


Dry Sliding Wear Behavior and Mild–Severe Wear Transition of the AA2195-T6 Alloy under Different Loads

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
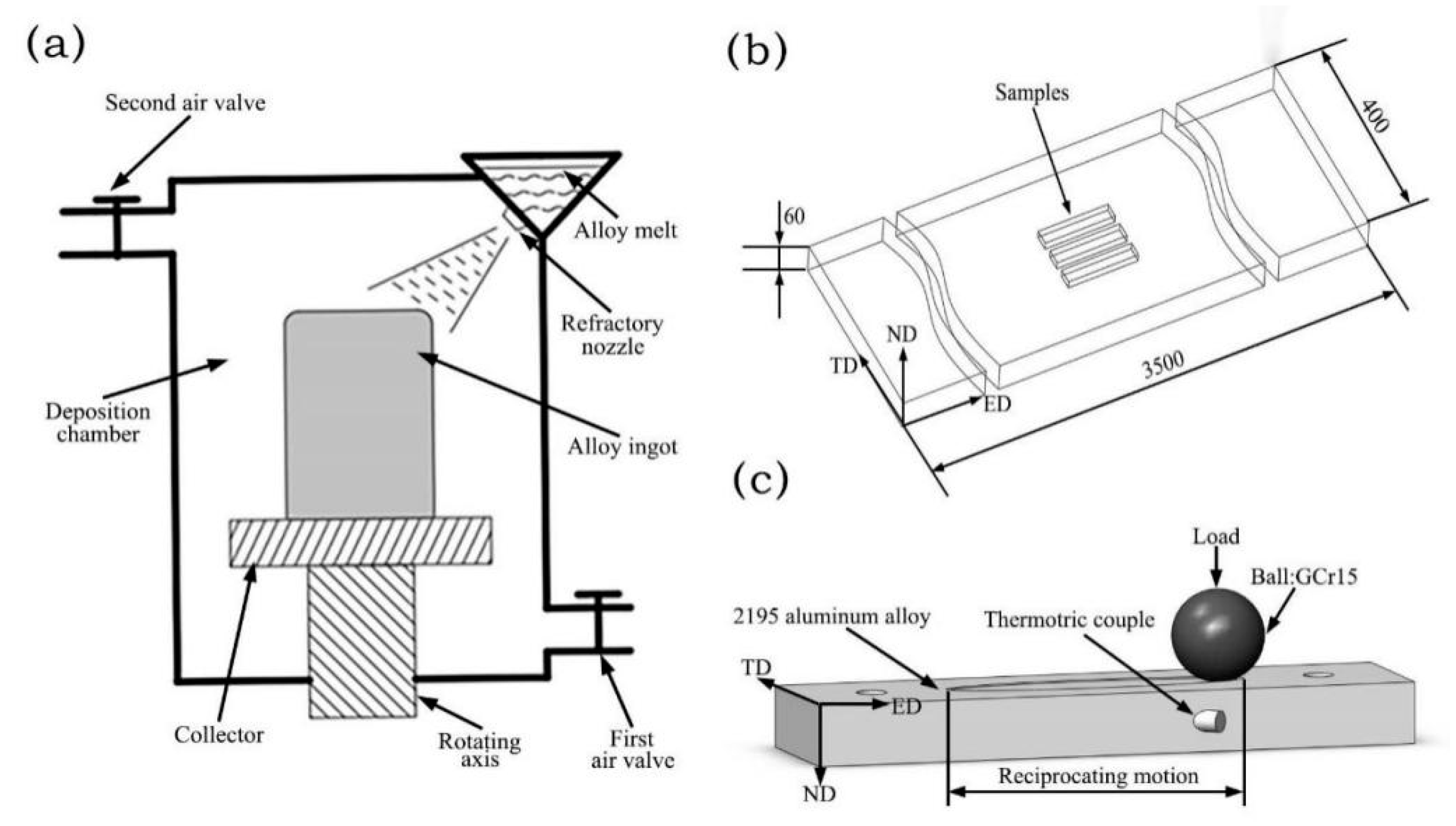
2.2. Processing
2.3. Analysis and Characterization
3. Results and Discussion
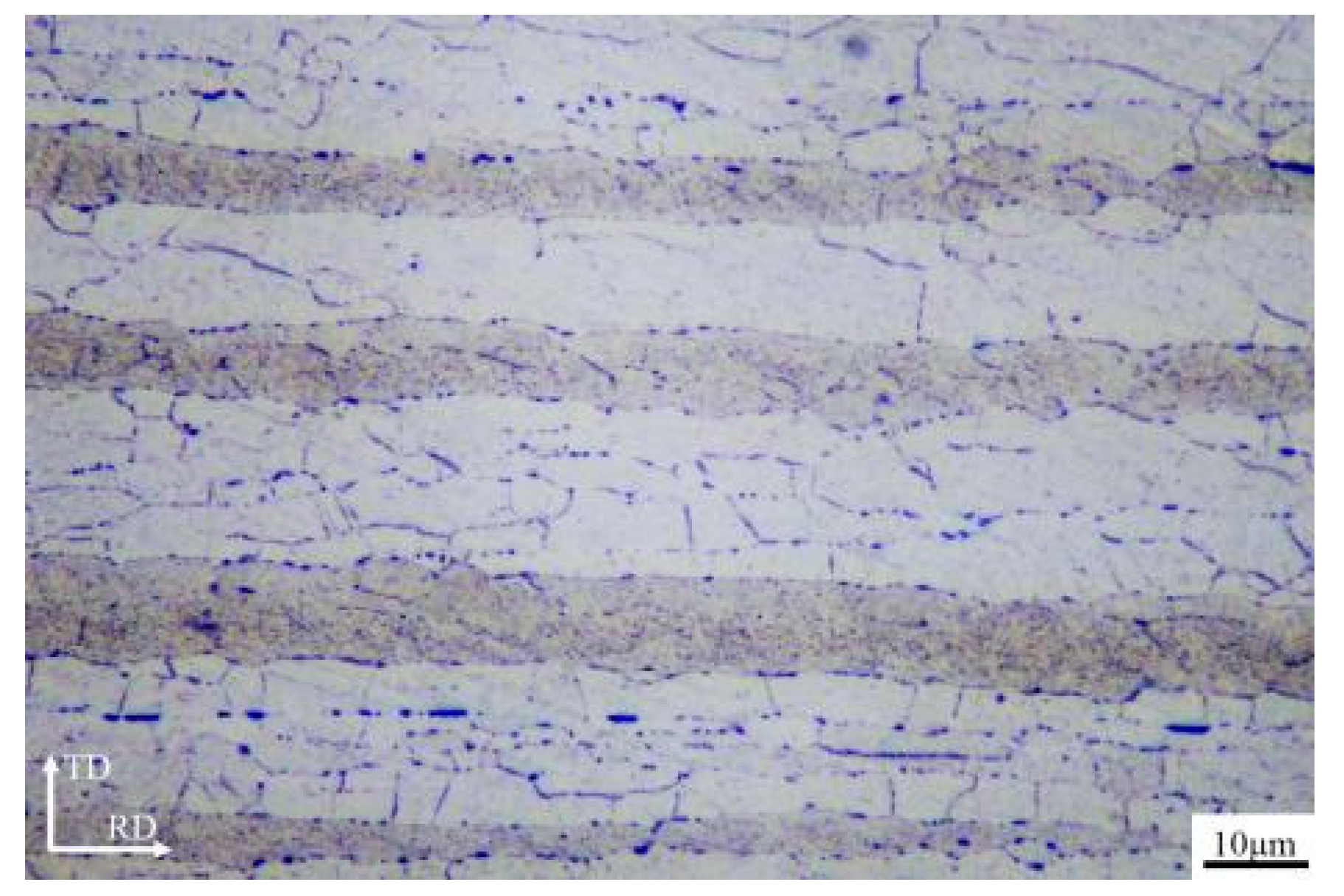
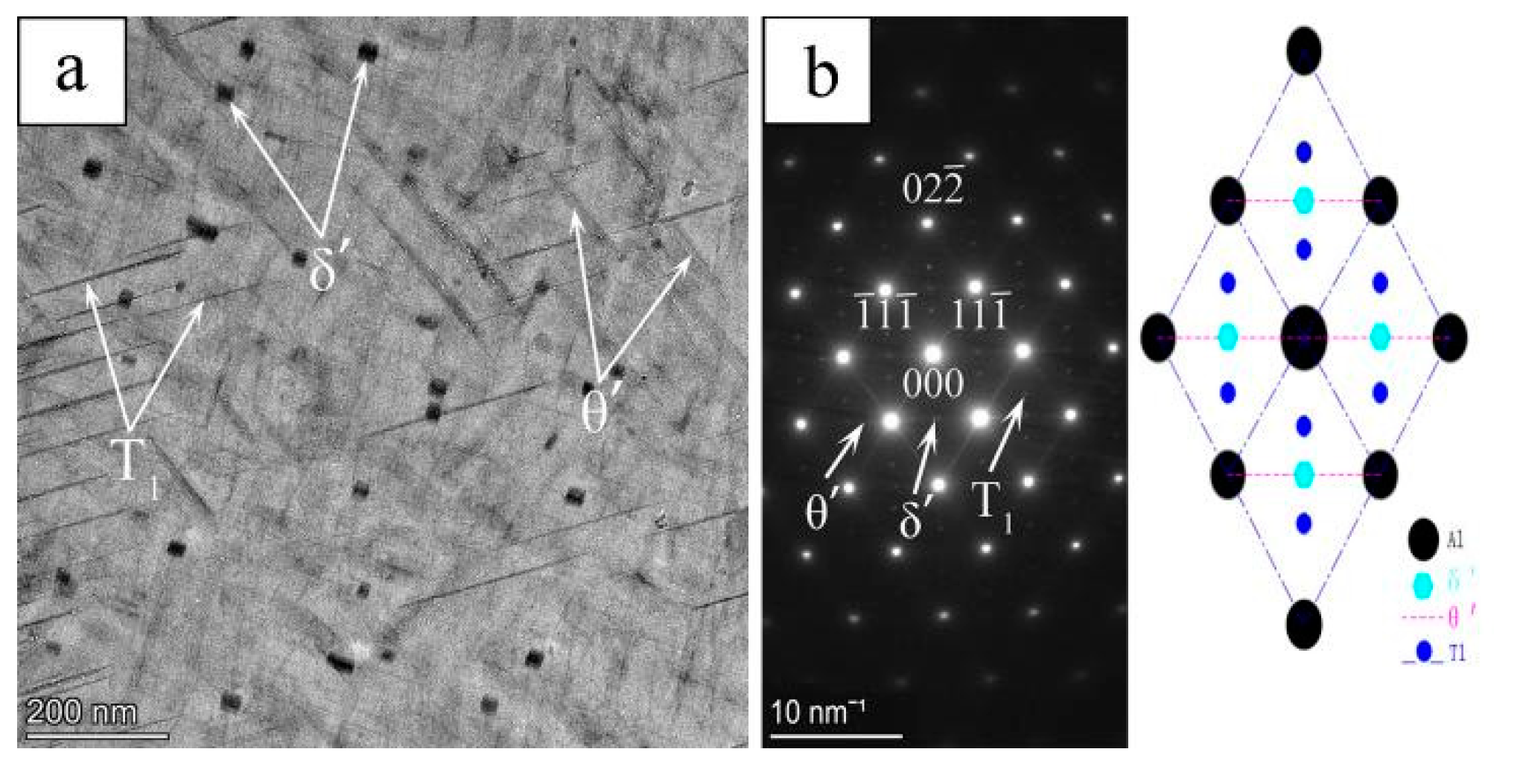
3.1. Microstructure Analysis before Friction
3.2. Results of the Friction and Wear Experiment
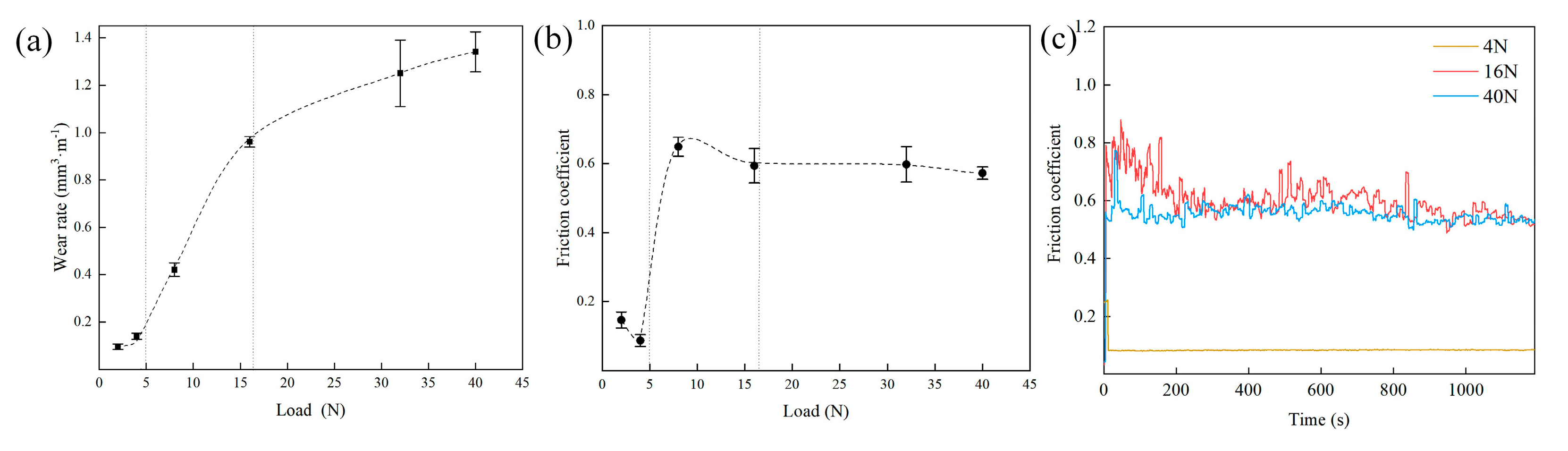
3.2.1. Coefficient of Friction and Wear Rate
3.2.2. Wear Phenomenon
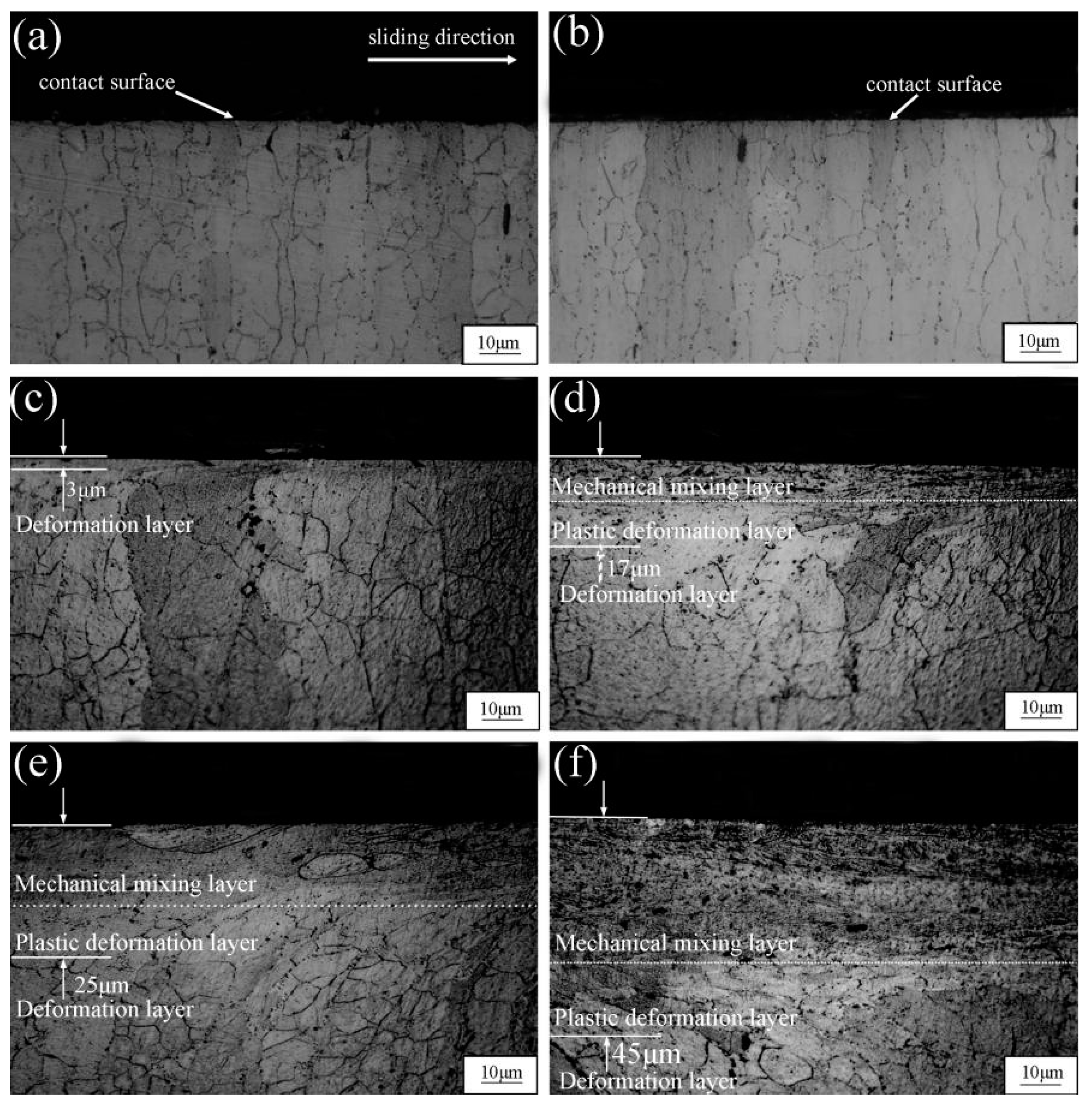
3.2.3. Plastic Deformation Behavior Induced by Friction
4. Conclusions
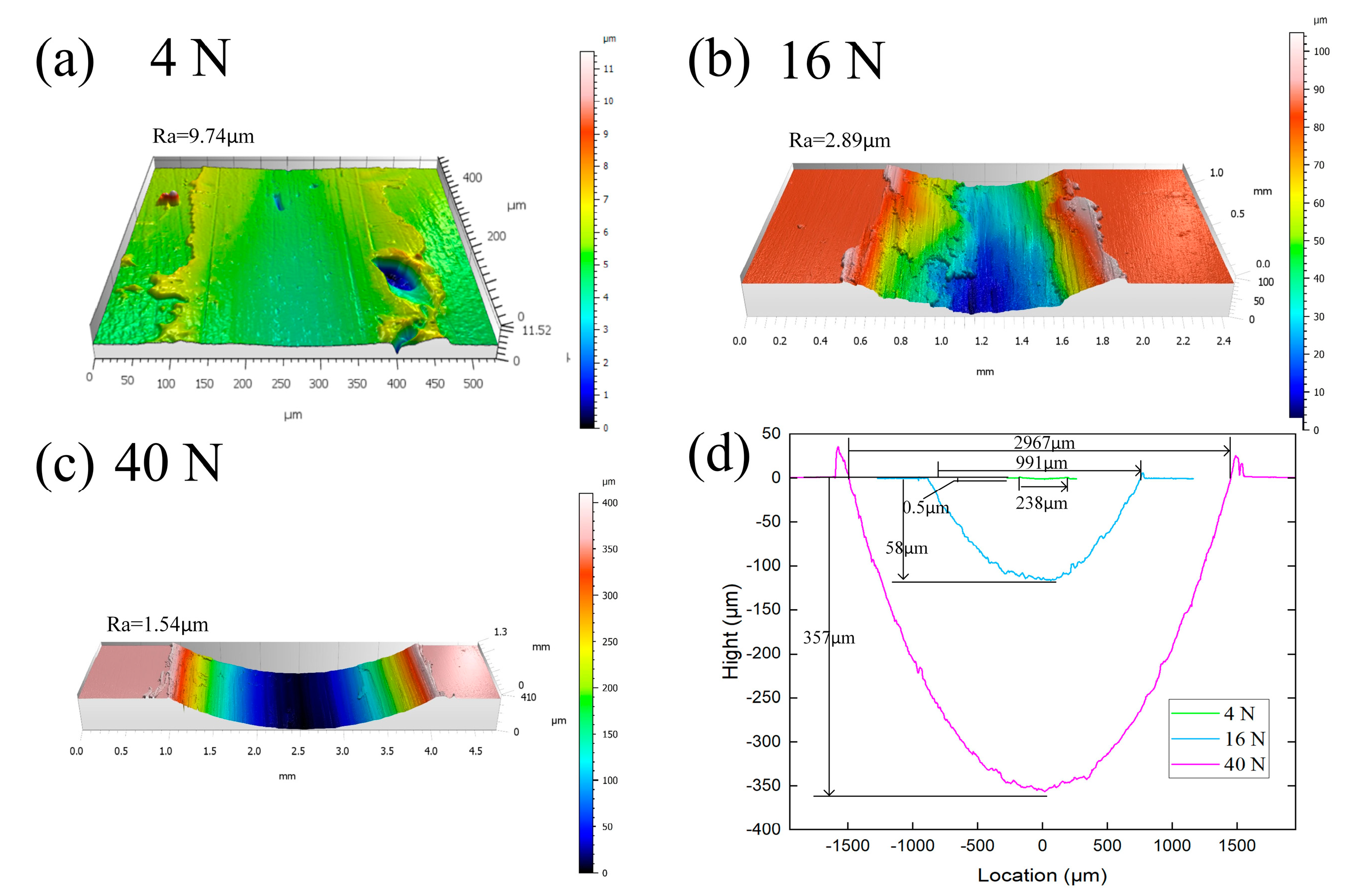
- When the load increases from 2 to 40 N, the change in the wear rate can be divided into three stages. In Stage 1 (2–4 N), the wear rate does not change significantly with increasing load. The alloy is in the mild wear regime. In Stages 2 (8–16 N) and 3 (32–40 N), the rate at which the wear rate increases firstly rises rapidly and then is gradually reduced. The alloy is in the severe wear regime;
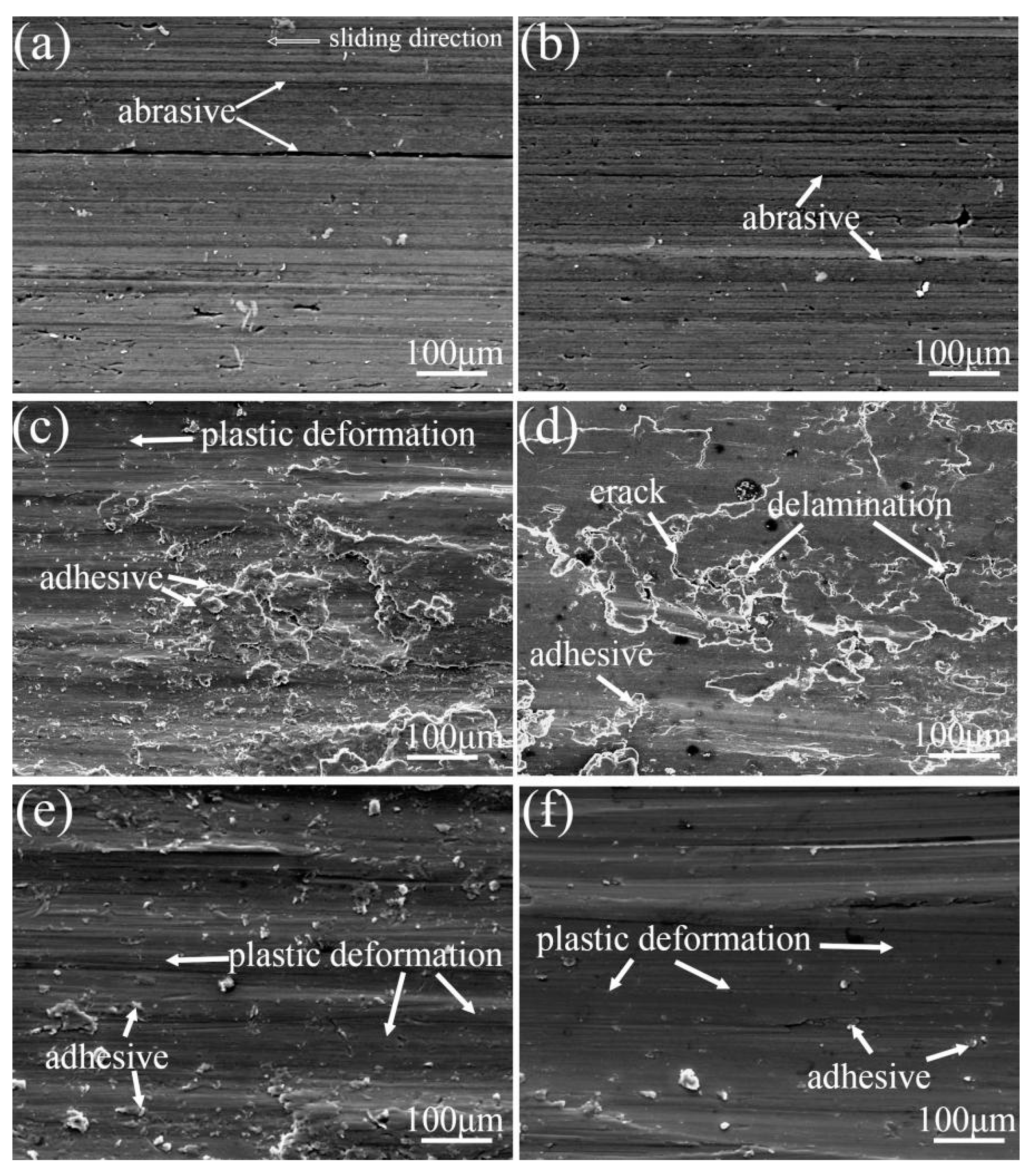
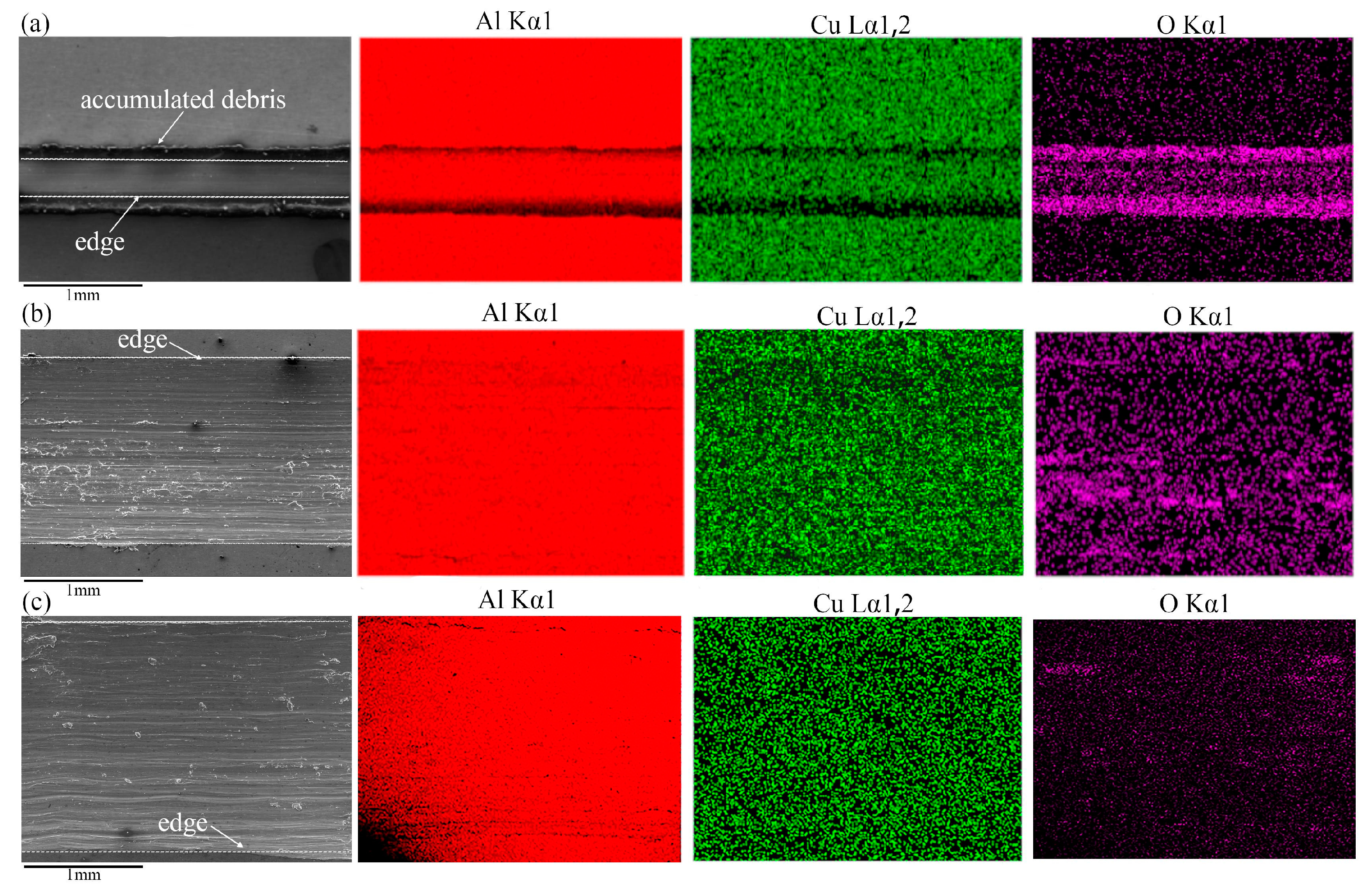
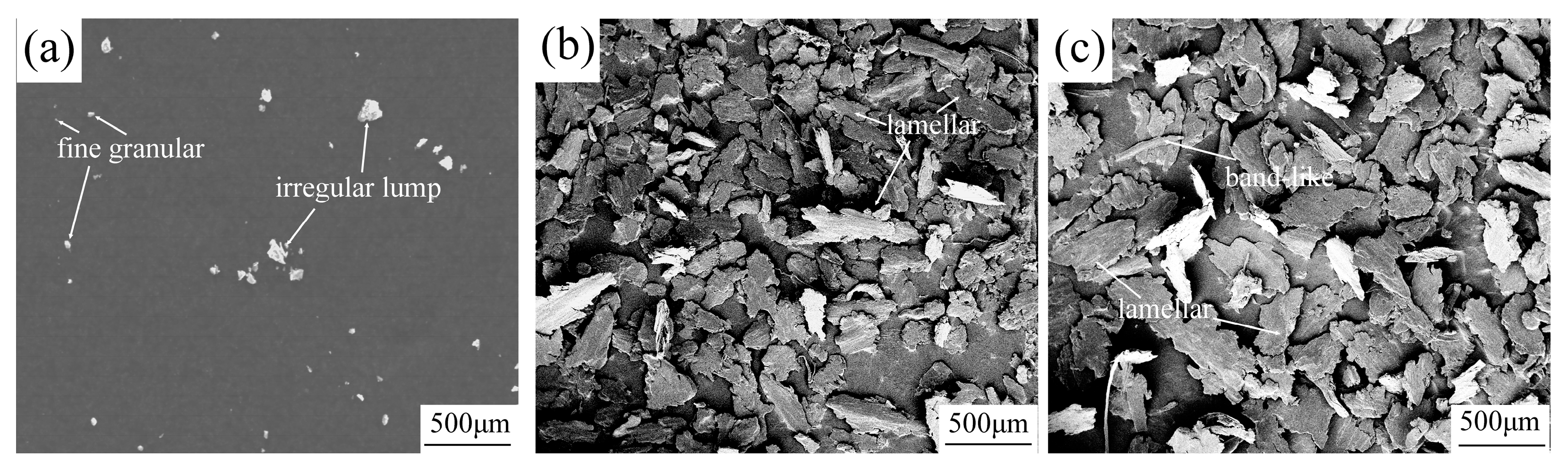
- The main wear phenomena are abrasion, adhesion, oxidation, delamination, and severe plastic deformation. When the load ranges from 2 to 4 N, the wear is dominated by abrasion and oxidation. At 8 and 16 N, the wear phenomenon changes to adhesion, delamination, and severe plastic deformation. When the load exceeds 32 N, the dominant wear phenomenon is severe plastic deformation;
