

Combined Effect of In and Ce on Microstructure and Properties of Ag10CuZnSn Low-Silver Brazing Filler Metals

Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
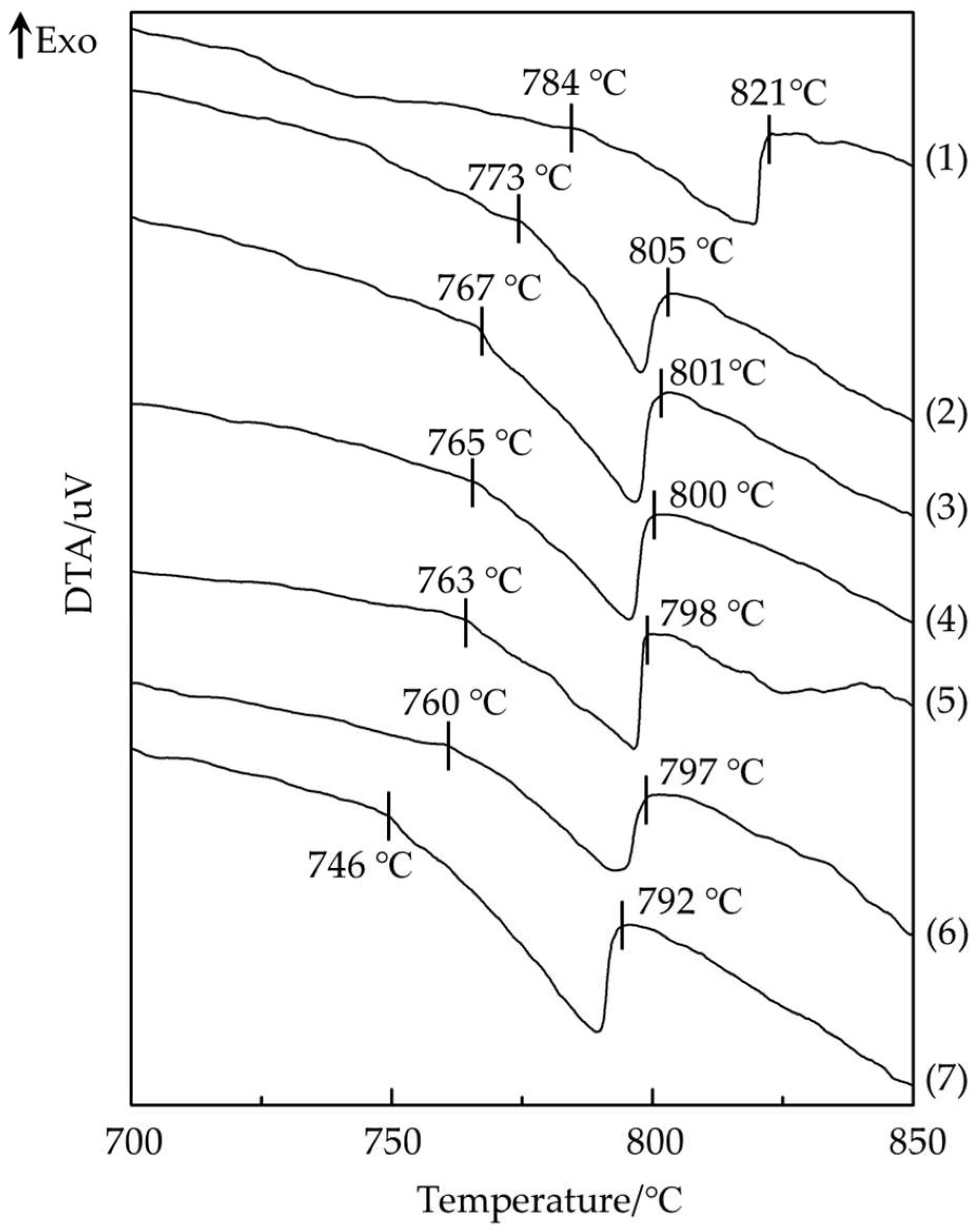
