




Effect of Ultrasonic Rolling on the Organization and Properties of a High-Speed Laser Cladding IN 718 Superalloy Coating




Abstract
:1. Introduction
2. Materials and Methods
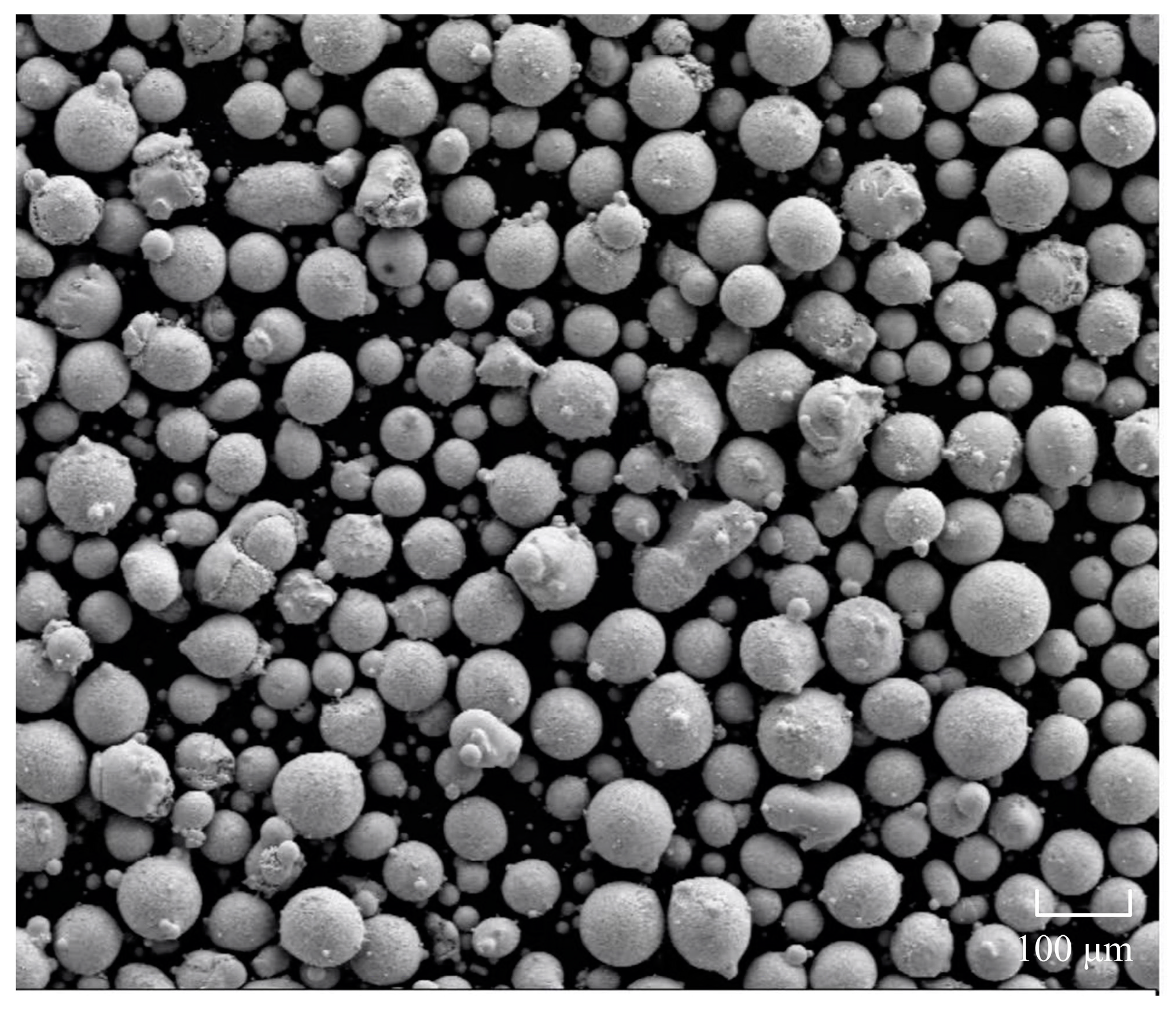
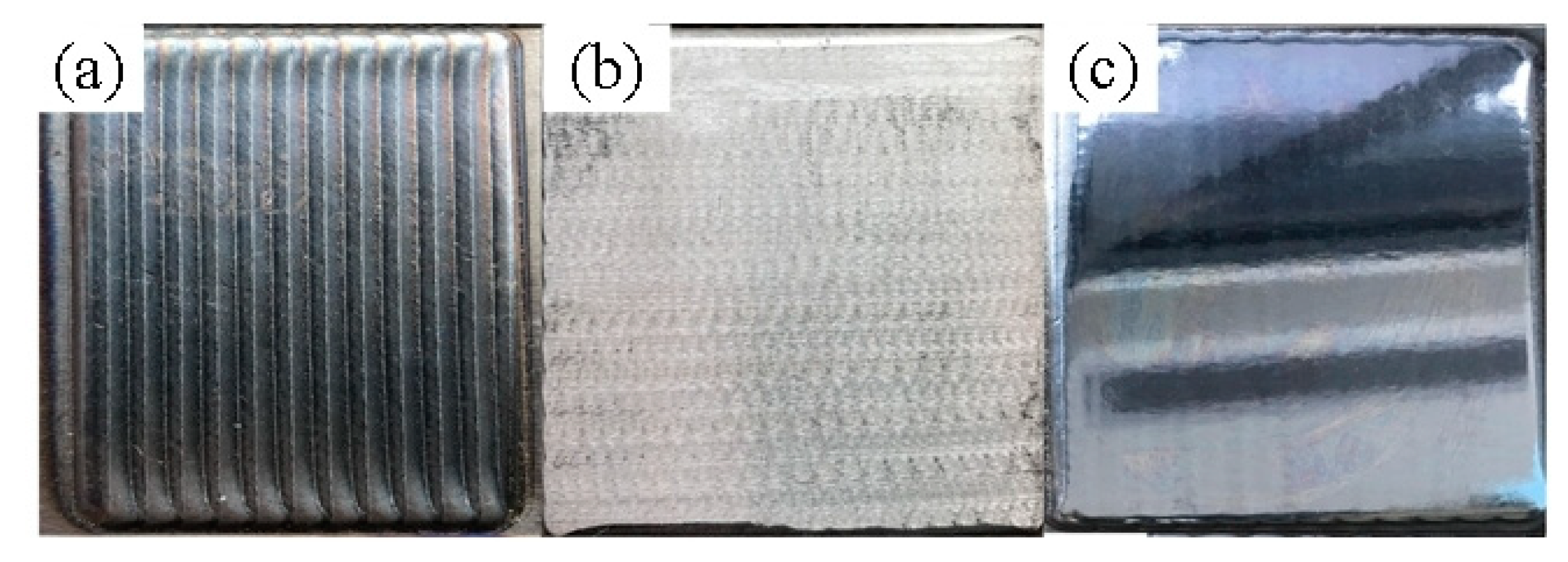
2.1. Preparation of the Coatings
2.2. Characterization of the Coatings
3. Results and Discussion
3.1. Microstructure and Physical Phase Analysis
3.2. Microhardness
3.3. High-Temperature Friction and Wear Resistance
4. Conclusions
- (1)
- The microstructure close to the top of the coating surface was composed of fine dendrites and equiaxed crystals. The middle tissue of the coating was composed of dendrite crystals and cell crystals. The microstructure at the bottom of the coating was mainly coarse columnar crystals. Planar crystals appeared at the junction between the bottom of the coating and the substrate. The Laves phase was often distributed in the IN 718-coated interdendritic channels;
- (2)
- Under the dual action of static pressure and ultrasonic vibration, the top of the IN 718 coating after USRP produced a sharp deformed area of approximately 12 μm. The particles were extruded and elongated; the growth direction was parallel to the processed surface. Minor plastic deformation occurred within 40 μm of the severely deformed area. The growth direction of the grain was also affected and had an obvious trend towards the machining direction;
- (3)
- After USRP, the phase composition of the IN 718 coating did not significantly change. γ-(Fe, Ni) was dominant; the other phases had a low content and no obvious diffraction peak. The half-height width of the diffraction peak increased after USRP;
- (4)
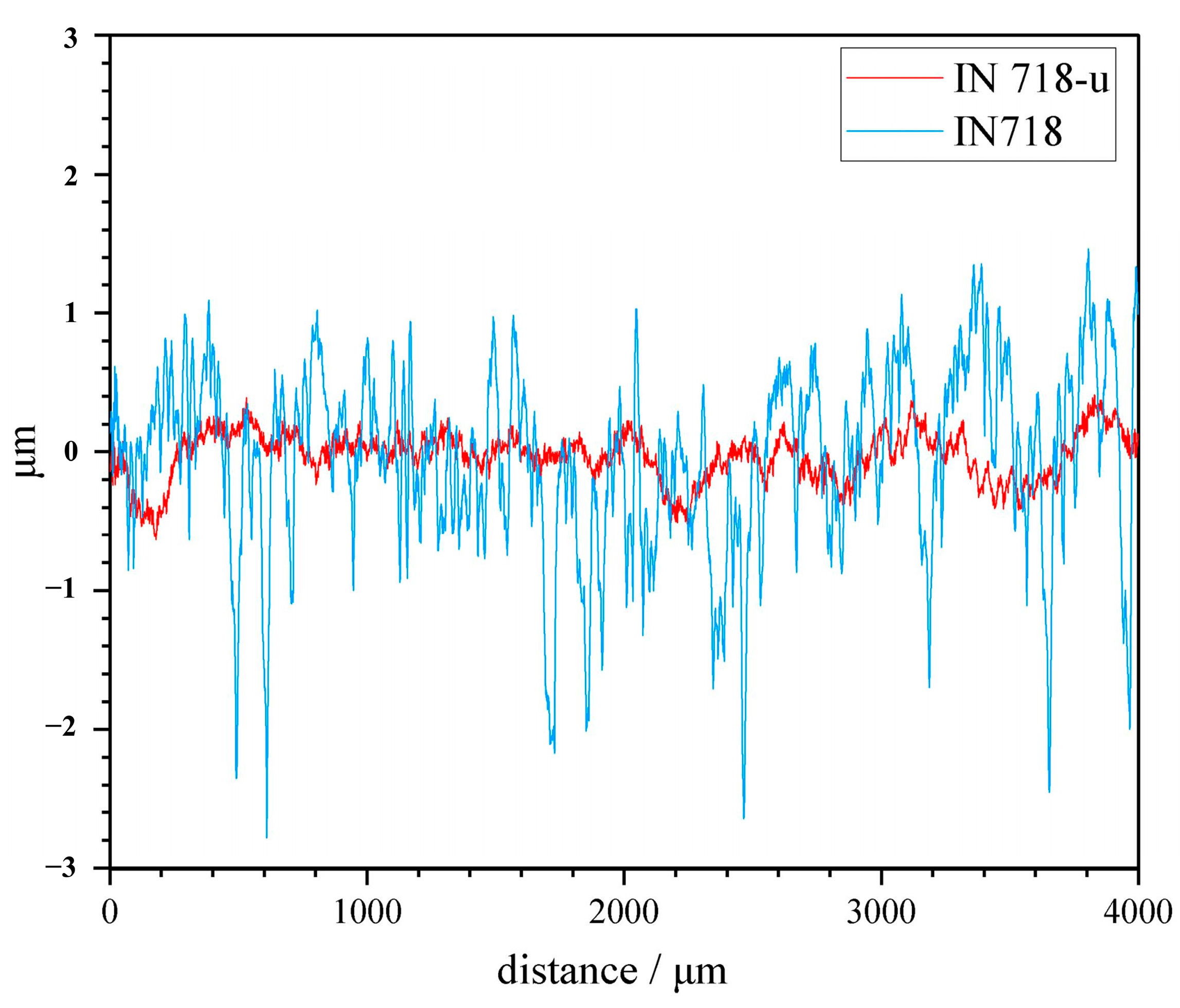
