On-Demand Multi-Resolution Liquid Alloy Printing Based on Viscoelastic Flow Squeezing


Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Materials
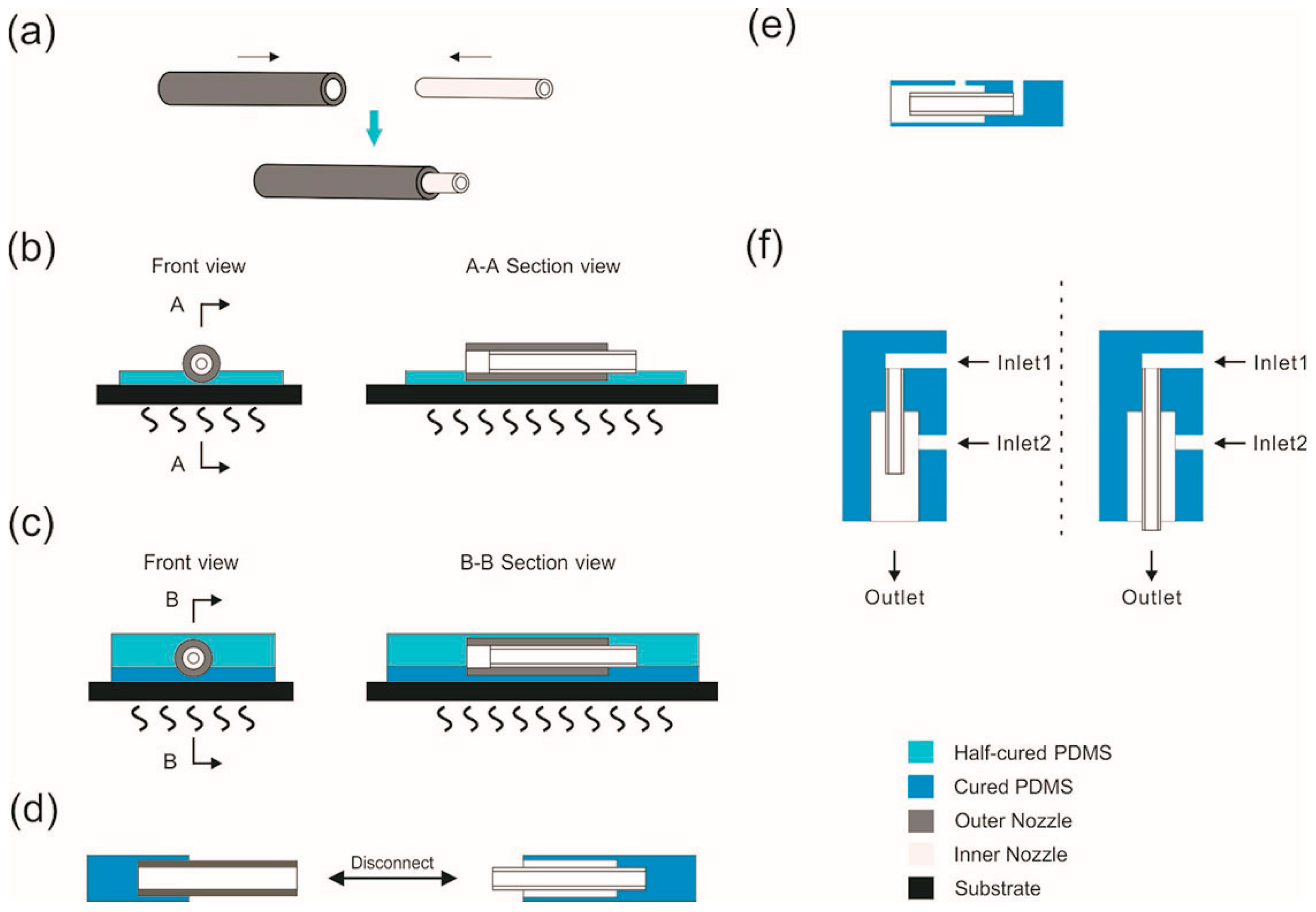
2.2. Device Fabrication and Assembly
2.3. Data Acquisition and Post-Processing
3. Results and Discussion
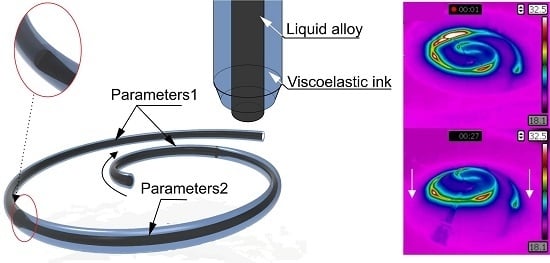
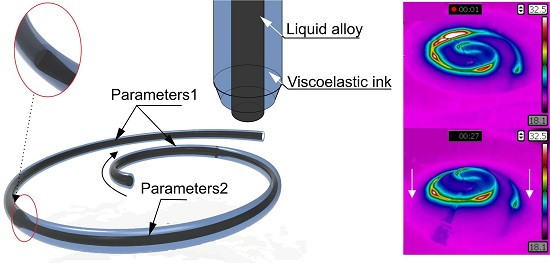
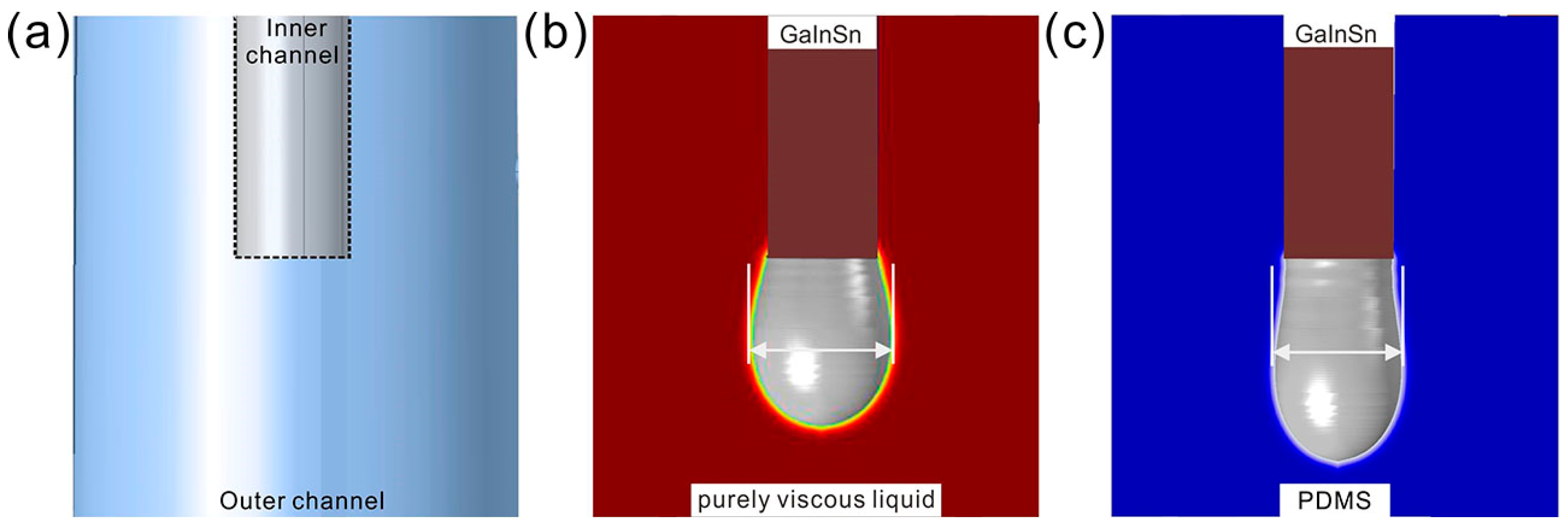
3.1. The Principle of Compound Viscoelastic Flow Squeezing on Liquid Alloy
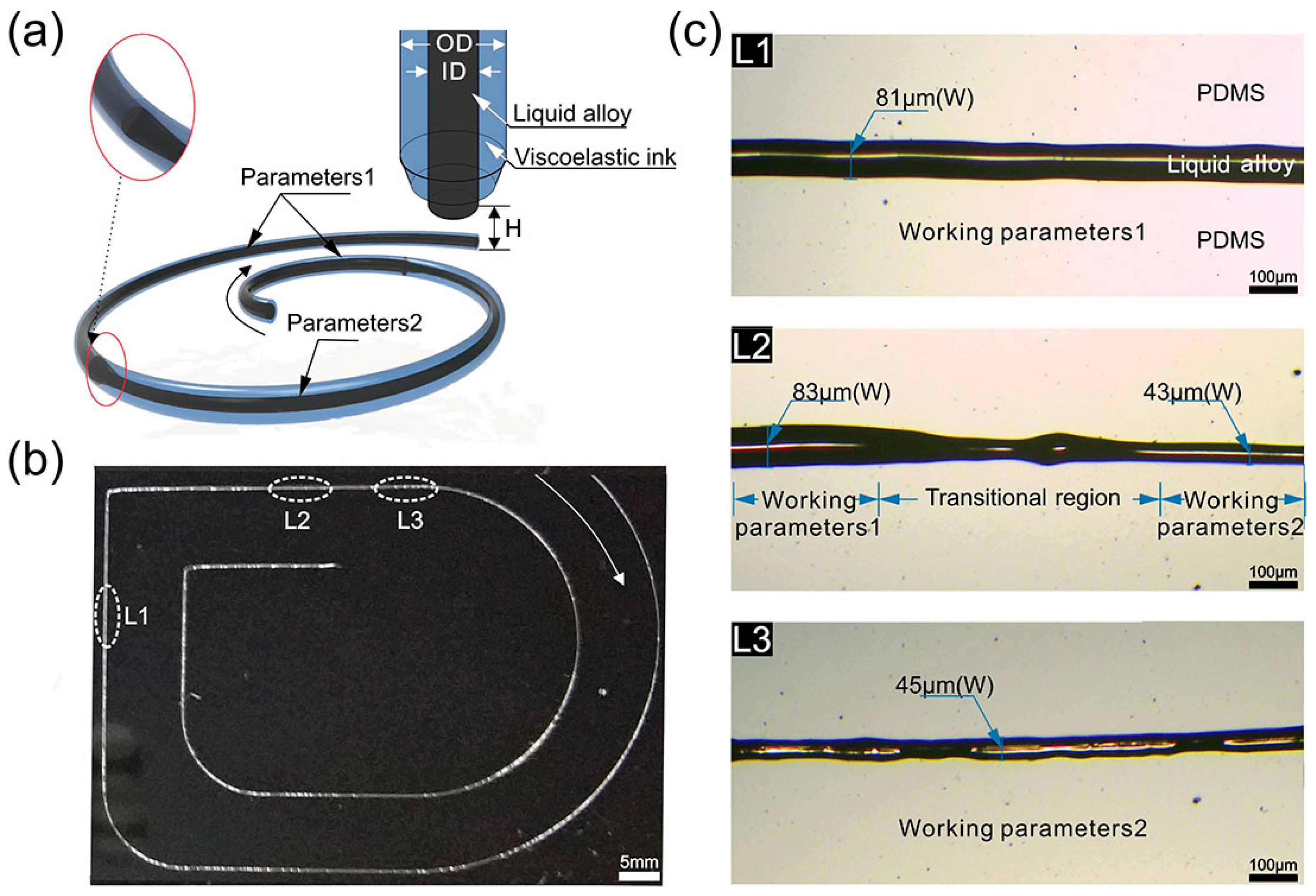
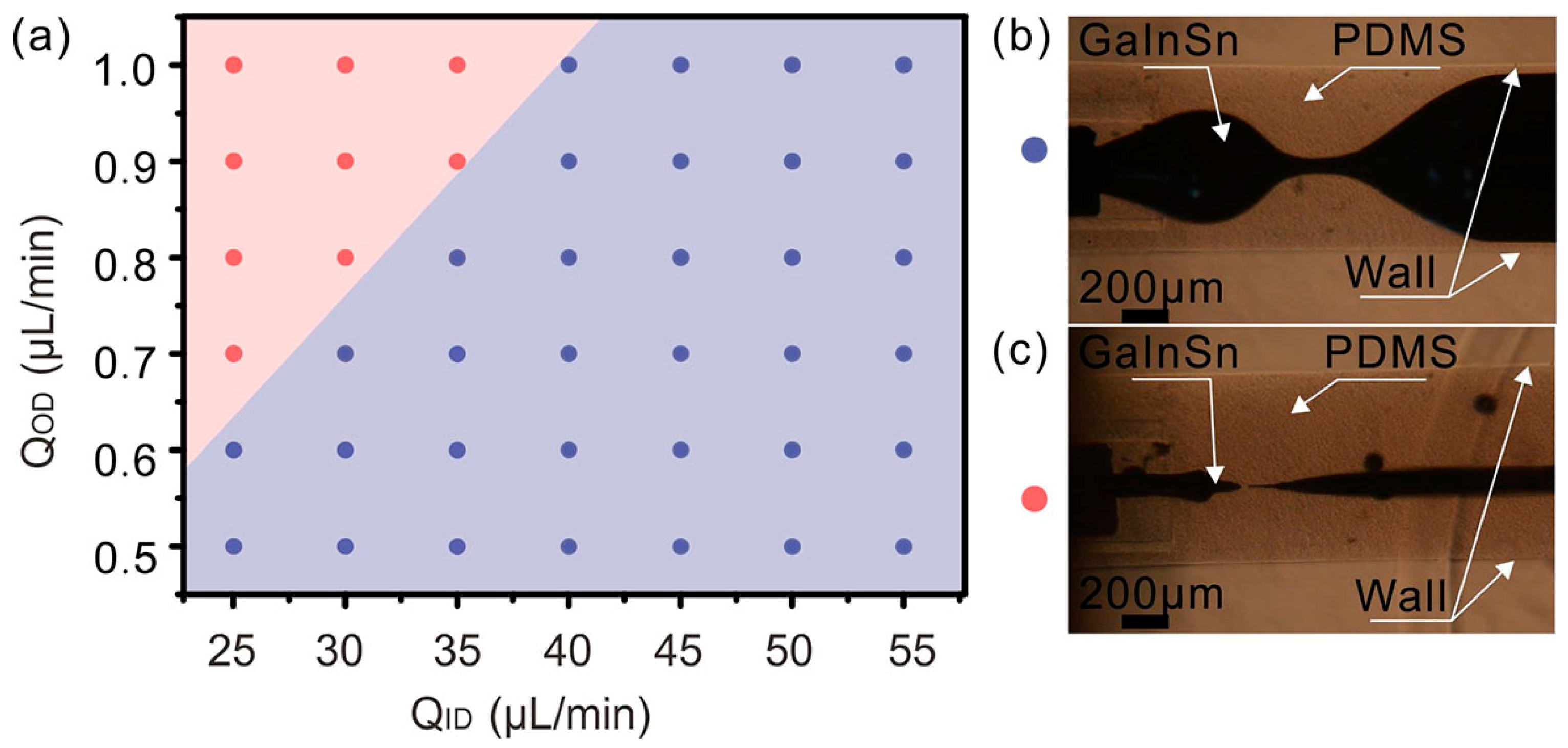
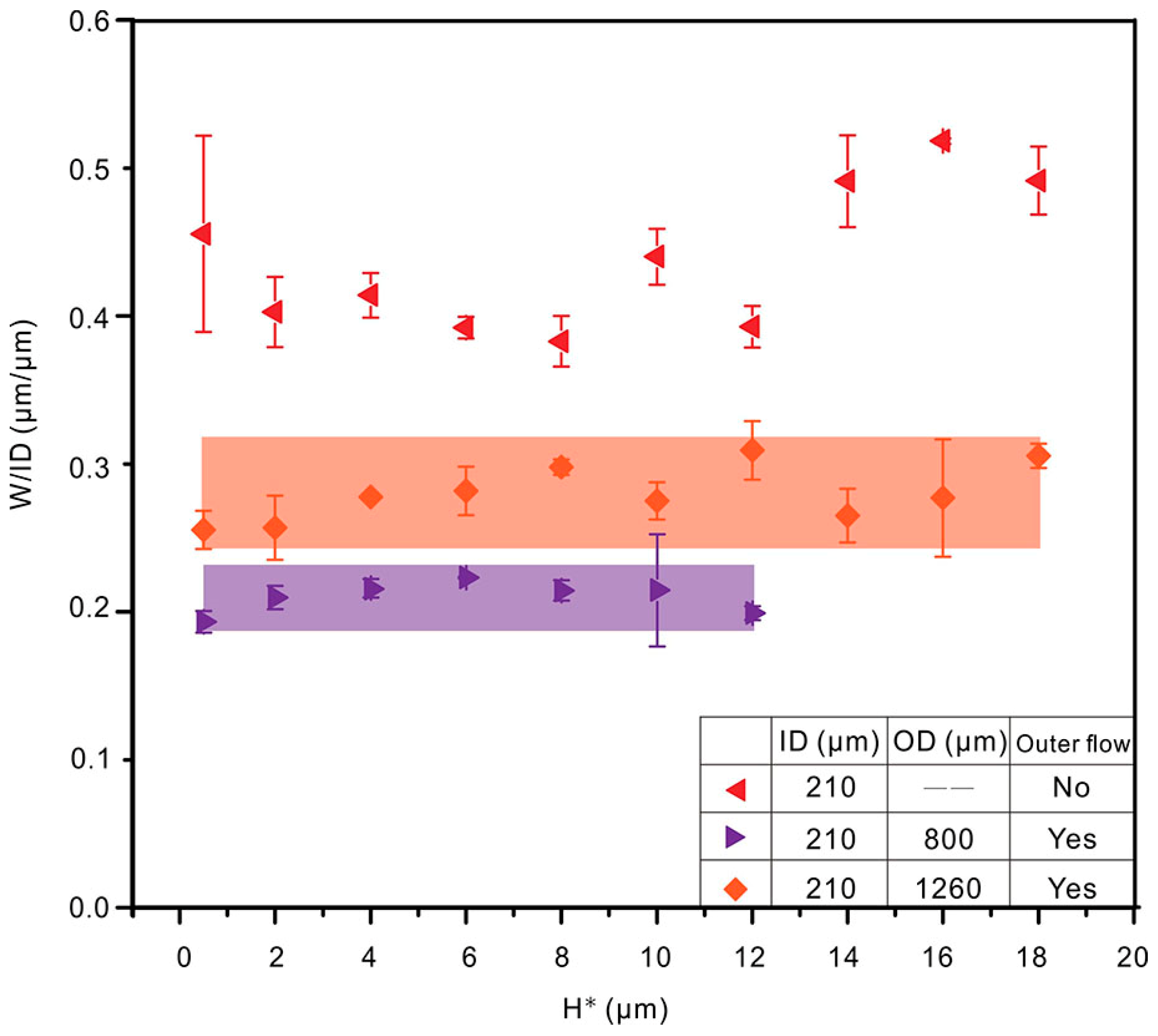
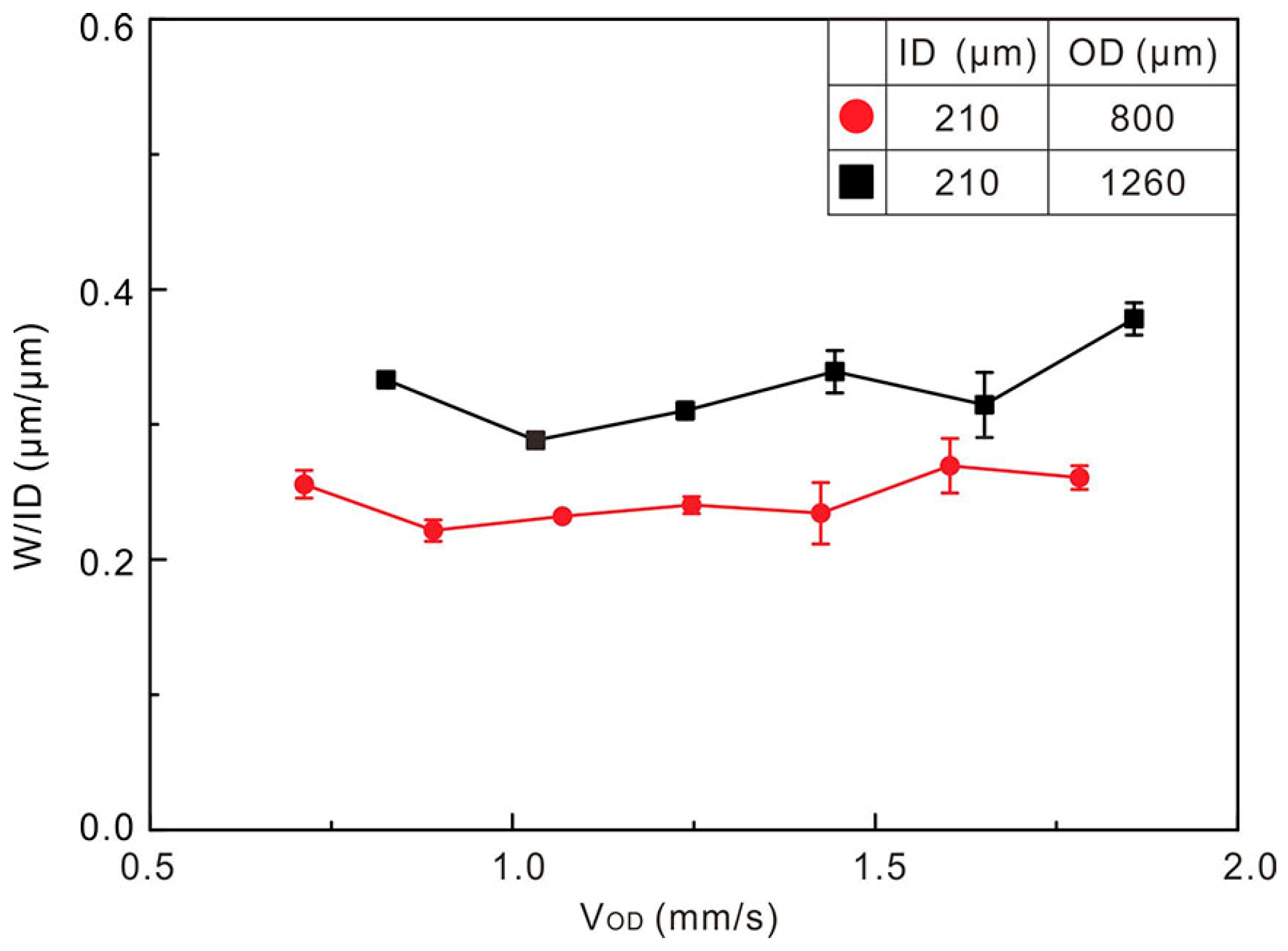
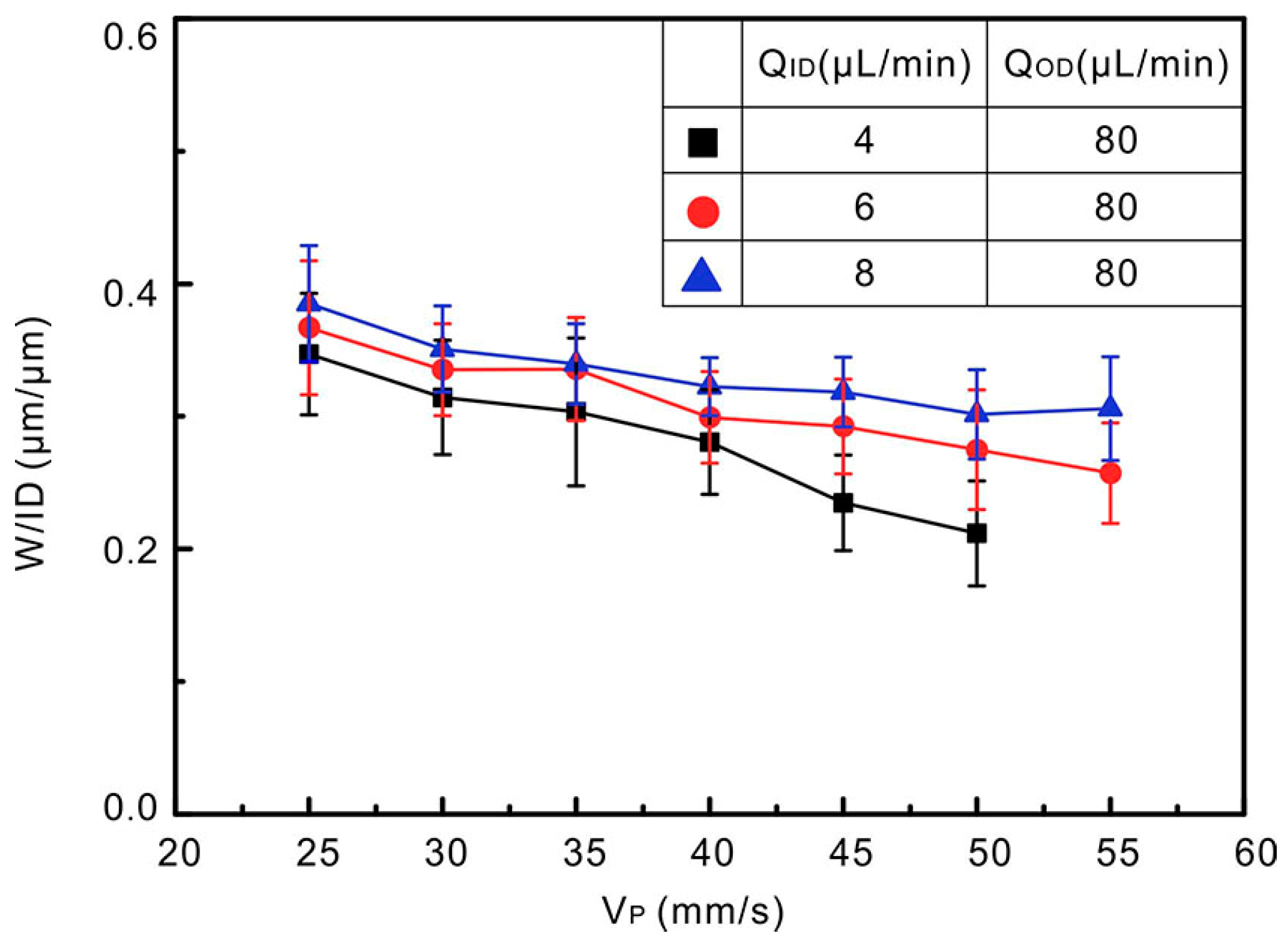
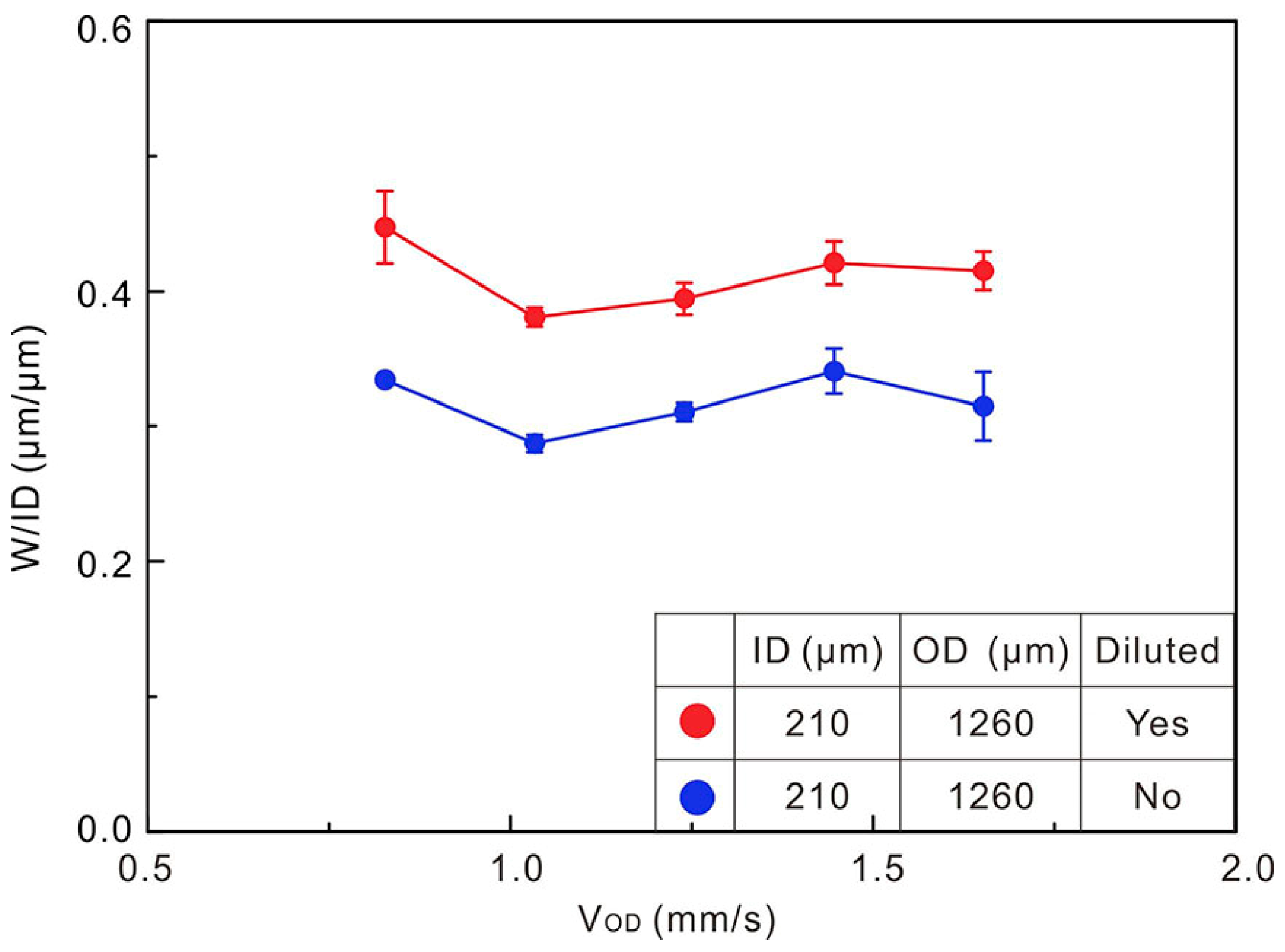
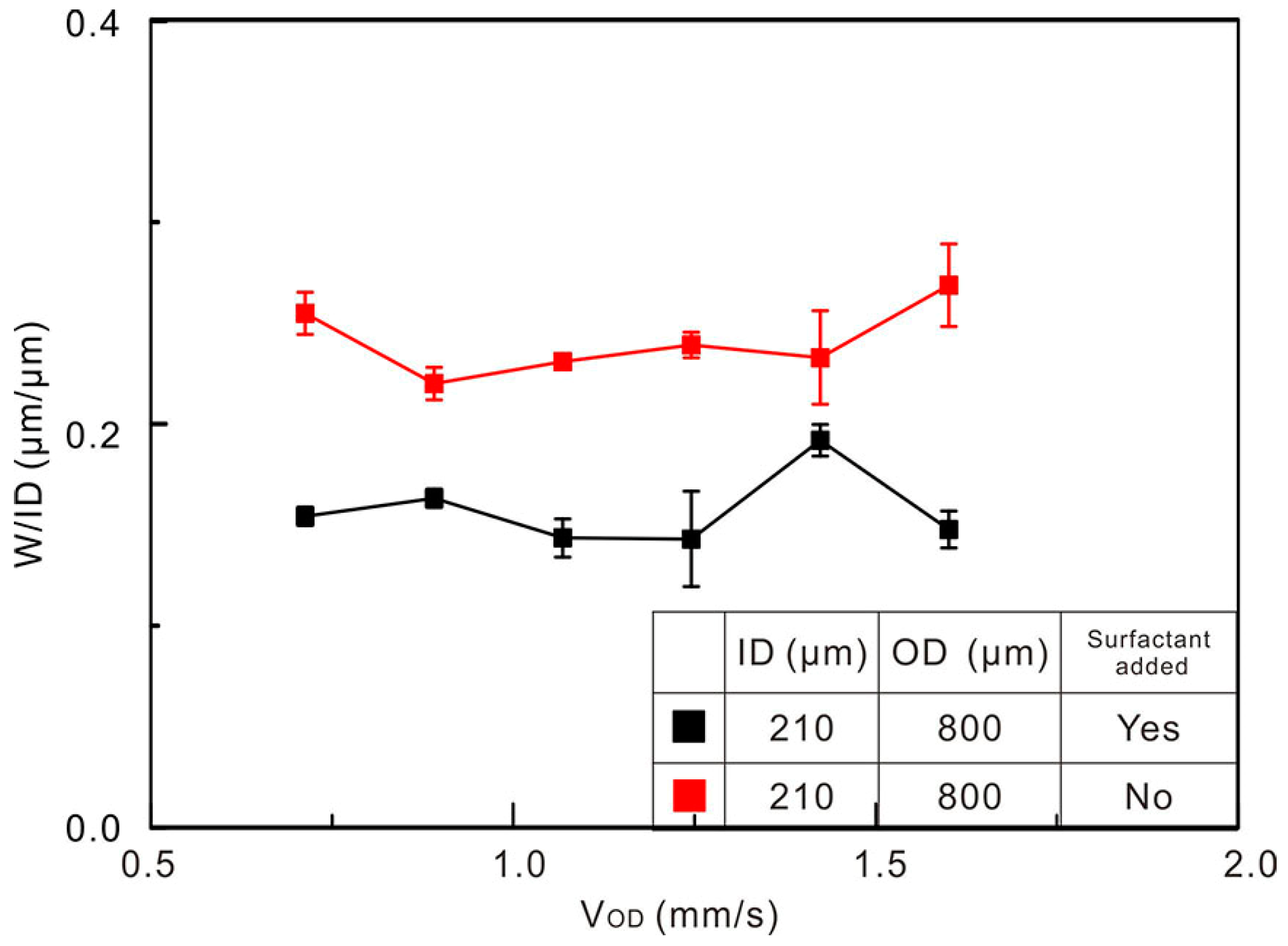
3.2. The Influence of Relevant Parameters on Trace Width
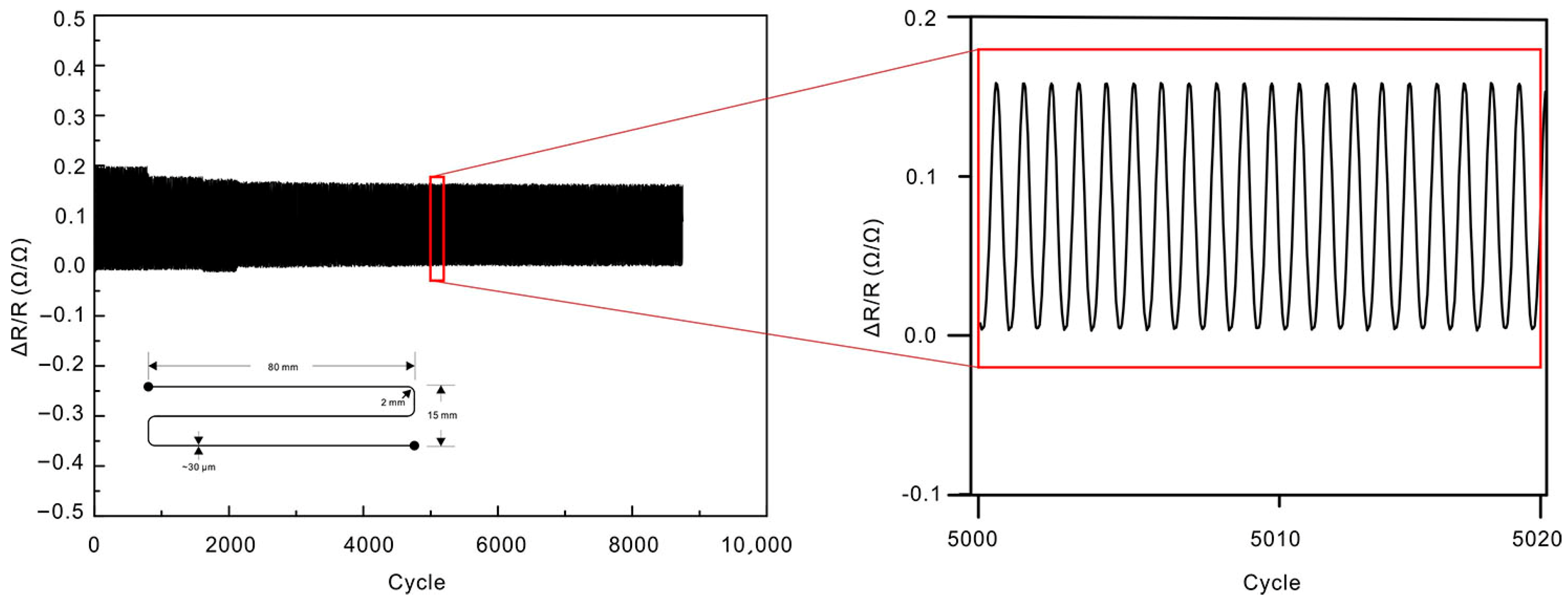
3.3. Stretchable Strain Sensor by Coaxial Printing
3.4. Flexibly Selective Heating Devices
4. Conclusions
Supplementary Materials