- The change in the wear phenomenon is affected by the microstructure of the substrate. When the load exceeds 8 N, friction and wear cause plastic deformation of the 2195 Al–Li alloy. The deformation results in the mechanical mixing and the formation of plastic deformation zones near the wear contact surface. By increasing the load, the thickness of the plastic deformation layer rises rapidly.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, P.; Chen, M. Progress in characterization methods for thermoplastic deforming constitutive models of Al–Li alloys: A review. J. Mater. Sci. 2020, 55, 9828–9847. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Ramezani, M.; Neitzert, T.; Pasang, T.; Sellès, M.A. Frictional Properties of AZ80 and ZE10 Magnesium Alloys under Dry and Lubricated Contact Conditions. Procedia Eng. 2014, 81, 1836–1841. [Google Scholar] [CrossRef]
- Ilie, F. Effect of the Etching on Chemical Mechanical Planarization of the Selective Layer Surface. Int. J. Mater. Sci. Appl. 2017, 6, 193. [Google Scholar] [CrossRef]
- Schütte, M.R.; Ehrich, J.; Linsler, D.; Hanke, S. Effects of Microstructure Modification by Friction Surfacing on Wear Behavior of Al Alloys with Different Si Contents. Materials 2022, 15, 1641. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.-R.; Sun, Y.; Li, X.-X.; Wang, S.-Q.; Mao, T.-J. Dry sliding wear performance of 7075 Al alloy under different temperatures and load conditions. Rare Met. 2015, 41, 1057–1062. [Google Scholar] [CrossRef]
