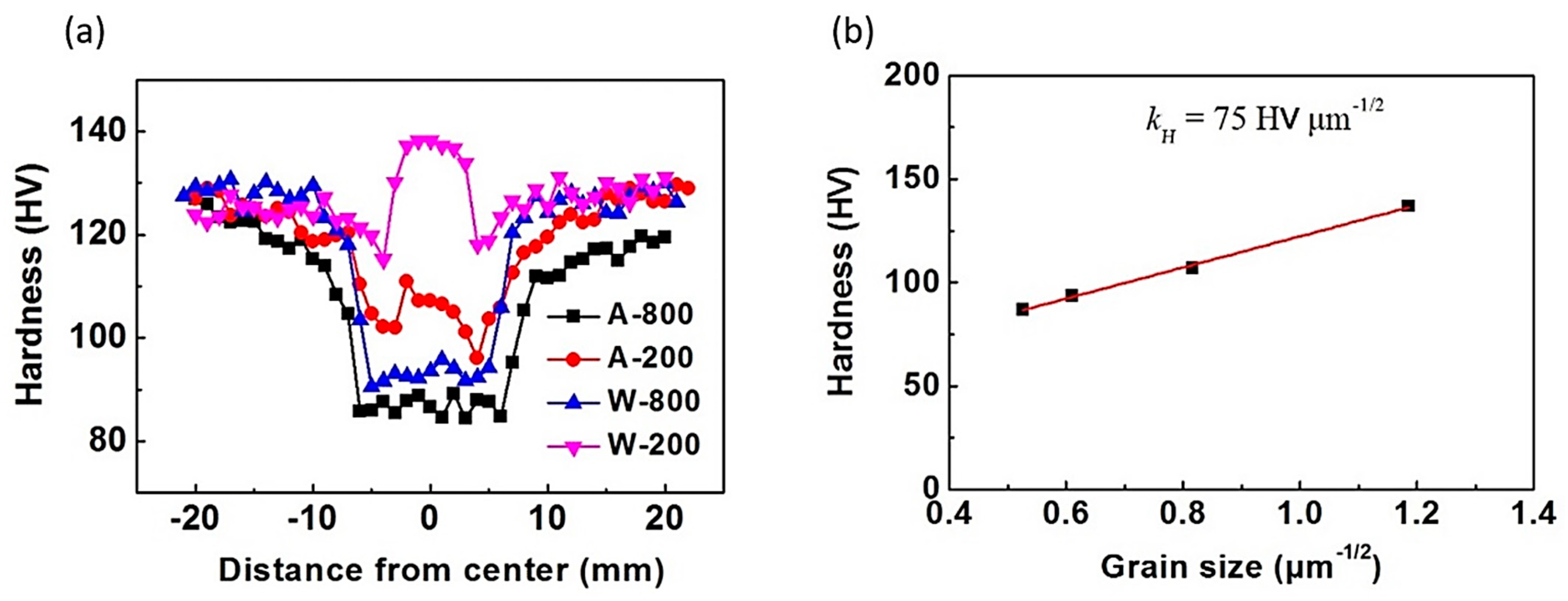
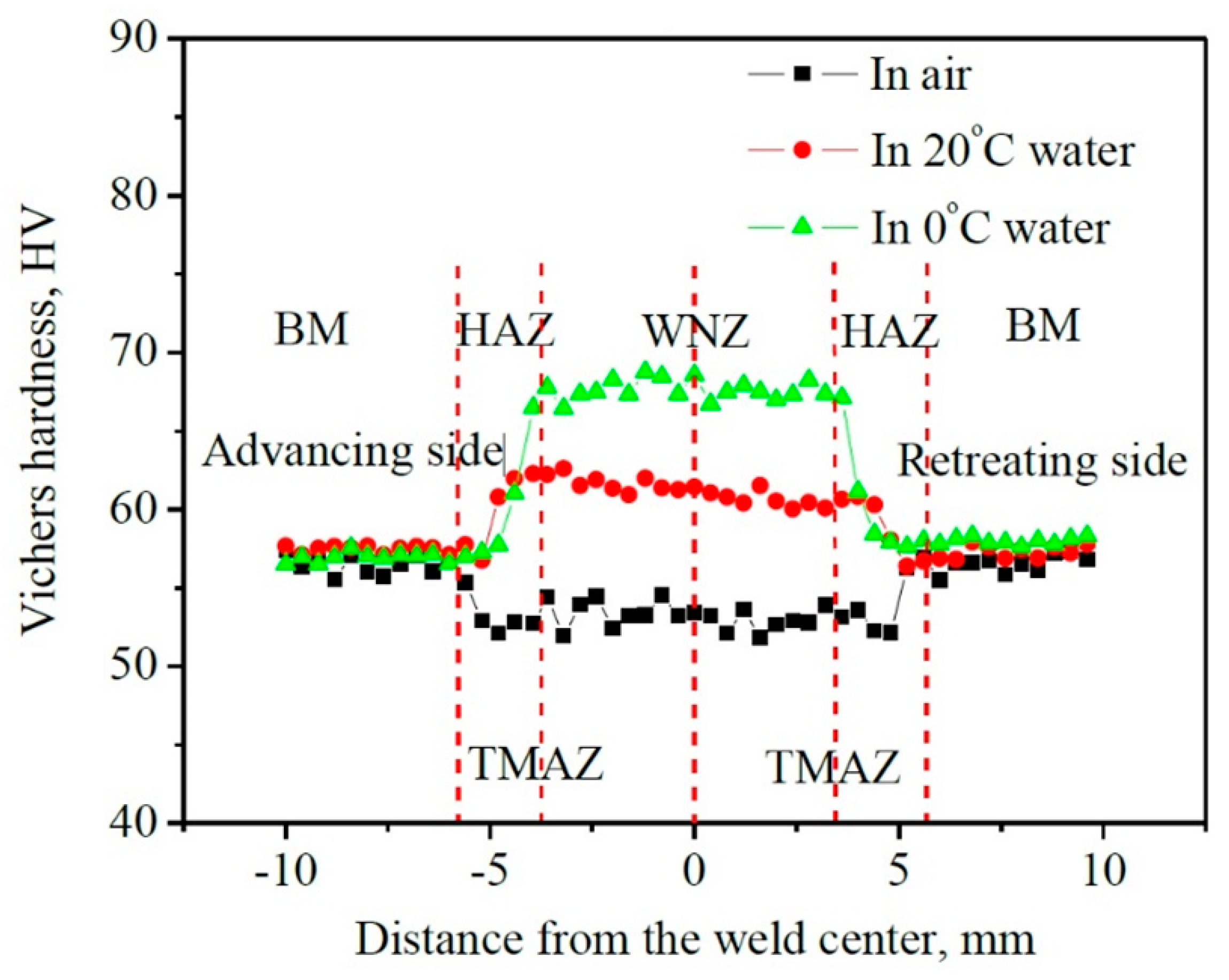
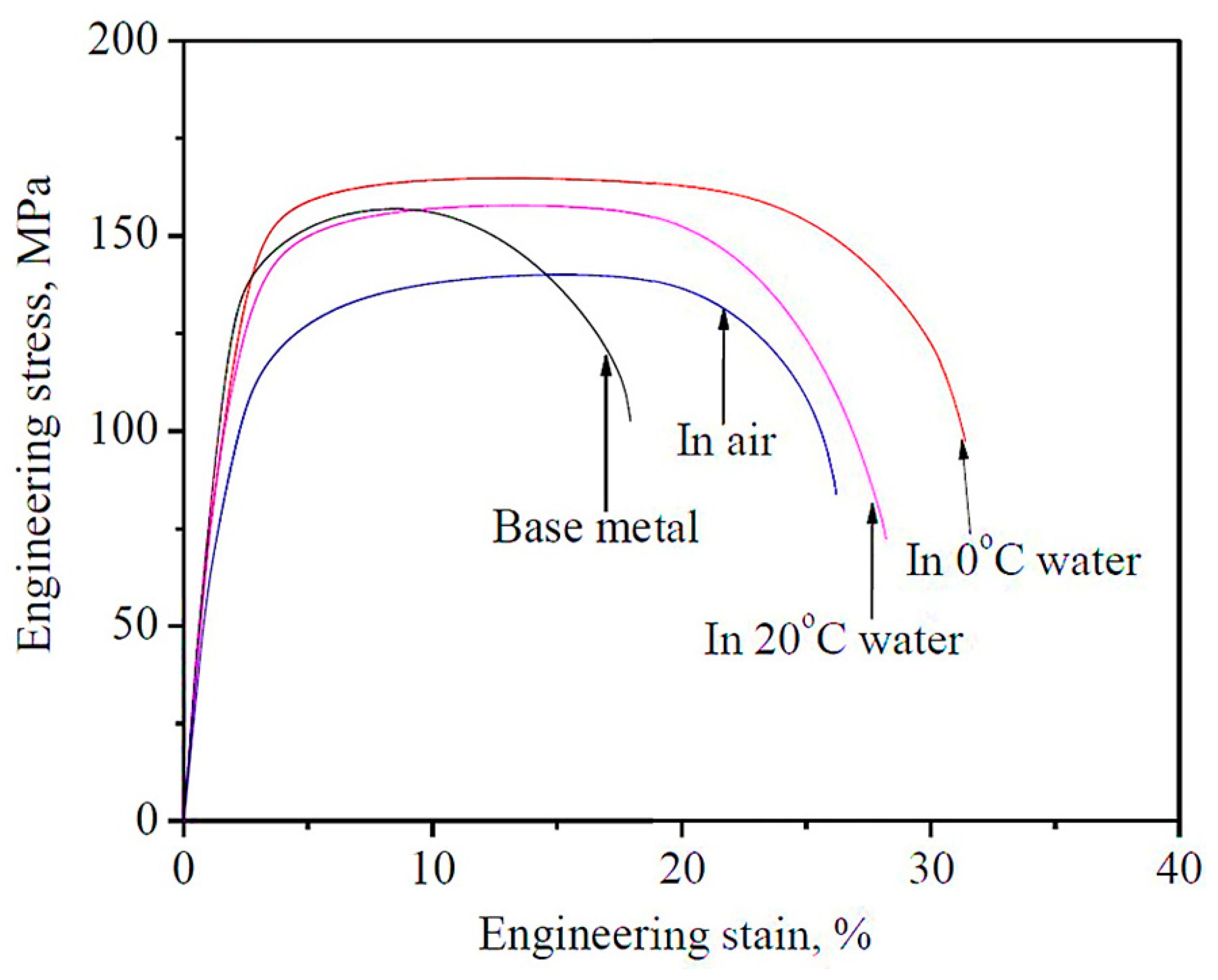
- Water cooling during FSW (underwater FSW) is a successful method to increase the hardness and strength of the non-heat-treatable Al alloy joints due to a decrease in the average grain size in the different weld areas. The UFSW requires a higher rotational speed to produce high-quality and defect-free welds compared to the conventional process. Because the fatigue cracks may be initiated by the local deformation in the softened area, applying water cooling would be a high-efficiency approach to achieving high fatigue strength in a FSWed joints. Moreover, joints with lower residual stresses and less distortion are a notable benefit of UFSW compared to normal FSW.
- Other measures are implemented to achieve the high joint quality in FSW of work-hardened Al alloys. Polishing, machining, and peening improve fatigue performance by smoothing the surface and introducing compressive residual stress. In addition, the defects of the conventional FSW process (e.g., insufficient tool penetration and other root flaws) can be resolved by using the bobbin tool. Furthermore, asymmetric properties of FSWed joints in thick plates are minimized by using a double-sided FSW process, decreasing the distortion and stress concentration of the welded joint. The utilization of a high thermal conductivity metal, such as Cu, as a backing plate is another method of effective cooling to control excessive heat input and produce a softening effect.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mishra, R.S.; Ma, Z. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Threadgill, P.; Leonard, A.; Shercliff, H. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Ma, Z.; Feng, A.; Chen, D.; Shen, J. Recent advances in friction stir welding/processing of aluminum alloys: Microstructural evolution and mechanical properties. Crit. Rev. Solid State Mater. Sci. 2018, 43, 269–333. [Google Scholar] [CrossRef]
- Akinlabi, E.T.; Mahamood, R.M. Solid-State Welding: Friction and Friction Stir Welding Processes; Springer: Cham, Switzerland, 2020. [Google Scholar]
- AWS A3.0M/A3.0; Standard Welding Terms and Definitions; Including Terms for Adhesive Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying, 13th ed.; American Welding Society: Miami, FL, USA, 2020; p. 190.
- Ke, W.; Oliveira, J.; Ao, S.; Teshome, F.; Chen, L.; Peng, B.; Zeng, Z. Thermal process and material flow during dissimilar double-sided friction stir spot welding of AZ31/ZK60 magnesium alloys. J. Mater. Res. Technol. 2022, 17, 1942–1954. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Duarte, J.; Inácio, P.; Schell, N.; Miranda, R.; Santos, T.G. Production of Al/NiTi composites by friction stir welding assisted by electrical current. Mater. Des. 2017, 113, 311–318. [Google Scholar] [CrossRef] [Green Version]
- Costa, A.M.S.; Oliveira, J.; Pereira, V.; Nunes, C.A.; Ramirez, A.J.; Tschiptschin, A.P. Ni-based Mar-M247 superalloy as a friction stir processing tool. J. Mater. Process. Technol. 2018, 262, 605–614. [Google Scholar] [CrossRef]
- Aliha, M.; Kalantari, M.; Ghoreishi, S.; Torabi, A.; Etesam, S. Mixed mode I/II crack growth investigation for bi-metal FSW aluminum alloy AA7075-T6/pure copper joints. Theor. Appl. Fract. Mech. 2019, 103, 102243. [Google Scholar] [CrossRef]
- Cam, G.; Mistikoglu, S. Recent developments in friction stir welding of Al-alloys. J. Mater. Eng. Perform. 2014, 23, 1936–1953. [Google Scholar] [CrossRef]
- Mathers, G. The Welding of Aluminium and Its Alloys; Woodhead Publishing: Abington, UK, 2002. [Google Scholar]
- Rai, R.; De, A.; Bhadeshia, H.; DebRoy, T. Friction stir welding tools. Sci. Technol. Weld. Join. 2011, 16, 325–342. [Google Scholar] [CrossRef]
- Eren, B.; Guvenc, M.A.; Mistikoglu, S. Artificial intelligence applications for friction stir welding: A review. Met. Mater. Int. 2021, 27, 193–219. [Google Scholar] [CrossRef]
- Xu, W.; Wu, X.; Ma, J.; Lu, H.; Luo, Y. Abnormal fracture of 7085 high strength aluminum alloy thick plate joint via friction stir welding. J. Mater. Res. Technol. 2019, 8, 6029–6040. [Google Scholar] [CrossRef]
- Taban, E.; Kaluc, E. Microstructural and mechanical properties of double-sided MIG, TIG and friction stir welded 5083-H321 aluminium alloy. Kov. Mater. 2006, 44, 25. [Google Scholar]
- Paik, J.K. Mechanical properties of friction stir welded aluminum alloys 5083 and 5383. Int. J. Nav. Archit. Ocean. Eng. 2009, 1, 39–49. [Google Scholar] [CrossRef] [Green Version]
- Davis, J.R. Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 1993. [Google Scholar]
- Mondolfo, L.F. Aluminum Alloys: Structure and Properties; Butterworth-Heinemann: London, UK, 2013. [Google Scholar]