- The coating hardness substantially increased after USRP, from 294.05 HV to 383.66 HV. Thanks to the increased surface hardness and reduced grain size after USRP, the surface roughness of the coating was greatly reduced. The coating wear rate reduced and changed from severe adhesive wear and abrasive wear to slight adhesive wear and insignificant abrasive wear.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, J.T.; Liu, S.P.; Fan, Y.P.; He, Z.R. A short review on selective laser melting of H13 steel. Int. J. Adv. Manuf. Technol. 2020, 108, 453–2466. [Google Scholar] [CrossRef]
- Qu, H.; Tang, C.; Gu, T. Research on microstructure and high-temperature friction and wear properties of a cobalt-based alloy for hot extrusion die. Baosteel Tech. Res. 2020, 14, 10–20. [Google Scholar]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2017, 92, 112–224. [Google Scholar] [CrossRef]
- Wu, Y.; Liu, Y.; Chen, W.J. Research status and development direction of extreme high-speed laser material deposition. Electr. Weld. Mach. 2020, 50, 109800. [Google Scholar]
- Schopphoven, T.; Gasser, A.; Wissenbach, K.; Poprawe, R. Investigations on ultra-high-speed laser material deposition as alternative for hard chrome plating and thermal spraying. J. Laser Appl. 2016, 28, 022501. [Google Scholar] [CrossRef]
- Li, L.; Shen, F.; Zhou, Y.; Tao, W.; Wang, W.; Wang, S. Comparison of Microstructure and Corrosion Resistance of 431 Stainless Steel Coatings Prepared by Extreme High-Speed Laser Cladding and Conventional Laser Cladding. Chin. J. Lasers 2019, 46, 1002010. [Google Scholar]
- Yan, Q.; Yang, K.; Wang, Z.D.; Chen, M.Z.; Sun, G.F.; Ni, Z.H. Surface roughness optimization and high-temperature wear performance of H13 coating fabricated by extreme high-speed laser cladding. Opt. Laser Technol. 2022, 149, 107823. [Google Scholar] [CrossRef]
- Kou, S.Q.; Dai, J.N.; Wang, W.X.; Zhang, C.K.; Wang, S.Y.; Li, T.Y.; Chang, F. Enhancement of Wear Resistance on H13 Tool and Die Steels by Trace Nanoparticles. Metals 2022, 12, 348. [Google Scholar] [CrossRef]