- Tarasov, S.Y.; Filippov, A.; Kolubaev, E.; Kalashnikova, T. Adhesion transfer in sliding a steel ball against an aluminum alloy. Tribol. Int. 2017, 115, 191–198. [Google Scholar] [CrossRef]
- Singh, J. Fabrication characteristics and tribological behavior of Al/SiC/Gr hybrid aluminum matrix composites: A review. Friction 2016, 4, 191–207. [Google Scholar] [CrossRef]
- Hatamleh, O. A comprehensive investigation on the effects of laser and shot peening on fatigue crack growth in friction stir welded AA 2195 joints. Int. J. Fatigue 2009, 31, 974–988. [Google Scholar] [CrossRef]
- Nayan, N.; Gurao, N.P.; Murty, S.N.; Jha, A.K.; Pant, B.; Sharma, S.; George, K.M. Microstructure and micro-texture evolution during large strain deformation of an aluminium–copper–lithium alloy AA 2195. Mater. Des. 2015, 65, 862–868. [Google Scholar] [CrossRef]
- Wang, X.-H.; Wang, J.-H.; Yue, X.; Gao, Y. Effect of aging treatment on the exfoliation corrosion and stress corrosion cracking behaviors of 2195 Al–Li alloy. Mater. Des. 2015, 67, 596–605. [Google Scholar] [CrossRef]
- Cheng, Y.-L.; Cao, J.-H.; Mao, M.-K.; Peng, Z.-M.; Skeldon, P.; Thompson, G. High growth rate, wear resistant coatings on an Al–Cu–Li alloy by plasma electrolytic oxidation in concentrated aluminate electrolytes. Surf. Coat. Technol. 2015, 269, 74–82. [Google Scholar] [CrossRef]
