1. Introduction
With the demand for green development, energy conservation, and emission reduction, a lightweight structure has become a significant trend in the development of the vehicle industry. Currently, an aluminum alloy is widely used in vehicle lights due to its high specific strength and corrosion resistance. An aluminum alloy is commonly used in the marine industry and chemical industry, as well as aerospace, packaging, transportation, and other fields, due to its low density, good mechanical properties, and good processing properties [
1]. Traditional mechanical connections (riveting, interference connections, and bolting) cause significant damage to material, severe surface abrasion, and can even permanently damage fabric and make recycling impossible. The bonding process is a new type of connection method that effectively protects fabric from damage and avoids the stress concentration problems caused by mechanical connections. In contrast, bonding has the advantages of a higher stiffness, better appearance, large load-bearing area, and uniform stress distribution [
2,
3].
But the bonding structure is often also affected by temperature, humidity, and other factors; different environmental factors have a more significant impact on the properties of the bonding structure. An adhesive is a polymer material; its mechanical properties are more temperature-sensitive. With an increase in the using age, the bond is prone to aging; aging will cause a decline in the mechanical properties of material, resulting in the dynamic and static mechanical properties of the bonding structure being reduced and the bonding structure facing premature failure [
4,
5].
For a specific substrate and adhesive, improving the interface properties is essential to improve the bond strength of the joint. The interface between the substrate and adhesive is related to surface properties such as surface topography, surface roughness, and water-contact angle [
6].
As far as aluminum alloy bonding is concerned, many scholars have studied it. For different working environments of joints, Spaggiari et al. [
7] found that, by comparing untreated aluminum alloys with aluminum-alloy-bonded joints that had undergone three mechanical treatments (sandpaper grinding, sandblasting, and roller pressing), the best performance of the aluminum alloy joints arose after sandpaper grinding and sandblasting, with the final form of damage being the desired cohesive damage. Urkmez Taskin et al. [
8] studied the shear strength behavior of bonded joints made from aluminum foam and solid aluminum after high-temperature aging to investigate the effect of aging time on joint strength and failure type—all joints had lower muscles in the high-temperature environment compared to unaged joints—but the forces in the short-time aging environment were higher than the strength values for aluminum foam. Haichao Liu et al. [
9] investigated the effect of temperature on the bond strength of aluminum alloy joints in a whole temperature field environment. The breaking strength of aluminum joints varies with temperature, with the breaking strength of adhesives at lower temperatures being higher than that at room or high temperatures. Jingxin Na et al. [
10] investigated the effect of temperature on the mechanical properties of BFRP-aluminum-alloy-bonded joints and found that Young’s modulus and tensile strength of the adhesive decreased as the temperature increased. In addition, when the glass transition temperature (T
g) was approached or exceeded, the tensile strain increased, and the mechanical properties changed. The properties of the adhesive and the BFRP influence the breaking strength of BFRP-Al joints at different temperatures. The power decreases in high-temperature environments, the BFRP-Al joints have the highest shear resistance, and the joints are more likely to fail in favorable and combined shear and positive-stress conditions. BFRP can be damaged when the joint is subjected to chronic stress or low temperatures. Yisa Fan et al. [
11] investigated the effect of cyclic hygrothermal aging on the mechanical properties of joints. Hygrothermal aging significantly reduced bonded joints’ ultimate breaking strength and stiffness, and the failure strength decreased with increasing failure cycles. The joint damage was significantly increased after hygrothermal aging compared to the un-aged condition. Park et al. [
12] studied the influence of process factors on the corrosion resistance of aluminum-alloy-bonded joints. They determined the process parameters that affect the corrosion resistance of aluminum-alloy-bonded joints. The primer exhibits adequate corrosion protection when used with a sol-gel coating. The addition of zirconium oxide (ZrO
2) to the sol-gel layer increases the densification of the surface, resulting in a corrosion-resistant surface.
There are a large number of scholars who have studied the surface treatment of bonded substrates. Jigao et al. [
13] reviewed the essential characteristics, durability, and adhesive peeling effect of composites after surface treatment and the combination of different surface treatments with each other significantly improved the quality of CFRP surface preparation. Marques et al. [
14] reviewed the surface treatment of metal matrix materials and composites. They analyzed the advantages of adhesives in joining heterogeneous materials and introduced some surface treatment methods. Rezayat et al. [
15] reviewed the importance of the surface treatment of stainless steel materials; analyzed the effect of surface treatment on mechanical properties such as the hardness, tensile strength, and fatigue life of the material; and pointed out the limitations of the use of surface treatment, and the need to choose the appropriate surface treatment for different use scenarios. Zhaohua et al. [
16] studied the effect of surface treatment and four kinds of adhesive bonding on the mechanical properties of CLT, and the study showed that using a suitable primer after surface treatment helps improve the bond strength of the material. Ashkani et al. [
17] used the addition of alloying elements to study titanium alloy materials; the addition of a copper alloy in Ti-Mo will reduce the elastic modulus of the material, and the addition of aluminum alloy elements will increase the material’s elasticity. An aluminum alloy element increases the elastic modulus of the material. Thus, the mechanical properties of the material are improved. Rezayat et al. [
18] studied the morphology and properties of nanocomposites by using the grinding method. The results showed that the grinding time has a significant effect on the particle size of nanocomposites; the optimum grinding plan was determined, and the related characterization results provide meaningful reference values for the microstructure of nanocomposites.
