3.1. Properties of PLA Multifilament
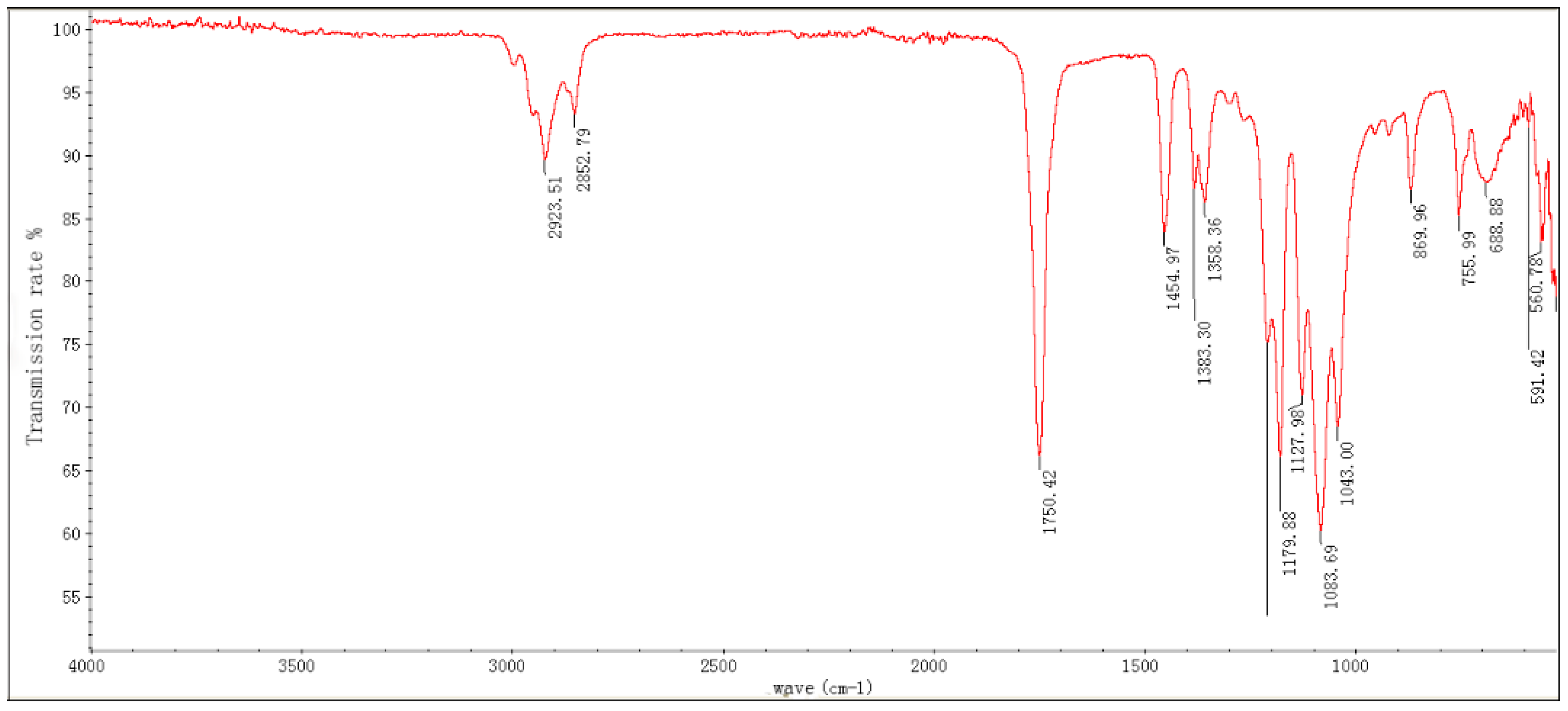
The infrared spectrum of PLA is shown in
Figure 4. According to the position and intensity of the absorption wavelength, it was found that the strongest peak in the spectrum was 1750 cm
−1, which is the C=O stretching vibration peak. The stretching and bending vibration peaks of —CH and —CH
3 at 2923.51 and 1454.97 cm
−1, and the stretching vibration peak of C—O—C at 1177.88, 1129.98 and 1083.69 cm
−1, indicate there is the presence of an ester group.
The methyl group present on the molecular chain of PLA leads it to crystallize easily (the molecular chain is strong and the side chain is short). However, the melting point and Tg are low and sensitive to temperature because of the lower intermolecular force.
