1. Introduction
Coronary heart disease (CHD) results in obstructed blood flow to the heart due to the deposition of plaque on arterial walls. It is one of the leading causes of death in the world and claims over seven million lives each year [
1,
2,
3]. Bioresorbable vascular scaffolds (BVSs) are emerging as a promising alternative to permanent metal stents for the treatment of CHD. These devices are referred to as “scaffolds” as opposed to “stents” owing to their transient nature in the implanted artery. In contrast to permanent metal stents, BVSs support the occluded artery for 3–6 months but are completely resorbed in 2–3 years [
4], restoring vasomotion in the artery and minimizing the risk of fatal complications such as late stent thrombosis [
5,
6,
7]. The first FDA-approved BVS [
8] is made from the semicrystalline and biocompatible polymer poly
l-lactide (PLLA), which hydrolyzes to form
l-lactic acid, a metabolic product processed by the body [
9,
10,
11]. However, PLLA is notorious for being a brittle polymer [
12,
13], making it a surprising choice for a device that must withstand crimping and deployment. PLLA blends [
14,
15] and copolymers [
16,
17] have superior ductility but these materials are not suitable for coronary implants as they prematurely lose strength due to rapid hydrolysis [
18,
19]. Therefore, processing conditions play a key role in overcoming PLLA’s inherent brittleness by providing the BVS with a microstructure that facilitates deployment and confers lasting radial strength.
Bioresorbable vascular scaffolds are processed from extruded PLLA preforms in the following sequence: “tube expansion” biaxially stretches the initially amorphous preform and transforms it into a semicrystalline tube; “laser-cutting” converts the expanded tube into an as-cut scaffold that has a lattice network of struts; and “crimping” radially compresses the as-cut scaffold onto a balloon catheter for deployment in the artery [
20]. The scaffold experiences severe local deformation during crimping (strain > 50%), yet shows no sign of failure upon deployment [
20]. The strength of the scaffold in the deployed state has a counter-intuitive relationship with strength in the expanded tube. Tube expansion that is equibiaxial (200% strain in θ and 200% strain in
z) creates a strong expanded tube; however, after laser-cutting and crimping, it performs poorly upon deployment (>40 cracks per scaffold when over-deployed) [
20]. In contrast, tube expansion that is predominantly uniaxial (400% strain in θ and 20% strain in
z) does not provide as strong an expanded tube, yet it produces scaffolds that perform well upon deployment (<10 cracks per scaffold when over-deployed) [
20]. Microdiffraction results reconciled this disconnect in strength between the expanded tube and the deployed scaffold by elucidating the role of crimping; the predominantly uniaxial elongation process yields an expanded tube that develops a beneficial morphology in the crimped state that facilitates deployment without fracture [
20]. The interplay of structural transformations that occur during tube expansion and crimping govern the strength of the deployed BVS, motivating investigation of structure development during the tube expansion process.
The promising success of current 150 µm thick BVSs motivates the design of thinner scaffolds (~80 µm, similar to metal stents [
21,
22]) to extend the benefits of resorbable implants to a broader patient population. The key to a thinner BVS lies in careful control of its microstructure during processing so that an 80 µm BVS has strength comparable to the current 150 µm FDA-approved BVS. Tube expansion, the first step in the manufacture of a vascular scaffold, plays a central role in the design of thinner scaffolds. Similar to stretch blow molding, tube expansion subjects a PLLA preform to biaxial elongation near the glass transition inside an outer mold [
23]. The rapid deformation induces oriented crystallization, which in turn influences the macroscopic strain and the wall thickness of the resulting BVS. The process of tube expansion has been applied with excellent reproducibility to manufacture scaffolds with uniform wall thickness that meet clinical standards. However, conventional methodology is unable to provide structural insight on tube expansion at time scales relevant to processing (>400% strain in a matter of seconds). As a result, tube expansion is largely based on trial-and-error; expanded tubes are subjected to mechanical characterization and process parameters are iteratively adjusted to optimize strength.
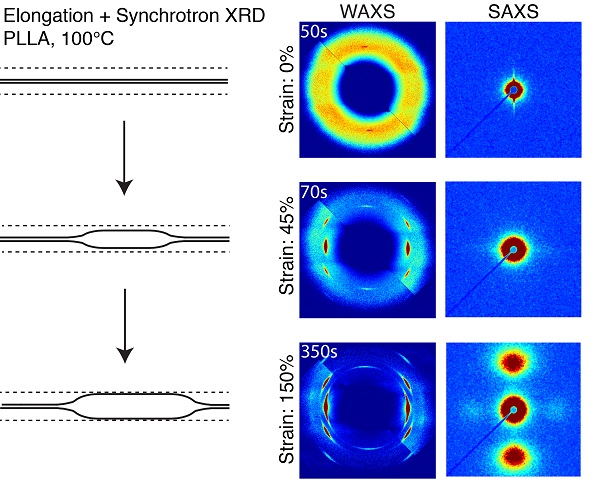
Here, we discuss the implementation of a novel custom-built instrument that can subject polymeric preforms to tube expansion with acquisition of synchrotron X-ray scattering data at time scales relevant to processing (~1 s). To the best of our knowledge, the data acquired from this instrument are the first of their kind and relate deformation in the cylindrical geometry to the microstructure of the expanding preform. PLLA is subjected to tube expansion between 70 to 120 °C [
24], relatively close to its glass transition (
Tg ~ 55 °C) and well below its melting temperature (
Tm ~ 170 °C). However, it is challenging to probe flow-induced crystallization in this temperature interval as PLLA is known to have poor thermal stability at elevated temperatures [
25] and undergoes quiescent crystallization in the vicinity of 100 °C [
26]. Therefore, a critical design requirement for our instrument is rapid heating—we are able to heat the preform above 100 °C (heating rate ~ 70 °C/min) and achieve inflation in less than 100 s; as a result, we avoid thermal degradation and isolate the impact of flow on the microstructure of the expanded tube. The primary emphasis of this article is on the morphology of PLLA, but the instrument and the insight gained from this approach can be broadly applied to study polymers (e.g., poly (ethylene terephthalate), PET) that are processed using stretch-blow molding.