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Trung, T.Q.; Lee, N.E. Recent progress on stretchable electronic devices with intrinsically stretchable components. Adv. Mater. 2016, 29. [Google Scholar] [CrossRef] [PubMed]
- Cheng, S.; Rydberg, A.; Hjort, K.; Wu, Z.G. Liquid metal stretchable unbalanced loop antenna. Appl. Phys. Lett. 2009, 94, 144103. [Google Scholar] [CrossRef]
- Hu, H.; Shaikh, K.; Liu, C. Super flexible sensor skin using liquid metal as interconnect. In Proceedings of the IEEE Sensors, Atlanta, GA, USA, 28–31 October 2007; pp. 815–817. [Google Scholar] [CrossRef]
- Frutiger, A.; Muth, J.T.; Vogt, D.M.; Mengüç, Y.; Campo, A.; Valentine, A.D.; Walsh, C.J.; Lewis, J.A. Capacitive soft strain sensors via multicore–shell fiber printing. Adv. Mater. 2015, 27, 2440–2446. [Google Scholar] [CrossRef] [PubMed]
- Duan, Y.; Ding, Y.; Bian, J.; Xu, Z.; Yin, Z.; Huang, Y. Ultra-stretchable piezoelectric nanogenerators via large-scale aligned fractal inspired micro/nanofibers. Polymers 2017, 9, 714. [Google Scholar] [CrossRef]