3.1. Melting Characteristics of the Ag10CuZnSn-xIn-yCe Filler Metals
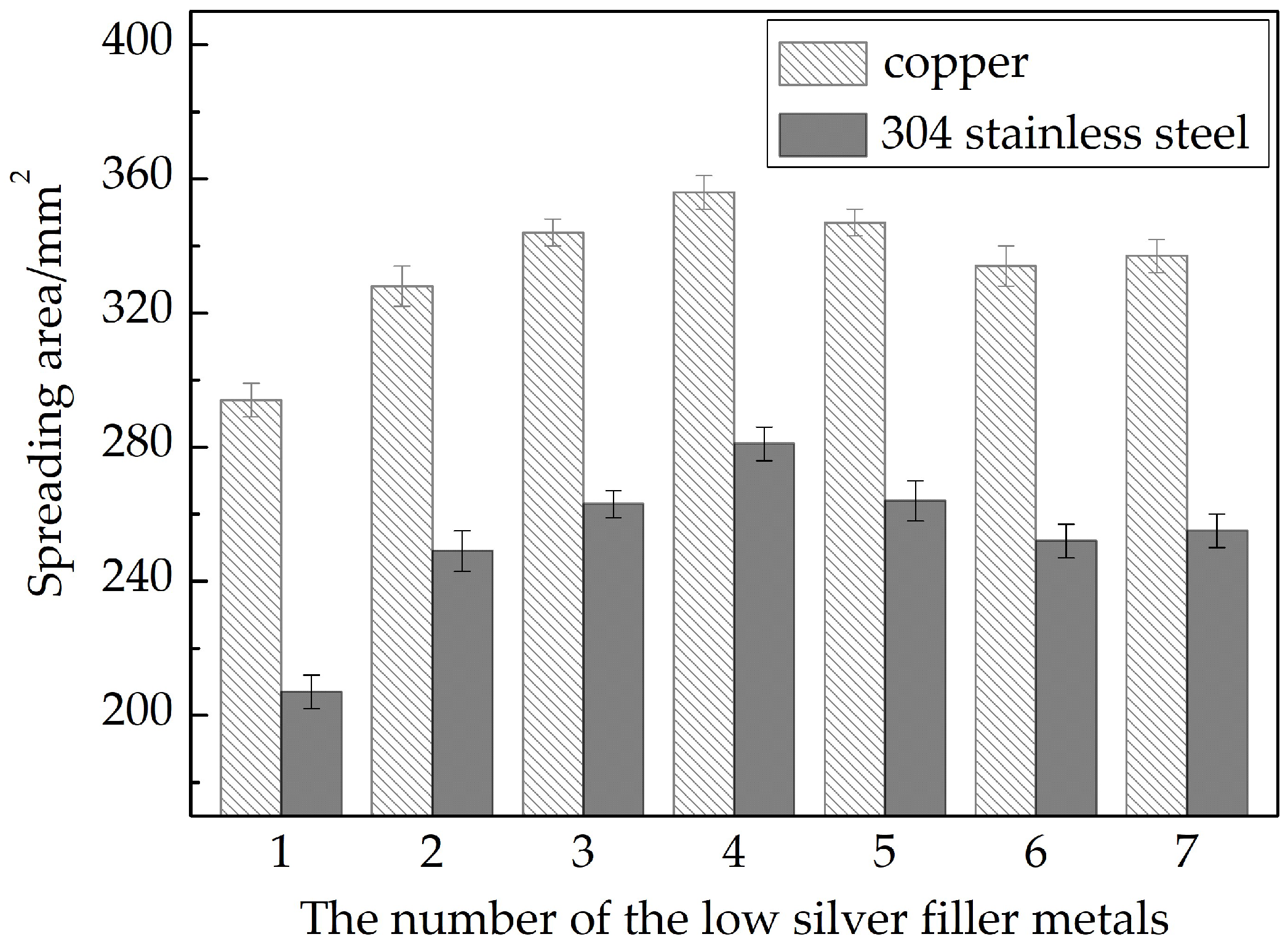
3.2. Spreadability of the Ag10CuZnSn-xIn-yCe Filler Metals
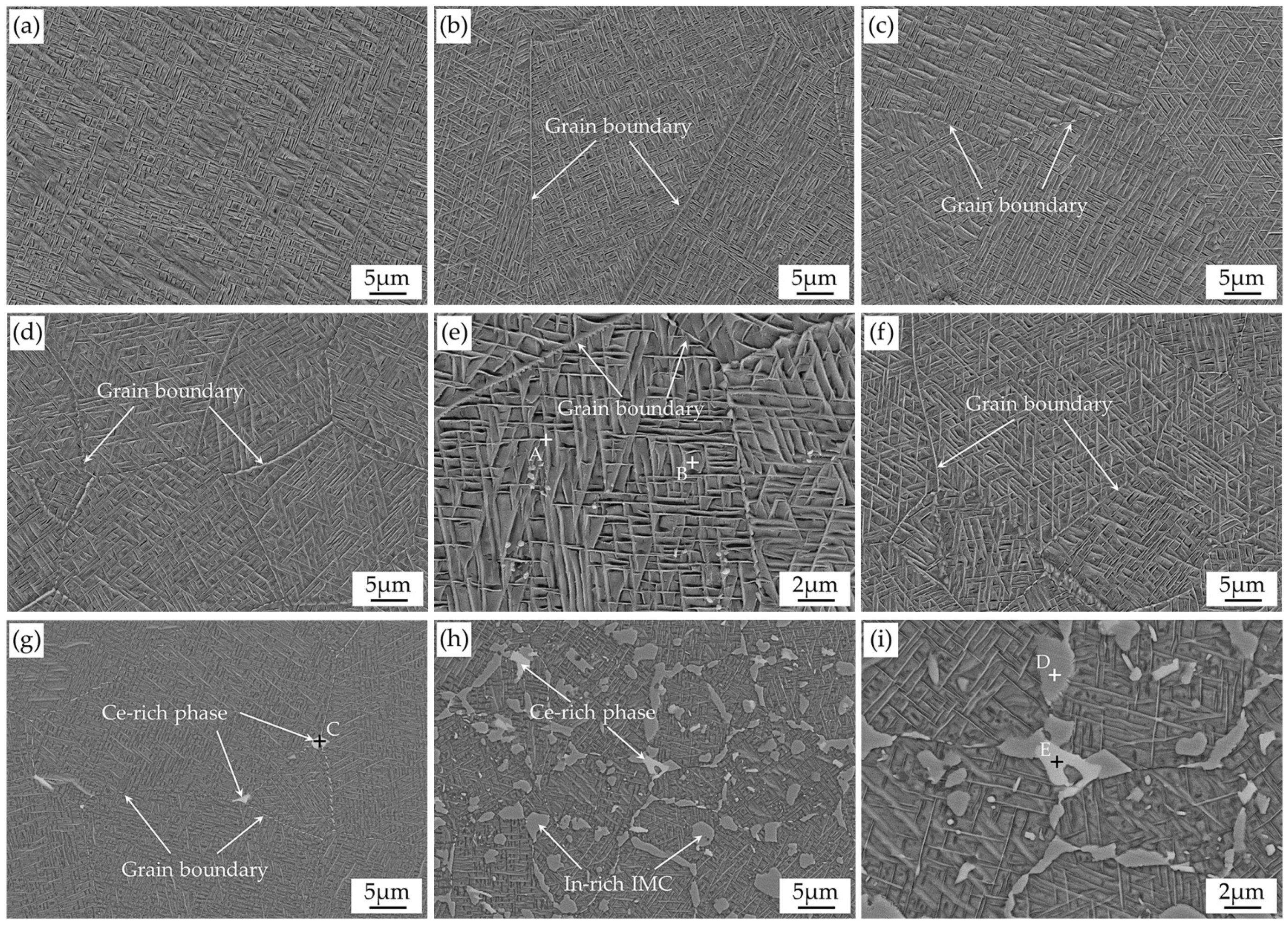