3. Results
Poly
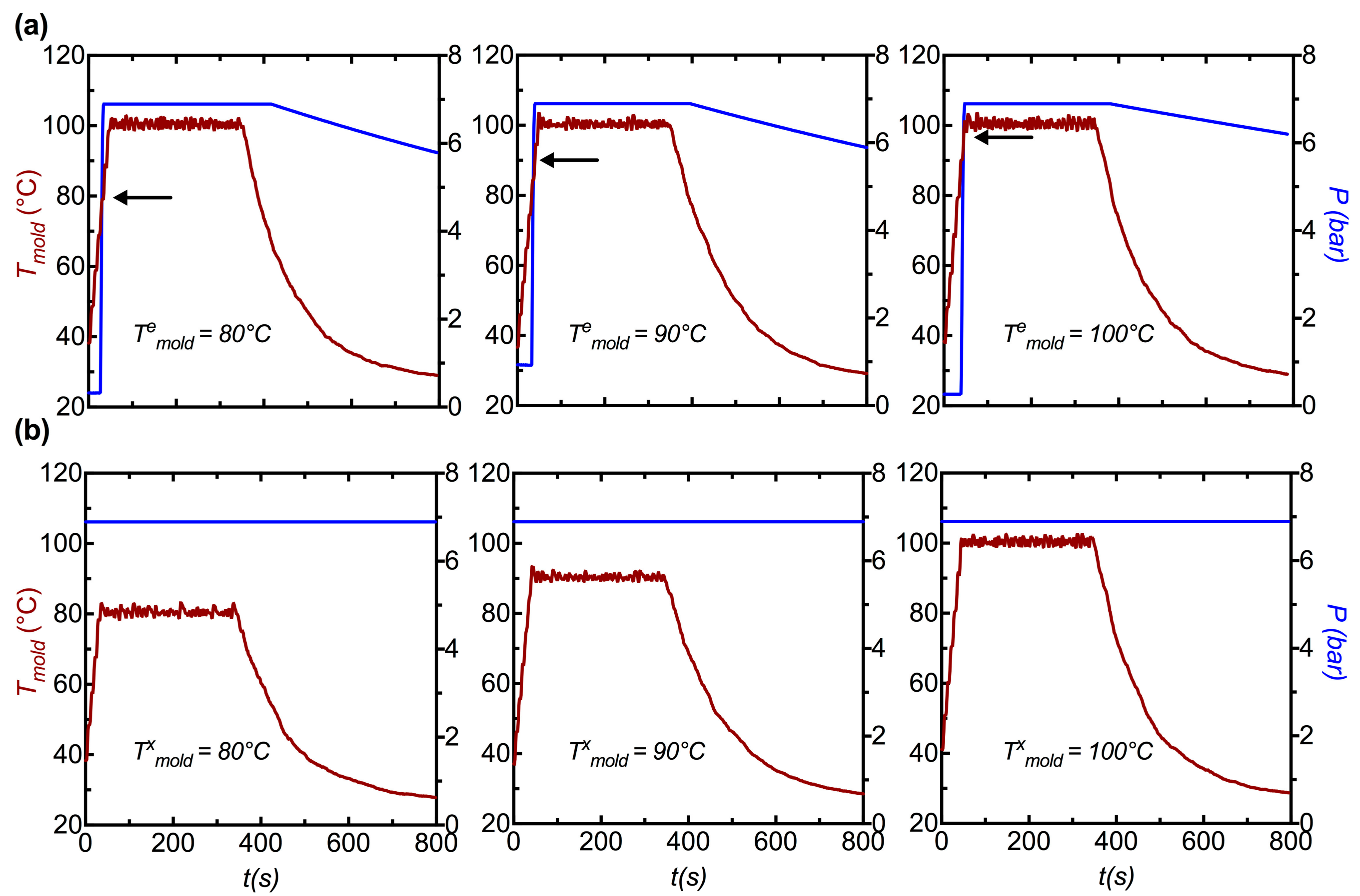
l-lactide (PLLA) cylindrical preforms are subjected to expansion using two modes of operation of the instrument. In the first mode, the pressure in the preform is not increased until a temperature of interest is reached during heating to a selected crystallization temperature: here, we use the temperature of the mold (
Temold of 80, 90 and 100 °C, where superscript “e” denotes “expansion”) to trigger the elongation by opening a valve to 6.8 bar air, and use the mold temperature for feedback control during the isothermal crystallization process (
Tamold = 100 °C, where superscript “a” denotes “annealing”) for 5 min, followed by cooling under ambient conditions (
Figure 3a). In the second mode of operation, the pressure in the preform is imposed prior to heating and is maintained throughout the process: here, we examine the effect of temperature during isothermal crystallization (
Txmold of 80, 90 and 100 °C, where superscript “x” denotes “crystallization”) for 5 min, followed by cooling under ambient conditions (
Figure 3b). Numerical simulations predict that mold temperatures of 80, 90 and 100 °C correspond to PLLA preform temperatures of ~105, 115 and 125 °C, respectively (
Figures S2 and S3). These two modes of operation were selected to isolate the impact of the expansion temperature (
Te) from that of the crystallization temperature (
Tx) on the morphology of the expanded tube; expansion in the first mode is triggered at a set mold temperature while expansion in the second mode is reliant on the material properties of the preform.