- Ahn, B.Y.; Duoss, E.B.; Motala, M.J.; Guo, X.; Park, S.I.; Xiong, Y.; Yoon, J.; Nuzzo, R.G.; Rogers, J.A.; Lewis, J.A. Omnidirectional printing of flexible, stretchable, and spanning silver microelectrodes. Science 2009, 323, 1590–1593. [Google Scholar] [CrossRef] [PubMed]
- Ahn, J.H.; Je, J.H. Stretchable electronics: Materials, architectures and integrations. J. Phys. D Appl. Phys. 2012, 45, 103001. [Google Scholar] [CrossRef]
- Rogers, J.A.; Someya, T.; Huang, Y.G. Materials and mechanics for stretchable electronics. Science 2010, 327, 1603–1607. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.; Liu, J. Recent Advancements in Liquid Metal Flexible Printed Electronics: Properties, Technologies, and Applications. Micromachines 2016, 7, 206. [Google Scholar] [CrossRef]
- Zrnic, D.; Swatik, D.S. On the resistivity and surface tension of the eutectic alloy of gallium and indium. J. Less Common Met. 1969, 18, 67–68. [Google Scholar] [CrossRef]
- Khoshmanesh, K.; Tang, S.Y.; Zhu, J.Y.; Schaefer, S.; Mitchell, A.; Kalantarzadeh, K.; Dickey, M.D. Liquid metal enabled microfluidics. Lab Chip 2017, 17, 974–993. [Google Scholar] [CrossRef] [PubMed]