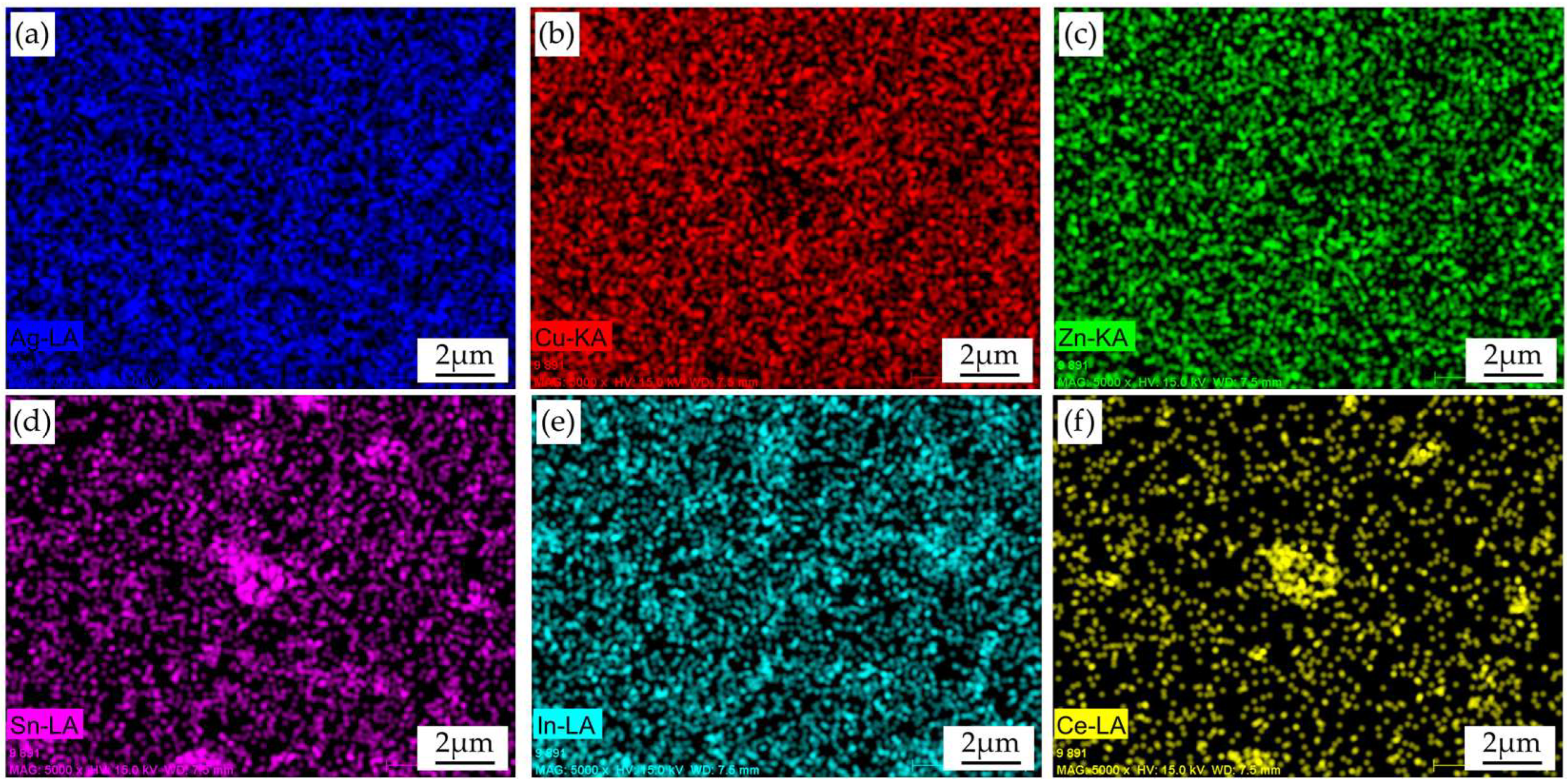
3.3. Microstructures of the Ag10CuZnSn-xIn-yCe Filler Metals
3.4. Shear Behaviors of the Joints Brazed with the Ag10CuZnSn-xIn-yCe Filler Metals
4. Conclusions
- (1)
- The addition of In can significantly decrease the solidus and liquidus temperatures of the Ag10CuZnSn filler metal, while trace amounts of Ce element have little influence on the melting temperature.
