Aging Behavior of Aluminum Alloy 6082 Subjected to Friction Stir Processing


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Microstructure
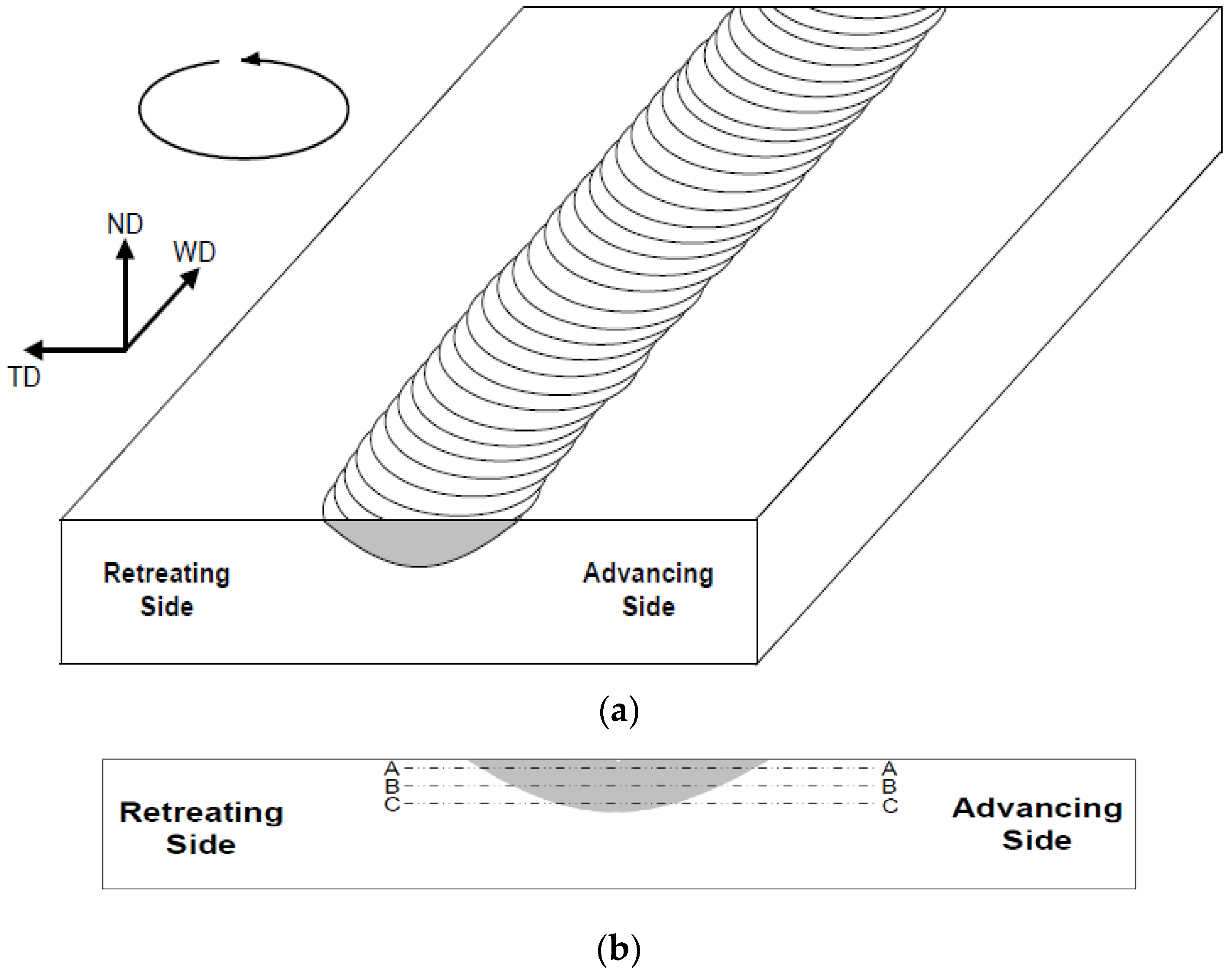
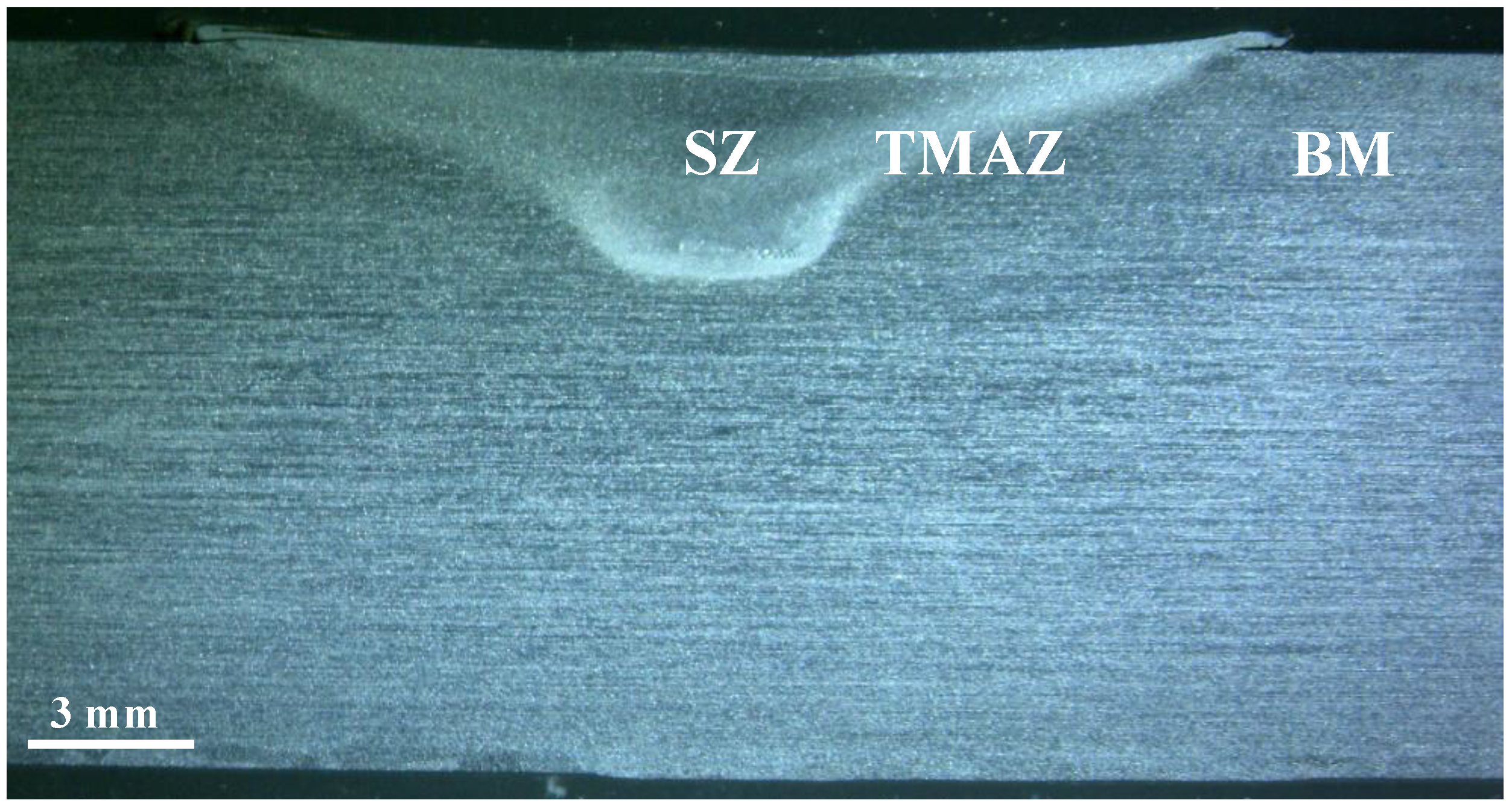
3.1.1. Friction Stir Processing