- Kaufman, J.G. Introduction to Aluminum Alloys and Tempers; ASM Handbook: Novelty, OH, USA, 2000. [Google Scholar]
- Cayless, R. Alloy and Temper Designation Systems for Aluminum and Aluminum Alloys; ASM International: Novelty, OH, USA, 2013. [Google Scholar]
- Sahlot, P.; Jha, K.; Dey, G.; Arora, A. Quantitative wear analysis of H13 steel tool during friction stir welding of Cu-0.8% Cr-0.1% Zr alloy. Wear 2017, 378, 82–89. [Google Scholar] [CrossRef]
- Djurdjanovic, M.; Mijajlovic, M.; Milcic, D.; Stamenkovic, D. Heat generation during friction stir welding process. Tribol. Ind. 2009, 31, 8. [Google Scholar]
- Schmidt, H.; Hattel, J.; Wert, J. An analytical model for the heat generation in friction stir welding. Model. Simul. Mater. Sci. Eng. 2003, 12, 143. [Google Scholar] [CrossRef]
- Fujii, H.L.H.; Nogi, K. Tensile Properties of A Friction Stir Welded Thin-Sheet of 1050-H24 Aluminum Alloy. Charact. Control. Interfaces High Qual. Adv. Mater. 2012, 146, 129–136. [Google Scholar]
- Peel, M.; Steuwer, A.; Preuss, M.; Withers, P. Microstructure, mechanical properties and residual stresses as a function of welding speed in aluminium AA5083 friction stir welds. Acta Mater. 2003, 51, 4791–4801. [Google Scholar] [CrossRef]
- Meng, X.; Huang, Y.; Cao, J.; Shen, J.; dos Santos, J.F. Recent progress on control strategies for inherent issues in friction stir welding. Prog. Mater. Sci. 2021, 115, 100706. [Google Scholar] [CrossRef]
- Ogunsemi, B.; Abioye, T.; Ogedengbe, T.; Zuhailawati, H. A review of various improvement strategies for joint quality of AA 6061-T6 friction stir weldments. J. Mater. Res. Technol. 2021, 11, 1061–1089. [Google Scholar] [CrossRef]
- Laska, A.; Szkodo, M. Manufacturing parameters, materials, and welds properties of butt friction stir welded joints—Overview. Materials 2020, 13, 4940. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Mironov, S.; Kaibyshev, R.; Çam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.; Robson, J. Friction stir welding/processing of metals and alloys: A comprehensive review on microstructural evolution. Prog. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Leng, L.; Zhang, Z.; Duan, Q.; Zhang, P.; Zhang, Z. Improving the fatigue strength of 7075 alloy through aging. Mater. Sci. Eng. A 2018, 738, 24–30. [Google Scholar] [CrossRef]
- Liu, H.; Fujii, H.; Maeda, M.; Nogi, K. Mechanical properties of friction stir welded joints of 1050–H24 aluminium alloy. Sci. Technol. Weld. Join. 2003, 8, 450–454. [Google Scholar] [CrossRef]
- Frigaard, Ø.; Grong, Ø.; Midling, O. A process model for friction stir welding of age hardening aluminum alloys. Metall. Mater. Trans. A 2001, 32, 1189–1200. [Google Scholar] [CrossRef]
- Linton, V.; Ripley, M. Influence of time on residual stresses in friction stir welds in agehardenable 7xxx aluminium alloys. Acta Mater. 2008, 56, 4319–4327. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S.; Hashimoto, T. Precipitation sequence in friction stir weld of 6063 aluminum during aging. Metall. Mater. Trans. A 1999, 30, 3125–3130. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H. Distribution of tensile property and microstructure in friction stir weld of 6063 aluminum. Metall. Mater. Trans. A 2001, 32, 3023–3031. [Google Scholar] [CrossRef]
- Kalemba, I.; Hamilton, C.; Dymek, S. Natural aging in friction stir welded 7136-T76 aluminum alloy. Mater. Des. 2014, 60, 295–301. [Google Scholar] [CrossRef]
- Threadgill, P. Terminology in friction stir welding. Sci. Technol. Weld. Join. 2007, 12, 357–360. [Google Scholar] [CrossRef]
- Abnar, B.; Kazeminezhad, M.; Kokabi, A. Effects of heat input in friction stir welding on microstructure and mechanical properties of AA3003-H18 plates. Trans. Nonferrous Met. Soc. China 2015, 25, 2147–2155. [Google Scholar] [CrossRef]
- Bocchi, S.; D’Urso, G.; Giardini, C. The effect of heat generated on mechanical properties of friction stir welded aluminum alloys. Int. J. Adv. Manuf. Technol. 2021, 112, 1513–1528. [Google Scholar] [CrossRef]
- Amini, S.; Amiri, M.; Barani, A. Investigation of the effect of tool geometry on friction stir welding of 5083-O aluminum alloy. Int. J. Adv. Manuf. Technol. 2015, 76, 255–261. [Google Scholar] [CrossRef]
- Xu, W.; Liu, J.; Chen, D.; Luan, G.; Yao, J. Improvements of strength and ductility in aluminum alloy joints via rapid cooling during friction stir welding. Mater. Sci. Eng. A 2012, 548, 89–98. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Kazeminezhad, M.; Kokabi, A. Thermal stability during annealing of friction stir welded aluminum sheet produced by constrained groove pressing. Mater. Des. 2013, 45, 222–227. [Google Scholar] [CrossRef]