- Cheng, S.; Wu, Z.G. Microfluidic stretchable RF electronics. Lab Chip 2010, 10, 3227–3234. [Google Scholar] [CrossRef] [PubMed]
- Kim, H.J.; Son, C.; Ziaie, B. A multiaxial stretchable interconnect using liquid-alloy-filled elastomeric microchannels. Appl. Phys. Lett. 2008, 92, 011904. [Google Scholar] [CrossRef]
- Jeong, S.H.; Hjort, K.; Wu, Z.G. Tape transfer printing of a liquid metal alloy for stretchable RF electronics. Sensors 2014, 14, 16311–16321. [Google Scholar] [CrossRef] [PubMed]
- Jeong, S.H.; Hjort, K.; Wu, Z.G. Tape transfer atomization patterning of liquid alloys for microfluidic stretchable wireless power transfer. Sci. Rep. 2015, 5, 8419. [Google Scholar] [CrossRef] [PubMed]
- Fassler, A.; Majidi, C. 3D structures of liquid-phase GaIn alloy embedded in PDMS with freeze casting. Lab Chip 2013, 13, 4442–4450. [Google Scholar] [CrossRef] [PubMed]
- Tabatabai, A.; Fassler, A.; Usiak, C.; Majidi, C. Liquid-phase gallium-indium alloy electronics with microcontact printing. Langmuir 2013, 29, 6194–6200. [Google Scholar] [CrossRef] [PubMed]