Video recordings are used to estimate the transient outer diameter (OD) of the preform, which changes in a complex manner with time (
Figure 4). While some elongation may occur along the axial direction, it is much less than the hoop elongation. Here, we make the approximation of neglecting the axial elongation and analyze the outer diameter to estimate the strain at the outer surface. When the internal pressure is abruptly imposed at a prescribed temperature (
Figure 4a, i), the initial deformation progresses at a similar rate (~0.025 s
−1 at the OD,
Figure 4a, ii) till an inflection point at an OD strain of 40–50% (marked by black arrows in
Figure 4a, ii). After the inflection, the strain rate increases dramatically, to approximately 0.07 s
−1 (
Figure 4a, ii), until the deformation rate slows down when the OD strain approaches ~150%. The rates of deformation are similar in the first mode of operation (
Temold = 80, 90 and 100 °C) as the mold temperature has reached a steady state (100 °C) during inflation.
When the internal pressure is imposed before heating and maintained during heating (
Figure 4b, i), the onset of deformation occurs when the PLLA preform reaches a temperature at which it can no longer withstand the pressure (
Figure 4b, ii). This occurs approximately when the temperature of the mold reaches 80 °C. In the case of
Txmold = 80 °C, the mold has already reached a steady temperature when the PLLA begins to deform. On the other hand, for
Txmold = 90 and 100 °C, the temperature rises rapidly during the first several seconds of deformation, giving rise to progressively faster initial strain rates (the strain rate increases from 0.015 s
−1 at
Txmold = 80 °C to 0.07 s
−1 at
Txmold = 100 °C, t < 50 s in
Figure 4b, ii). The initial deformation slows, giving a plateau prior to a steep increase in strain rate; the plateau OD strain is approximately 30–40% for all three values of
Txmold, while the duration of the plateau decreases strongly with an increase in
Txmold (compare strain profiles in
Figure 4b, ii). The rapid deformation at the end of the plateau rolls off and the final OD strain is approximately 150% for all three
Txmold cases. We now relate the macroscopic change in temperature and strain to the microstructure of the tube using in situ synchrotron X-ray scattering.
Here, we compare PLLA preforms stretched at
Temold = 100 °C and
Txmold = 100 °C (in situ data for the other 4 experiments are presented in
Figures S11–S14) to illustrate the impact of the onset of inflation (deformation occurs ~20 s later in
Temold = 100 °C relative to
Txmold = 100 °C,
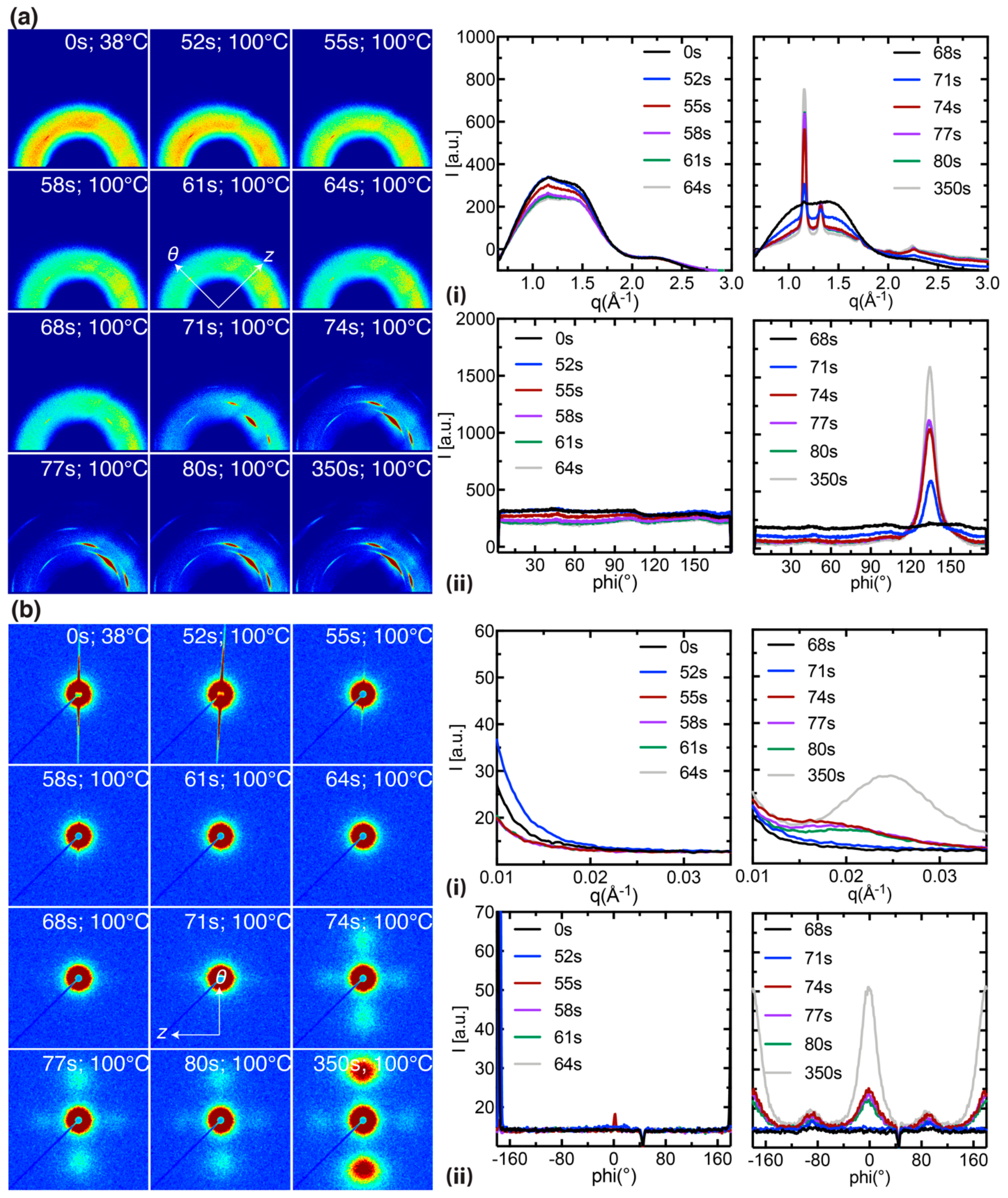
Figure 4a,b, ii) on the morphology of the expanded tube. A selection of 12 diffraction patterns are presented for
Temold = 100 °C and
Txmold = 100 °C that capture the transient expansion of the preform. Prior to expansion, we observe strong diffuse scattering from the amorphous phase and the presence of faint (110)/(200) peaks in the preform (compare