- Kulekci, M.K.; Şik, A.; Kaluç, E. Effects of tool rotation and pin diameter on fatigue properties of friction stir welded lap joints. Int. J. Adv. Manuf. Technol. 2008, 36, 877–882. [Google Scholar] [CrossRef]
- Li, H.; Gao, J.; Li, Q. Fatigue of friction stir welded aluminum alloy joints: A review. Appl. Sci. 2018, 8, 2626. [Google Scholar] [CrossRef] [Green Version]
- Bussu, G.; Irving, P. The role of residual stress and heat affected zone properties on fatigue crack propagation in friction stir welded 2024-T351 aluminium joints. Int. J. Fatigue 2003, 25, 77–88. [Google Scholar] [CrossRef]
- James, M.; Bradley, G.; Lombard, H.; Hattingh, D. The relationship between process mechanisms and crack paths in friction stir welded 5083-H321 and 5383-H321 aluminium alloys. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 245–256. [Google Scholar] [CrossRef]
- Kalemba-Rec, I.; Kopyściański, M.; Miara, D.; Krasnowski, K. Effect of process parameters on mechanical properties of friction stir welded dissimilar 7075-T651 and 5083-H111 aluminum alloys. Int. J. Adv. Manuf. Technol. 2018, 97, 2767–2779. [Google Scholar] [CrossRef] [Green Version]
- Janeczek, A.; Tomków, J.; Fydrych, D. The influence of tool shape and process parameters on the mechanical properties of AW-3004 aluminium alloy friction stir welded joints. Materials 2021, 14, 3244. [Google Scholar] [CrossRef]
- Singh, K.; Singh, G.; Singh, H. Review on friction stir welding of magnesium alloys. J. Magnes. Alloys 2018, 6, 399–416. [Google Scholar] [CrossRef]
- Dialami, N.; Cervera, M.; Chiumenti, M. Effect of the tool tilt angle on the heat generation and the material flow in friction stir welding. Metals 2018, 9, 28. [Google Scholar] [CrossRef] [Green Version]
- Lohwasser, D.; Chen, Z. Friction Stir Welding: From Basics to Applications; Woodhead Publishing: Cornwall, UK, 2009. [Google Scholar]
- Iqbal, M.P.; Vishwakarma, R.K.; Pal, S.K.; Mandal, P. Influence of plunge depth during friction stir welding of aluminum pipes. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2020. [Google Scholar] [CrossRef]
- Rastabi, S.A.; Mosallaee, M. Effects of multipass friction stir processing and Mg addition on the microstructure and tensile properties of Al 1050 alloys. Int. J. Miner. Metall. Mater. 2022, 29, 97–107. [Google Scholar] [CrossRef]
- Arora, H.; Singh, H.; Dhindaw, B. Composite fabrication using friction stir processing—A review. Int. J. Adv. Manuf. Technol. 2012, 61, 1043–1055. [Google Scholar] [CrossRef]
- Sharma, V.; Prakash, U.; Kumar, B.M. Surface composites by friction stir processing: A review. J. Mater. Process. Technol. 2015, 224, 117–134. [Google Scholar] [CrossRef]
- Abnar, B.; Kazeminezhad, M.; Kokabi, A. The effect of Cu powder during friction stir welding on microstructure and mechanical properties of AA3003-H18. Metall. Mater. Trans. A 2014, 45, 3882–3891. [Google Scholar] [CrossRef]
- Huang, G.; Hou, W.; Li, J.; Shen, Y. Development of surface composite based on Al-Cu system by friction stir processing: Evaluation of microstructure, formation mechanism and wear behavior. Surf. Coat. Technol. 2018, 344, 30–42. [Google Scholar] [CrossRef]
- Wahid, M.A.; Siddiquee, A.N. Review on underwater friction stir welding: A variant of friction stir welding with great potential of improving joint properties. Trans. Nonferrous Met. Soc. China 2018, 28, 193–219. [Google Scholar] [CrossRef]
- Tan, Y.; Wang, X.; Ma, M.; Zhang, J.; Liu, W.; Fu, R.; Xiang, S. A study on microstructure and mechanical properties of AA 3003 aluminum alloy joints by underwater friction stir welding. Mater. Charact. 2017, 127, 41–52. [Google Scholar] [CrossRef]
- Lombard, H.; Hattingh, D.; Steuwer, A.; James, M. Effect of process parameters on the residual stresses in AA5083-H321 friction stir welds. Mater. Sci. Eng. A 2009, 501, 119–124. [Google Scholar] [CrossRef]
- Lomolino, S.; Tovo, R.; Dos Santos, J. On the fatigue behaviour and design curves of friction stir butt-welded Al alloys. Int. J. Fatigue 2005, 27, 305–316. [Google Scholar] [CrossRef]
- Feng, A.; Chen, D.; Ma, Z. Microstructure and low-cycle fatigue of a friction-stir-welded 6061 aluminum alloy. Metall. Mater. Trans. A 2010, 41, 2626–2641. [Google Scholar] [CrossRef]
- Padhy, G.; Wu, C.; Gao, S. Friction stir based welding and processing technologies-processes, parameters, microstructures and applications: A review. J. Mater. Sci. Technol. 2018, 34, 1–38. [Google Scholar] [CrossRef]
- Liu, F.; Fu, L.; Chen, H. High speed friction stir welding of ultra-thin AA6061-T6 sheets using different backing plates. J. Manuf. Process. 2018, 33, 219–227. [Google Scholar] [CrossRef]