Several scholars have also studied the treatment of bonded surfaces of aluminum alloys. Moroni et al. [
19] studied the relationship between laser processing parameters, aluminum alloy surface morphology, and the strength of bonding joints. Mustafa et al. [
20] studied the effect of silane and laser treatment on the shear strength and damage-type characteristics of AL/CFRP-bonded joints. The silane concentration on the aluminum sheet significantly affects the shear strength of AL/CFRP-bonded joints compared to untreated joints. In addition, laser treatment parameters of a 100 mm/s scanning speed, an 80 Hz frequency, and 50 W laser powers were determined to achieve the optimum surface for a strong bond between T
i and CFRP. Prysiazhnyi et al. [
21] studied the aging behavior of aluminum alloys with atmospheric pressure plasma treatment in a humid environment. A reduction in surface free energy after plasma treatment was observed, with plasma treatment leading to the creation of face groups. Zain et al. [
22] investigated the effect of different ratios of polyurethane adhesives with surface treatment techniques on joint strength and interfacial properties through alkaline etching and warm-water treatment, revealing that the durability of polyurethane adhesives is related to the surface treatment method. Leena et al. [
23] studied aluminum alloys treated with solvent degreasing, etching, and the use of primers to assess the surface energy, contact angle, surface topography, surface roughness, and bond strength properties of the surfaces, with the substrate surface energy and surface roughness as well as good wetting of the adhesive contributing to the bond strength of the aluminum alloy. Guo et al. [
24] investigated the effect of bond thickness and surface treatment on bond strength, which depends not only upon roughness and wettability but also relates to surface properties such as peak density, nanopores, and texture orientation. Kahraman [
25] investigated the change in properties of aluminum alloy surface layers for different sonication times and found that there were three different layers on the sonicated surface; the thickness of the layer increased with treatment time or deformation; and the highest hardness values for all treated aluminum alloys were determined in the monocrystalline layer.