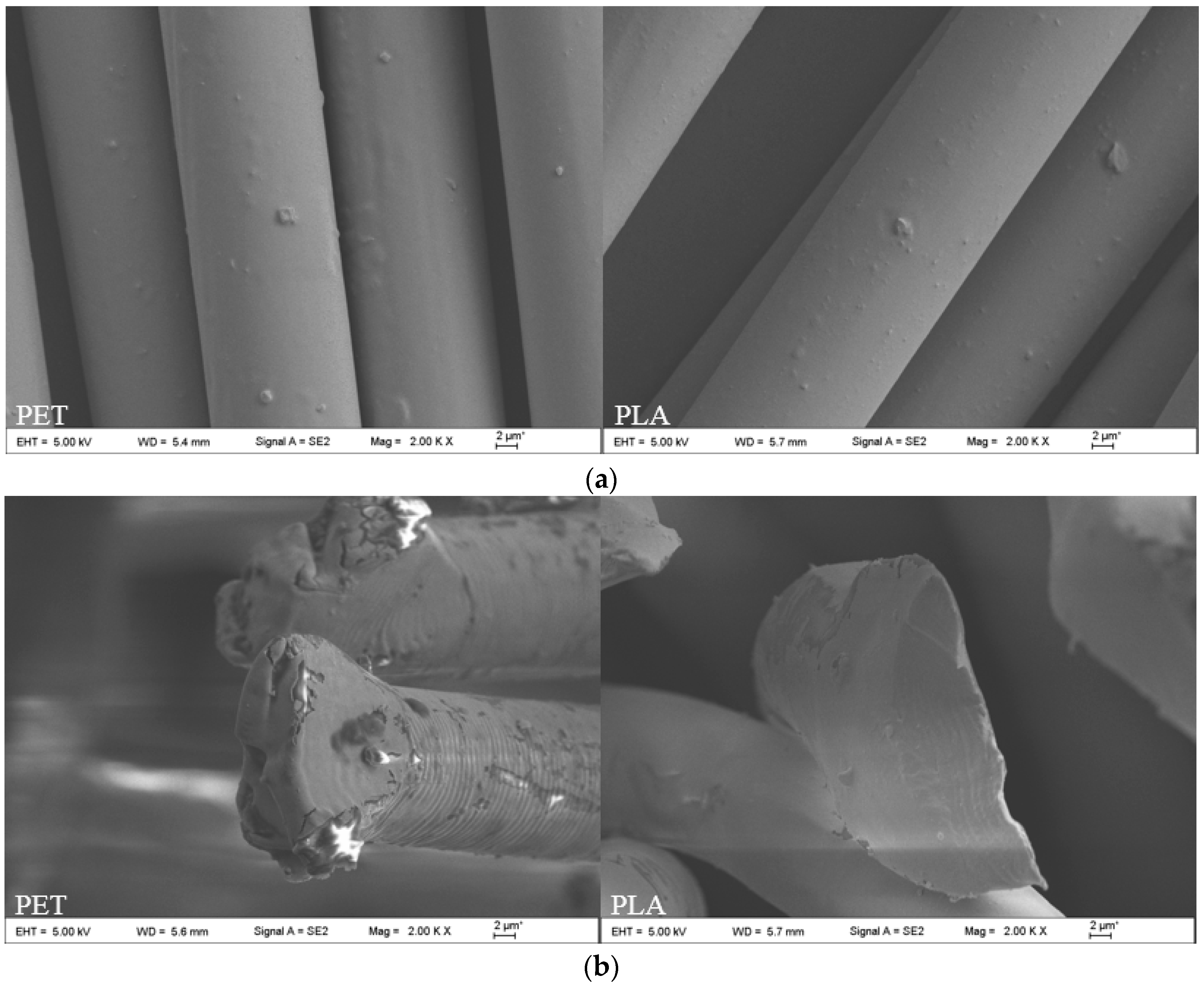
SEM images of longitudinal section and cross-section morphology of two kinds of multifilament are shown in
Figure 5. In the longitudinal direction, both kinds of multifilament are displayed in a neatly arranged column, which have a high orientation degree and crystallinity. That is the reason for poor hygroscopicity and dyeing difficulties of the PLA multifilament. While in comparison, the surface of the PLA has more impurities, which is mainly due to the influence of the spinning process. On the cross-section, two types of multifilament with a compact structure are nearly circular in shape.