- Kulkarni, B.; Pankade, S.; Andhale, S.; Gogte, C. Effect of backing plate material diffusivity on microstructure, mechanical properties of friction stir welded joints: A Review. Procedia Manuf. 2018, 20, 59–64. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, J.; Ma, G.; Wu, L.; Zhang, X.; He, G.; Xue, P.; Ni, D.R.; Xiao, B.L.; Wang, K.S. Microstructure and mechanical properties of double-side friction stir welded 6082Al ultra-thick plates. J. Mater. Sci. Technol. 2020, 41, 105–116. [Google Scholar] [CrossRef]
- Kallee, S. Application of friction stir welding in the shipbuilding industry. In Proceedings of the International Conference Lightweight Construction, London, UK, 24–25 February 2000. [Google Scholar]
- Shtrikman, M. Current state and development of friction stir welding Part 3. Industrial application of friction stir welding. Weld. Int. 2008, 22, 806–815. [Google Scholar] [CrossRef]
- Lohwasser, D. Welding of Airframes by Friction Stir. In Proceedings of the Third International Symposium on Friction Stir Welding, Kobe, Japan, 27–28 September 2001. [Google Scholar]
- Magalhães, V.; Leitão, C.; Rodrigues, D. Friction stir welding industrialisation and research status. Sci. Technol. Weld. Join. 2018, 23, 400–409. [Google Scholar] [CrossRef]
- Bhardwaj, N.; Narayanan, R.G.; Dixit, U.; Hashmi, M. Recent developments in friction stir welding and resulting industrial practices. Adv. Mater. Process. Technol. 2019, 5, 461–496. [Google Scholar] [CrossRef]
- Hori, H.; Hino, H. Application of friction stir welding to the car body. J. Light Met. Weld. Constr. 2002, 40, 12–17. [Google Scholar] [CrossRef]
- Gite, R.A.; Loharkar, P.K.; Shimpi, R. Friction stir welding parameters and application: A review. Mater. Today Proc. 2019, 19, 361–365. [Google Scholar] [CrossRef]
- Wahid, M.A.; Siddiquee, A.N.; Khan, Z.A. Aluminum alloys in marine construction: Characteristics, application, and problems from a fabrication viewpoint. Mar. Syst. Ocean. Technol. 2020, 15, 70–80. [Google Scholar] [CrossRef]
- Prabha, K.A.; Putha, P.K.; Prasad, B.S. Effect of tool rotational speed on mechanical properties of aluminium alloy 5083 weldments in friction stir welding. Mater. Today Proc. 2018, 5, 18535–18543. [Google Scholar] [CrossRef]
- Hosseinabadi, O.F.; Khedmati, M.R. A review on ultimate strength of aluminium structural elements and systems for marine applications. Ocean. Eng. 2021, 232, 109153. [Google Scholar] [CrossRef]
- Kumagai, M.; Tanaka, S. Properties of aluminum wide panels by friction stir welding. In Proceedings of the First International Symposium on Friction Stir Welding, Thousand Oaks, CA, USA, 14–16 June 1999. [Google Scholar]
- Kallee, S. Industrial Applications of Friction Stir Welding. In Friction Stir Welding; Woodhead Publishing: Sawston, UK, 2010; pp. 118–163. [Google Scholar]
- Arbegast, W.J. Application of Friction Stir Welding and related technologies. In Friction Stir Welding and Processing; ASM international: Novelty, OH, USA, 2007; pp. 273–308. [Google Scholar]
- Shah, P.H.; Badheka, V.J. Friction stir welding of aluminium alloys: An overview of experimental findings–process, variables, development and applications. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 1191–1226. [Google Scholar] [CrossRef]
- Eswara Prasad, N.; Wanhill, R.J.H. Aluminium alloys for aerospace applications. In Aerospace Materials and Material Technologies: Volume 1: Aerospace Materials; Springer: Singapore, 2017; pp. 29–52. [Google Scholar]
- Skillingberg, M.; Green, J. Aluminum applications in the rail industry. Light Met. Age Chic. 2007, 65, 8. [Google Scholar]
- Sun, X.; Han, X.; Dong, C.; Li, X. Applications of aluminum alloys in rail transportation. In Advanced Aluminum Composites and Alloys; Dobrzański, L.A., Ed.; Intechopen: London, UK, 2021; Volume 9, pp. 251–268. [Google Scholar]
- Kawasaki, T.; Makino, T.; Masai, K.; Ohba, H.; Ina, Y.; Ezumi, M. Application of friction stir welding to construction of railway vehicles. JSME Int. J. Ser. A Solid Mech. Mater. Eng. 2004, 47, 502–511. [Google Scholar] [CrossRef] [Green Version]
- Thomas, W.; Nicholas, E. Friction stir welding for the transportation industries. Mater. Des. 1997, 18, 269–273. [Google Scholar] [CrossRef]
- Benedyk, J. Aluminum Alloys for Lightweight Automotive Structures, in Materials, Design and Manufacturing for lightweight Vehicles; Woodhead Publishing: Sawston, UK, 2010; pp. 79–113. [Google Scholar]
- Sidhu, M.S.; Chatha, S.S. Friction stir welding–process and its variables: A review. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 275–279. [Google Scholar]
- Yazdipour, A.; Aval, H.J. An investigation of the microstructures and properties of metal inert gas and friction stir welds in aluminum alloy 5083. Sadhana 2011, 36, 505–514. [Google Scholar] [CrossRef] [Green Version]
- ASTM-B209/B209M; Standards Specification for Aluminum and Aluminum-Alloy Sheet and Plate. ASTM International (ASTM): West Conshohocken, PA, USA, 2021.