There needs to be more studies on the mechanical properties of automotive adhesives for surface treatment processes at different temperatures and constant-temperature times. In this paper, we use polyurethane adhesive ISR 7008 to make aluminum alloy butt joints in five ways—grinding sanding, sandblasting, plasma surface treatment, grinding + plasma surface treatment, and sandblasting + plasma surface treatment—and carry out experimental research on the mechanical properties of the adhesive under different constant-temperature conditions. A water contact angle test was carried out on the treated surfaces with a video optical contact angle measuring instrument. The joints were subjected to constant-temperature experiments at 20 °C intervals and at −40–80 °C environments for 1–3 days, respectively, to test the mechanical properties of the adhesive under different surface treatments and to obtain the average failure load and load–displacement curves under the constant-temperature time. The adhesive sections were analyzed with a scanning electron microscope (SEM) for failure modes. The failure mode was analyzed with a scanning electron microscope (SEM), and the adhesive’s chemical properties and failure mechanism analysis were investigated with temperature using infrared spectroscopy (FTIR).
3. Results and Analysis
3.1. Surface Roughness and Micromorphology Analysis
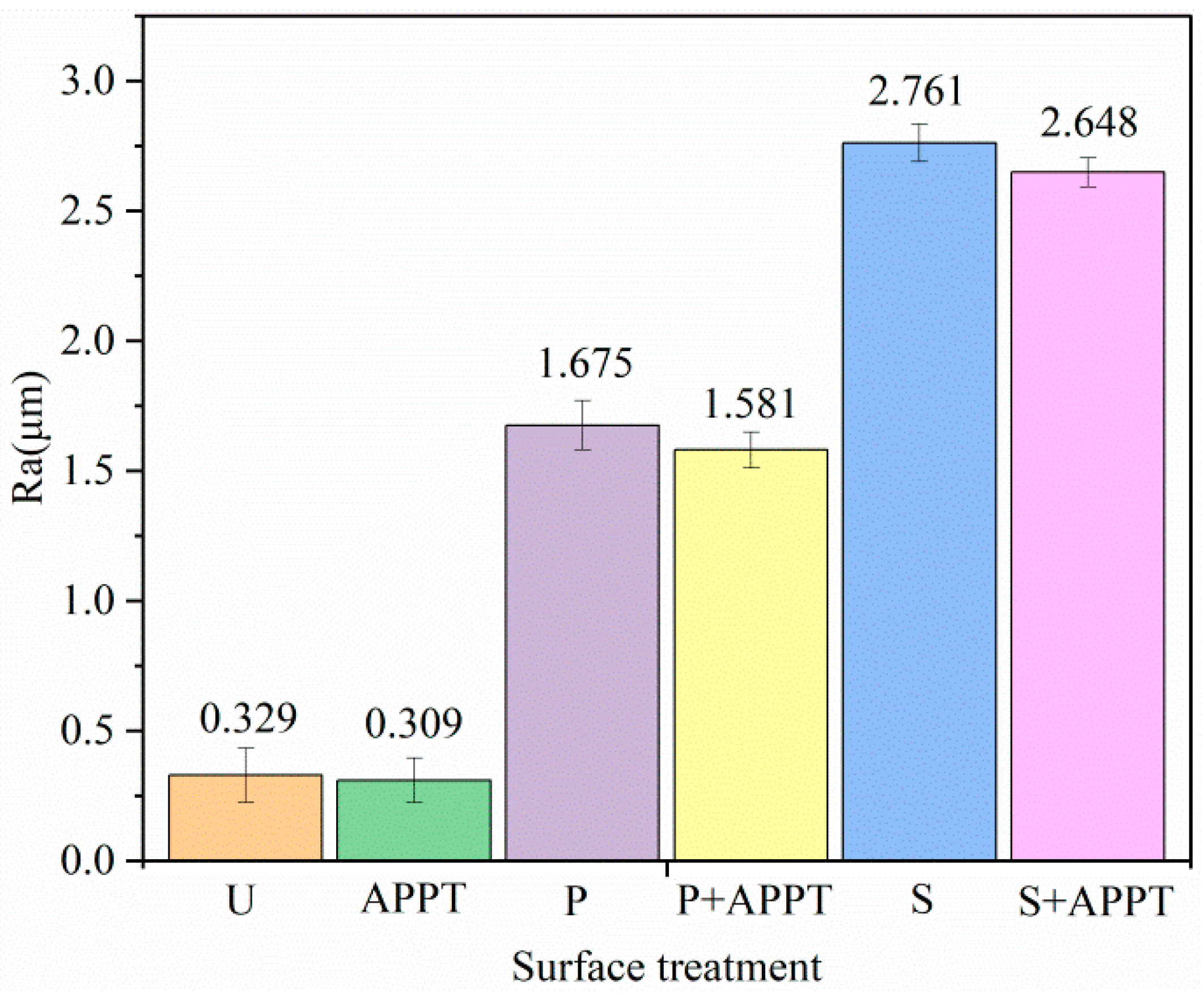
To investigate the effect of different surface treatments on surface roughness, a precision roughness tester was used to measure the roughness of the treated surface. Three measurements of Ra (the arithmetic mean deviation of the profile) were made on the surface to assess the surface roughness of the aluminum alloy. As shown in
Figure 3, the surface roughness of the plasma-treated surfaces is all less than that of the untreated surfaces, and the plasma surface treatment effectively reduces the roughness of the characters. The S treatment resulted in the most significant surface roughness values, and the S + APPT treatment significantly reduced the surface roughness values, consistent with the change in water-contact angle (see
Table 5).
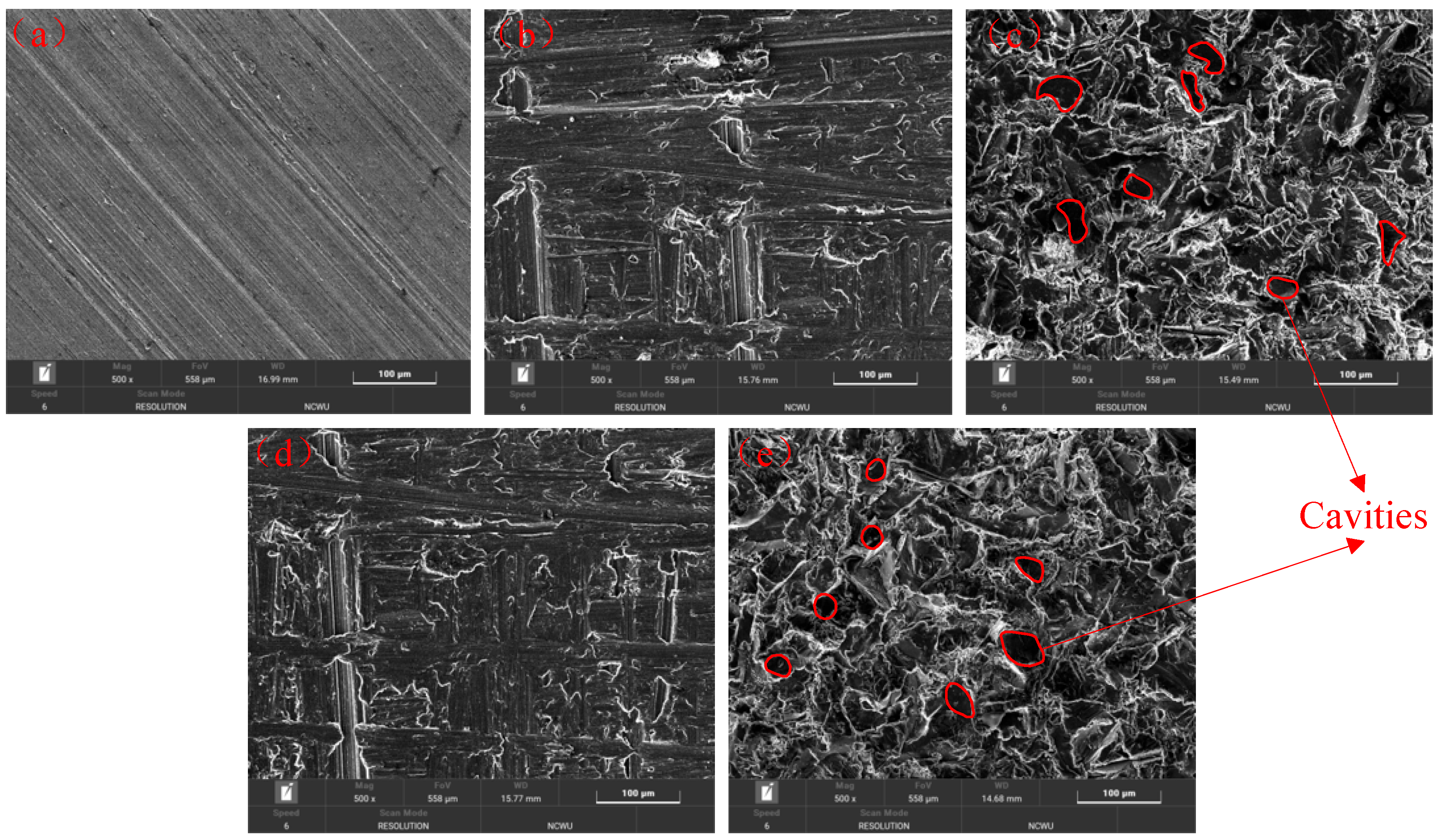
The microscopic morphology of the different treatments of the aluminum-bonded substrate is shown in
Figure 4. The APPT-treated surface is homogeneous with no noticeable damage, and a comparison of the P and P + APPT treatments shows that the microscopic surface grooves are more uniform and flatter after the composite treatment. Comparing the S and S + APPT treatments reveals that the combined treatment resulted in a homogeneous surface microform, many cavities, and a uniform size, as seen in the red box. This is consistent with the pattern of variation in surface roughness.