- Li, G.; Hao, S.; Gao, W.; Lu, Z. The Effect of Applied Load and Rotation Speed on Wear Characteristics of Al-Cu-Li Alloy. J. Mater. Eng. Perform. 2022, 31, 5875–5885. [Google Scholar] [CrossRef]
- Davoudi, M.; Nejad, A.F.; Koloor, S.S.R.; Petrů, M. Investigation of effective geometrical parameters on wear of hot forging die. J. Mater. Res. Technol. 2021, 15, 5221–5231. [Google Scholar] [CrossRef]
- Archard, J.F.; Hirst, W. The wear of metals under unlubricated conditions. Proc. R. Soc. London. Ser. A Math. Phys. Sci. 1956, 236, 397–410. [Google Scholar] [CrossRef]
- Yin, C.-H.; Liang, Y.-L.; Liang, Y.; Li, W.; Yang, M. Formation of a self-lubricating layer by oxidation and solid-state amorphization of nano-lamellar microstructures during dry sliding wear tests. Acta Mater. 2018, 166, 208–220. [Google Scholar] [CrossRef]
- Banerji, A.; Edrisy, A.; Francis, V.; Alpas, A. Effect of bio-fuel (E85) addition on lubricated sliding wear mechanisms of a eutectic Al–Si alloy. Wear 2014, 311, 1–13. [Google Scholar] [CrossRef]
- Wu, X.; Wang, D.; De Andrade, V.; Jiang, Y.; Wang, W.; Wen, S.; Gao, K.; Huang, H.; Chen, S.; Nie, Z. Dry sliding wear of microalloyed Er-containing Al–10Sn–4Si–1Cu alloy. J. Mater. Res. Technol. 2020, 9, 14828–14840. [Google Scholar] [CrossRef]
