Recycled Heavy Bio Oil as Performance Enhancer for Rubberized Bituminous Binders




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Testing Program
2.2.1. Standardized Performance Tests
2.2.2. Frequency Sweep
2.2.3. Storage Stability Test
2.2.4. Chemical Tests
3. Results and Discussion
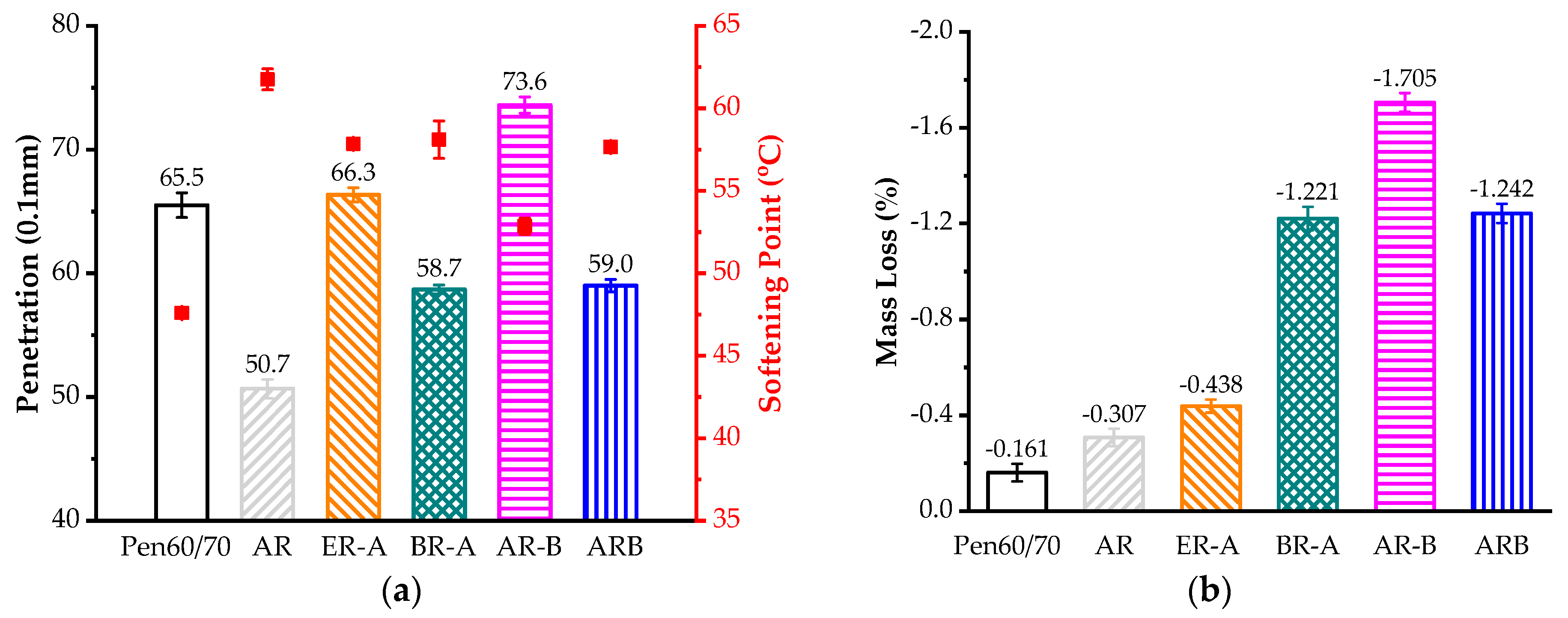