- Aydin, H.; Tutar, M.; Durmuş, A.; Bayram, A.; Sayaca, T. Effect of welding parameters on tensile properties and fatigue behavior of friction stir welded 2014-T6 aluminum alloy. Trans. Indian Inst. Met. 2012, 65, 21–30. [Google Scholar] [CrossRef]
- Aydin, H.; Bayram, A.; Yildirim, M.; YİĞİT, K. Influence of welding parameters on the fatigue behaviours of friction stir welds of 3003-O aluminum alloys. Mater. Sci. Medzg. 2010, 16, 311–319. [Google Scholar]
- Uematsu, Y.; Tokaji, K.; Shibata, H.; Tozaki, Y.; Ohmune, T. Fatigue behaviour of friction stir welds without neither welding flash nor flaw in several aluminium alloys. Int. J. Fatigue 2009, 31, 1443–1453. [Google Scholar] [CrossRef]
- Woo, W.; Balogh, L.; Ungár, T.; Choo, H.; Feng, Z. Grain structure and dislocation density measurements in a friction-stir welded aluminum alloy using X-ray peak profile analysis. Mater. Sci. Eng. A 2008, 498, 308–313. [Google Scholar] [CrossRef]
- Liu, H.; Fujii, H.; Maeda, M.; Nogi, K. Heterogeneity of mechanical properties of friction stir welded joints of 1050-H24 aluminum alloy. J. Mater. Sci. Lett. 2003, 22, 441–444. [Google Scholar] [CrossRef]
- Han, M.-S.; Lee, S.-J.; Park, J.-C.; Ko, S.-C.; Woo, Y.-B.; Kim, S.-J. Optimum condition by mechanical characteristic evaluation in friction stir welding for 5083-O Al alloy. Trans. Nonferrous Met. Soc. China 2009, 19, s17–s22. [Google Scholar] [CrossRef]
- James, M.; Hattingh, D.; Bradley, G. Weld tool travel speed effects on fatigue life of friction stir welds in 5083 aluminium. Int. J. Fatigue 2003, 25, 1389–1398. [Google Scholar] [CrossRef]
- Chen, S.-T.; Lui, T.-S.; Chen, L.-H. Effect of revolutionary pitch on the microhardness drop and tensile properties of friction stir processed 1050 aluminum alloy. Mater. Trans. 2009, 50, 1941–1948. [Google Scholar] [CrossRef] [Green Version]
- Cavaliere, P.; Squillace, A.; Panella, F. Effect of welding parameters on mechanical and microstructural properties of AA6082 joints produced by friction stir welding. J. Mater. Process. Technol. 2008, 200, 364–372. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Maeda, M.; Nogi, K. Effect of tool shape on mechanical properties and microstructure of friction stir welded aluminum alloys. Mater. Sci. Eng. A 2006, 419, 25–31. [Google Scholar] [CrossRef]
- Kasman, Ş.; Kahraman, F. Investigations for the effect of parameters on the weld performance of AA 5083-H111 joined by friction stir welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 228, 937–946. [Google Scholar] [CrossRef]
- Kumar, P.S.; Shastry, C.S.; Devaraju, A. Influence of tool revolving on mechanical properties of friction stir welded 5083 aluminum alloy. Mater. Today Proc. 2017, 4, 330–335. [Google Scholar] [CrossRef]
- Peel, M.; Steuwer, A.; Withers, P.; Dickerson, T.; Shi, Q.; Shercliff, H. Dissimilar friction stir welds in AA5083-AA6082. Part I: Process parameter effects on thermal history and weld properties. Metall. Mater. Trans. A 2006, 37, 2183–2193. [Google Scholar] [CrossRef]
- MohammadiSefat, M.; Ghazanfari, H.; Blais, C. Friction Stir Welding of 5052-H18 aluminum alloy: Modeling and process parameter optimization. J. Mater. Eng. Perform. 2021, 30, 1838–1850. [Google Scholar] [CrossRef]
- Rusdi, N.; Ahmad, Z.S.; Muhammad, A.S. Mechanical properties on friction stir welding of aluminum alloy 5052. ARPN J. Eng. Appl. Sci. 2017, 12, 4445–4450. [Google Scholar]
- Sagheer-Abbasi, Y.; Ikramullah-Butt, S.; Hussain, G.; Imran, S.H.; Mohammad-Khan, A.; Baseer, R.A. Optimization of parameters for micro friction stir welding of aluminum 5052 using Taguchi technique. Int. J. Adv. Manuf. Technol. 2019, 102, 369–378. [Google Scholar] [CrossRef]
- Jamalian, H.M.; Farahani, M.; Besharati Givi, M.; Aghaei Vafaei, M. Study on the effects of friction stir welding process parameters on the microstructure and mechanical properties of 5086-H34 aluminum welded joints. Int. J. Adv. Manuf. Technol. 2016, 83, 611–621. [Google Scholar] [CrossRef]
- Kumar, A.R.; Varghese, S.; Sivapragash, M. A comparative study of the mechanical properties of single and double sided friction stir welded aluminium joints. Procedia Eng. 2012, 38, 3951–3961. [Google Scholar] [CrossRef] [Green Version]
- Zhou, C.; Yang, X.; Luan, G. Fatigue properties of friction stir welds in Al 5083 alloy. Scr. Mater. 2005, 53, 1187–1191. [Google Scholar] [CrossRef]
- Zhou, C.; Yang, X.; Luan, G. Effect of kissing bond on fatigue behavior of friction stir welds on Al 5083 alloy. J. Mater. Sci. 2006, 41, 2771–2777. [Google Scholar] [CrossRef]
- Wang, B.; Xue, P.; Xiao, B.; Wang, W.; Liu, Y.; Ma, Z. Achieving equal fatigue strength to base material in a friction stir welded 5083-H19 aluminium alloy joint. Sci. Technol. Weld. Join. 2019, 25, 81–88. [Google Scholar] [CrossRef]
- Besel, M.; Besel, Y.; Mercado, U.A.; Kakiuchi, T.; Uematsu, Y. Fatigue behavior of friction stir welded Al–Mg–Sc alloy. Int. J. Fatigue 2015, 77, 1–11. [Google Scholar] [CrossRef]
- Liu, H.; Fujii, H.; Maeda, M.; Nogi, K. Tensile Properties and Their Heterogeneity in Friction Stir Welded Joints of a Strain Hardened Aluminum Alloy (Materials, Metallurgy & Weldability). Trans. JWRI 2002, 31, 193–199. [Google Scholar]
- Vidal, C.; Infante, V.; Vilaça, P. Assessment of improvement techniques effect on fatigue behaviour of friction stir welded aerospace aluminium alloys. Procedia Eng. 2010, 2, 1605–1616. [Google Scholar] [CrossRef] [Green Version]
- Lipińska, M.; Olejnik, L.; Pietras, A.; Rosochowski, A.; Bazarnik, P.; Goliński, J.; Brynk, T.; Lewandowska, M. Microstructure and mechanical properties of friction stir welded joints made from ultrafine grained aluminium 1050. Mater. Des. 2015, 88, 22–31. [Google Scholar] [CrossRef] [Green Version]
- Dialami, N.; Cervera, M.; Chiumenti, M. Defect formation and material flow in friction stir welding. Eur. J. Mech. A/Solids 2020, 80, 103912. [Google Scholar] [CrossRef]
- Khan, N.Z.; Siddiquee, A.N.; Khan, Z.A.; Shihab, S.K. Investigations on tunneling and kissing bond defects in FSW joints for dissimilar aluminum alloys. J. Alloys Compd. 2015, 648, 360–367. [Google Scholar] [CrossRef]
- Albannai, A. Review the common defects in friction stir welding. Int. J. Sci. Technol. Res. 2020, 9, 318–329. [Google Scholar]
- Ahmed, M.M.; Ataya, S.; El-Sayed Seleman, M.M.; Mahdy, A.M.; Alsaleh, N.A.; Ahmed, E. Heat Input and Mechanical Properties Investigation of Friction Stir Welded AA5083/AA5754 and AA5083/AA7020. Metals 2020, 11, 68. [Google Scholar] [CrossRef]
- Rasti, J. Study of the welding parameters effect on the tunnel void area during friction stir welding of 1060 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 97, 2221–2230. [Google Scholar] [CrossRef]