3.1.2. Artifical Aging
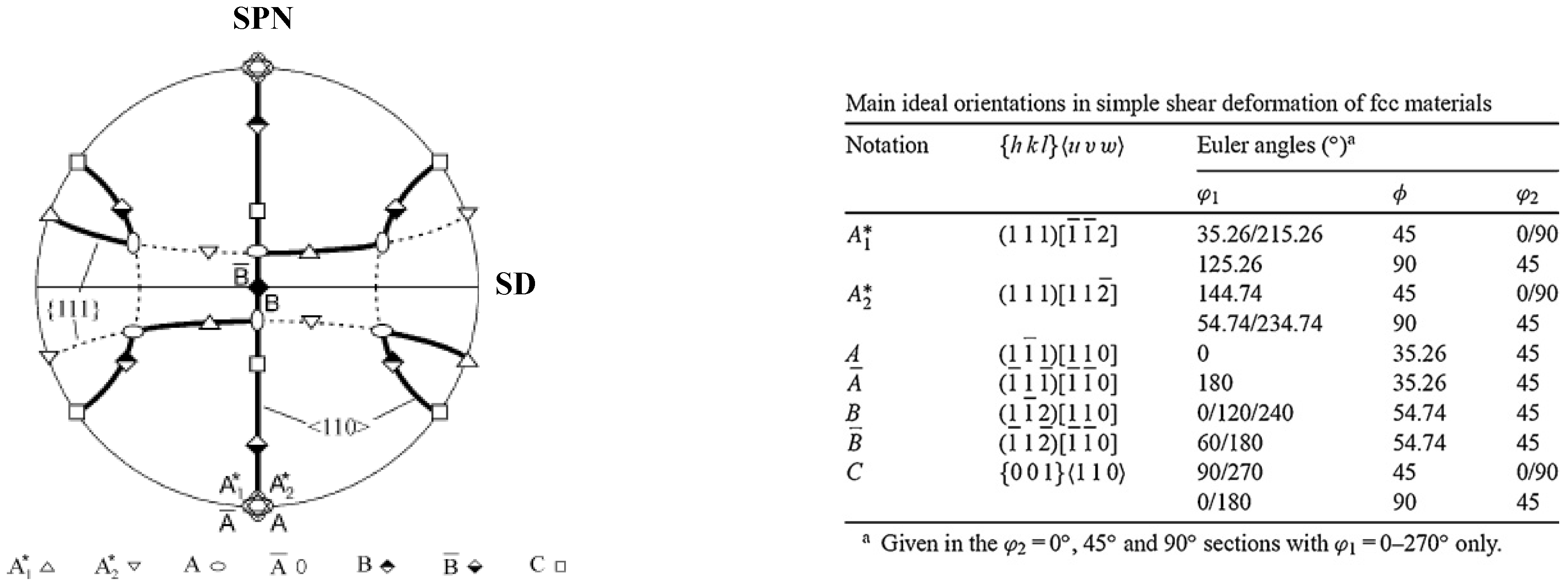
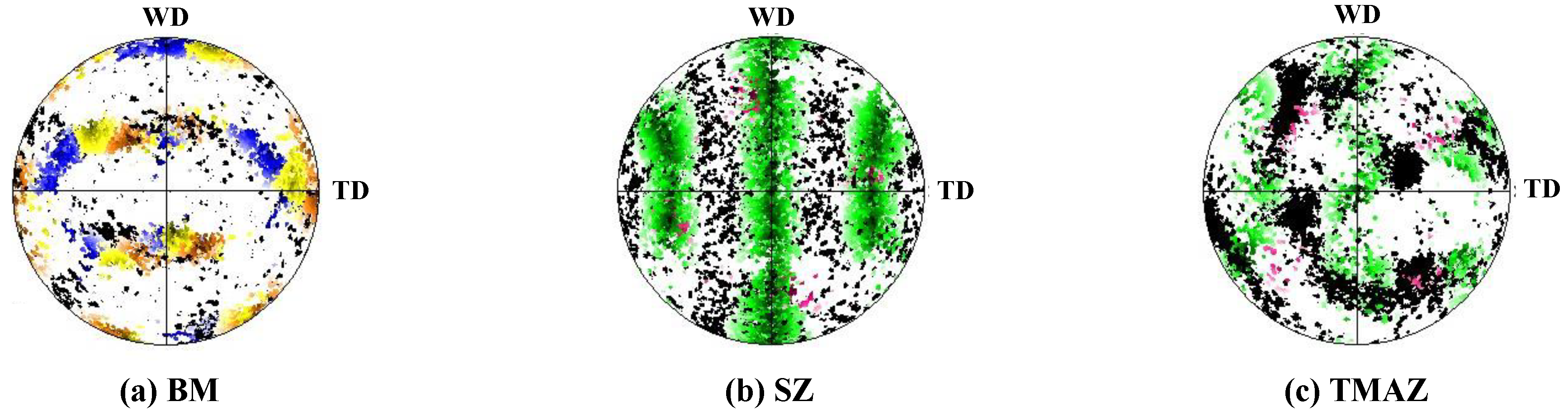
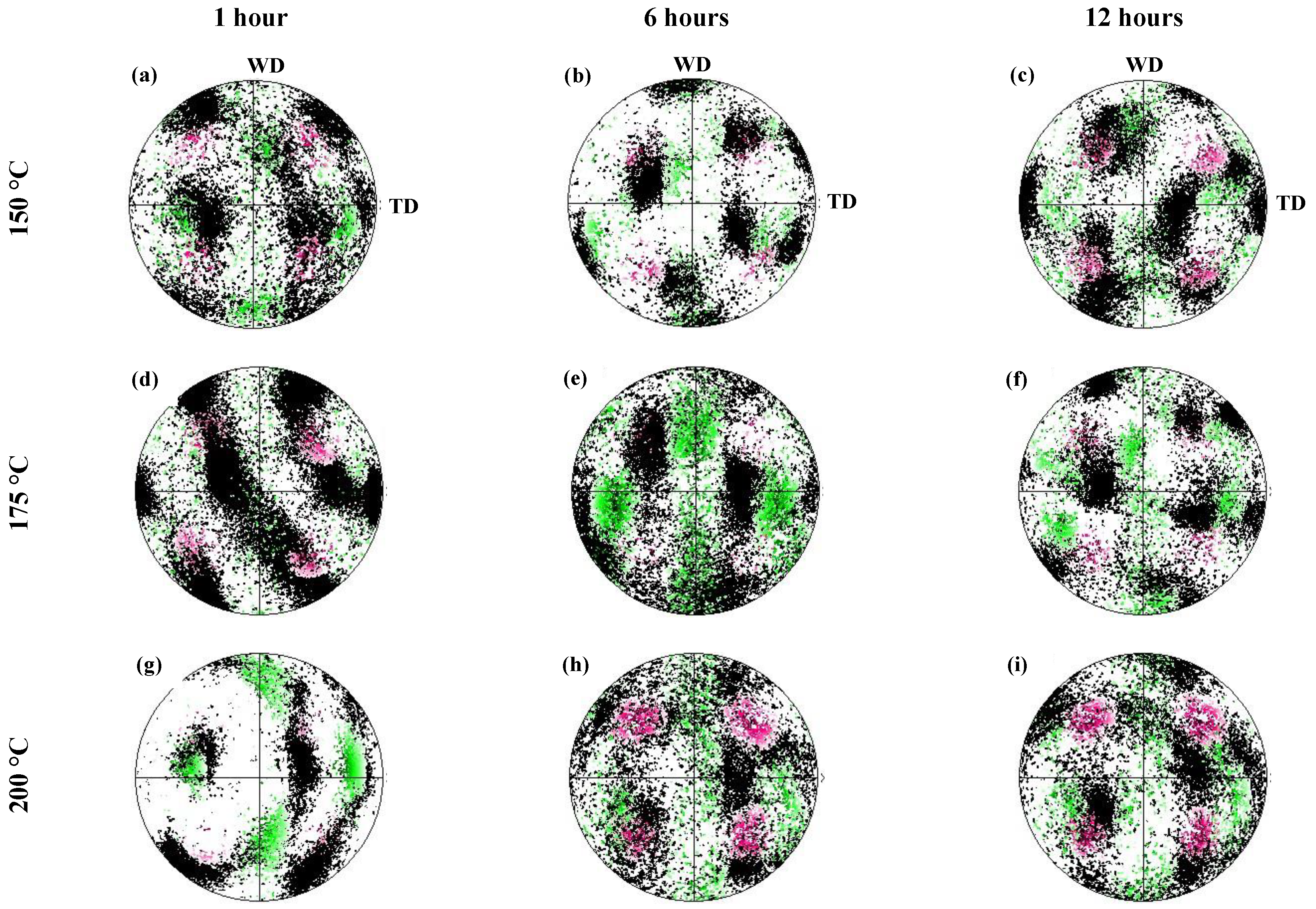
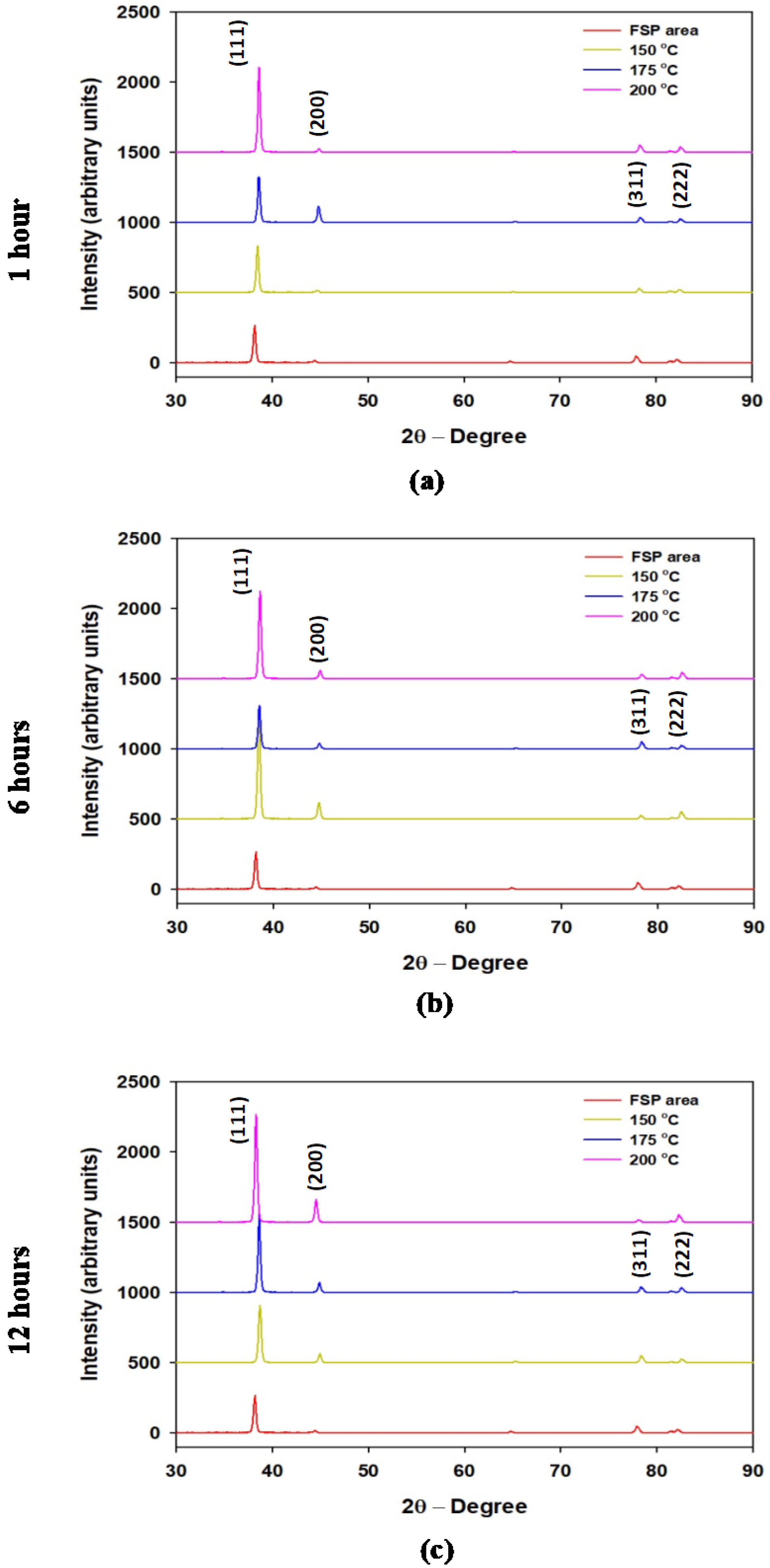
3.2. Texture
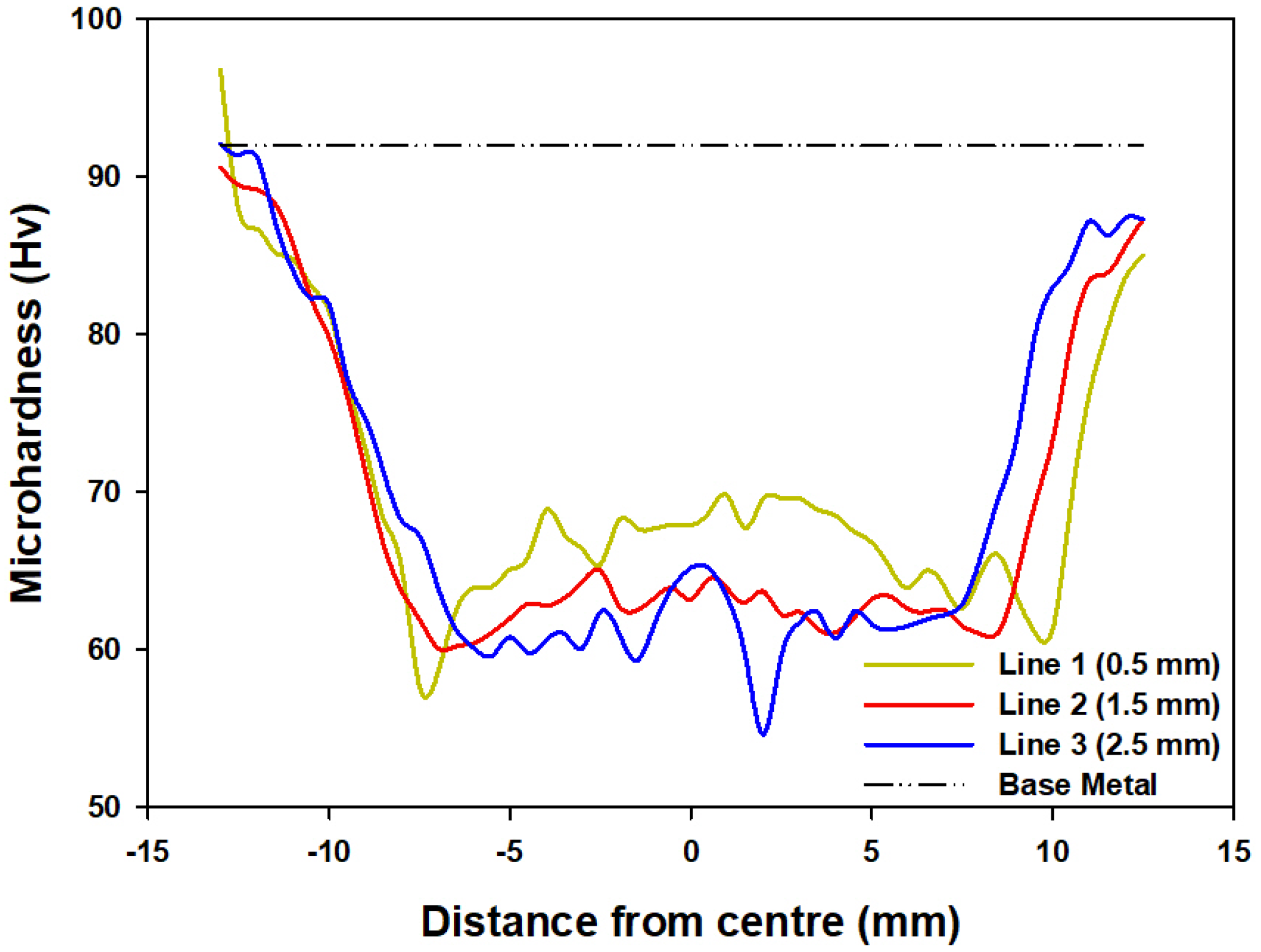