3.1. Penetration and Softening Point
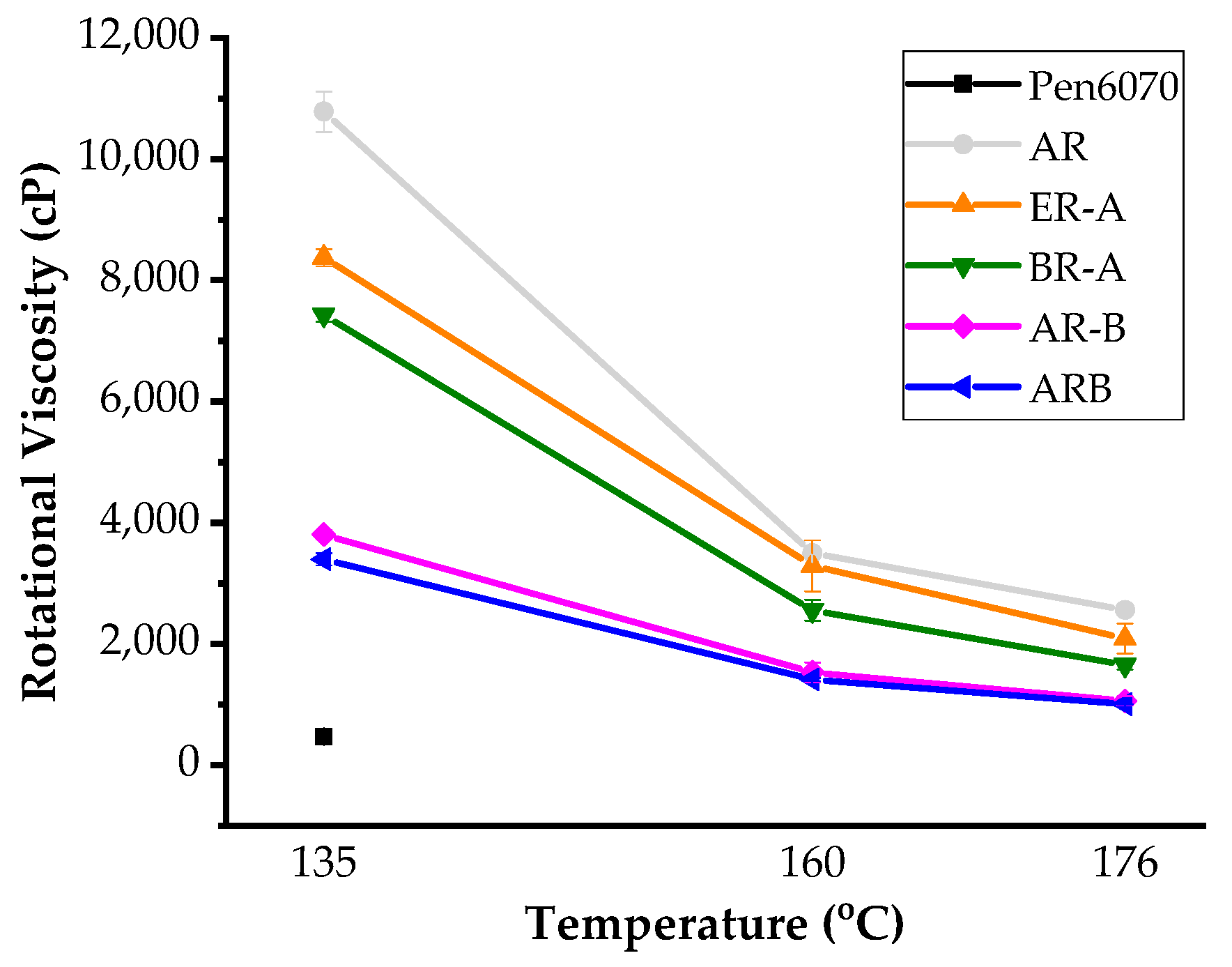
3.2. Workability