- Yi, D.; Onuma, T.; Mironov, S.; Sato, Y.; Kokawa, H. Evaluation of heat input during friction stir welding of aluminium alloys. Sci. Technol. Weld. Join. 2017, 22, 41–46. [Google Scholar] [CrossRef]
- Sato, Y.S.; Yamashita, F.; Sugiura, Y.; Park, S.H.C.; Kokawa, H. FIB-assisted TEM study of an oxide array in the root of a friction stir welded aluminium alloy. Scr. Mater. 2004, 50, 365–369. [Google Scholar] [CrossRef]
- Sato, Y.S.; Takauchi, H.; Park, S.H.C.; Kokawa, H. Characteristics of the kissing-bond in friction stir welded Al alloy 1050. Mater. Sci. Eng. A 2005, 405, 333–338. [Google Scholar] [CrossRef]
- Torzewski, J.; Grzelak, K.; Wachowski, M.; Kosturek, R. Microstructure and low cycle fatigue properties of AA5083 H111 friction stir welded joint. Materials 2020, 13, 2381. [Google Scholar] [CrossRef] [PubMed]
- Fleming, P.A.; Hendricks, C.E.; Cook, G.E.; Wilkes, D.; Strauss, A.M.; Lammlein, D.H. Seam-tracking for friction stir welded lap joints. J. Mater. Eng. Perform. 2010, 19, 1128–1132. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Meng, X.; Wang, Y.; Xie, Y.; Zhou, L. Joining of aluminum alloy and polymer via friction stir lap welding. J. Mater. Process. Technol. 2018, 257, 148–154. [Google Scholar] [CrossRef]
- Aldanondo, E.; Vivas, J.; Álvarez, P.; Hurtado, I. Effect of tool geometry and welding parameters on friction stir welded lap joint formation with AA2099-T83 and AA2060-T8E30 aluminium alloys. Metals 2020, 10, 872. [Google Scholar] [CrossRef]
- Shirazi, H.; Kheirandish, S.; Safarkhanian, M. Effect of process parameters on the macrostructure and defect formation in friction stir lap welding of AA5456 aluminum alloy. Measurement 2015, 76, 62–69. [Google Scholar] [CrossRef]
- Salari, E.; Jahazi, M.; Khodabandeh, A.; Ghasemi-Nanesa, H. Influence of tool geometry and rotational speed on mechanical properties and defect formation in friction stir lap welded 5456 aluminum alloy sheets. Mater. Des. 2014, 58, 381–389. [Google Scholar] [CrossRef]
- Barlas, Z.; Ozsarac, U. Effects of FSW parameters on joint properties of AlMg3 alloy. Weld. J. 2012, 91, 16S–22S. [Google Scholar]
- Kim, Y.; Fujii, H.; Tsumura, T.; Komazaki, T.; Nakata, K. Three defect types in friction stir welding of aluminum die casting alloy. Mater. Sci. Eng. A 2006, 415, 250–254. [Google Scholar] [CrossRef]
- Kulekci, M.K.; Sik, A. Effects of tool rotation and transverse speed on fatigue properties of friction stir welded AA 1050-H18 aluminium alloy. Arch. Metall. Mater. 2006, 51, 213–216. [Google Scholar]
- Kou, S. Welding Metallurgy; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2003; Volume 431, pp. 223–225. [Google Scholar]
- Shamsudeen, S.; Dhas, J.E.R. Optimization of multiple performance characteristics of friction stir welded joint with grey relational analysis. Mater. Res. 2018, 21. [Google Scholar] [CrossRef]
- Zhang, Y.; Cao, X.; Larose, S.; Wanjara, P. Review of tools for friction stir welding and processing. Can. Metall. Q. 2012, 51, 250–261. [Google Scholar] [CrossRef]
- Fernández, J.B.; Roca, A.S.; Fals, H.C.; Macías, E.J.; de la Parte, M.P. Application of vibroacoustic signals to evaluate tools profile changes in friction stir welding on AA 1050 H24 alloy. Sci. Technol. Weld. Join. 2012, 17, 501–510. [Google Scholar] [CrossRef]
- Chupradit, S.; Bokov, D.O.; Suksatan, W.; Landowski, M.; Fydrych, D.; Abdullah, M.E.; Aghajani Derazkola, H. Pin angle thermal effects on friction stir welding of AA5058 aluminum alloy: CFD simulation and experimental validation. Materials 2021, 14, 7565. [Google Scholar] [CrossRef] [PubMed]
- Fujii, H.; Cui, L.; Maeda, M.; Sato, Y.S.; Nogi, K. Effect of threads on tool in friction stir welding of aluminum alloys. Mater. Sci. Forum 2006, 512, 389–394. [Google Scholar] [CrossRef]
- Chandrashekar, A.; Reddappa, H.; Ajaykumar, B. Influence of tool profile on mechanical properties of friction stir welded aluminum alloy 5083. Int. J. Chem. Mol. Nucl. Mater. Metall. Eng. 2016, 10, 8–14. [Google Scholar]
- Sahu, M.; Paul, A.; Ganguly, S. Optimization of process parameters of friction stir welded joints of marine grade AA 5083. Mater. Today Proc. 2021, 44, 2957–2962. [Google Scholar] [CrossRef]
- Costa, M.; Verdera, D.; Costa, J.; Leitao, C.; Rodrigues, D. Influence of pin geometry and process parameters on friction stir lap welding of AA5754-H22 thin sheets. J. Mater. Process. Technol. 2015, 225, 385–392. [Google Scholar] [CrossRef]
- Pandey, A.K.; Chatterjee, S.; Mahapatra, S.S. Analysis and characterization of weld quality during butt welding through friction stir welding. Indian J. Eng. Mater. Sci. 2019, 26, 298–310. [Google Scholar]
- El-Sayed, M.M.; Shash, A.Y.; Mahmoud, T.S.; Rabbou, M.A. Effect of friction stir welding parameters on the peak temperature and the mechanical properties of aluminum alloy 5083-O. In Improved Performance of Materials; Springer: Cham, Switzerland, 2018; pp. 11–25. [Google Scholar]
- Kumar, P.S.; Devaraju, A. Influence of tool rotational speed and pin profile on mechanical and microstructural characterization of friction stir welded 5083 aluminium alloy. Mater. Today Proc. 2018, 5, 3518–3523. [Google Scholar]
- Gupta, M.K. Effects of tool profile on mechanical properties of aluminium alloy Al 1120 friction stir welds. J. Adhes. Sci. Technol. 2020, 34, 2000–2010. [Google Scholar] [CrossRef]
- Chen, J.; Shi, L.; Wu, C.; Jiang, Y. The effect of tool pin size and taper angle on the thermal process and plastic material flow in friction stir welding. Int. J. Adv. Manuf. Technol. 2021, 116, 2847–2860. [Google Scholar] [CrossRef]
- Rao, D.; Huber, K.; Heerens, J.; Dos Santos, J.; Huber, N. Asymmetric mechanical properties and tensile behaviour prediction of aluminium alloy 5083 friction stir welding joints. Mater. Sci. Eng. A 2013, 565, 44–50. [Google Scholar] [CrossRef] [Green Version]
- Imam, M.; Sun, Y.; Fujii, H.; Ma, N.; Tsutsumi, S.; Ahmed, S.; Chintapenta, V.; Viswanath Murakawa, H. Deformation characteristics and microstructural evolution in friction stir welding of thick 5083 aluminum alloy. Int. J. Adv. Manuf. Technol. 2018, 99, 663–681. [Google Scholar] [CrossRef]
- Aval, H.J.; Serajzadeh, S.; Kokabi, A. Theoretical and experimental investigation into friction stir welding of AA 5086. Int. J. Adv. Manuf. Technol. 2011, 52, 531–544. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, Y.; Chen, J. Effect of shoulder size on the temperature rise and the material deformation in friction stir welding. Int. J. Adv. Manuf. Technol. 2009, 45, 889–895. [Google Scholar] [CrossRef]
- Hattingh, D.; Blignault, C.; Van Niekerk, T.; James, M. Characterization of the influences of FSW tool geometry on welding forces and weld tensile strength using an instrumented tool. J. Mater. Process. Technol. 2008, 203, 46–57. [Google Scholar] [CrossRef]