3.2. Surface Wettability Analysis
As shown in
Table 4, the water-contact angle was most significant for the P treatment. The water-contact angle of the P-, S-, APPT-, P + APPT-, and S + APPT-treated bonding surfaces decreased slightly with increasing drip time. The contact angle is hydrophobic when θ > 90° and hydrophilic when θ < 90° [
31], and it is spreading. After several surface treatments, the contact angles θ are <90°, indicating that the treated surfaces exhibit hydrophilic properties.
The water-contact angle after the APPT treatment is significantly lower than the P and S treatments. Comparing the P and P + APPT treatments, it was found that after the APPT treatment, the water-contact angle was significantly reduced by 52.0% at a low drop time of 5 s, echoing the SEM analysis in a quiet temperature environment. This is mainly because APPT treatment produces a large number of polar groups on the aluminum alloy surface, which in turn improves its hydrophilicity. The same conclusion can be drawn when comparing S with S + APPT, where the contact angle is reduced by 60.5% after the APPT treatment. The plasma surface treatment can significantly reduce the water-contact angle [
32] on the aluminum alloy surface, improving the surface wettability and, consequently, the bond strength of the joint.
3.3. Quasi-Static Tensile Test
Through quasi-static tensile tests, the mechanical properties of bonded joints with five surface treatments at a constant temperature were tested, and the automated property data obtained were statistically processed to obtain the variation of the average failure strength of the joints with a continual temperature time, as shown in
Figure 5.
Comparing
Figure 5a–c, it is found that the average failure load of the APPT treatment at a constant temperature of −40 °C is 2.3 kN after a continual temperature throughout 24 h, 2.37 kN after a continuous temperature throughout 48 h, and 2.36 kN after a constant temperature throughout 72 h, i.e., there is little difference in the average failure load at different regular temperature times. The same pattern was found for the same surface treatments for the other constant temperatures. This paper speculates that the effect on the average failure load is insignificant for the 24 h, 48 h, and 72 h stable-temperature cases, probably due to the short duration of the constant temperature. Therefore, the subsequent analysis is based on the example of a joint at a constant temperature throughout 72 h.
Figure 5c shows that the highest average failure load of 1.36 kN and an average failure strength of 2.18 MPa was achieved for the blasted + plasma-treated specimens for ambient bonded parts. The bond strength of the plasma (APPT) surface treatment was most significant when the exposure environment was −40 °C, with an average failure load of 2.36 kN and an average failure strength of 3.78 MPa. Compared to the ambient-temperature case, the increase is about 73%. The difference in joint force after sandblasting (S), sanding (P), sandblasting + plasma (S + APPT), and sanding + plasma (P + APPT) treatments is not significant, but all are less than the plasma (APPT) treatment. Compared with room-temperature joints, the increases were 73.1%, 72.4%, 50.1%, and 88.4%, respectively. The bond strength of the S + APPT surface treatment was maximum when the exposure environment was −20 °C. The bond strength of the different surface treatments was higher than at room temperature, which indicates that the low-temperature setting can improve the joint failure strength. This is due to the relatively good low-temperature resistance of the adhesive at −20 °C and −40 °C. The chemical bonds are not destroyed and gradually approach the glass transition temperature (T
g) of the cement, which is almost glassy [
27], showing brittleness.
As shown in
Figure 5c, APPT-surface-treated-bonded specimens have the highest average failure load of 1.29 kN and an average failure strength of 2.07 MPa when the exposure environment is 80 °C; this is a 0.49% reduction in power compared to the ambient-temperature bonded specimens. The forces of the S-, P-, S + APPT-, and P + APPT-treated joints were not significantly different, but all were less than the plasma (APPT) treatment; compared to the ambient temperature joints, the strengths were reduced by 6.37%, 15.05%, 19.27%, and 8.72%, respectively.