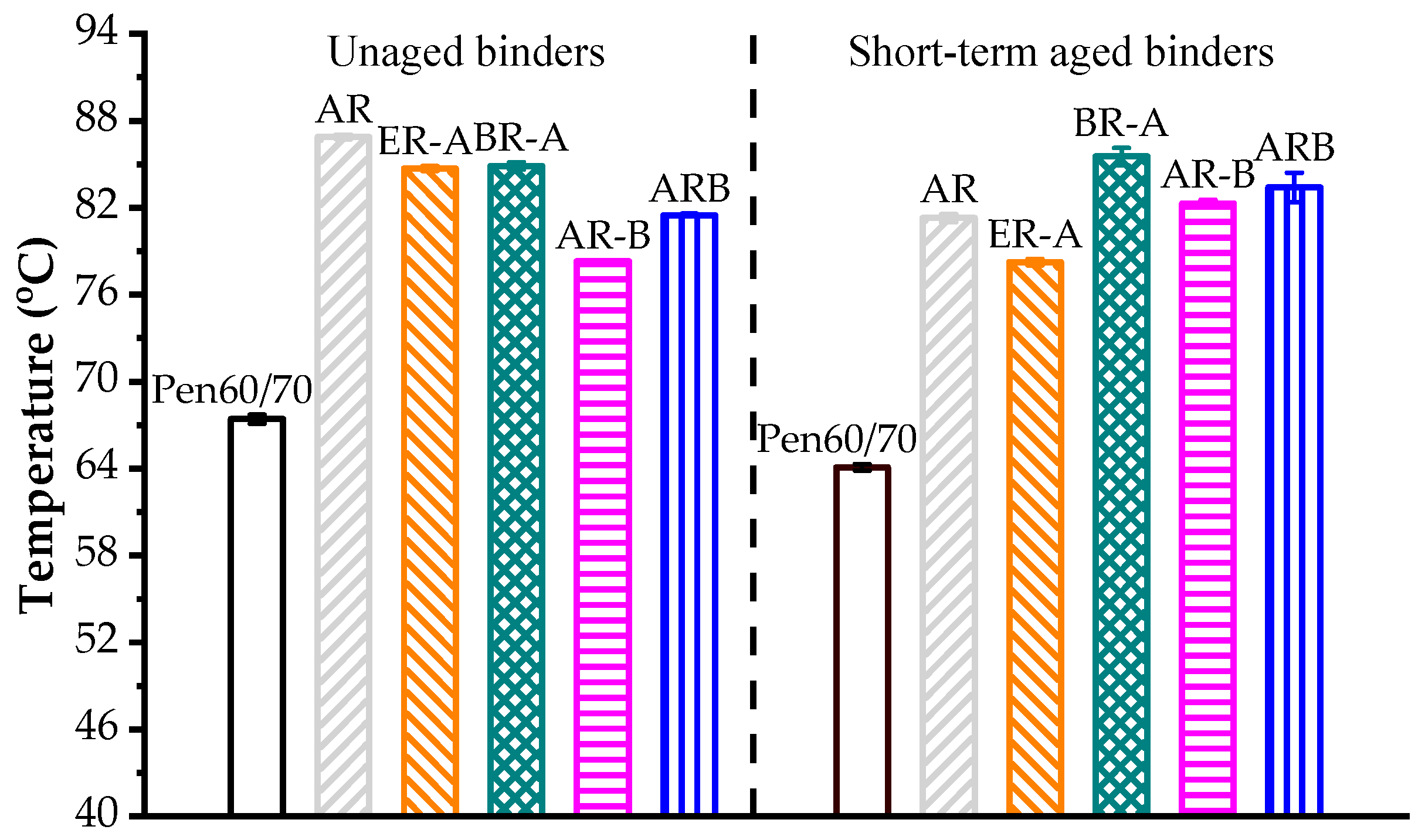
3.3. Rutting Resistance
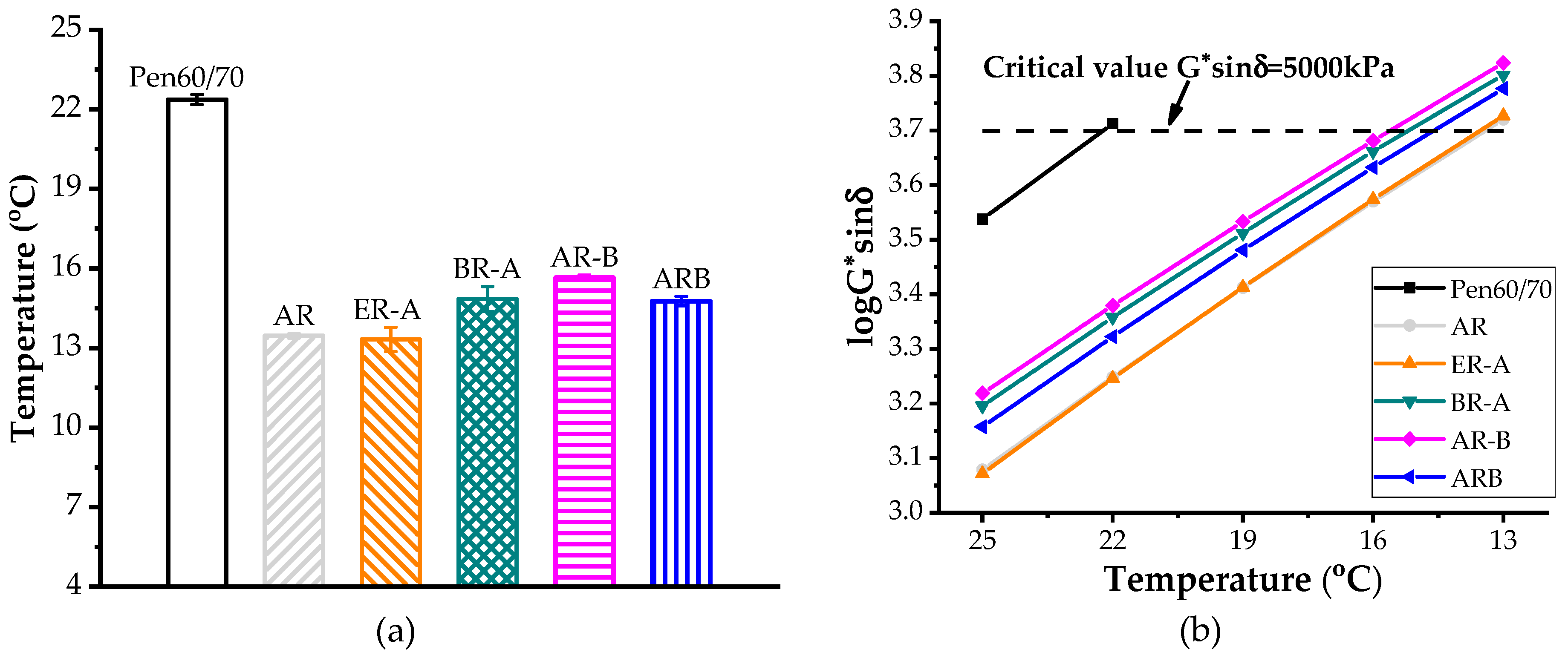
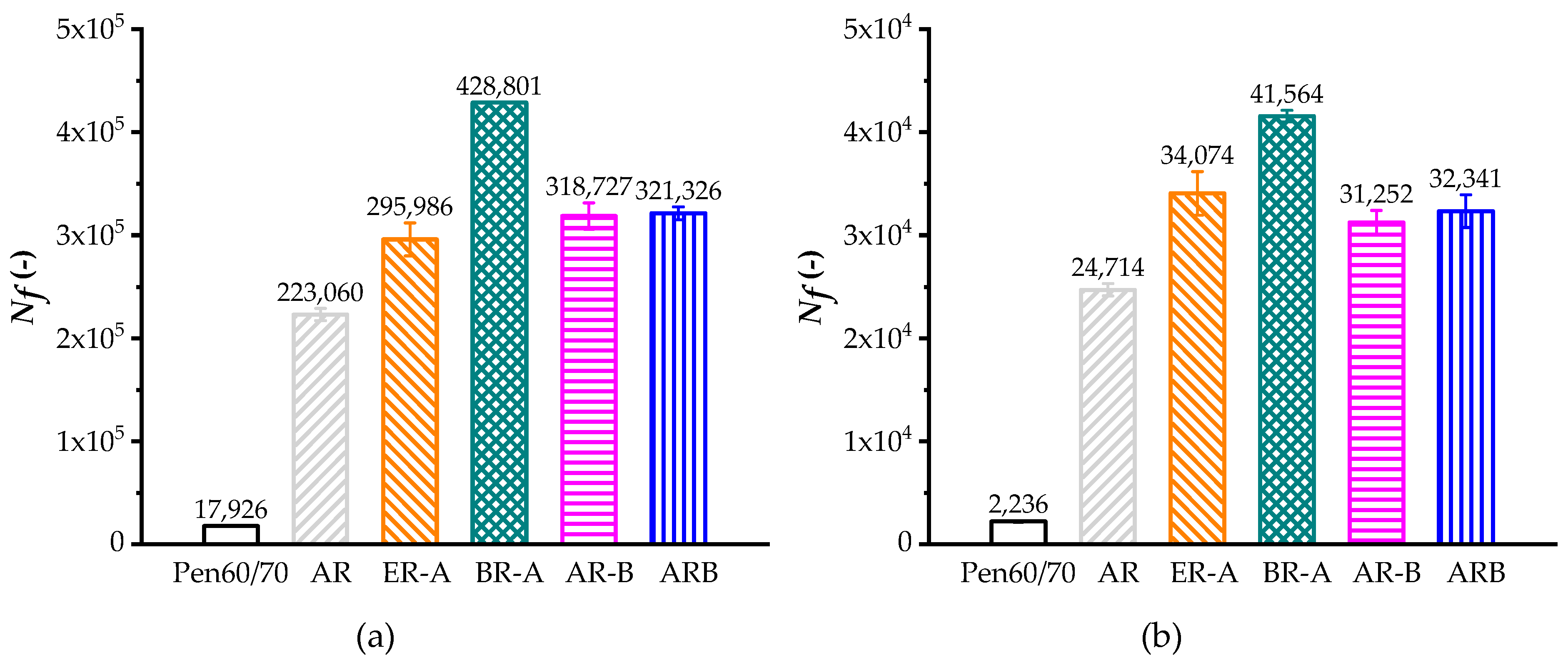