- Sarsılmaz, F.; Çaydaş, U. Statistical analysis on mechanical properties of friction-stir-welded AA 1050/AA 5083 couples. Int. J. Adv. Manuf. Technol. 2009, 43, 248–255. [Google Scholar] [CrossRef]
- Jesus, J.; Gruppelaar, M.; Costa, J.; Loureiro, A.; Ferreira, J. Effect of geometrical parameters on friction stir welding of AA 5083-H111 T-joints. Procedia Struct. Integr. 2016, 1, 242–248. [Google Scholar] [CrossRef] [Green Version]
- Hassan, A.M.; Almomani, M.; Qasim, T.; Ghaithan, A. Effect of processing parameters on friction stir welded aluminum matrix composites wear behavior. Mater. Manuf. Process. 2012, 27, 1419–1423. [Google Scholar] [CrossRef]
- Hassan, A.M.; Qasim, T.; Ghaithan, A. Effect of pin profile on friction stir welded aluminum matrix composites. Mater. Manuf. Process. 2012, 27, 1397–1401. [Google Scholar] [CrossRef]
- Gopalakrishnan, S.; Murugan, N. Prediction of tensile strength of friction stir welded aluminium matrix TiCp particulate reinforced composite. Mater. Des. 2011, 32, 462–467. [Google Scholar] [CrossRef]
- Vijay, S.; Murugan, N. Influence of tool pin profile on the metallurgical and mechanical properties of friction stir welded Al–10 wt.% TiB2 metal matrix composite. Mater. Des. 2010, 31, 3585–3589. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, W.; Jin, X.; Rong, C.; Qin, Z. A study on microstructure and mechanical properties of micro friction stir welded ultra-thin Al-1060 sheets by the shoulderless tool. Metals 2019, 9, 507. [Google Scholar] [CrossRef] [Green Version]
- Chekalil, I.; Miloudi, A.; Planche, M.-P.; Ghazi, A. Prediction of mechanical behavior of friction stir welded joints of AA3003 aluminum alloy. Frat. Ed Integrità Strutt. 2020, 14, 153–168. [Google Scholar] [CrossRef]
- Hamid, H.; Roslee, A. Study the role of friction stir welding tilt angle on microstructure and hardness. Appl. Mech. Mater. 2015, 799, 434–438. [Google Scholar] [CrossRef]
- Banik, A.; Roy, B.S.; Barma, J.D.; Saha, S.C. An experimental investigation of torque and force generation for varying tool tilt angles and their effects on microstructure and mechanical properties: Friction stir welding of AA 6061-T6. J. Manuf. Process. 2018, 31, 395–404. [Google Scholar] [CrossRef]
- Cabibbo, M.; Forcellese, A.; Santecchia, E.; Paoletti, C.; Spigarelli, S.; Simoncini, M. New approaches to friction stir welding of aluminum light-alloys. Metals 2020, 10, 233. [Google Scholar] [CrossRef] [Green Version]
- Dragatogiannis, D.; Koumoulos, E.; Kartsonakis, I.; Pantelis, D.; Karakizis, P.; Charitidis, C. Dissimilar friction stir welding between 5083 and 6082 Al alloys reinforced with TiC nanoparticles. Mater. Manuf. Process. 2016, 31, 2101–2114. [Google Scholar] [CrossRef]
- Mirjavadi, S.S.; Alipour, M.; Emamian, S.; Kord, S.; Hamouda, A.; Koppad, P.G.; Keshavamurthy, R. Influence of TiO2 nanoparticles incorporation to friction stir welded 5083 aluminum alloy on the microstructure, mechanical properties and wear resistance. J. Alloys Compd. 2017, 712, 795–803. [Google Scholar] [CrossRef]
- Srivastava, M.; Rathee, S. A study on the effect of incorporation of SiC particles during friction stir welding of Al 5059 alloy. Silicon 2021, 13, 2209–2219. [Google Scholar] [CrossRef]
- Abnar, B.; Kazeminezhad, M.; Kokabi, A. The effect of premixed Al-Cu powder on the stir zone in friction stir welding of AA3003-H18. J. Mater. Eng. Perform. 2015, 24, 1086–1093. [Google Scholar] [CrossRef]
- Tao, Y.; Zhang, Z.; Ni, D.; Wang, D.; Xiao, B.; Ma, Z. Influence of welding parameter on mechanical properties and fracture behavior of friction stir welded Al–Mg–Sc joints. Mater. Sci. Eng. A 2014, 612, 236–245. [Google Scholar] [CrossRef]
- Hassanifard, S.; Varvani-Farahani, A. A Comparative Study on Fatigue Response of Aluminum Alloy Friction Stir Welded Joints at Various Post-Processing and Treatments. J. Manuf. Mater. Process. 2021, 5, 93. [Google Scholar] [CrossRef]
- Guo, J.; Gougeon, P.; Chen, X. Characterisation of welded joints produced by FSW in AA 1100–B4C metal matrix composites. Sci. Technol. Weld. Join. 2012, 17, 85–91. [Google Scholar] [CrossRef]
- Hsu, C.; Kao, P.; Ho, N. Ultrafine-grained Al–Al2Cu composite produced in situ by friction stir processing. Scr. Mater. 2005, 53, 341–345. [Google Scholar] [CrossRef]
- Azizieh, M.; Iranparast, D.; Dezfuli, M.; Balak, Z.; Kim, H. Fabrication of Al/Al2Cu in situ nanocomposite via friction stir processing. Trans. Nonferrous Met. Soc. China 2017, 27, 779–788. [Google Scholar] [CrossRef]
- Papantoniou, I.G.; Markopoulos, A.P.; Manolakos, D.E. A new approach in surface modification and surface hardening of aluminum alloys using friction stir process: Cu-reinforced AA5083. Materials 2020, 13, 1278. [Google Scholar] [CrossRef] [Green Version]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.; Sadeghahmadi, M.; Gerlich, A. Reactive friction stir processing of AA 5052–TiO2 nanocomposite: Process–microstructure–mechanical characteristics. Mater. Sci. Technol. 2015, 31, 426–435. [Google Scholar] [CrossRef]
- Khorrami, M.S.; Samadi, S.; Janghorban, Z.; Movahedi, M. In-situ aluminum matrix composite produced by friction stir processing using FE particles. Mater. Sci. Eng. A 2015, 641, 380–390. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Simchi, A.; Kokabi, A.; Nosko, M.; Švec, P. Strain rate sensitivity, work hardening, and fracture behavior of an Al-Mg TiO2 nanocomposite prepared by friction stir processing. Metall. Mater. Trans. A 2014, 45, 4073–4088. [Google Scholar] [CrossRef]
- Wang, B.; Chen, F.; Liu, F.; Wang, W.; Xue, P.; Ma, Z. Enhanced mechanical properties of friction stir welded 5083Al-H19 joints with additional water cooling. J. Mater. Sci. Technol. 2017, 33, 1009–1014. [Google Scholar] [CrossRef]
- Lombard, H.; Hattingh, D.; Steuwer, A.; James, M. Optimising FSW process parameters to minimise defects and maximise fatigue life in 5083-H321 aluminium alloy. Eng. Fract. Mech. 2008, 75, 341–354. [Google Scholar] [CrossRef]
- Wang, Q.; Zhao, Z.; Zhao, Y.; Yan, K.; Zhang, H. The adjustment strategy of welding parameters for spray formed 7055 aluminum alloy underwater friction stir welding joint. Mater. Des. 2015, 88, 1366–1376. [Google Scholar] [CrossRef]
- Zeng, X.; Xue, P.; Wang, D.; Ni, D.; Xiao, B.; Ma, Z. Realising equal strength welding to parent metal in precipitation-hardened Al–Mg–Si alloy via low heat input friction stir welding. Sci. Technol. Weld. Join. 2018, 23, 478–486. [Google Scholar] [CrossRef]
- Heidarzadeh, A.; Javidani, M.; Mofarrehi, M.; Farzaneh, A.; Chen, X.-G. Submerged dissimilar friction stir welding of AA6061 and AA7075 aluminum alloys: Microstructure characterization and mechanical property. Metals 2021, 11, 1592. [Google Scholar] [CrossRef]
- Rathinasuriyan, C.; Pavithra, E.; Sankar, R.; Kumar, V. Current status and development of submerged friction stir welding: A review. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 687–701. [Google Scholar] [CrossRef]