The mechanical properties of three kinds of multifilament are shown in
Table 2. As can be seen, the tensile strength of PLA is close to that of PET with the same diameters, which has approximative crystallinity, contributing to its resistance to stretching. In the process of tensile fracture, the macromolecular chain of the folded portion is first straightened, and then the mutual linkage between the molecule and the other molecule is started. Due to the high crystallinity of PLA, the molecular structure is not easily destroyed. That is the reason why PLA multifilament has better mechanical properties. Relatedly, the elongation at break of PET multifilament is greater, that is, the elasticity of PET is better. It is mainly due to the differences in macromolecular structure and the bond length of the chemical bond between two multifilaments. In addition, when the diameter of the PLA multifilament decreases, both the breaking strength and the breaking strength decrease.
The hygroscopic property test results of PLA and PET multifilament at room temperature are shown in
Table 3. According to the data, it was found that PLA multifilament has a higher moisture regain comparing with PET multifilament. However, the hygroscopic property of PLA multifilament is still poor. This is mainly caused by the macromolecular structure of PLA, which does not contain other hydrophilic groups in the molecule except for one hydroxyl group at each end of the macromolecule chain. The arrangement of the PLA macromolecular chains is relatively regular, leading to high crystallinity, the pores between the molecular chains are smaller, which makes it resistant to moisture ingress.
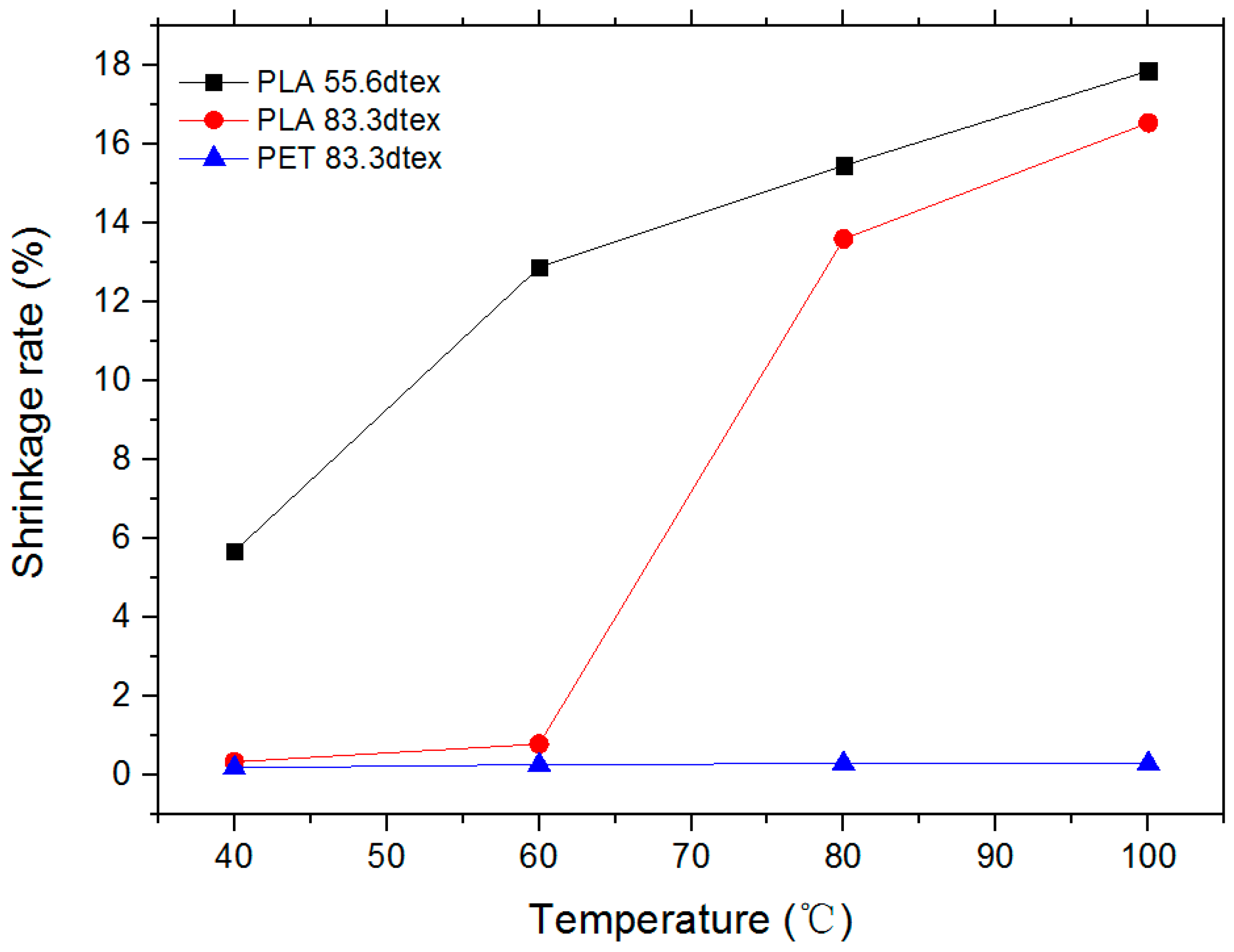
Thermal shrinkage rates of the multifilament are shown in
Table 4, and a processed line chart is shown in
Figure 6. It can be seen that the 83.3 dtex PET multifilament had almost no shrinkage after being treated in a water bath at different temperatures. The shrinkage rate of PLA multifilament increased with the increasing of temperature, and the shrinkage rates of PLA with two kinds of diameters were 30–40 times that of PET. This is mainly due to the fact that PLA has a lower glass transition temperature, resulting in contraction when heated. Other than this, PLA multifilament of different thicknesses differed in temperature, at which sharp shrinkage began under heated conditions. When the temperature at which it began to shrink sharply raised, the diameter of the multifilament became thicker, which was mainly because the heat deformation was more pronounced in the finer fibers and only appeared in the thicker fibers over a period of time.