- Li, G.Y.; Wu, X.; Lee, D.W. A galinstan-based inkjet printing system for highly stretchable electronics with self-healing capability. Lab Chip 2016, 16, 1366–1373. [Google Scholar] [CrossRef] [PubMed]
- Singh, M.; Haverinen, H.M.; Dhagat, P.; Jabbour, G.E. Inkjet printing-process and its applications. Adv. Mater. 2010, 22, 673–685. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, M.G.; Kramer, R. All-printed flexible and stretchable electronics. Adv. Mater. 2017, 29. [Google Scholar] [CrossRef] [PubMed]
- Ladd, C.; So, J.H.; Muth, J.; Dickey, M.D. 3D printing of free standing liquid metal microstructures. Adv. Mater. 2013, 25, 5081–5085. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Yu, Y.; Yang, J.; Liu, J. Fast fabrication of flexible functional circuits based on liquid metal dual-trans printing. Adv. Mater. 2015, 27, 7109–7116. [Google Scholar] [CrossRef] [PubMed]
- Zheng, Y.; He, Z.Z.; Gao, Y.X.; Liu, J. Direct desktop printed-circuits-on-paper flexible electronics. Sci. Rep. 2013, 3, 1786. [Google Scholar] [CrossRef]
- Zheng, Y.; Zhang, Q.; Liu, J. Pervasive liquid metal based direct writing electronics with roller-ball pen. AIP Adv. 2013, 3, 2123. [Google Scholar] [CrossRef]
- Boley, J.W.; White, E.L.; Chiu, G.T.C.; Kramer, R.K. Direct writing of gallium-indium alloy for stretchable electronics. Adv. Funct. Mater. 2014, 24, 3501–3507. [Google Scholar] [CrossRef]
- Yan, H.L.; Chen, Y.Q.; Deng, Y.Q.; Zhang, L.L.; Hong, X.; Lau, W.M.; Mei, J.; Hui, D.; Yan, H.; Liu, Y. Coaxial printing method for directly writing stretchable cable as strain sensor. Appl. Phys. Lett. 2016, 109. [Google Scholar] [CrossRef]
- Beyer, S.T.; Bsoul, A.; Ahmadi, A.; Walus, K. 3D alginate constructs for tissue engineering printed using a coaxial flow focusing microfluidic device. In Proceedings of the Transducers & Eurosensors XXVII: The 17th International Conference on Solid-State Sensors, Actuators and Microsystems, Barcelona, Spain, 16–20 June 2013; Volume 6, pp. 1206–1209. [Google Scholar]