3.3. Hardness
4. Conclusions
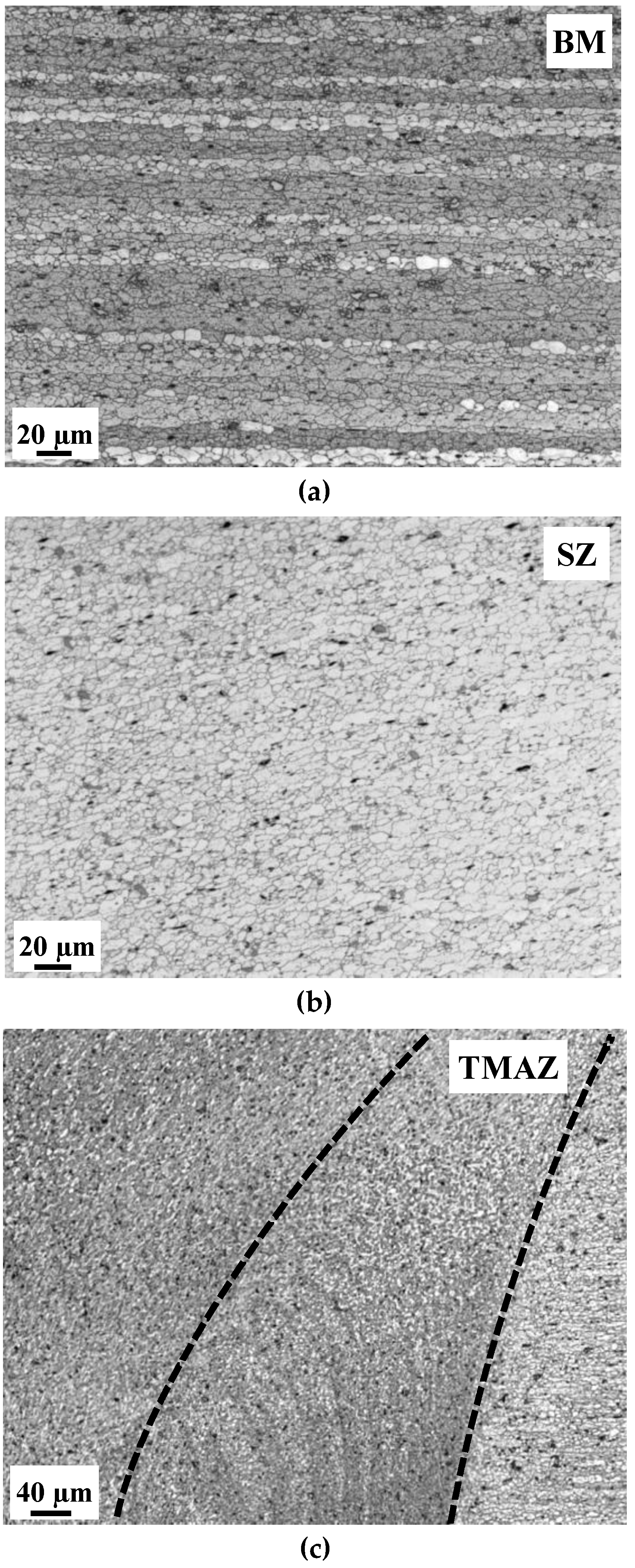
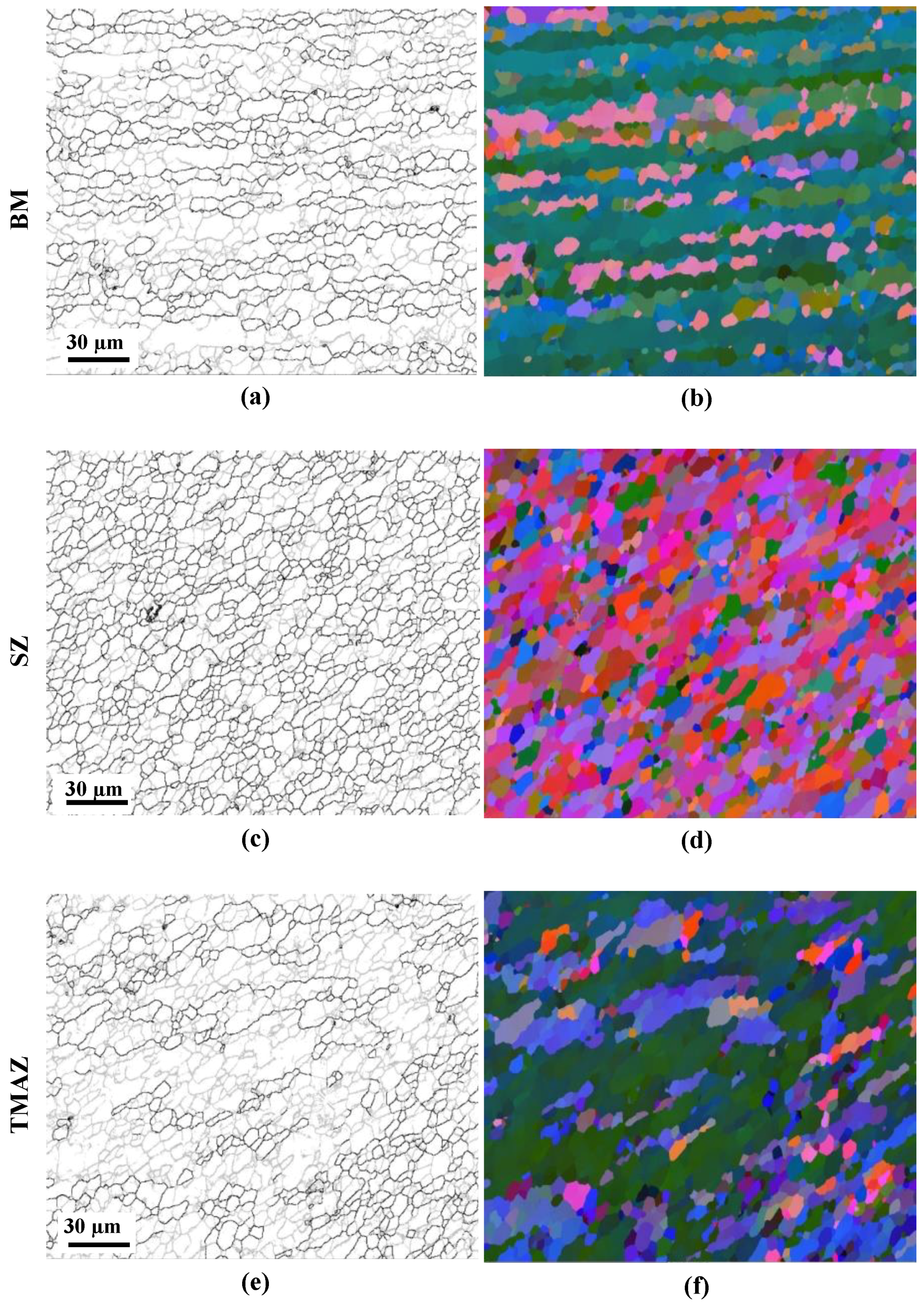
- FSP resulted in the formation of fine and equiaxed grains with predominant HAGBs in the SZ due to the occurrence of dynamic recrystallization. The FSP produced grain refinement in the SZ to 6.5 μm, as compared to the BM and TMAZ (8.2 and 7.2 μm, respectively). A high fraction of HAGBs was recorded in the SZ, confirming the formation of recrystallized grains in the SZ.