With the same conditions, when the temperature does not exceed 80 °C, the shrinkage rate of 83.3 dtex PLA multifilament was lower compared with 55.6 dtex PLA multifilament. Conversely, the rising trend of the shrinkage rate of both multifilament tended to be same. However, as the diameter of the multifilament decreased, the heat shrinkage rate increased by about 2%. This conclusion aims to better formulate the specifications of the fabric in practical applications.
3.2. Properties of Warp-Knitted Fabrics
The mechanical properties of warp-knitted fabrics before and after dyeing were evaluated by breaking strength and elongation, as shown in
Table 5. It can be seen from the data that the breaking strength after dyeing reduced about 16%, while the elongation at break increased by about 67%. This is consistent with the previous test of the multifilament. The main reason for the decrease in the breaking strength was that the temperature was up to 110 °C during dyeing, which caused shrinkage of the multifilament.
With the multifilament being subjected to heating, macromolecular chains exacerbate movement, especially in macromolecules where amorphous regions begin to produce dislocation slip. It leads to a decrease in the alignment of the macromolecules in the multifilament, and it is more likely to break when stressed. The degree of orientation of the filament is inversely proportional to the elongation at break. Therefore, the degree of orientation of the multifilament increases with the elongation decreasing.
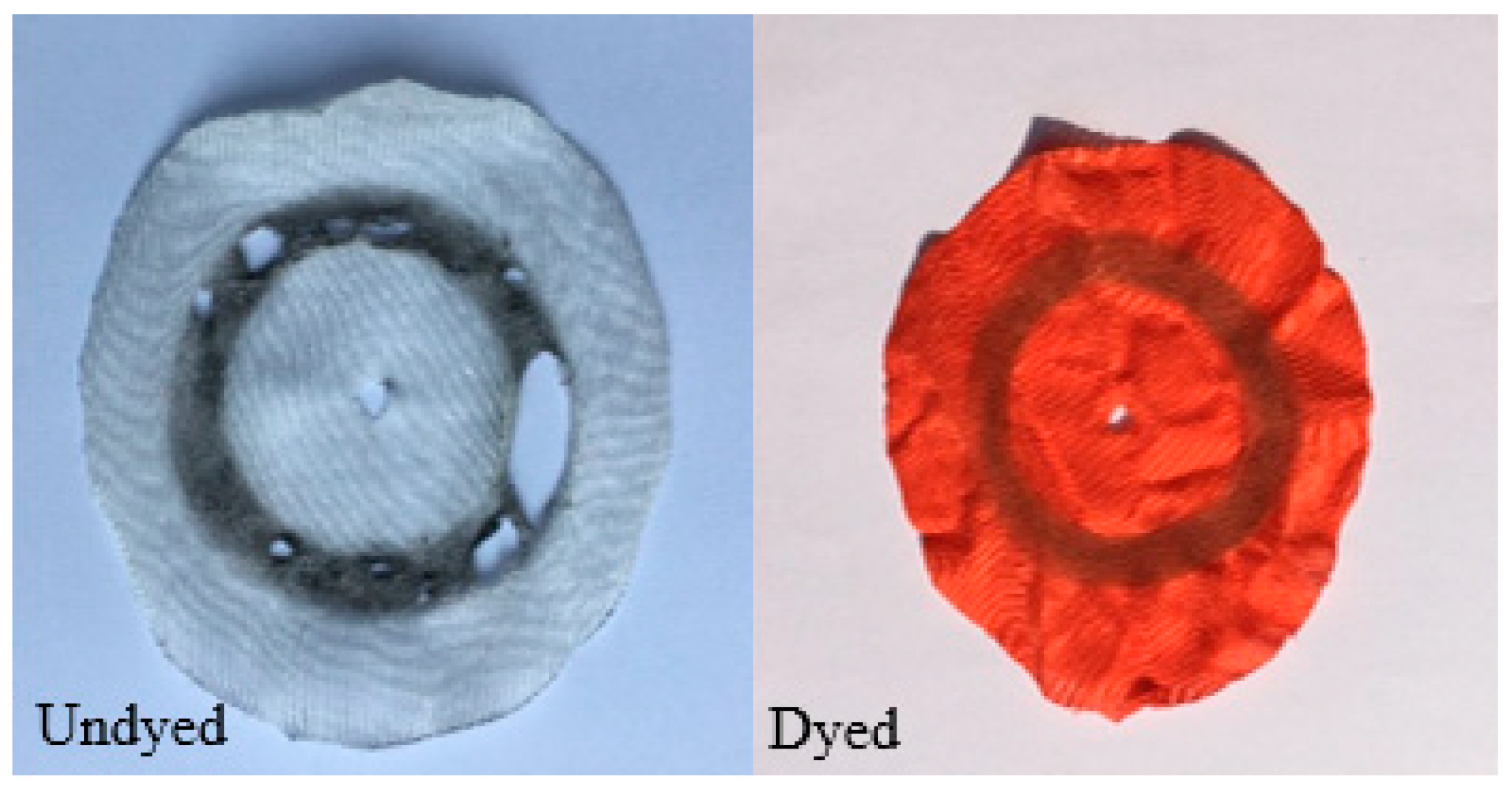
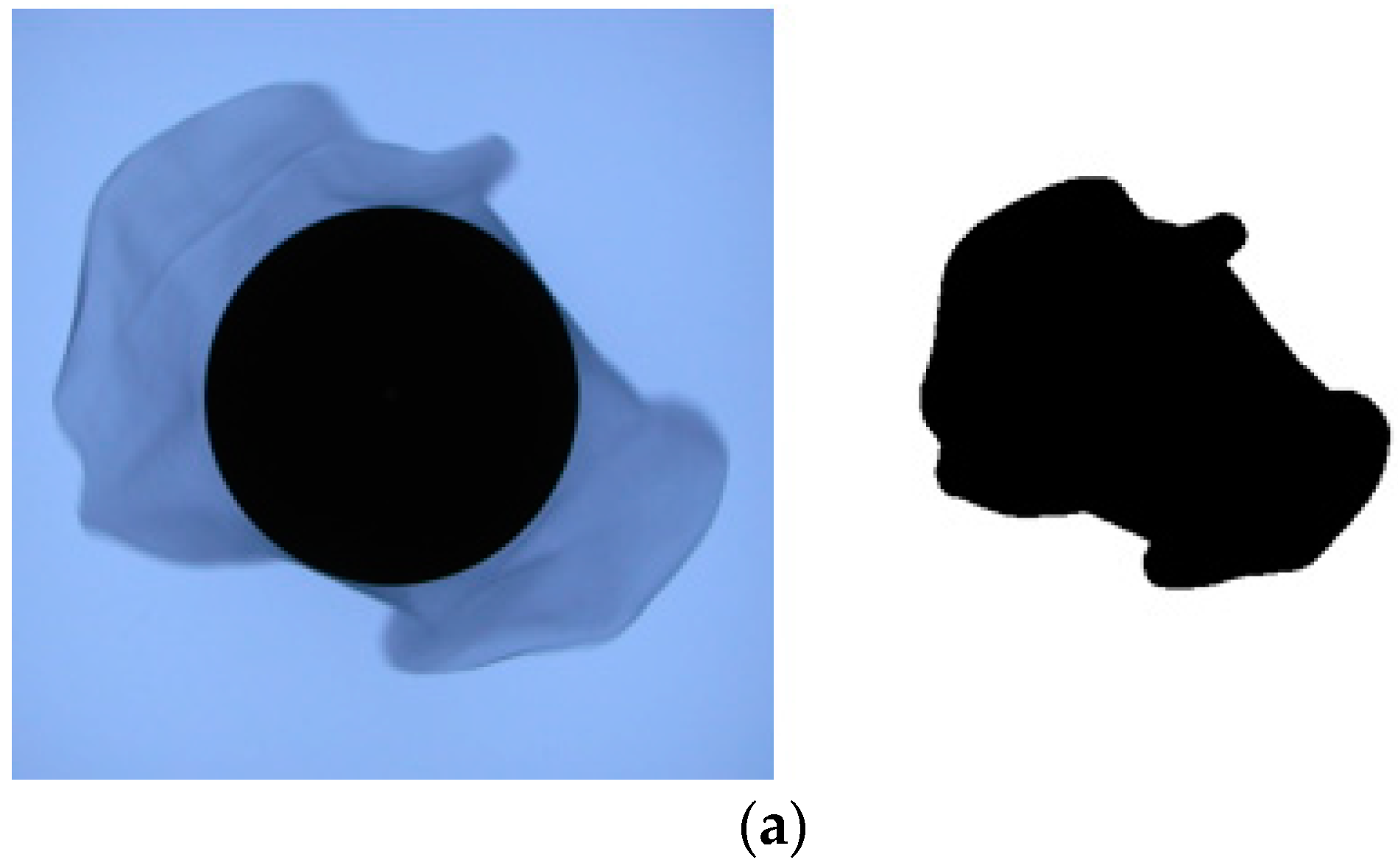
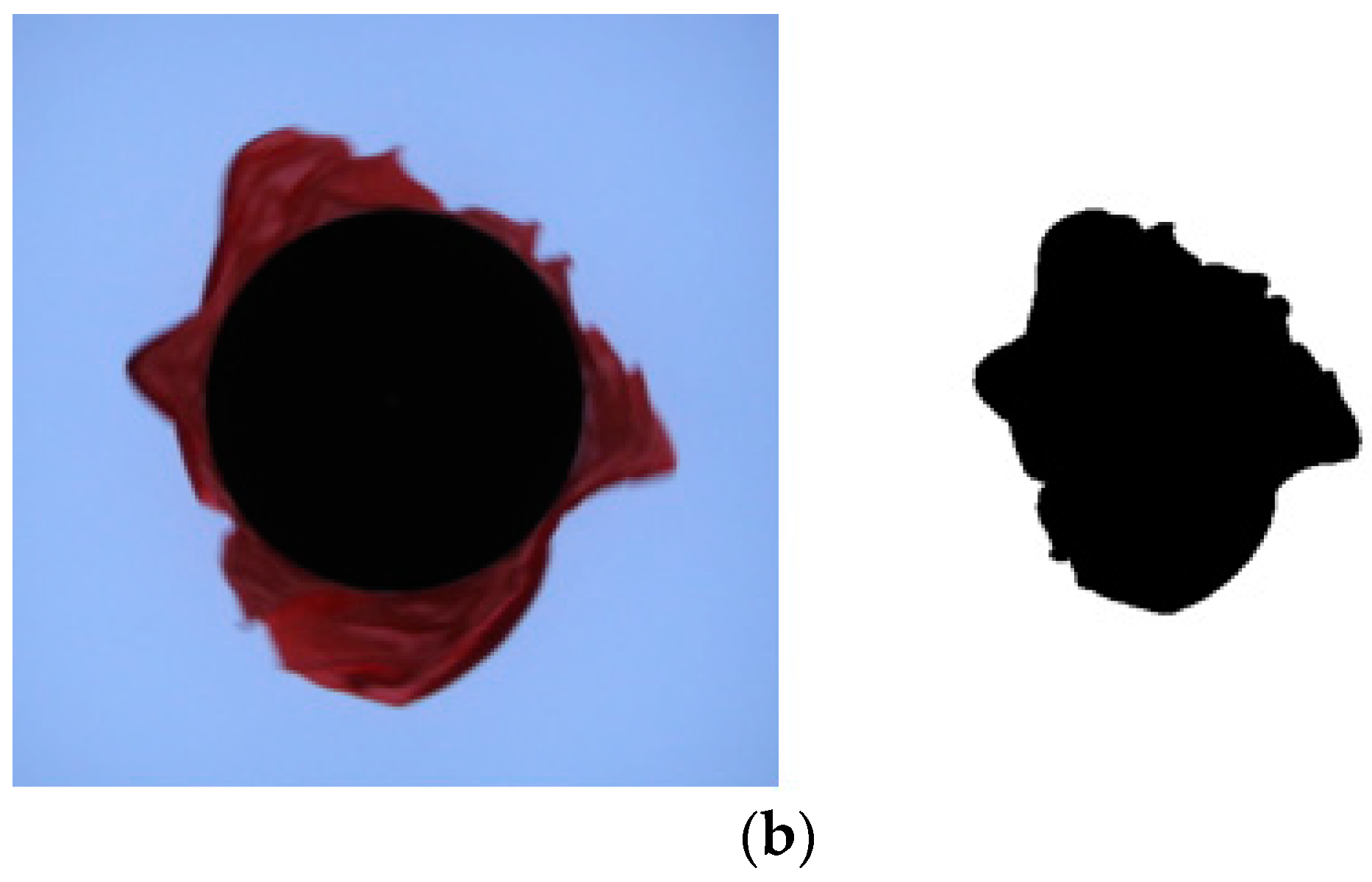
The abrasion resistance of warp-knitted fabrics was measured by rubbing the sample according to the geometrical trajectory. Worn samples are shown in
Figure 7. It was found that the undyed PLA fabric showed multiple holes after the friction test. However, the dyed fabric has only the same friction marks as the shape of the friction track, and no hole was found.