- Beutel, M.; Lewis, A.; Prondzinski, M.; Selbmann, F.; Richter, P.; Bamberg, F.; Raschtschepkin, P.; Krause, A.; Koch, C.; Hentsche, C.; et al. Fine line metallization by coextrusion technology for next generation solar cells. Sol. Energy Mater. Sol. Cells 2014, 131, 64–71. [Google Scholar] [CrossRef]
- Yuk, H.; Zhao, X. A new 3d printing strategy by harnessing deformation, instability, and fracture of viscoelastic inks. Adv. Mater. 2017, 30. [Google Scholar] [CrossRef] [PubMed]
- Dickey, M.D.; Chiechi, R.C.; Larsen, R.J.; Weiss, E.A.; Weitz, D.A.; Whitesides, G.M. Eutectic Gallium-Indium (EGaIn): A Liquid Metal Alloy for the Formation of Stable Structures in Microchannels at Room Temperature. Adv. Funct. Mater. 2008, 18, 1097–1104. [Google Scholar] [CrossRef]
- Ma, K.; Liu, J. Liquid metal cooling in thermal management of computer chips. Front. Energy Power Eng. China 2007, 1, 384–402. [Google Scholar] [CrossRef]
- Larson, R.G.; Desai, P.S. Modeling the rheology of polymer melts and solutions. Annu. Rev. Fluid Mech. 2015, 47, 47–65. [Google Scholar] [CrossRef]
- Utada, A.S.; Lorenceau, E.; Link, D.R.; Kaplan, P.D.; Stone, H.A.; Weitz, D.A. Monodisperse double emulsions generated from a microcapillary device. Science 2005, 308, 537–541. [Google Scholar] [CrossRef] [PubMed]