- Al-Qutub, A.; Khalil, A.; Saheb, N.; Hakeem, A. Wear and friction behavior of Al6061 alloy reinforced with carbon nanotubes. Wear 2012, 297, 752–761. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, C.; Lin, J.; Zhao, G.; Chen, L.; Zhang, H. Microstructure analysis and low-cycle fatigue behavior of spray-formed Al–Li alloy 2195 extruded plate. Mater. Sci. Eng. A 2018, 742, 773–787. [Google Scholar] [CrossRef]
- Yang, Y.; Lian, X.; Zhou, K.; Li, G. Effects of laser shock peening on microstructures and properties of 2195 Al-Li alloy. J. Alloys Compd. 2018, 781, 330–336. [Google Scholar] [CrossRef]
- Yang, Y.; Zhou, K.; Li, G. Surface gradient microstructural characteristics and evolution mechanism of 2195 aluminum lithium alloy induced by laser shock peening. Opt. Laser Technol. 2018, 109, 1–7. [Google Scholar] [CrossRef]
- Prabhu, M.S.; Perumal, A.E.; Arulvel, S. Development of multi-pass processed AA6082/SiCp surface composite using friction stir processing and its mechanical and tribology characterization. Surf. Coat. Technol. 2020, 394, 125900. [Google Scholar] [CrossRef]
- Chen, Q.; Yu, Y.; Sun, J.; Jing, C.; Zhao, Y.; Wang, J. Investigation of the Wear Behavior of Surface Welding AZ91 and AZ91+Gd Alloys under Variable Loading Conditions. Crystals 2021, 11, 554. [Google Scholar] [CrossRef]
- Zhao, Z.; Zhang, L.; Bai, P.; Du, W.; Wang, S.; Xu, X.; Dong, Q.; Li, Y.; Han, B. Tribological Behavior of In Situ TiC/Graphene/Graphite/Ti6Al4V Matrix Composite Through Laser Cladding. Acta Met. Sin. Engl. Lett. 2021, 34, 1317–1330. [Google Scholar] [CrossRef]