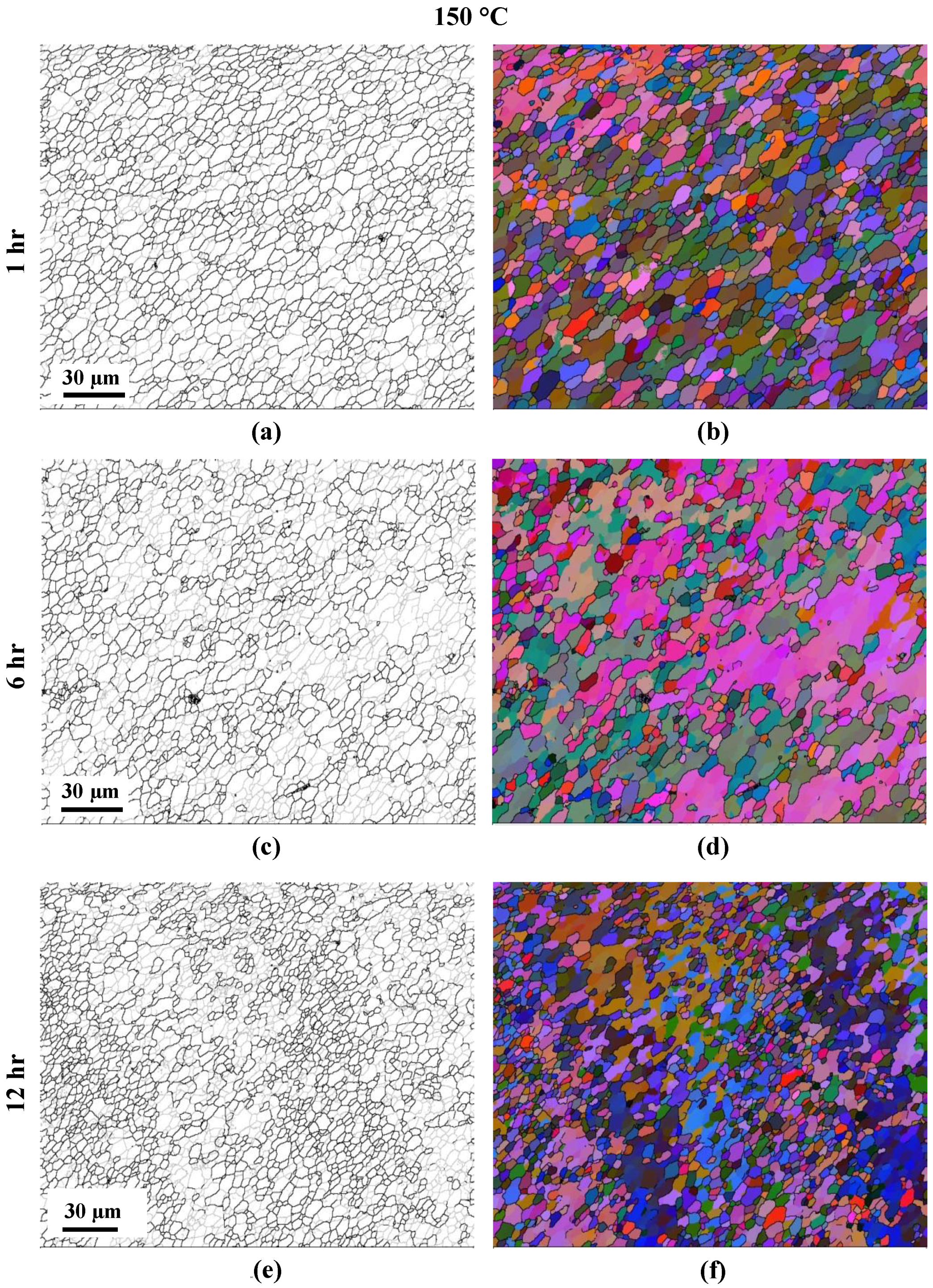
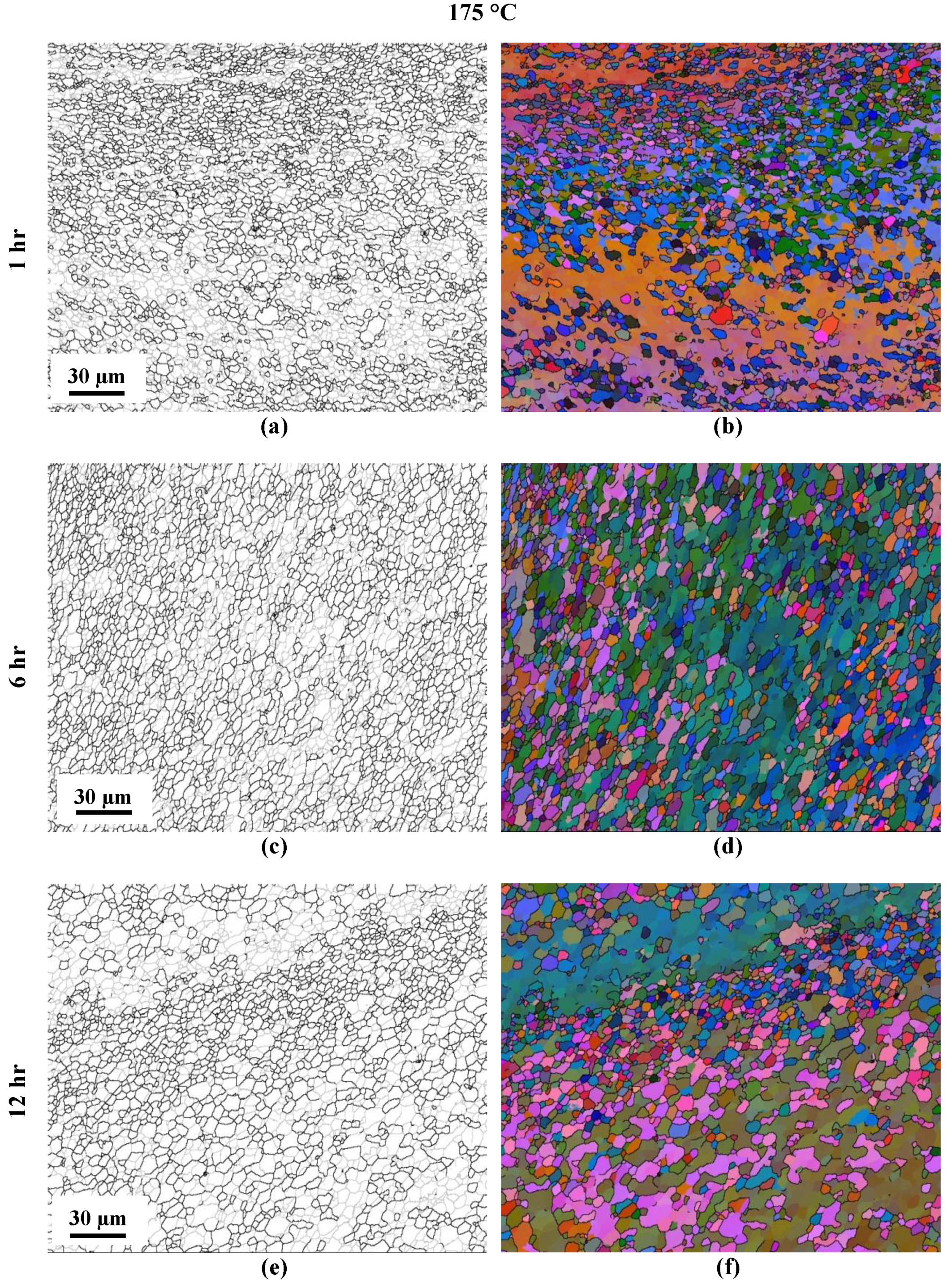
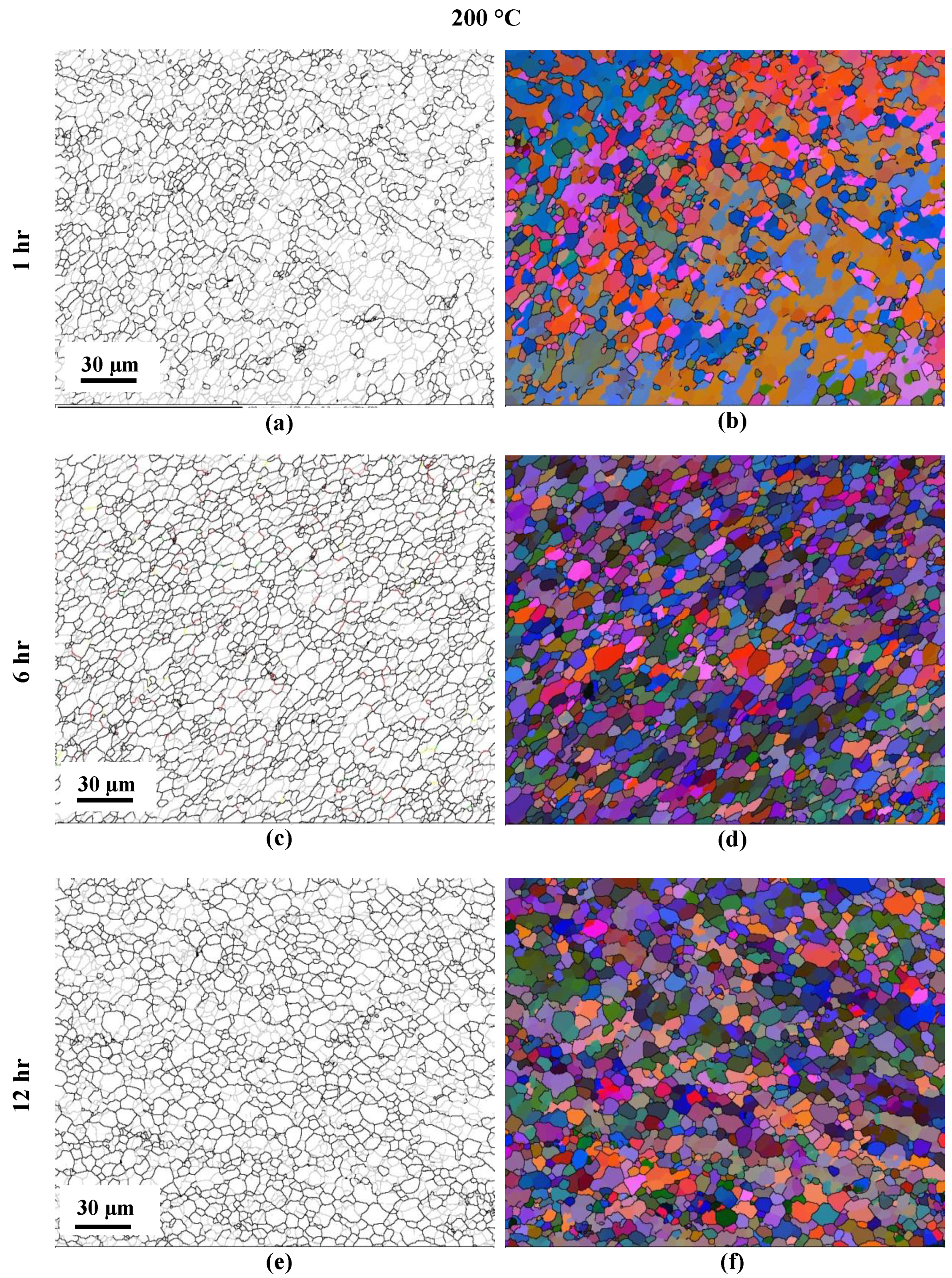
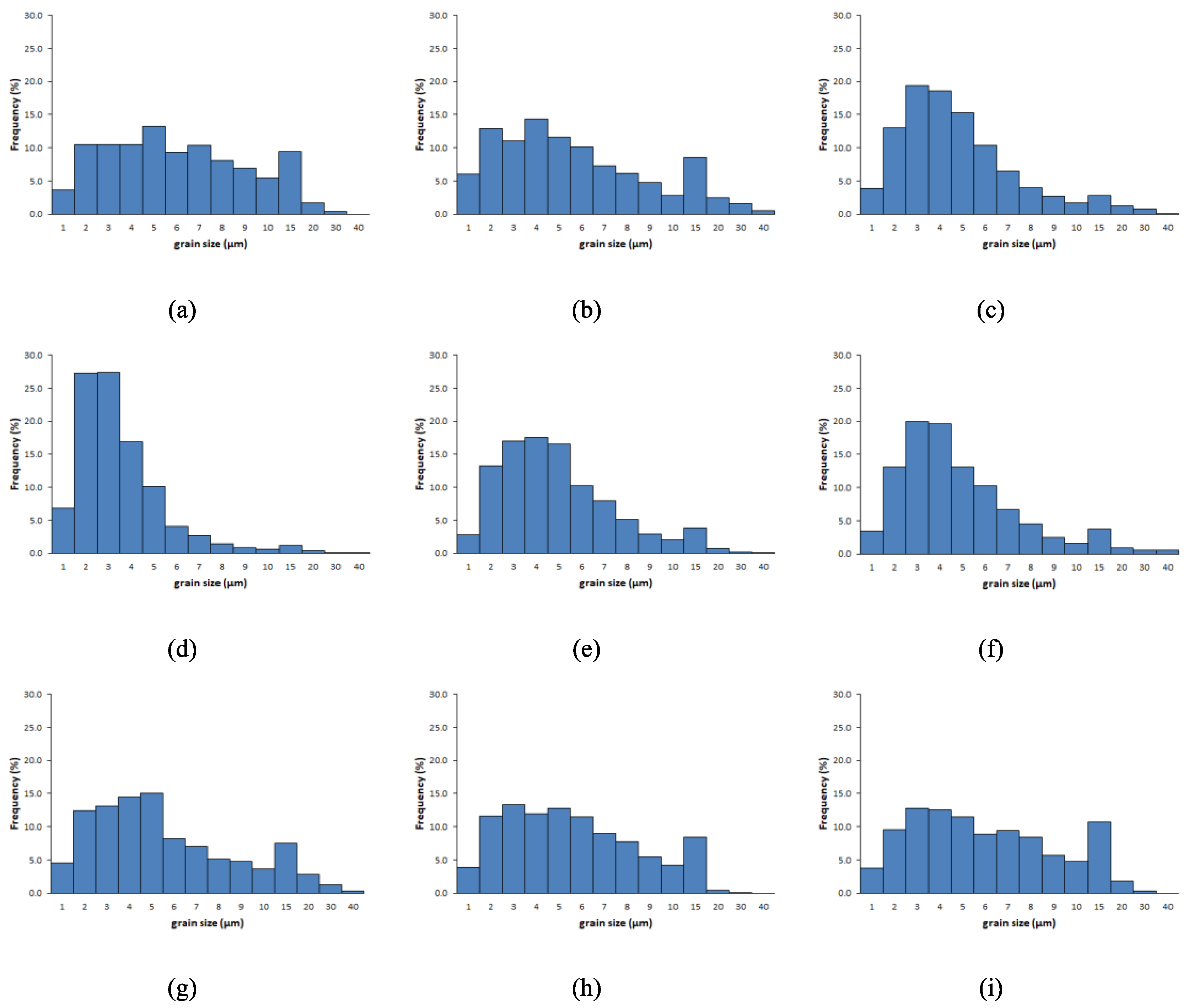
- Long aging periods and/or high aging temperatures caused recovery, followed by recrystallization of fine grains in the range of 1–3 μm within the SZ. Recovery occurred for short aging periods at 150 °C, while the formation of fine recrystallized grains was shown after aging for 12 h. Aging at 175 °C resulted in the recrystallization of fine grains upon aging for 1 h, while simultaneously increasing the fraction of HAGBs when increasing the aging period to 6 and 12 h. In the case of 200 °C aging, a reduction of grain size initially occurred at 1 h of aging due to recrystallization. Longer aging times resulted in grain coarsening to 6 μm and thereby lowering the fraction of HAGBs.