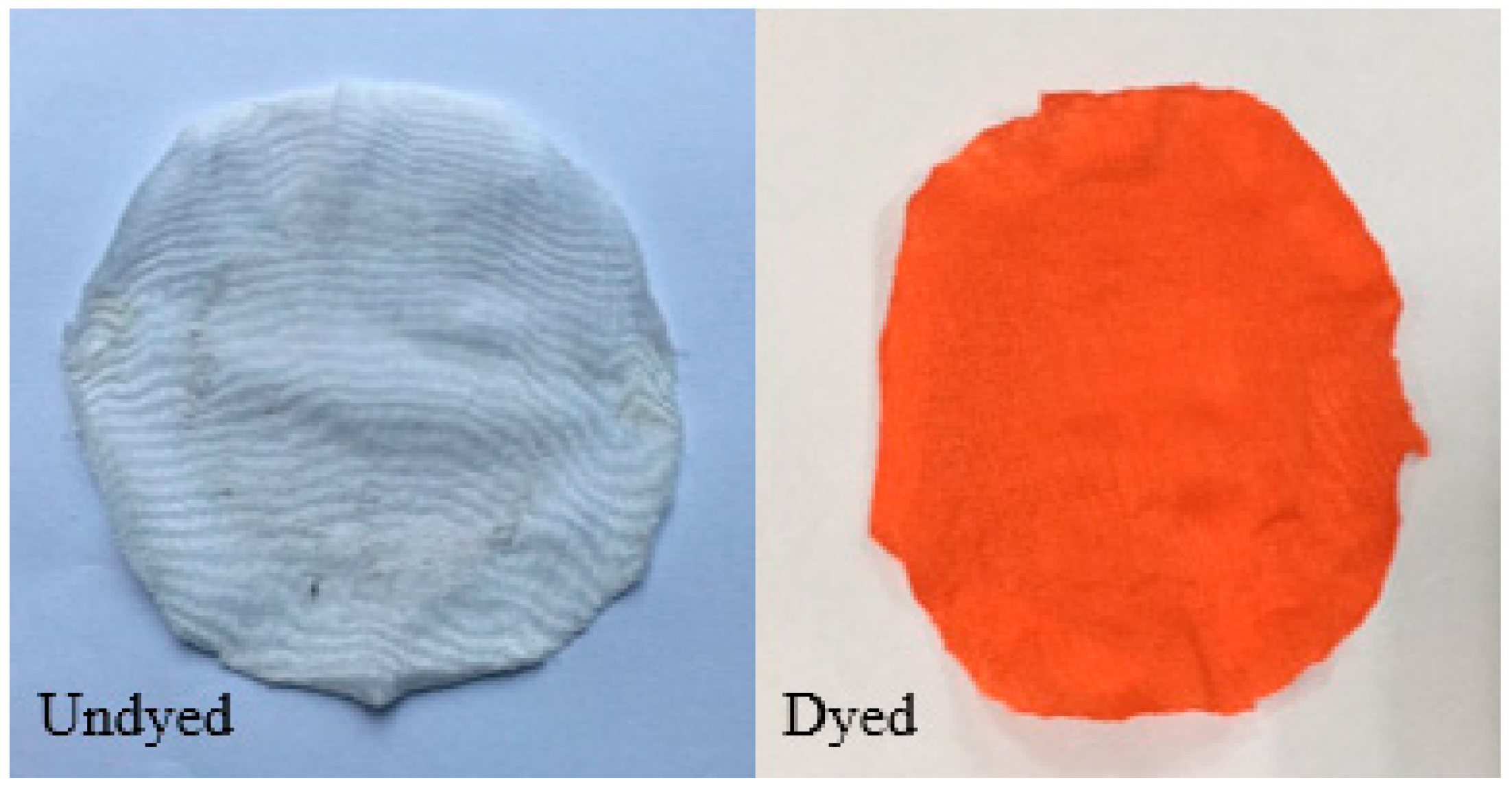
Silicone softener is generally added to make fabrics feel smoother and softer during the dyeing. Therefore, it was supposed that the abrasion resistance of the fabric would be improved because of the addition of silicone softener. In order to confirm this conjecture, we tested the abrasion resistance of the dyed fabric with no silicone softener. The degree of wear is shown in
Figure 8. As can be seen, the fabric has fewer holes after rubbing compared with the undyed fabric.