- Suresha, B.; Seetharamu, S.; Kumaran, P.S. Investigations on the influence of graphite filler on dry sliding wear and abrasive wear behaviour of carbon fabric reinforced epoxy composites. Wear 2009, 267, 1405–1414. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.; Manladan, S.M.; Geng, K.; Hu, S. Wear resistance of FeCoCrNiMnAlx high-entropy alloy coatings at high temperature. Appl. Surf. Sci. 2020, 512, 145736.1–145736.14. [Google Scholar] [CrossRef]
- JWilson, J.E.; Stott, F.H.; Wood, G.C. The development of wear-protective oxides and their influence on sliding friction. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1980, 369, 557–574. [Google Scholar] [CrossRef]
- Quinn, T. The oxidational wear of low alloy steels. Tribol. Int. 2002, 35, 691–715. [Google Scholar] [CrossRef]
- Quinn, T.F.J. The Effect of “Hot-Spot” Temperatures on the Unlubricated Wear of Steel. ASLE Trans. 1967, 10, 158–168. [Google Scholar] [CrossRef]
- Mishina, H.; Hase, A. Wear equation for adhesive wear established through elementary process of wear. Wear 2013, 308, 186–192. [Google Scholar] [CrossRef]
- Wang, Y.B.; Li, L.; An, J. Dry wear behavior and mild-to-severe wear transition in an Mg-Gd-Y-Zr alloy. Surf. Topogr. Metrol. Prop. 2021, 9, 25032. [Google Scholar] [CrossRef]
- Zheng, G.; Luo, X.; Yang, Y.; Kou, Z.; Huang, B.; Zhang, Y.; Zhang, W. The gradient structure in the surface layer of an Al-Zn-Mg-Cu alloy subjected to sliding friction treatment. Results Phys. 2019, 13, 102318. [Google Scholar] [CrossRef]