- Yuan, X.; Wang, J.; Zhu, Q.H. Microstructure and wear resistance of iron-based and cobalt-based cladding layers of H13 steel. Trans. CHINA Weld. Inst. 2018, 39, 105–109. [Google Scholar]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Liu, M.; Li, J.Y.; Ma, Y.; Yuan, T.Y.; Mei, Q.S. Surface nanocrystallization and property of Ti6Al4V alloy induced by high pressure surface rolling. Surf. Coat. Technol. 2016, 289, 94–100. [Google Scholar] [CrossRef]
- Wang, H.; Song, G.; Tang, G. Evolution of surface mechanical properties and microstructure of Ti6Al4V alloy induced by electropulsing-assisted ultrasonic surface rolling process. J. Alloys Compd. 2016, 681, 146–156. [Google Scholar] [CrossRef]
- Bozdana, A.T.; Gindy, N.N.Z. Comparative experimental study on effects of conventional and ultrasonic deep cold rolling processes on Ti6Al4V. Mater. Sci. Technol. 2008, 24, 1378–1384. [Google Scholar] [CrossRef]
- Ye, H.; Zhu, J.; Liu, Y.; Liu, W.; Wang, D. Microstructure and mechanical properties of laser cladded CrNi alloy by hard turning (HT) and ultrasonic surface rolling (USR). Surf. Coat. Technol. 2020, 393, 125806. [Google Scholar] [CrossRef]
- Amanov, A.; Cho, I.S.; Kim, D.E.; Pyun, Y.S. Fretting wear and friction reduction of CP titanium and Ti6Al4V alloy by ultrasonic nanocrystalline surface modification. Surf. Coat. Technol. 2012, 207, 135–142. [Google Scholar] [CrossRef]
- Tan, L.; Yao, C.; Zhang, D.; Ren, J.; Shen, X. Effects of different mechanical surface treatments on surface integrity of TC17 alloys. Surf. Coat. Technol. 2020, 398, 126073. [Google Scholar] [CrossRef]
- Hao, J.; Hu, F.; Le, X.; Liu, H.; Yang, H.; Han, J. Microstructure and high-temperature wear behaviour of Inconel 625 multi-layer cladding prepared on H13 mould steel by a hybrid additive manufacturing method. J. Mater. Process. Technol. 2021, 291, 117036. [Google Scholar] [CrossRef]