- (2)
- The composite addition of In and Ce can significantly improve the spreading performance of the Ag10CuZnSn filler metal. When the content of In is 1.5 wt% and Ce is 0.15 wt%, the spreading areas of the filler metal on Cu and 304 stainless steel plates increase by 21.1% and 35.7%, respectively.
- (3)
- The Ag10CuZnSn-xIn-yCe filler metals are composed mainly of Ag-based solid solution and Cu-based solid solution. The Ce element can refine the microstructure of the filler metal, and the refinement effect is the most obvious when the contents of In and Ce are 1.5 wt% and 0.15 wt%, respectively, while excessive In and Ce will form blocky IMCs in the filler metals.
- (4)
- Adding trace amounts of In and Ce into the Ag10CuZnSn filler metal can significantly improve the shear strength of the brazed joints, and the shear strength of the 304 stainless steel joints brazed with Ag10CuZnSn-1.5In-0.15Ce reaches a maximum value of 375 MPa. With higher contents of In and Ce, brittle Cu4In, Ag9In4 IMCs, and Ce2Sn3 phases appear in the brazing seam and the shear strength of the brazed joint decreases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Way, M.; Willingham, J.; Goodall, R. Brazing filler metals. Int. Mater. Rev. 2020, 65, 257–285. [Google Scholar] [CrossRef]
- Watanabe, T.; Yanagisawa, A.; Sasaki, T. Development of Ag based brazing filler metal with low melting point. Sci. Technol. Weld. Join. 2011, 16, 502–508. [Google Scholar] [CrossRef]
- Tajfar, M.; Ganjeh, E.; Mirbagheri, M. Evaluation of copper brazed joint failure by thermal-fatigue test applicable in heat exchangers. J. Alloy. Compd. 2016, 656, 347–356. [Google Scholar] [CrossRef]
- Esmati, K.; Omidvar, H.; Jelokhani, J.; Naderi, M. Study on the microstructure and mechanical properties of diffusion brazing joint of C17200 Copper Beryllium alloy. Mater. Des. 2014, 53, 766–773. [Google Scholar] [CrossRef]
- Baba, H.; Tsuneyama, K.; Yazaki, M.; Nagata, K.; Minamisaka, T.; Tsuda, T. The liver in itai-itai disease (chronic cadmium poisoning): Pathological features and metallothionein expression. Mod. Pathol. 2013, 26, 1228–1234. [Google Scholar] [PubMed]
- Taylor, M.; Mould, S.; Kristensen, L.; Rouillon, M. Environmental arsenic, cadmium and lead dust emissions from metal mine operations: Implications for environmental management, monitoring and human health. Environ. Res. 2014, 135, 296–303. [Google Scholar]
- Directive, E.U. Restriction of the use of certain hazardous substances in electrical and electronic equipment (RoHS). Off. J. Eur. Communities 2013, 46, 19–23. [Google Scholar]
- Wierzbicki, L.J.; Malec, W.; Stobrawa, J.; Cwolek, B.; Juszczyk, B. Studies into new, environmentally friendly Ag-Cu-Zn-Sn brazing alloys of low silver content. Arch. Metall. Mater. 2011, 56, 147–158. [Google Scholar] [CrossRef]
- Ahn, B. Recent advances in brazing fillers for joining of dissimilar materials. Metals 2021, 11, 1037. [Google Scholar] [CrossRef]