When the exposure environment is 40 °C, the strength of the bonded joints with S + APPT surface treatment is the highest, and the strength of the bonded joints with different surface treatments is lower than that of the bonded joints at room temperature. This indicates that the average failure strength of the bonded joints under a high-temperature environment gradually decreases with the increase in temperature, regardless of the surface treatment. This is due to the degradation and crosslinking of the polymer molecules in the adhesive at high temperatures. Degradation causes the polymer molecular chains to break and the molecular weight to drop, reducing the strength of the polymer. Crosslinking makes the formation of new chemical bonds between molecules, and molecular weight increases and polymer strength rises. However, the continuous crosslinking of the polymer on the bonded joint makes the polymer brittle, resulting in a decrease in joint strength. Plasma (APPT) treatment not only removes contaminants from the surface of aluminum alloys but it also generates polar chemical functional groups on the surface, such as –NH
2 and –OH groups [
33]; APPT surface treatment is extremely important for improving the strength of joints at high temperatures up to 80 °C.
In summary, compared with the bonded parts at room temperature, the joint strength of the same surface treatment gradually increases with the decrease in temperature in a low-temperature environment, among which the joint strength of plasma (APPT) surface treatment is the highest; in a high-temperature environment, the joint strength of the same surface treatment gradually decreases with the increase in temperature, among which the joint strength of sandblasting + plasma (S + APPT) surface treatment is the highest. The strength of the joint is the highest. When the temperature reaches 80 °C, the joint strength is the lowest, and the joint strength of plasma (APPT) surface treatment is the highest.
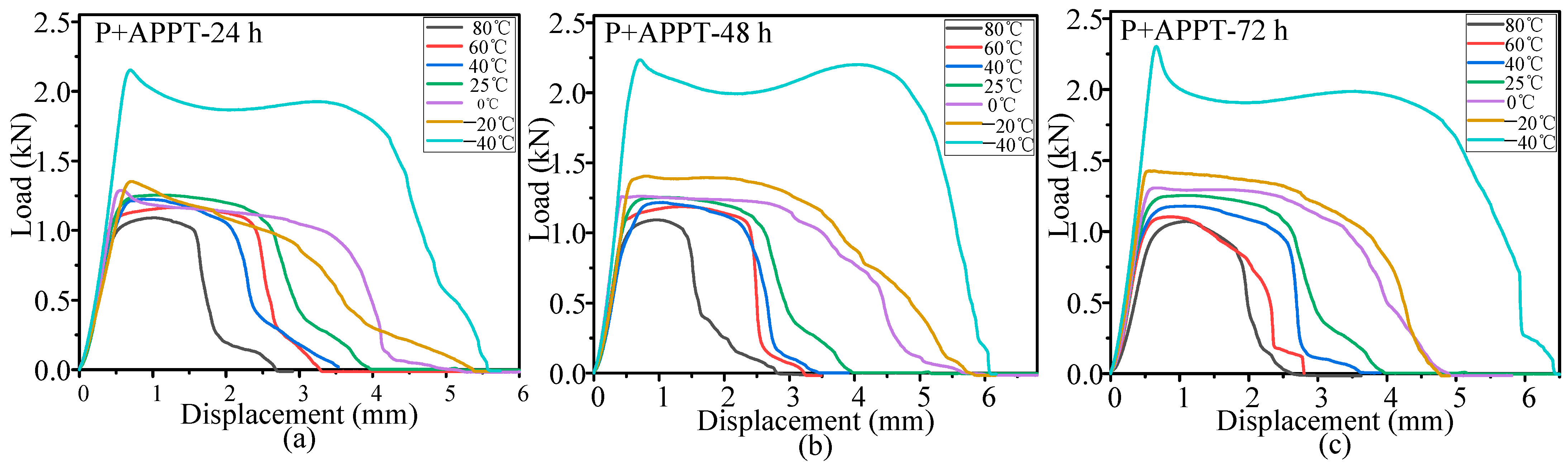
3.4. Load–Displacement Curve Analysis
The bonded joints were subjected to quasi-static tensile tests after different cycles of constant-temperature experiments. The load–displacement curves were obtained for the five treatments of grinding (P), sandblasting (S), plasma (APPT), grinding + plasma (P + APPT), and sandblasting + plasma (S + APPT), as shown in
Figure 6,
Figure 7,
Figure 8,
Figure 9 and
Figure 10. It was found that the load–displacement curves for the same surface treatment at different constant temperatures showed almost the same trend. With the increase in continual temperature time, the failure load of the joint slightly decreases, and the failure displacement hardly changes. The change depends on the surface treatment method and has no apparent relationship with the constant-temperature time, so a 72 h regular temperature time is used as an example for the analysis.
For grinding (P) and sandblasting (s) treatments, as in
Figure 6c and
Figure 7c, the curves follow approximately the same trend as in
Figure 8c. The plastic deformation continues after a longer elastic phase, reaching the failure load and eventually slowing destruction. It is interesting to note that the rate of load drop at the final failure is significantly higher for the curves than for the other three surface treatments. This indicates that the APPT treatment substantially enhances the bond strength of the adhesive to the aluminum alloy.
For the plasma (APPT) treatment, as in
Figure 8c, the load–displacement curve trends towards continued plastic deformation after a longer elastic phase, reaching the failure load and eventually slower destruction [
34]. As the temperature increases, the failure load of the bonded joint decreases significantly, and the failure displacement reduces significantly. The failure loads and failure displacements are much higher for the low temperature of −40 °C than for the high-temperature environment, which corresponds to the tensile test results analyzed above.