- Rayleigh, L. On the instability of jets. Proc. Lond. Math. Soc. 1878, 10, 4–13. [Google Scholar] [CrossRef]











© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, K.; Zhang, P.; Li, F.; Guo, C.; Wu, Z. On-Demand Multi-Resolution Liquid Alloy Printing Based on Viscoelastic Flow Squeezing. Polymers 2018, 10, 330. https://doi.org/10.3390/polym10030330
Wu K, Zhang P, Li F, Guo C, Wu Z. On-Demand Multi-Resolution Liquid Alloy Printing Based on Viscoelastic Flow Squeezing. Polymers. 2018; 10(3):330. https://doi.org/10.3390/polym10030330
Chicago/Turabian StyleWu, Kang, Pan Zhang, Fen Li, Chuanfei Guo, and Zhigang Wu. 2018. "On-Demand Multi-Resolution Liquid Alloy Printing Based on Viscoelastic Flow Squeezing" Polymers 10, no. 3: 330. https://doi.org/10.3390/polym10030330
APA StyleWu, K., Zhang, P., Li, F., Guo, C., & Wu, Z. (2018). On-Demand Multi-Resolution Liquid Alloy Printing Based on Viscoelastic Flow Squeezing. Polymers, 10(3), 330. https://doi.org/10.3390/polym10030330