- Ji, H.W.; Hao, J.B.; Liu, Q.W.; Liu, H.; Yang, H.F.; Liu, X.H. Effect of Ultrasonic Rolling on Microstructure and Mechanical Properties of GH5188 High-temperature Alloy Coatings by High-speed Laser Cladding. J. Netshape Form. Eng. 2022, 15, 146–155. [Google Scholar]
- Liu, S.; Liu, D. Effect of hard phase content on the mechanical properties of TiC-316 L stainless steel cermets. Int. J. Refract. Met. Hard Mater. 2019, 82, 273–278. [Google Scholar] [CrossRef]
- Tiller, W.A.; Jackson, K.A.; Rutter, J.W.; Chalmers, B. The redistribution of solute atoms during the solidification of metals. Acta Metall. 1953, 1, 46–55. [Google Scholar] [CrossRef]
- Gan, Z.; Yu, G.; He, X.; Li, S. Numerical simulation of thermal behavior and multicomponent mass transfer in direct laser deposition of Co-base alloy on steel. Int. J. Heat Mass Transf. 2017, 104, 28–38. [Google Scholar] [CrossRef] [Green Version]
- Nie, P.; Ojo, O.A.; Li, Z. Numerical modeling of microstructure evolution during laser additive manufacturing of a nickel-based superalloy. Acta Mater. 2014, 77, 85–95. [Google Scholar] [CrossRef]
- Sui, S.; Chen, J.; Fan, E.; Yang, H.; Lin, X.; Huang, W. The influence of Laves phases on the high-cycle fatigue behavior of laser additive manufactured Inconel 718. Mater. Sci. Eng. A 2017, 695, 6–13. [Google Scholar] [CrossRef]
- Sui, S.; Tan, H.; Chen, J.; Zhong, C.; Li, Z.; Fan, W.; Gasser, A.; Huang, W. The influence of Laves phases on the room temperature tensile properties of Inconel 718 fabricated by powder feeding laser additive manufacturing. Acta Mater. 2019, 164, 413–427. [Google Scholar] [CrossRef]
- Paul, C.P.; Mishra, S.K.; Tiwari, P.; Kukreja, L.M. Solid-particle erosion behaviour of WC/Ni composite clad layers with different contents of WC particles. Opt. Laser Technol. 2013, 50, 155–162. [Google Scholar] [CrossRef]