For grinding + plasma (P + APPT) and sandblasting + plasma (S + APPT) surface treatments, as shown in
Figure 9c and
Figure 10c, the trend of the curve is consistent with
Figure 8c. The failure load for the S + APPT treatment is 1.1 kN at 80 °C and 1.29 kN below 60 °C. As shown in
Figure 8c, there is almost no difference between the failure load at 80 °C and 60 °C for the plasma surface treatment. This indicates that the mechanical properties of the plasma-treated joints are relatively good at the extremely high temperature of 80 °C, which corresponds to the tensile test results analyzed above.
In summary, a constant-temperature time has a limited influence on the mechanical properties of bonded joints. In contrast, a constant temperature has a more significant impact on the mechanical properties of bonded joints. The best mechanical properties of plasma-treated bonded joints were obtained at the ultimate temperatures of −40 °C and 80 °C.
3.5. Macro-Morphology Analysis of Adhesive Failure Section
As shown in
Figure 11, it was found that the fracture modes of the adhesives under a constant-temperature environment are all cohesive failures with little difference in fracture morphology. The surface treatment method did not significantly affect the macroscopic morphology of the failed sections, which may be caused by the slight difference in the microscopic morphological characteristics of the five surface treatments [
35].
As shown in
Figure 11, the number of ridges and grooves in the section decreases with increasing time at a constant temperature, corresponding to their tensile failure strength, probably due to the increase in time at a constant temperature and the consequent decrease in the plastic tensile properties of the adhesive. At −40 °C and −20 °C, the cross-sectional shape is flatter, with only a trace of ridges and grooves, echoing the optimum tensile properties of the joint at low temperatures. At a constant ambient temperature of −20 °C for 24 h, tiny air bubbles appear, as shown in the red box in
Figure 11. This may be due to improper human bonding operations during the preparation of the butt joint, where air entered the bonding interface and was not expelled in time.
Between 25 °C and 80 °C, the number of ridges and grooves in the section gradually decreases as the temperature increases. The folds are not prominent, which is consistent with the pattern of change in joint strength with temperature as the temperature rises to increase the adhesive’s brittleness, destroying the adhesive’s internal chemical groups, and decreasing its bonding properties.
3.6. Micro-Morphological Analysis of Adhesives
To further investigate the failure behavior of aluminum alloy joints at different temperatures, the joints’ microscopic morphology was analyzed at the ultimate temperatures of −40 °C and 80 °C and at a constant temperature throughout 72 h. The surface morphology of the sandpaper polished at room temperature had some irregular shallow scratches with no special features. The surface of the sandblasted samples was rougher, with dense ridges and grooves due to the strong impact of the abrasive [
36]. The failure modes of the bonded joints at −40 °C and 80 °C were all cohesive failures, and no interfacial shortcomings were observed, indicating that the bonding processes in this experimental study were all effective.
The surface finish hardly affects the surface morphology in the same constant-temperature environment. As shown in
Figure 12b, the green area of
Figure 13b increases the number of voids and is evenly distributed at the low temperature of −40 °C. The number of cracks and holes on the surface of the joints is less, the gaps are not obvious, and the surface morphology is not uniform at 80 °C compared to the constant-temperature environment of −40 °C. High temperatures lead to the polymer molecular chains’ breakage and the colloid’s failure.
As shown in the red area of
Figure 12a,c, under a −40 °C environment, compared with P + APPT and S + APPT, the surface morphology of P and S treatments has clear adhesive tearing residues. In contrast, the composite treatment adhesive tearing is smoother, with more cavities and no apparent residues, indicating that the combined treatment can change the joint’s microscopic morphology and treat the joint’s surface with a better performance. As a result of the composite treatment, the particles in the plasma during the action of the plasma treatment have a modifying effect on the surface, introducing new functional groups and improving the hydrophilicity of the surface of the aluminum alloy, improving the joint’s failure strength.
The surface morphology of P + APPT and S + APPT is not uniform in an 80 °C environment. As shown in the red area of
Figure 13b,d, the adhesive residue is much larger than in the other regions. In this paper, we speculate that this may be due to the uneven surface cleaning and intense collision between abrasives caused by sanding and blasting treatment during the compound treatment.
3.7. Infrared Spectral Analysis of Adhesives
The infrared absorption spectra of the ISR 7008 adhesive at different temperatures were further analyzed using a Fourier transform infrared microscope system to identify the functional groups in the adhesive based on the location and absorption intensity of the absorption peaks of the infrared spectra. The wavelength range of the infrared spectrum was 8300–3500 cm−1 with a spectral resolution of 0.5 cm−1 and a wave number accuracy of 0.01 cm−1.
Figure 14 shows that the five fundamental peaks are at the wave numbers 706 cm
−1, 865 cm
−1, 1100 cm
−1, 1410 cm
−1, and 2890 cm
−1, and the four broad peaks are at the wave numbers 620 cm
−1, 760 cm
−1, 945 cm
−1, and 1210 cm
−1, respectively.