Figure 5 and
Figure 6a, 0 s); the azimuthal position of these peaks suggests that a small population of crystallites have their c-axis oriented parallel to the z-direction of the preform. It is likely that these z-oriented crystallites are created in the extrusion process used to prepare the preforms. The initial phase of inflation occurs at a relatively slow strain rate (~0.025 s
−1 before the inflection point,
Figure 4a, ii) and is characterized by a decrease in the amorphous intensity due to the thinning of preform; however, there is no indication of oriented crystallization in this interval (t < 70 s for
Temold = 100 °C and t < 45 s for
Txmold = 100 °C,
Figure 5 and
Figure 6a). After the initial inflection in the strain field (black arrows in
Figure 4a,b, ii), the strain rate suddenly increases to ~0.07 s
−1 and is accompanied by distinct (110)/(200) peaks with their c-axis oriented parallel to the θ-direction of the preform (at ~68 s for
Temold = 100 °C and ~44 s for
Txmold = 100 °C,
Figure 5 and
Figure 6a). The intensity of the newly formed θ-oriented (110)/(200) peaks increases rapidly over the next 10 seconds (68 to 77 s for
Temold = 100 °C and 44 to 55 s for
Txmold = 100 °C;
Figure 5 and
Figure 6a), a time interval that corresponds to a > 50% increase in OD strain (compare the strain field in
Figure 4a,b with WAXS data in
Figure 5 and
Figure 6a,b). Beyond 100 s, the expansion is nearly complete and amorphous material is steadily transformed into crystallites during annealing (
Figure 5 and
Figure 6a, 350 s).
The azimuthal width of the (110)/(200) peaks (
Figure 5 and
Figure 6a, ii) provides a measure of crystallite orientation in a material. In the first mode of operation, expansion is triggered in ~5 s intervals at a mold temperature of 80, 90 and 100 °C (the pressure pulse requires ~10 s to reach 6.8 bar in the tube, see
Figure 4a, i). However, the bulk of the expansion occurs when the mold temperature has reached 100 °C. Therefore, we observe similar rates of expansion and consequently, the azimuthal width of the oriented PLLA crystallites are similar (~8° for
Temold = 80 °C and ~10° for both
Temold = 90 and 100 °C,
Figure 7d, left). In the second mode of operation, the tubes are pressurized prior to heating (
Figure 4b, i) and it appears that the azimuthal width of the (110)/(200) peaks decreases monotonically as the crystallization temperature increases (~11° for
Txmold = 80 °C, ~9.5° for
Txmold = 90 °C and ~8.5° for
Txmold = 100 °C;
Figure 7d, right). This seems counter-intuitive at first because the onset of inflation occurs at approximately the same time and temperature for all cases in the second mode of operation (Figures 3b and 4b). However, expansion progresses isothermally in the second mode of operation; therefore, the tube is expanding at a lower mold temperature in
Txmold = 80 °C relative to
Txmold = 100 °C and, consequently, the material deforms more rapidly at
Txmold = 100 °C (compare the strain rate for
Txmold = 80 °C vs.