3.4. Fatigue Resistance
3.5. Low Temperature Cracking Resistance
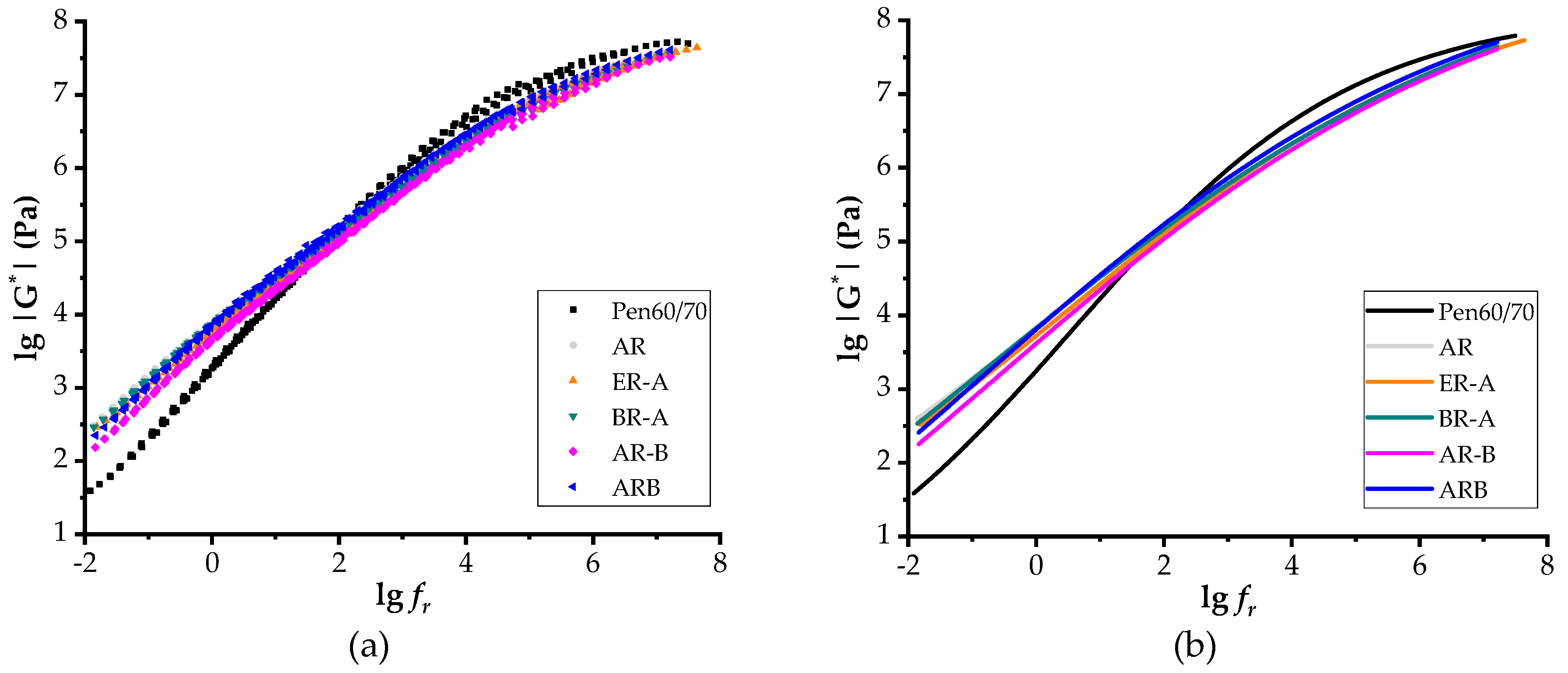