First of all, analyze the type of functional groups contained in the adhesive, which can be obtained from the infrared spectrum of the adhesive at 25 °C. When the fundamental frequency peak is 706 cm−1, the adhesive component contains , and the vibration type is out-of-plane vibration; when the fundamental frequency peak is 865 cm−1, the adhesive component contains , and the vibration type is telescopic vibration; when the fundamental frequency peak is 1100 cm−1 and the adhesive component contains , the vibration type is telescopic vibration; when the fundamental frequency peak is 1100 cm−1 and the adhesive component contains carboxylic acid, the vibration type is telescopic vibration; and when the fundamental frequency peak is 2890 cm−1, also containing , the type of vibration is telescopic. An analysis of the pan-frequency peak, which is 620 cm−1, involves the component —the type of vibration of the chemical bond being out-of-plane (bending vibration); when the pan-frequency peak is 760 cm−1, with the component , it is an out-of-plane vibration type; when the pan-frequency peak is 945 cm−1, with a component containing , it is a stretching vibration; and when the pan-frequency peak is 1210 cm−1, with , it is a stretching vibration.
Next, the functional group changes were analyzed, and the spectrograms for seven different temperatures were divided into high-temperature (25 °C, 40 °C, 60 °C, and 80 °C) and low-temperature (0 °C, −20 °C, and −40 °C) regions. Thus, it is easily observed that the absorption peaks in the high- and low-temperature regions have approximate or even partially overlapping absorption at wave numbers less than 1410 cm−1, which indicates that , , , and do not change much under a high- or low-temperature condition. This indicates that the , , , and are higher under high-temperature conditions than at a low temperature. The difference is that the absorbance of the absorption peak of 2890 cm−1 tends to increase linearly with temperature, and the absorbance of a 2890 cm−1 wave number increases by 8% from 0 °C to 25 °C, which is the largest change, as can be obtained from the change in the absorption peak curve.
The chemical bonds of adhesives are prone to break under high-temperature conditions, generating free radicals that contribute to the degradation of the polymer. However, some free radicals are recombined into molecular chains with collisions, which leads to an n inland (, , , and ) and a decrease in the mechanical properties of the joint.
3.8. Reliability Analysis
When using aluminum-alloy-bonded joints, it is essential to understand the reliability of the joint to ensure that it can withstand a certain level of strength. In a constant-temperature environment, a reliability analysis will be necessary because of the different failure modes that can occur in the bonding layer [
37]. This study used a simplified Weibull model to compare test results at other exposure times.
where
m—shape parameter and
t0—scale parameter.
(1) Regarding the shape parameter m, the shape of the Weibull distribution curve changes with different values of m.
When m < 1, the failure rate decreases with time, which reflects the characteristics of the early failure process of the product, called the DFR type.
When m > 1, the failure rate increases with time, reflecting the characteristics of the wear and tear failure process, i.e., the IFR type.
When m = 1, the failure rate is equal to a constant (A = 1/t), reflecting the characteristics of a random failure process, i.e., the CFR type.
(2) Regarding the scale parameter t0, the scale parameter does not affect the shape and position of the curve change but only changes the scale of the vertical and horizontal coordinates of the curve.
As shown in
Table 6 and
Table 7, the shape parameter m is greater than 1, which belongs to the IFR-type Weibull distribution. The failure rate increases with time, reflecting the characteristics of the depletion failure process, which is consistent with the experimental research results, and the failure intensity gradually decreases with the increase in the constant-temperature time.
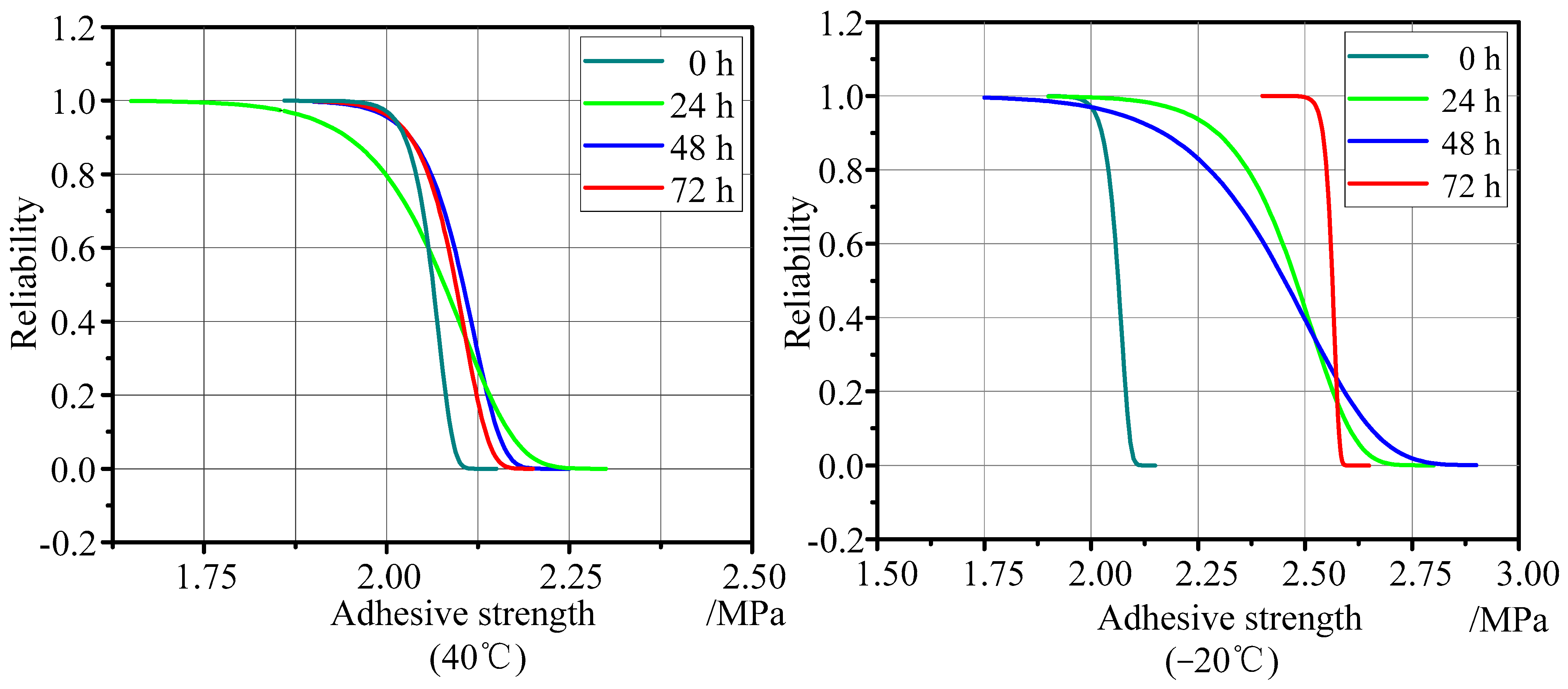
As the S + APPT-treated joints showed good mechanical properties from −40 °C to 80 °C, the constant-temperature joints at −20 °C and 40 °C were selected for the reliability analysis, and the reliability curves were plotted using 2D function diagrams, as shown in