Txmold = 100 °C for t < 60 s,
Figure 4b, ii) and develops a microstructure with greater crystallite orientation.
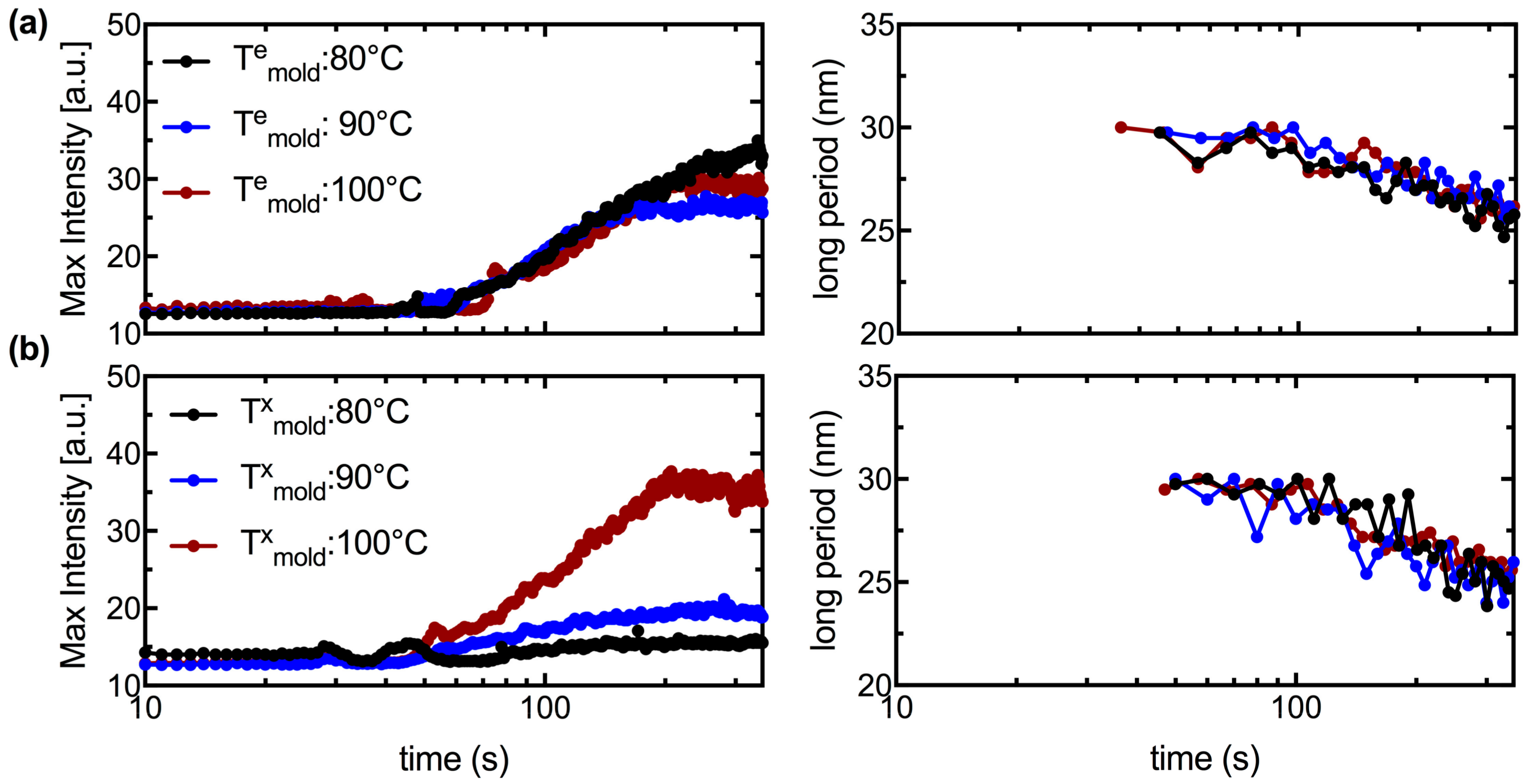
Comparison between simultaneously acquired WAXS and SAXS patterns indicate that WAXS is more sensitive than SAXS to the onset of expansion (SAXS features appear a few seconds after the occurrence of (110)/(200) peaks in WAXS, compare
Figure 5 and
Figure 6a,b) [
29]. The SAXS intensity continues to increase post expansion and adopts a bimodal distribution with peaks located along the meridian (parallel to the θ-direction) and the equator (parallel to the z-direction) of the patterns (see
Figure 5 and
Figure 6b, 350 s). The SAXS peaks along the meridian are more than twice as intense as the equatorial peaks, suggesting a dominant oriented microstructure along the θ-direction of the tube. The SAXS intensity decreases during the cooling step in accord with densification of the amorphous interlamellar space (t > 350 s,
Figures S15–S20). Interestingly, both the equatorial and the meridional peaks shift towards higher-q during annealing, indicating a steady decrease in the long period (note the shift in peak intensity towards higher-q is more apparent in
Figure 5 and
Figure 6b, i; we return to this in the Discussion). The greater intensity of SAXS peaks in
Txmold = 100 °C relative to
Temold = 100 °C (>15%, compare
Figure 5 and
Figure 6a,b, 350 s and
Figure 8a,b, left) suggests that the former introduces a greater population of regular spaced lamellar stacks (>25 nm,
Figure 8a,b, right) along the θ-direction of the expanded tube.