3.6. Overall Rheological Behavior
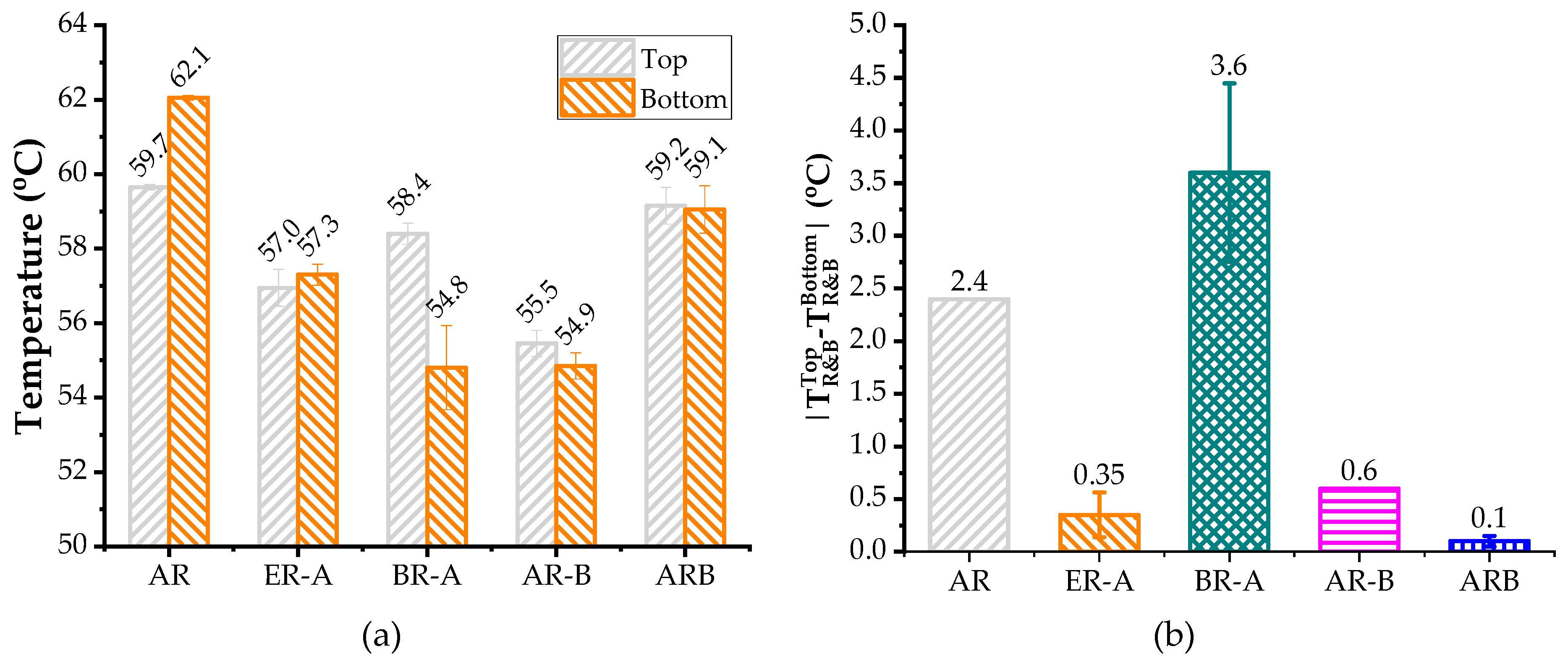
3.7. Storage Stability