- Lai, Z.M.; Xue, S.B.; Lu, F.Y.; Gu, L.Y.; Gu, W.H. Effects of Ga and In on the properties of cadmium-free Ag-Cu-Zn filler metal. China Weld. 2009, 18, 33–38. [Google Scholar]
- Daniel, S.; Gunther, W.; Sebastian, S. Development of Ag-Cu-Zn-Sn Brazing Filler Metals with a 10weigh-% Reduction of Silver and Liquids Temperature. China Weld. 2014, 23, 25–31. [Google Scholar]
- Zhang, L. Filler metals, brazing processing and reliability for diamond tools brazing: A review. J. Manuf. Process. 2021, 66, 651–668. [Google Scholar]
- Roy, R.K.; Ghosh, M. Advancement of brazing filler alloy: An overview. Join. Process. Dissimilar Adv. Mater. 2022, 553–579. [Google Scholar] [CrossRef]
- Sisamouth, L.; Hamdi, M.; Ariga, T. Investigation of gap filling ability of Ag-Cu-In brazing filler metals. J. Alloys Compd. 2010, 504, 325–329. [Google Scholar] [CrossRef]
- Ma, C.L.; Xue, S.B.; Wang, B.; Wang, J.X.; Hu, A.M. Effect of Ce addition on the microstructure and properties of Ag17CuZnSn filler metal. J. Mater. Eng. Perform. 2017, 26, 3180–3190. [Google Scholar] [CrossRef]
- GB/T 11364-2008; Test Method of Wettability for Brazing Filler Metals. Standardization Administration: Beijing, China, 2008.
- GB/T 11363-2008; Test Method of the Strength for Brazed and Soldered Joint. Standardization Administration: Beijing, China, 2008.
- Cao, J.; Zhang, L.X.; Wang, H.Q.; Wu, L.Z.; Feng, J.C. Effect of Silver content on microstructure and properties of brass/steel induction brazing joint using Ag-Cu-Zn-Sn filler metal. J. Mater. Sci. Technol. 2011, 27, 377–381. [Google Scholar] [CrossRef]
- Ranjbar, K.; Dehmolaei, R.; Amra, M.; Keivanrad, I. Microstructure and properties of a dissimilar weld between alloy 617 and A387 steel using different filler metals. Weld. World 2018, 62, 1121–1136. [Google Scholar] [CrossRef]
- Ma, X.; Li, L.F.; Zhang, Z.H.; Hao, W.; Wang, E.Z.; Tai, Q. Microstructure and melting properties of Ag-Cu-In intermediate- temperature brazing alloys. Rare Met. 2015, 34, 324–328. [Google Scholar] [CrossRef]
- Tian, F.F.; Li, C.F.; Zhou, M.; Liu, Z.Q. The interfacial reaction between In-48Sn solder and polycrystalline Cu substrate during solid state aging. J. Alloys Compd. 2018, 740, 500–509. [Google Scholar] [CrossRef]
- Tian, F.F.; Liu, Z.Q.; Shang, P.J.; Guo, J.D. Phase identification on the intermetallic compound formed between eutectic SnIn solder and single crystalline Cu substrate. J. Alloys Compd. 2014, 591, 351–355. [Google Scholar] [CrossRef]
- Hodulova, E.; Palcut, M.; Lechovic, E.; Simekova, B.; Ulrich, K. Kinetics of intermetallic phase formation at the interface of Sn–Ag–Cu–X (X = Bi, In) solders with Cu substrate. J. Alloys Compd. 2011, 509, 7052–7059. [Google Scholar]
- Lejuste, C.; Hodaj, F.; Petit, L. Solid state interaction between a Sn-Ag-Cu-In solder alloy and Cu substrate. Intermetallics 2013, 36, 102–108. [Google Scholar]
- Wu, J.; Xue, S.B.; Yao, Z.; Long, W.M. Study on microstructure and properties of 12Ag-Cu-Zn-Sn cadmium-free filler metals with trace In addition. Crystals 2021, 11, 557–568. [Google Scholar] [CrossRef]