There are two main factors that aim to the improvement of the abrasion resistance of dyed fabrics. The first is the addition of silicone softener during the dyeing process. Silicon softeners reduce the surface roughness of the fabric, making it smoother, which relieves the degree of damage during friction. The second is disperse dyes. Disperse dye coats the outside of multifilament in the form of particles. When the fabric is subject to wear, the pressurized weight has to wear through the dye particles to touch the fabric.
The anti-pilling property is graded according to the five-level standard. Fabrics have better property with the increasing rating. The dyed fabric is level 5, and the undyed fabric is level 4.5. Sample pictures after testing are shown in
Figure 9. It can be seen that that the undyed fabric showed slight fluff and the pilling phenomenon was not very noticeable. The dyed fabric was almost unaffected by the test. The anti-pilling property of filament fabrics is generally better and goes further with the addition of silicone softener during the dyeing process, which makes the fabric surface smoother and with less pilling.
Drapability is generally expressed by the drape coefficient in static or dynamic. The drape of fabrics becomes better as the drape coefficient decreases. The test results are shown in
Table 6, and the sample morphology is shown in
Figure 10. It was found that dyed fabrics have a smaller drape coefficient in both static and dynamic, which is mainly due to the addition of silicone softener during the dyeing.
Breathability, warmth and moisture permeability are usually used to evaluate fabric application properties. Results are shown in
Table 7.
The Crowe value is related to the comfort that the human body feels in a particular environment. When the Crowe value exceeds 1, the body feels warm. On the contrary, cold feeling will be passed to the body. As can be seen, the fabrics before and after dyeing were similar in value, which means they had a strong sense of coldness. At the same time, the fabric had a lower heat retention coefficient, due to the thermal conductivity of the PLA.
The moisture permeability of the fabric is generally related to the hygroscopicity of the material and the texture of the fabric. PLA fabrics have a slightly higher moisture permeability compared with conventional chemical multifilament. As shown in
Table 7, the moisture permeability of the dyed fabric decreased because of the dye particles forming a coating on the multifilament surface, which reduced the pores of the fabric structure.
The fabric has better breathability with the increasing of air permeability. It was found that the air permeability of the dyed fabric was reduced by about 33%, which caused a reduction in fabric porosity because of the coating of the disperse dye particles.
3.3. Dyeing Properties of Warp-Knitted Fabrics
Percentage of dyeing was measured through experiments: A0 is 1.687 and A1 is 0.87. After calculation, the percentage of dyeing of PLA fabric was A% = 48.80%.
Magnetoresistance of the fabrics was calculated: The K/S value before dyeing was 26.888, and the K/S value after dyeing was 21.307. The fixing rate of PLA fabric was 46.4%.
Washing color fastness were as follows:
- (1)
PLA cloth Decoloration fastness: 4.15, Level 4;
- (2)
Cotton cloth color fastness: 4.82, Level 5;
- (3)
Wool cloth Color fastness: 4.10, Level 4.
Sublimation color fastness test results were level 5, this is the highest level. Combining two color fastness test datum, it was found that the warp-knitted fabrics of PLA multifilament dyed with disperse dyes had a higher color fastness. There are many ester groups in the molecular chain of the PLA, which is the reason why PLA fabrics have better color fastness. The ester groups have a higher affinity with the ester groups, hydroxyl groups and halogen atoms in the dye molecules, contributing to their diffusion into the fibers and bonding to the fiber molecules easily through dipole forces or hydrogen bonds.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}