- Xin, L.; Yang, B.; Wang, Z.; Li, J.; Lu, Y.; Shoji, T. Microstructural evolution of subsurface on Inconel 690TT alloy subjected to fretting wear at elevated temperature. Mater. Des. 2016, 104, 152–161. [Google Scholar] [CrossRef]
- Zhang, W.; Lu, J.; Huo, W.; Zhang, Y.; Wei, Q. Microstructural evolution of AZ31 magnesium alloy subjected to sliding friction treatment. Philos. Mag. 2018, 98, 1576–1593. [Google Scholar] [CrossRef]
- Machado, M.; Moreira, P.; Flores, P.; Lankarani, H.M. Compliant contact force models in multibody dynamics: Evolution of the Hertz contact theory. Mech. Mach. Theory 2012, 53, 99–121. [Google Scholar] [CrossRef]
- Greiner, C.; Gagel, J.; Gumbsch, P. Solids Under Extreme Shear: Friction-Mediated Subsurface Structural Transformations. Adv. Mater. 2019, 31, e1806705. [Google Scholar] [CrossRef] [PubMed]
- Alidokht, S.; Abdollah-Zadeh, A.; Assadi, H. Effect of applied load on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2013, 305, 291–298. [Google Scholar] [CrossRef]
- Mandal, M.; Mitra, R. Study of Dry Sliding Wear Behavior of Hot-Rolled and Mushy-State Rolled Al-4.5Cu-5TiB2 In-Situ Composite with Analysis of Work Hardening and Subsurface Microstructure-Microtexture Evolution Using EBSD. Met. Mater. Trans. A 2019, 50, 5356–5372. [Google Scholar] [CrossRef]