- Yin, X.H.; Ma, Q.S.; Cui, B.; Zhang, L.; Xue, X.Y.; Zhong, S.J.; Dong, X. Current review on the research status of cemented carbide brazing: Filler materials and mechanical properties. Met. Mater. Int. 2021, 27, 571–583. [Google Scholar]
- Winiowski, A.; Różański, M. Impact of tin and nickel on the brazing properties of silver filler metals and on the strength of brazed joints made of stainless steels. Arch. Metall. Mater. 2013, 58, 1007–1011. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Content (wt%) | |||||
|---|---|---|---|---|---|---|
| Ag | Zn | Sn | In | Ce | Cu | |
| 1 | 10 | 40.16 | 1.5 | 0 | 0 | Bal. |
| 2 | 10 | 39.85 | 1.5 | 1 | 0.05 | Bal. |
| 3 | 10 | 39.21 | 1.5 | 1.5 | 0.05 | Bal. |
| 4 | 10 | 39.15 | 1.5 | 1.5 | 0.15 | Bal. |
| 5 | 10 | 39.07 | 1.5 | 1.5 | 0.3 | Bal. |
| 6 | 10 | 38.96 | 1.5 | 1.5 | 0.5 | Bal. |
| 7 | 10 | 38.18 | 1.5 | 3 | 0.5 | Bal. |
| Location | Content (wt%) | |||||
|---|---|---|---|---|---|---|
| Ag | Cu | Zn | Sn | In | Ce | |
| A | 27.57 | 36.44 | 31.63 | 1.94 | 2.36 | 0.06 |
| B | 4.28 | 55.91 | 38.81 | 0.41 | 0.52 | 0.07 |
| C | 9.61 | 31.15 | 4.95 | 29.37 | 0.23 | 24.69 |
| D | 11.53 | 44.33 | 33.70 | 2.17 | 8.23 | 0.04 |
| E | 8.71 | 29.20 | 5.84 | 30.14 | 0.38 | 25.73 |
| Filler Metal Number | Shear Strength (MPa) | Standard Error (MPa) | Fracture Location |
|---|---|---|---|
| 1 | 285 | 3 | Cu plate |
| 2 | 287 | 3 | Cu plate |
| 3 | 291 | 3 | Cu plate |
| 4 | 292 | 3 | Cu plate |
| 5 | 289 | 3 | Cu plate |
| 6 | 289 | 3 | Cu plate |
| 7 | 288 | 3 | Cu plate |
| Location | Content (wt%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Ag | Cu | Zn | Sn | In | Ce | Fe | Cr | Ni | |
| A | 12.67 | 43.95 | 32.51 | 1.93 | 8.89 | 0.05 | - | - | - |
| B | 8.04 | 29.81 | 5.47 | 30.48 | 0.36 | 25.84 | - | - | - |
| C | 0.07 | 0.61 | 0.83 | 0.04 | 0.13 | - | 70.85 | 18.73 | 8.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, J.; Fu, Y.; Yang, Y.; Li, Z.; Wang, L.; Xue, S.; Wu, J. Combined Effect of In and Ce on Microstructure and Properties of Ag10CuZnSn Low-Silver Brazing Filler Metals. Crystals 2023, 13, 1285. https://doi.org/10.3390/cryst13081285
Xu J, Fu Y, Yang Y, Li Z, Wang L, Xue S, Wu J. Combined Effect of In and Ce on Microstructure and Properties of Ag10CuZnSn Low-Silver Brazing Filler Metals. Crystals. 2023; 13(8):1285. https://doi.org/10.3390/cryst13081285
Chicago/Turabian StyleXu, Jiachen, Yucan Fu, Yan Yang, Zhen Li, Li Wang, Songbai Xue, and Jie Wu. 2023. "Combined Effect of In and Ce on Microstructure and Properties of Ag10CuZnSn Low-Silver Brazing Filler Metals" Crystals 13, no. 8: 1285. https://doi.org/10.3390/cryst13081285
APA StyleXu, J., Fu, Y., Yang, Y., Li, Z., Wang, L., Xue, S., & Wu, J. (2023). Combined Effect of In and Ce on Microstructure and Properties of Ag10CuZnSn Low-Silver Brazing Filler Metals. Crystals, 13(8), 1285. https://doi.org/10.3390/cryst13081285