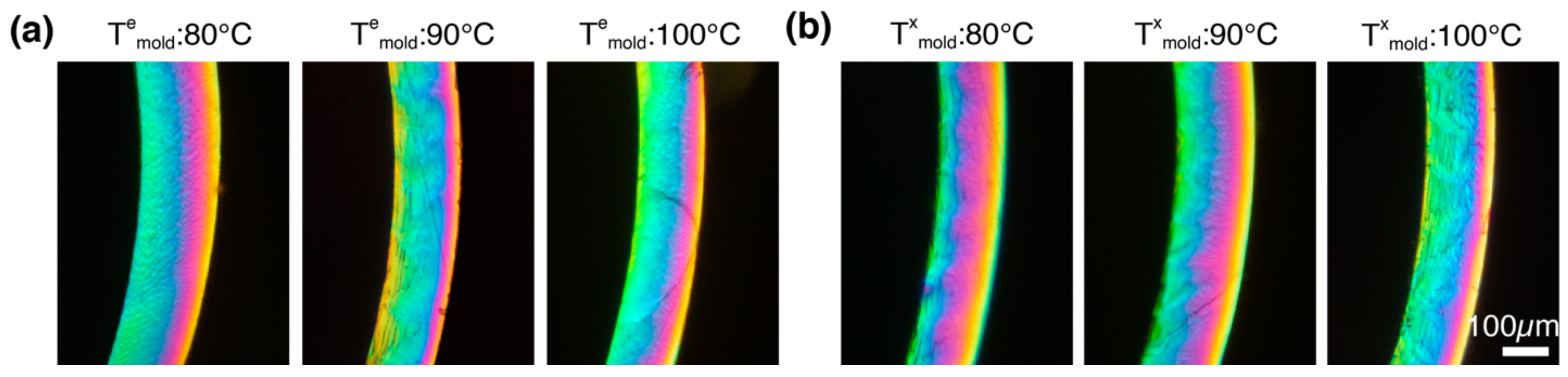
At the end of each experiment, the tubes are extracted from the instrument and are stored for ex situ studies. Polarized light micrographs of ~50 µm thick sections of the expanded tubes reveal a gradient in morphology from the inner (ID) to the outer diameter (OD): the retardance at the ID is ~1300 nm (third order bluish-green,
Figure 9) and decreases steadily towards the OD (~800 nm, second order yellow,
Figure 9). This gradient in retardance is not observed in the extruded tube and is a consequence of the tube expansion process, which imposes greater strains at the ID (>400%) relative to the OD (~150%). The greater orientation of PLLA chains at the ID relative to the OD manifests in the observed gradient in retardance.
4. Discussion
The tube expansion instrument provides structural information about PLLA during processing that is not captured by other techniques. The in situ WAXS patterns are very sensitive to the onset of inflation and probe changes in amorphous content, crystallinity, crystal morph, and crystallite orientation with a 1 s resolution. In all six experiments (
Figure 3 and
Figure 4), the deformation of the material occurs in two stages. During the first one, the material remains predominantly amorphous (
Figure S11, 45–56 s;
Figure S12, 49–58 s;
Figure 5, 52–64 s;
Figure S13, 45–65 s;
Figure S14, 30–41 s; and
Figure 6, 36–44 s). The second stage begins with an abrupt increase in crystallinity (
Figure S11, 59 s;
Figure S12, 62 s;
Figure 5, 71 s;
Figure S13, 75 s;
Figure S14, 47 s; and
Figure 6, 49 s), and a decrease in the amorphous halo (
Figure 7a). This step increases in crystalline diffraction accounts for approximately half of the total increase in diffraction that occurs during deformation and subsequent annealing (
Figure 7b). During the second process, strongly-oriented diffraction peaks grow with the chain axis along the θ-direction. These oriented WAXS and SAXS patterns suggest the presence of a “shish-kebab” morphology with shish along the θ-direction of the tube, as expected due to the large elongational strain (in excess of 400% at the inner diameter) imposed during tube expansion. This morphology is characterized by regularly spaced lamellar stacks called “kebabs” that decorate a central stem of oriented precursors called “shish” [
30]. The sharp WAXS peaks are detectable earlier than the corresponding oriented SAXS peaks, with the delay being shorter when the sample is heated prior to imposing stress and with increasing temperature, becoming negligible for both
Temold = 100 °C and
Txmold = 100 °C. Together, these features indicate that the initial process is dominated by glassy deformations and suggest that the transition to melt flow enables the combination of stretching, orientation and organization of the polymer chains that allows rapid growth of oriented crystals. This sequence accords with observations in the literature on poly (ethylene terephthalate) (PET) [
29].