- FSP predominantly provided a simple shear texture in the SZ with a main component of B fiber. Increasing aging temperature and/or aging time was shown to weaken the B fiber and resulted in the formation of the recrystallization texture of Cube orientation. The formation of new fine grains and subsequent grain growth was particularly essential for strengthening the Cube orientation by the aging treatments used in the current study.
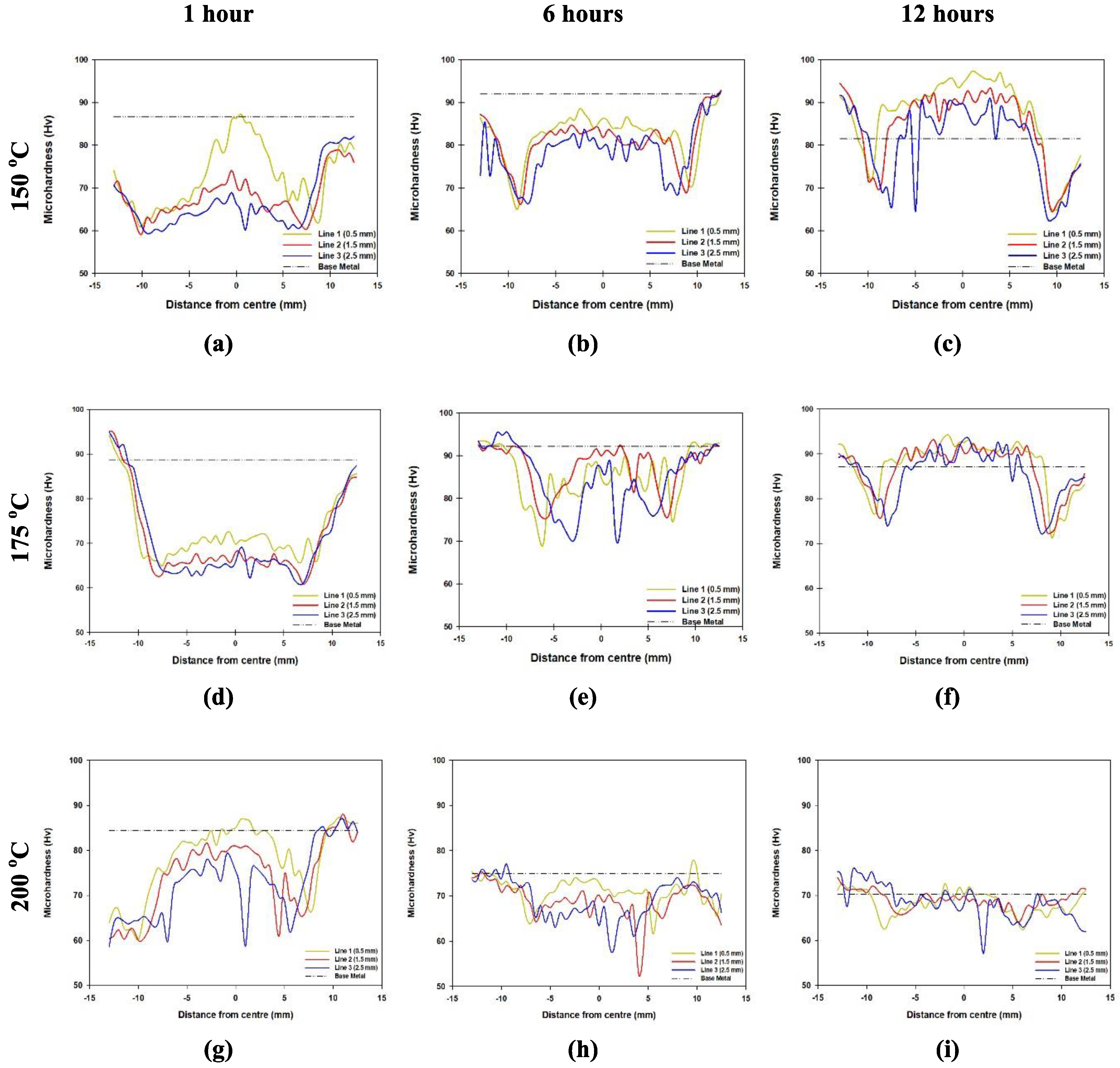
- Applying FSP resulted in significant softening in the SZ (64 Hv) compared to the BM (92.5 Hv). This is mostly attributed to the dissolution of the hardening precipitates β″ by the excessive heat of FSP. Aging at 175 °C for 12 h provided maximum recovery of the hardness in the SZ (90 Hv), while maintaining the initial hardness value of the BM without a significant reduction (86 Hv). Aging at 150 °C also enhanced the hardness of the SZ after 12 h (90 Hv), but it lowered the hardness of BM (77 Hv). On the other hand, samples aged at 200 °C for 12 h showed a significant reduction in hardness for SZ (68.5 Hv) and BM (73 Hv), which implies the occurrence of overaging.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mishra, R.S.; Mahoney, M.W.; McFadden, S.X.; Mara, N.A.; Mukherjee, A.K. High strain rate superplasticity in a friction stir processed 7075 Al alloy. Scripta Mater. 1999, 41, 163–168. [Google Scholar] [CrossRef]
- Mishra, R.S.; Mahoney, M.W. Friction stir processing: A new grain refinement technique to achieve high strain rate superplasticity in commercial alloys. Mater. Sci. Forum 2001, 507, 357–359. [Google Scholar] [CrossRef]
- Thomas, W.M.; Nicholas, E.D.; Needham, J.C.; Murch, M.G.; Temple-Smith, P.; Dawes, C.J. Friction Stir Butt Welding. International Patent Application No. PCT/GB92/02203; GB Patent Application No. 9125978.8; U.S. Patent Application No. 5,460,317, 6 December 1991. [Google Scholar]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Liu, G.; Murr, L.E.; Niou, C.S.; McClure, J.C.; Vega, F.R. Microstructural aspects of the friction-stir welding of 6061-T6 aluminum. Scripta Mater. 1997, 37, 355–361. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Enomoto, M.; Jogan, S. Microstructural evolution of 6063 aluminum during friction-stir welding. Metall. Mater. Trans. A 1999, 30, 2429–2437. [Google Scholar] [CrossRef]
- Heinz, B.; Skrotzki, B. Characterization of a friction-stir-welded aluminum alloy 6013. Metall. Mater. Trans. B 2002, 33, 489–498. [Google Scholar] [CrossRef]
- Sauvage, X.; Dédé, A.; Cabello Muñoz, A.; Huneau, B. Precipitate stability and recrystallisation in the weld nuggets of friction stir welded Al-Mg-Si and Al-Mg-Sc alloys. Mater. Sci. Eng. A 2008, 491, 364–371. [Google Scholar] [CrossRef] [Green Version]
- Elangovan, K.; Balasubramanian, V. Influences of post-weld heat treatment on tensile properties of friction stir-welded AA6061 aluminum alloy joints. Mater. Charact. 2008, 59, 1168–1177. [Google Scholar] [CrossRef]
- Elangovan, K.; Balasubramanian, V. Influences of tool pin profile and tool shoulder diameter on the formation of friction stir processing zone in AA6061 aluminum alloy. Mater. Des. 2008, 29, 362–373. [Google Scholar] [CrossRef]
- Woo, W.; Choo, H.; Brown, D.W.; Feng, Z. Influence of the tool pin and shoulder on microstructure and natural aging kinetics in a friction-stir-processed 6061-T6 aluminum alloy. Metall. Mater. Trans. A 2007, 38, 69–76. [Google Scholar] [CrossRef]
- El-Rayes, M.M.; El-Danaf, E.A. The influence of multi-pass friction stir processing on the microstructural and mechanical properties of aluminum alloy 6082. J. Mater. Process Technol. 2012, 212, 1157–1168. [Google Scholar] [CrossRef]
- Imam, M.; Racherla, V.; Biswas, K. Effect of post-weld natural aging on mechanical and microstructural properties of friction stir welded 6063-T4 aluminium alloy. Mater. Des. 2014, 64, 675–686. [Google Scholar] [CrossRef]
- Cabibbo, M.; McQueen, H.J.; Evangelista, E.; Spigarelli, S.; Di Paola, M.; Falchero, A. Microstructure and mechanical property studies of AA6056 friction stir welded plate. Mater. Sci. Eng. A 2007, 460, 86–94. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; El-Rayes, M.M. Microstructure and mechanical properties of friction stir welded 6082 AA in as welded and post weld heat treated conditions. Mater. Des. 2013, 46, 561–572. [Google Scholar] [CrossRef]
- Jamshidi Aval, H.; Serajzadeh, S. A study on natural aging behavior and mechanical properties of friction stir-welded AA6061-T6 plates. Int. J. Adv. Manuf. Technol. 2014, 71, 933–941. [Google Scholar] [CrossRef]
- Abramoff, M.D.; Magalhaes, P.J.; Ram, S.J. Image processing with ImageJ. Biophotonics Int. 2004, 11, 36–42. [Google Scholar]