- Papahn, H.; Bahemmat, P.; Haghpanahi, M.; Sommitsch, C. Study on governing parameters of thermal history during underwater friction stir welding. Int. J. Adv. Manuf. Technol. 2015, 78, 1101–1111. [Google Scholar] [CrossRef]
- Sharma, C.; Dwivedi, D.K.; Kumar, P. Influence of in-process cooling on tensile behaviour of friction stir welded joints of AA7039. Mater. Sci. Eng. A 2012, 556, 479–487. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, B.; Ma, Z. Enhancing mechanical properties of friction stir welded 2219Al-T6 joints at high welding speed through water cooling and post-welding artificial ageing. Mater. Charact. 2015, 106, 255–265. [Google Scholar] [CrossRef]
- Heirani, F.; Abbasi, A.; Ardestani, M. Effects of processing parameters on microstructure and mechanical behaviors of underwater friction stir welding of Al5083 alloy. J. Manuf. Process. 2017, 25, 77–84. [Google Scholar] [CrossRef]
- Kishta, E.E.; Darras, B. Experimental investigation of underwater friction-stir welding of 5083 marine-grade aluminum alloy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 458–465. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, H.; Yu, L. Effect of water cooling on the performances of friction stir welding heat-affected zone. J. Mater. Eng. Perform. 2012, 21, 1182–1187. [Google Scholar] [CrossRef]
- Shanavas, S.; Dhas, J.E.R.; Murugan, N. Weldability of marine grade AA 5052 aluminum alloy by underwater friction stir welding. Int. J. Adv. Manuf. Technol. 2018, 95, 4535–4546. [Google Scholar] [CrossRef]
- Soyama, H.; Simoncini, M.; Cabibbo, M. Effect of cavitation peening on fatigue properties in friction stir welded aluminum alloy AA5754. Metals 2020, 11, 59. [Google Scholar] [CrossRef]
- Soyama, H.; Korsunsky, A.M. A critical comparative review of cavitation peening and other surface peening methods. J. Mater. Process. Technol. 2022, 305, 117586. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, M.; Zhang, X.; Yang, G. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy. Mater. Des. 2015, 65, 559–566. [Google Scholar] [CrossRef]
- Wang, F.; Li, W.; Shen, J.; Wen, Q.; Dos Santos, J. Improving weld formability by a novel dual-rotation bobbin tool friction stir welding. J. Mater. Sci. Technol. 2018, 34, 135–139. [Google Scholar] [CrossRef]
- Ahmed, M.M.; El-Sayed Seleman, M.M.; Eid, R.G.; Albaijan, I.; Touileb, K. The Influence of Tool Pin Geometry and Speed on the Mechanical Properties of the Bobbin Tool Friction Stir Processed AA1050. Materials 2022, 15, 4684. [Google Scholar] [CrossRef] [PubMed]
- Fuse, K.; Badheka, V. Bobbin tool friction stir welding: A review. Sci. Technol. Weld. Join. 2019, 24, 277–304. [Google Scholar] [CrossRef]
- Shukla, S.; Komarasamy, M.; Mishra, R.S. Grain size dependence of fatigue properties of friction stir processed ultrafine-grained Al-5024 alloy. Int. J. Fatigue 2018, 109, 1–9. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, W.; Shen, J.; Chao, Y.; Li, J.; Ma, Y.-E. Effect of backplate diffusivity on microstructure and mechanical properties of friction stir welded joints. Mater. Des. 2013, 50, 551–557. [Google Scholar] [CrossRef]
- Liu, H.; Maeda, M.; Fujii, H.; Nogi, K. Tensile properties and fracture locations of friction-stir welded joints of 1050-H24 aluminum alloy. J. Mater. Sci. Lett. 2003, 22, 41–43. [Google Scholar] [CrossRef]
- Thomas, W.; Staines, D.; Watts, E.; Norris, I. The Simultaneous Use of Two or More Friction Stir Welding Tools; TWI: Cambridge, UK, 2005; Volume 13. [Google Scholar]
- Dumpala, L.; Chandra, P.H.; Sriram, N. Development of bobbin tool and influence of its design parameters on FSW joint. Mater. Today Proc. 2022, 56, 1582–1587. [Google Scholar] [CrossRef]
- Çam, G. Friction stir welded structural materials: Beyond Al-alloys. Int. Mater. Rev. 2011, 56, 1–48. [Google Scholar] [CrossRef]

























| Al Alloy | Plate Thickness | Welding Tool Geometry | Optimum Parameters for Tensile Strength | Results and Joint Efficiency % | Ref. |
|---|---|---|---|---|---|
| 5083-O | 5 mm | Shoulder diameter: 20 mm, Pin diameter: 5 mm, Pin height: 4.5 mm, cylindrical with thread pin, tilt angle: 2° | Rotational speed: 800 rpm Traverse speed: 124 mm/min | UTS: 340 MPa Joint efficiency: 92% | [95] |
| 5083 | 6 mm | Shoulder diameter: 24 mm, Pin diameter: 8 mm Taper with thread pin, tilt angle: 1.5° | Rotational speed: 710 rpm Traverse speed: 40 mm/min | UTS: 185 Mpa Joint efficiency: 66% | [101] |
| 5052 | 4 mm | Shoulder diameter: 17.8 mm, Pin diameter: 4 mm, Pin height: 3.8 mm, Taper pin | Rotational speeds: 1300 rpm, Traverse speed: 50 mm/min | UTS: 221 MPa Joint efficiency: 85% | [104] |
| 5052-H18 | 2 mm | Shoulder diameter: 12.8 mm, Pin diameter: 1.8 mm, cylindrical pin | Rotational speeds: 1233 rpm, Traverse speed: 107 mm/min | UTS: 229 MPa Joint efficiency: Not reported | [103] |
| 5052 | 1 mm | Shoulder diameter: 7.5 mm, Pin diameter: 2.5 mm, square shape pin | Rotational speeds: 3250 rpm, Traverse speed: 200 mm/min | UTS: 184 MPa Joint efficiency: 80% | [105] |
| 5086-H34 | 6 mm | Shoulder diameter: 16 mm, Pin: square shape, Pin height: 5.7 mm, square shape pin | Rotational speeds: 1250 rpm, Traverse speed: 80 mm/min | UTS: 310 MPa Joint efficiency: 85% | [106] |
| 1100-H14 | 4 mm | Shoulder diameter: 18 mm, Pin diameter: 6 mm, Pin height: 3 and 1.5 mm, cylindrical pin | Rotational speed: 900 rpm Traverse speed: 40 mm/min | UTS: 94 MPa Joint efficiency: Not reported | [107] |
| 5083-H111 | 6 mm | Shoulder diameter: 20 mm, Pin diameter: 7 mm, Pin height: 5.8 mm, triangular shape pin, tilt angle: 2° | Rotational speed: 800 rpm Traverse speed: 125 mm/min | UTS: 299 MPa Joint efficiency: 92% | [100] |
| 1050-H24 | 5 mm | Shoulder diameter: 15 mm, Pin diameter: 6 mm, Pin height: 4.7 mm, cylindrical pin, tilt angle: 3° | Rotational speed: 1500 rpm Traverse speed: 400 mm/min | UTS: 84 MPa Joint efficiency: 80% | [31] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abnar, B.; Gashtiazar, S.; Javidani, M. Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities. Crystals 2023, 13, 576. https://doi.org/10.3390/cryst13040576
Abnar B, Gashtiazar S, Javidani M. Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities. Crystals. 2023; 13(4):576. https://doi.org/10.3390/cryst13040576
Chicago/Turabian StyleAbnar, Behrouz, Samaneh Gashtiazar, and Mousa Javidani. 2023. "Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities" Crystals 13, no. 4: 576. https://doi.org/10.3390/cryst13040576
APA StyleAbnar, B., Gashtiazar, S., & Javidani, M. (2023). Friction Stir Welding of Non-Heat Treatable Al Alloys: Challenges and Improvements Opportunities. Crystals, 13(4), 576. https://doi.org/10.3390/cryst13040576