Specifically, our experiments are close enough to the glass transition that the initial deformation occurs at a strain rate that is faster than the rate of long range conformational rearrangement of the chains. In accord with Mahendrasingam [
29], when only local segmental reorientation occurs, crystallization cannot. The second stage occurs on longer timescales, consistent with the expectation that relaxation of the chains allows orientation and stretch of submolecules that are long enough to participate in crystallization (dozens of consecutive units along the backbone). This corresponds to Mahendrasingam’s window of strain rate in which oriented crystals form during deformation, i.e., the strain rate is slow enough to permit chain retraction, but much faster than terminal relaxation by reptation. The transition between the two regimes correlates with the transition from glassy to rubbery mechanical properties.
Temperature affects the transition through its effect on the relaxation time, which is particularly strong for the glassy modes. The transition from glassy to rubbery relaxation offers a coherent explanation for the correlation between the abrupt increase in oriented crystallization (sharp WAXS peaks) and the abrupt increase in the rate of deformation (strain rates of ~0.07 s
−1 or more after the inflection point, marked by black arrows in
Figure 4a,b, ii). Experiments that use different crystallization temperatures suggest that the relaxation of the glassy modes requires tens of seconds at 80 °C, approximately 10–15 s at 90 °C and approximately 3–5 s at 100 °C (
Figure 4b, ii). The rubbery relaxation is less sensitive to temperature, which explains the relatively similar rates of strain during the sudden tube expansion. It may also offer an explanation for the small effects of temperature on the final strain, manifested in the thickness of the expanded tube. There is precedent for flow-induced crystallization having such strong effects that the usual temperature dependence of crystallization is dramatically reduced [
31]. Perhaps similar strain rates result in similar rates of oriented crystallization and, consequently, similar total strain when oriented crystallization brings deformation to a halt.
An interesting and perhaps technologically important observation is the pronounced difference in the degree of orientation between PLLA expanded with the
Temold = 80 °C and
Txmold = 80 °C protocols (cf. black symbols in
Figure 7, left vs. right); the azimuthal width of the (110)/(200) peaks (
Figure 5 and
Figure 6a, ii) provides a measure of crystallite orientation. In the first mode of operation (
Figure 7d, left), the preform is exposed to stress when the mold reaches
Temold = 80 °C and heating continues until
Tamold = 100 °C. The glassy deformation stage is, consequently, brief and the rapid growth of oriented “kebabs” at 100 °C proceeds with strong correlation to the orientation of the “shish” created during elongation (see
Figure S11 for X-ray data). In the second mode of operation (
Figure 7d, right), the temperature at which expansion begins is dictated by the material properties as the stress is imposed on the tube throughout the heating process. In the
Txmold = 80 °C experiment (see
Figure S13 for X-ray data), the sample begins to deform when the temperature of the mold reaches 80 °C and the deformation and crystallization processes take place isothermally at 80 °C. Due to the relatively low deformation temperature, there is a prolonged period of glassy deformation (approximately 20 s,
Figure 4b,ii) when point-like precursors and threadlike precursors could form; and due to the relatively low crystallization temperature, the growth of crystallites from these precursors is slower and less correlated to the shish (
Figure 7b, compare the slope of the main crystallization process for the black symbols). The dearth of oriented lamellar stacks for
Txmold = 80 °C is confirmed by SAXS results that show strong peaks indicative of shish-kebabs for
Temold = 80 °C (black symbols in
Figure 8a, left and
Figure S11), but not for
Txmold = 80 °C (black symbols in
Figure 8b, left and
Figure S13). These results suggest that using a relatively low temperature during the tube expansion process could moderate the degree of anisotropy in the expanded tube, which is important for achieving balanced properties and ductile behavior in the BVS.
The intensity of the SAXS peaks increases during the first half of the annealing step (<200 s
Figure 8a,b), then levels off. The increase in SAXS intensity occurs later and more gradually than the increase in WAXS (compare
Figure 7b to
Figure 8, left). This disconnect suggests that the increase in SAXS is due to a reorganization of previously formed crystals into increasingly coherent lamellae and, possibly, with a reduction of interlamellar density in favor of thicker crystallites (see
Supplementary Materials for data on the cooling process, t > 350 s
Figures S15–S20, where the SAXS intensity decreases). In conjunction with this reorganization, the interlamellar spacing monotonically decreases with time (
Figure 8a,b, right). When this shift in long spacing occurs with an increase in SAXS intensity, it suggests that some interlamellar material is being pulled into the lamellae allowing the crystal to become wider. In some cases, the shift in long spacing occurs at a time when the SAXS intensity is decreasing, which suggests the growth of secondary lamellae in the space between previously formed lamellae. During the cooling step, the SAXS intensity of the present samples decreases due to the densification of amorphous interlamellar material and, possibly, growth of fringed micelles in the interlamellar space. By the time the sample temperature reaches ambient temperature, there is little to no evidence of lamellar superstructures (the SAXS pattern vanishes, see
Supplementary Materials, t = 700 s in
Figures S15–S20). Therefore, the transient structure reveals aspects of the present PLLA semicrystalline morphology that are concealed in the final state of the expanded tube.