- Schmitz, A.; Neutjens, J.; Herman, J.C.; Leroy, V. New thermomechanical hot rolling schedule for the processing of high strength fine grained multiphase steels. In Proceedings of the Mechanical Working and Steel Processing Conference Proceedings, Warrendale, PA, USA, 25–28 October 1998; pp. 295–310. [Google Scholar]
- Sakai, T.; Ohashi, M.; Chiba, K.; Jonas, J.J. Recovery and recrystallization of polycrystalline nickel after hot working. Acta Metall. Mater. 1988, 36, 1781–1790. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Pergamon Press: Oxford, UK, 2004. [Google Scholar]
- Nes, E.; Ryum, N.; Hunderi, O. On the zener drag. Acta Metall. Mater. 1985, 33, 11–22. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F.; Colligan, K.J. Development of grain structure during friction stir welding. Scripta Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Prangnell, P.B.; Heason, C.P. Grain structure formation during friction stir welding observed by the ‘stop action technique’. Acta Mater. 2005, 53, 3179–3192. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Hood, E.; Tang, W. Texture in friction stir welds of Timetal 21S. Scripta Mater. 2005, 52, 491–494. [Google Scholar] [CrossRef]
- Li, S.; Beyerlein, I.J.; Bourke, M.A. Texture formation during equal channel angular extrusion of fcc and bcc materials: comparison with simple shear. Mater. Sci. Eng. A 2005, 394, 66–77. [Google Scholar] [CrossRef]
- Sato, Y.S.; Kokawa, H.; Ikeda, K.; Enomoto, M.; Hashimoto, T.; Jogan, S. Microtexture in the friction-stir weld of an aluminum alloy. Metall. Mater. Trans. A 2001, 32, 941–948. [Google Scholar] [CrossRef]
- Al-Fadhalah, K.J.; Almazrouee, A.I.; Aloraier, A.S. Microstructure and mechanical properties of multi-pass friction stir processed aluminum alloy 6063. Mater. Des. 2014, 53, 550–560. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction, 3rd ed.; Prentice Hall: London, UK, 2001. [Google Scholar]
- Dadbakhsh, S.; Taheri, A.K.; Smith, C.W. Strengthening study on 6082 Al alloy after combination of aging treatment and ECAP process. Mater. Sci. Eng. A 2010, 527, 4758–4766. [Google Scholar] [CrossRef]
- Sato, Y.S.; Urata, M.; Kokawa, H. Parameters controlling microstructure and hardness during friction-stir welding of precipitation-hardenable aluminum alloy 6063. Metall. Mater. Trans. A 2002, 33, 625–635. [Google Scholar] [CrossRef]
- Cerri, E.; Leo, P. Influence of severe plastic deformation on aging of Al-Mg-Si alloys. Mater. Sci. Eng. A 2005, 410, 226–229. [Google Scholar] [CrossRef]
- Faré, S.; Lecis, N.; Vedani, M. Aging behaviour of Al-Mg-Si Alloys subjected to severe plastic deformation by ECAP and cold asymmetric rolling. J. Metallurgy 2011, 2011, 959643. [Google Scholar] [CrossRef]
- Kumar, V.; Kumar, D. Investigation of tensile behaviour of cryorolled and room temperature rolled 6082 Al alloy. Mater. Sci. Eng. A 2017, 691, 211–217. [Google Scholar] [CrossRef]
- Kumar, N.; Jayaganthan, R.; Brokmeier, H.G. Effect of deformation temperature on precipitation, microstructural evolution, mechanical and corrosion behavior of 6082 Al alloy. Trans. Nonferrous Met. Soc. China 2017, 27, 475–492. [Google Scholar] [CrossRef]
- Chrominski, W.; Lewandowska, M. Precipitation phenomena in ultrafine grained Al-Mg-Si alloy with heterogeneous microstructure. Acta Mater. 2016, 103, 547–557. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | SZ | TMAZ | BM |
|---|---|---|---|
| Grain size (μm) | 6.5 | 7.2 | 8.2 |
| LAGBs (%) | 49.6 | 73.2 | 67.1 |
| HAGBs (%) | 50.4 | 26.8 | 32.9 |
| Aging Temperature | 150 °C | 175 °C | 200 °C | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Aging Duration | 1 h | 6 h | 12 h | 1 h | 6 h | 12 h | 1 h | 6 h | 12 h |
| Grain size (μm) | 5.52 | 4.69 | 4.14 | 3.01 | 4.41 | 4.43 | 5.20 | 4.59 | 5.20 |
| LAGBs (%) | 32.8 | 53.4 | 44.5 | 48.7 | 45.3 | 40.6 | 60.1 | 34.9 | 42.0 |
| HAGBs (%) | 64.2 | 46.6 | 55.5 | 51.3 | 54.7 | 59.4 | 39.9 | 66.4 | 58.0 |
| FSP | 150 °C | 175 °C | 200 °C | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 1 h | 6 h | 12 h | 1 h | 6 h | 12 h | 1 h | 6 h | 12 h | ||
| SZ (Hv) | 64.1 | 70.5 | 82.7 | 90.3 | 67.4 | 83.8 | 90.6 | 78.1 | 68.1 | 68.5 |
| BM (Hv) | 92.5 | 86.6 | 92.3 | 77.5 | 85.3 | 93.3 | 85.7 | 92.0 | 75.3 | 73.2 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Al-Fadhalah, K.; Asi, F. Aging Behavior of Aluminum Alloy 6082 Subjected to Friction Stir Processing. Crystals 2018, 8, 337. https://doi.org/10.3390/cryst8090337
Al-Fadhalah K, Asi F. Aging Behavior of Aluminum Alloy 6082 Subjected to Friction Stir Processing. Crystals. 2018; 8(9):337. https://doi.org/10.3390/cryst8090337
Chicago/Turabian StyleAl-Fadhalah, Khaled, and Fahad Asi. 2018. "Aging Behavior of Aluminum Alloy 6082 Subjected to Friction Stir Processing" Crystals 8, no. 9: 337. https://doi.org/10.3390/cryst8090337
APA StyleAl-Fadhalah, K., & Asi, F. (2018). Aging Behavior of Aluminum Alloy 6082 Subjected to Friction Stir Processing. Crystals, 8(9), 337. https://doi.org/10.3390/cryst8090337