- Ren, Z.; Lai, F.; Qu, S.; Zhang, Y.; Li, X.; Yang, C. Effect of ultrasonic surface rolling on surface layer properties and fretting wear properties of titanium alloy Ti5Al4Mo6V2Nb1Fe. Surf. Coat. Technol. 2020, 389, 125612. [Google Scholar] [CrossRef]
- Chen, X.; Dai, X.; Qian, H.; Yang, B.; Zhao, J. Effects of surface nanocrystallization on the oxide film formed on 316LN stainless steel in a high-temperature aqueous environment. Mater. Corros. 2022, 73, 125–133. [Google Scholar] [CrossRef]
- Amanov, A.; Umarov, R. The effects of ultrasonic nanocrystal surface modification temperature on the mechanical properties and fretting wear resistance of IN 690 alloy. Appl. Surf. Sci. 2018, 441, 515–529. [Google Scholar] [CrossRef]
- Hua, Y.X. Introduction to Metallurgical Process Kinetics, 1st ed.; Metallurgical Industry Press: Beijing, China, 2004; Volume 11, pp. 82–94. [Google Scholar]
- Liu, W.H.; Lu, Z.P.; He, J.Y.; Luan, J.H.; Wang, Z.J.; Liu, B.; Liu, Y.; Cheen, M.W.; Liu, C.T. Ductile CoCrFeNiMox high entropyalloys strengthened by hard intermetallic phases. Acta Mater. 2016, 116, 332–342. [Google Scholar] [CrossRef]
- Wang, B.; Xu, W.; Zhou, X.; Li, X.Y.; Qiao, J.S. Formation of stable equiaxial nanograined Al via combined plastic deformation. Scr. Mater. 2021, 203, 114054. [Google Scholar] [CrossRef]
- Bahl, S.; Suwas, S.; Ungar, T.; Chatterjee, K. Elucidating microstructural evolution and strengthening mechanisms in nanocrystalline surface induced by surface mechanical attrition treatment of stainless steel. Acta Mater. 2017, 122, 138–151. [Google Scholar] [CrossRef]
- Wang, G.; Croaker, P.; Dargusch, M.; McGuckin, D. Simulation of convective flow and thermal conditions during ultrasonic treatment of an Al-2Cu alloy. Comput. Mater. Sci. 2017, 134, 116–125. [Google Scholar] [CrossRef] [Green Version]
- Qiu, Z.; Zhang, P.; Wei, D. Tribological behavior of CrCoNiAlTiY coating synthesized by double-glow plasma surface alloying technique. Tribol. Int. 2015, 92, 512–518. [Google Scholar] [CrossRef]