- Hariharasakthisudhan, P.; Jose, S.; Manisekar, K. Dry sliding wear behaviour of single and dual ceramic reinforcements premixed with Al powder in AA6061 matrix. J. Mater. Res. Technol. 2019, 8, 275–283. [Google Scholar] [CrossRef]
- Chen, X.; Han, Z.; Lu, K. Wear mechanism transition dominated by subsurface recrystallization structure in Cu–Al alloys. Wear 2014, 320, 41–50. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Content (wt%) | Al | Cu | O |
|---|---|---|---|
| Tested at 4 N | 91.18 | 4.55 | 4.27 |
| Tested at 16 N | 93.29 | 4.71 | 2.00 |
| Tested at 40 N | 94.02 | 4.68 | 1.30 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Q.; Yu, Y.; Ma, G.; Sun, X.; Lu, L. Dry Sliding Wear Behavior and Mild–Severe Wear Transition of the AA2195-T6 Alloy under Different Loads. Crystals 2023, 13, 698. https://doi.org/10.3390/cryst13040698
Chen Q, Yu Y, Ma G, Sun X, Lu L. Dry Sliding Wear Behavior and Mild–Severe Wear Transition of the AA2195-T6 Alloy under Different Loads. Crystals. 2023; 13(4):698. https://doi.org/10.3390/cryst13040698
Chicago/Turabian StyleChen, Qingqiang, Yalei Yu, Guanjie Ma, Xingzi Sun, and Laixiao Lu. 2023. "Dry Sliding Wear Behavior and Mild–Severe Wear Transition of the AA2195-T6 Alloy under Different Loads" Crystals 13, no. 4: 698. https://doi.org/10.3390/cryst13040698
APA StyleChen, Q., Yu, Y., Ma, G., Sun, X., & Lu, L. (2023). Dry Sliding Wear Behavior and Mild–Severe Wear Transition of the AA2195-T6 Alloy under Different Loads. Crystals, 13(4), 698. https://doi.org/10.3390/cryst13040698