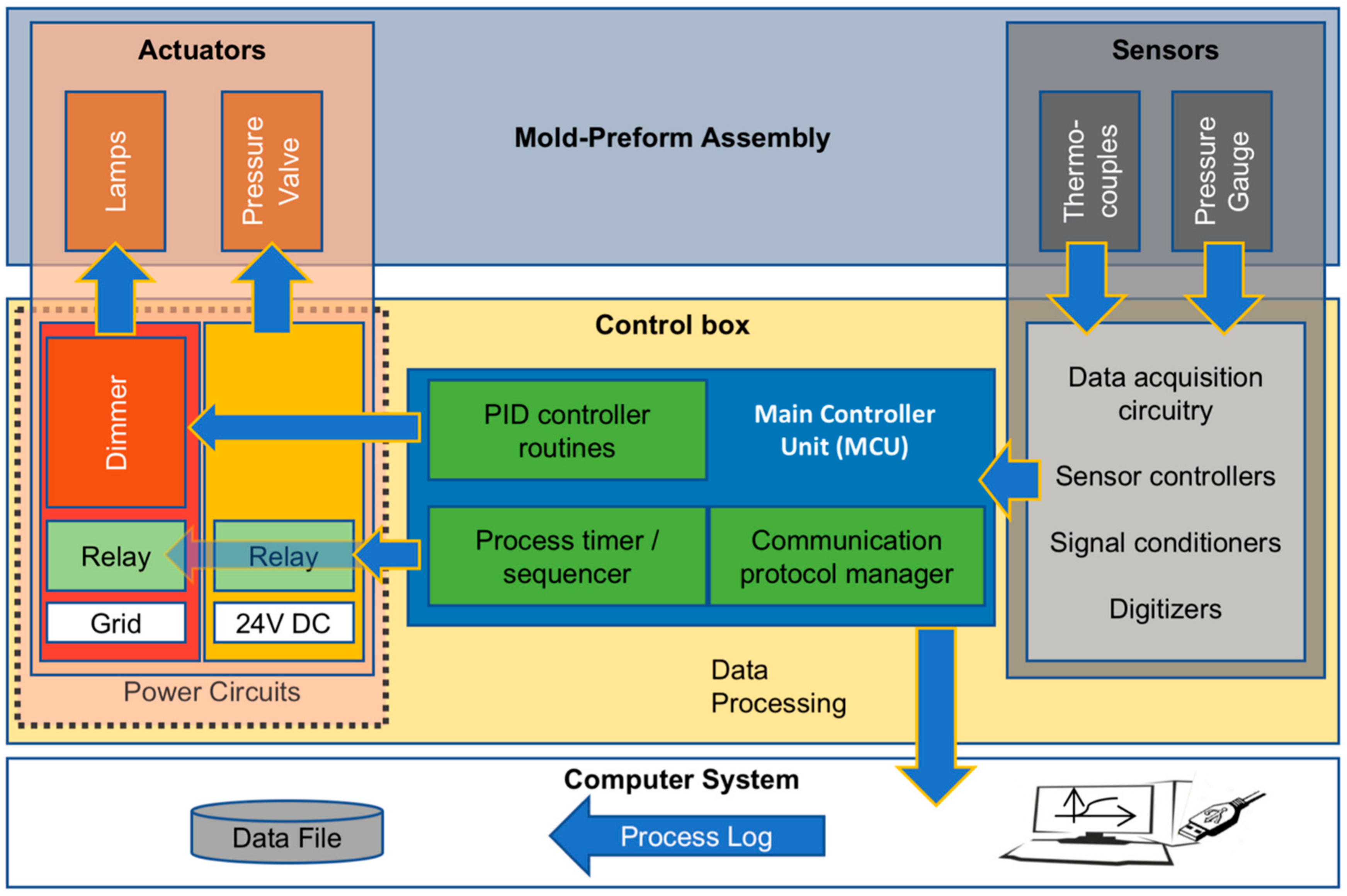
The tube expansion apparatus has several features that enabled these experiments. The device is small and relatively robust, making it well suited for transporting to a synchrotron. The device requires only a few connections, which enables rapid setup with minimal loss of beamtime. Infrared (IR) heating is rapid relative to sample ovens or heater blocks. Therefore, the samples reach the desired test temperature before deforming under their weight, enabling experiments relevant to stretch-blow molding. In the case of materials that undergo chemical reactions at elevated temperature, rapid heating can be used to minimize changes in the material prior to measurements.
The most significant area for improvement is in the synchronization of strain measurements with the in situ X-ray scattering data. Synchronization of video images could be accomplished by displaying a flash of light at selected time intervals. Strain measurements during intervals when the IR lamps are on could be accomplished by providing the camera with a high-pass optical filter (blocking red and infrared wavelengths). Improved quantification of the strain field could be accomplished by placing markings on the preform, provided the markings do not significantly absorb or scatter infrared light. Implementation of improved strain measurements would open the way to a whole space of biaxial elongations. Here, we were limited to constant width elongation, which can be evaluated from the transient radius of the tube. The apparatus already has provisions for superimposing axial elongation and azimuthal elongation. Faster strain rates can be examined if a faster camera is used. A broader range of stresses can be examined by varying the imposed pressure inside the preform or by simply modifying the dimensions of the preform. The instrument could be used with any of a number of in situ structural measurements (e.g., birefringence or light scattering) with appropriate modifications to offset lens effects of the curved interfaces of the mold and the samples. Therefore, the tube-expansion geometry may prove useful for the broad community of scientists who are investigating deformation induced structure in polymers and other soft matter.


 ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}