Figure 15.
In
Figure 15 (depicting the reliability analysis of S + APPT at 40 °C and −20 °C), for joints with a constant temperature throughout 0 h, reliability decreases from 1.9 MPa. Reliability decreases slowly at 24 h compared to 0 h, but reliability decreases from 1.77 MPa. There is a linear decline between 20% and 60% in reliability, with a much more significant reduction to zero reliability at greater than 2.25 MPa. With increasing time at a constant temperature, the reliability decreases from 1.88 MPa at a constant temperature of 48 h, with a higher rate of decline than the reliability curve at a constant temperature of 24 h. Exposure to 48 h and 72 h corresponds to similar curves, indicating that the reliability of the joints decreases from around 1.88 MPa; at stress values greater than 2.16 MPa, the reliability is almost 0.
There is a linear downward trend between 20% and 60% reliability with an even more significant decline, with zero reliability at strength values greater than 2.63 MPa. Exposure to 48 h and 24 h corresponds to similar curves, but the reliability of the joint decreases from around 1.89 MPa, but at a slower rate; between 20% and 60% of the reliability, there is a linear decline, with a much more significant reduction, and at strength values greater than 2.82 MPa, the reliability is almost zero. As the constant temperature increases, the reliability decreases from 2.5 MPa at a 72 h regular temperature time, with a much higher rate of decline than the reliability curves at 24 h and 48 h constant temperatures—almost similar to 0 h.
4. Conclusions
In this study, the effect of surface treatment methods on the mechanical properties of adhesives was investigated experimentally. Seven different temperatures (−40 °C, −20 °C, 0 °C, 25 °C, 40 °C, 60 °C, and 80 °C), five surface treatment methods (sanding, sandblasting, plasma treatment, sandblasting + plasma treatment, and grinding + plasma treatment), and three constant-temperature times (24 h, 48 h, and 72 h) were selected. Continuous temperature experiments tested the strength of the joints under different treatments, and the average failure load and load–displacement curves were obtained for other constant-temperature times. Based on the experimental data, the effects of plasma treatment on the mechanical properties of the joints at high and low temperatures were discussed, and the following conclusions were drawn:
Plasma surface treatment reduces the surface roughness of the treated material, generates a large number of polar groups on the aluminum alloy surface, improves its hydrophilicity, significantly reduces the contact angle of the aluminum alloy surface, improves surface wettability, and thus increases the bond strength of the joint.
Constant-temperature time has a limited effect on the mechanical properties of bonded joints, while a constant temperature significantly impacts the mechanical properties of bonded joints. At the shallow temperature of −40 °C and high temperature of 80 °C, the plasma treatment (APPT) improves the strength properties of the joint more significantly. The surface treatment of sandblasting + plasma (S + APPT) improves the strength of the joint more significantly at working temperatures between 20 °C and 60 °C.
The number of cracks and cavities on the joint’s surface at a high temperature of 80 °C is low; the cavities are not obvious, and the surface morphology ages unevenly. This may be because the high temperature leads to the polymer molecular chain’s breakage and the colloid’s failure. The low-temperature-environment composite-treatment surface adhesive tear is smoother, with no noticeable residue; the high-temperature-environment plasma-treatment surface cavity number is greater; and the surface morphology of the aging is more uniform.
With analyzing the infrared spectra of the ISR7008 adhesive in high- and low-temperature environments, the chemical bonds of the adhesive tend to break under high-temperature environments, generating free radicals and contributing to the degradation of the polymer. However, some free radicals are recombined into molecular chains with collisions. This leads to an increase in , , , and , and a decrease in the mechanical properties of the joint.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