- Yingxia, Y.; Bolin, H.; Zongmin, L.; Siyong, L.; Songsong, X. Experimental Research on Microhardness and Wear Resistance of MB8 Magnesium Alloy Treated by Ultrasonic Impact. Rare Met. Mater. Eng. 2017, 46, 1798–1802. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance | Parameters |
|---|---|
| Output power | 6000 w |
| Spot diameter | 5 mm |
| Focal length | 280 mm |
| Powder-feeding capacity | 6~150 g/min |
| Element | Ni | Cr | Mo | Nb | Fe | Si | Al | Ti | Mn |
|---|---|---|---|---|---|---|---|---|---|
| content (wt.%) | 50.00 | 19.00 | 3.05 | 5.25 | Balance | 0.35 | 0.5 | 0.9 | 0.35 |
| Point | Element | Ni | Cr | Mo | Nb | Fe | Si | Al | Ti | Mn |
|---|---|---|---|---|---|---|---|---|---|---|
| A | Content(wt.%) | 45.42 | 16.08 | 2.10 | 21.8 | 11.25 | 1.26 | 0.50 | 1.26 | 0.33 |
| B | Content(wt.%) | 53.64 | 19.12 | 2.21 | 0.31 | 21.82 | 0.37 | 0.48 | 0.80 | 0.35 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hao, J.; Niu, Q.; Ji, H.; Liu, H. Effect of Ultrasonic Rolling on the Organization and Properties of a High-Speed Laser Cladding IN 718 Superalloy Coating. Crystals 2023, 13, 1214. https://doi.org/10.3390/cryst13081214
Hao J, Niu Q, Ji H, Liu H. Effect of Ultrasonic Rolling on the Organization and Properties of a High-Speed Laser Cladding IN 718 Superalloy Coating. Crystals. 2023; 13(8):1214. https://doi.org/10.3390/cryst13081214
Chicago/Turabian StyleHao, Jingbin, Qingwei Niu, Haowen Ji, and Hao Liu. 2023. "Effect of Ultrasonic Rolling on the Organization and Properties of a High-Speed Laser Cladding IN 718 Superalloy Coating" Crystals 13, no. 8: 1214. https://doi.org/10.3390/cryst13081214
APA StyleHao, J., Niu, Q., Ji, H., & Liu, H. (2023). Effect of Ultrasonic Rolling on the Organization and Properties of a High-Speed Laser Cladding IN 718 Superalloy Coating. Crystals, 13(8), 1214. https://doi.org/10.3390/cryst13081214