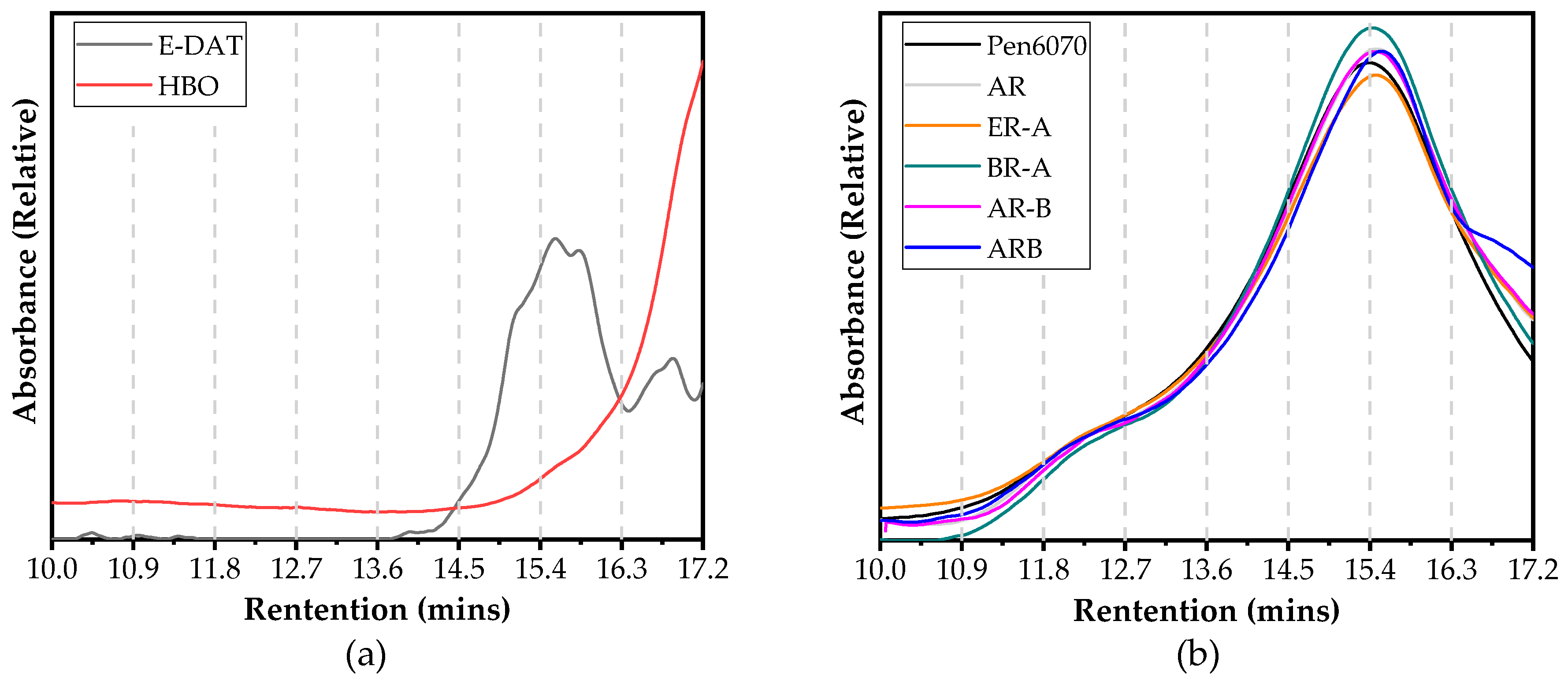
3.8. Molecular Weight Distribution
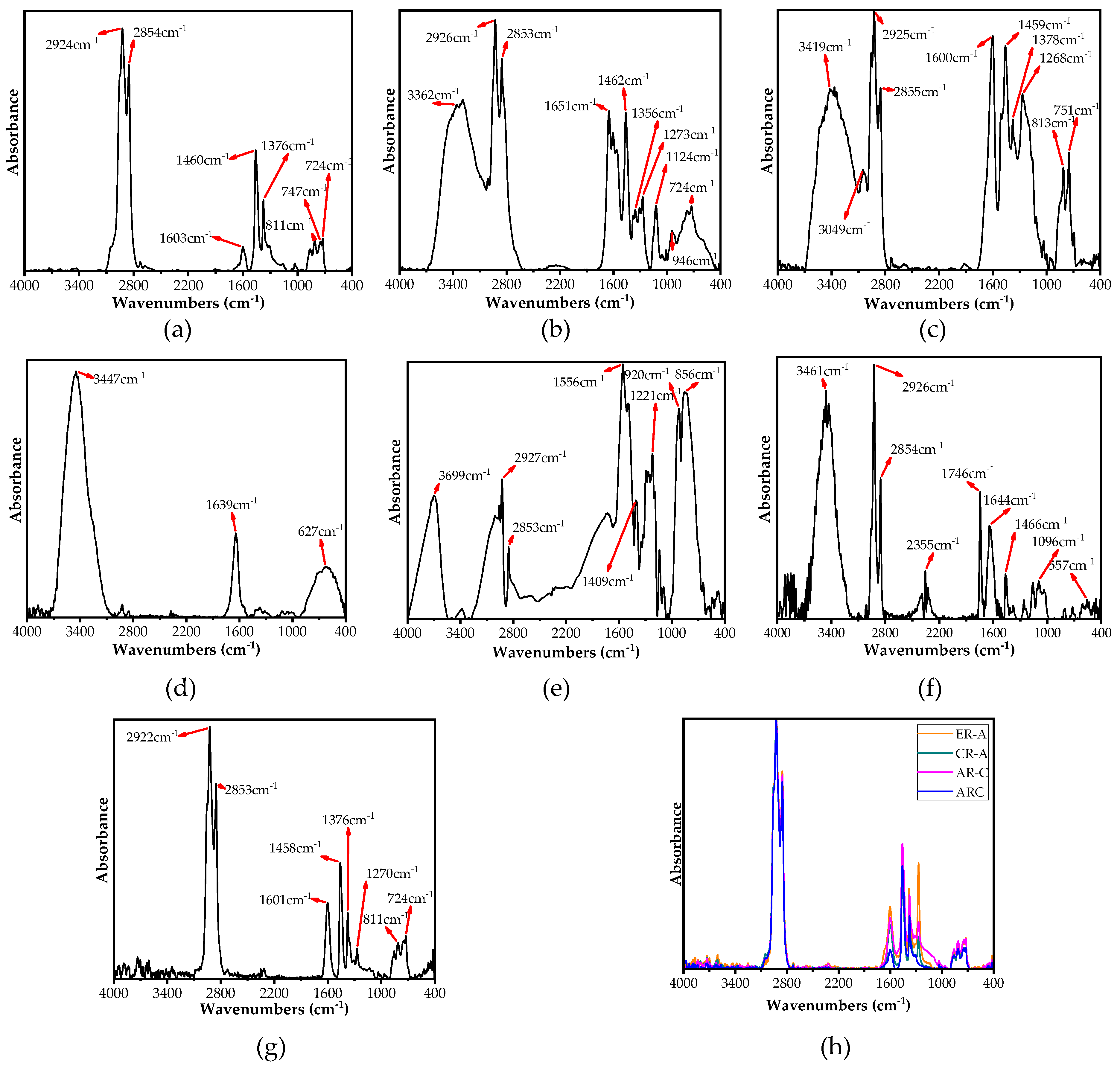
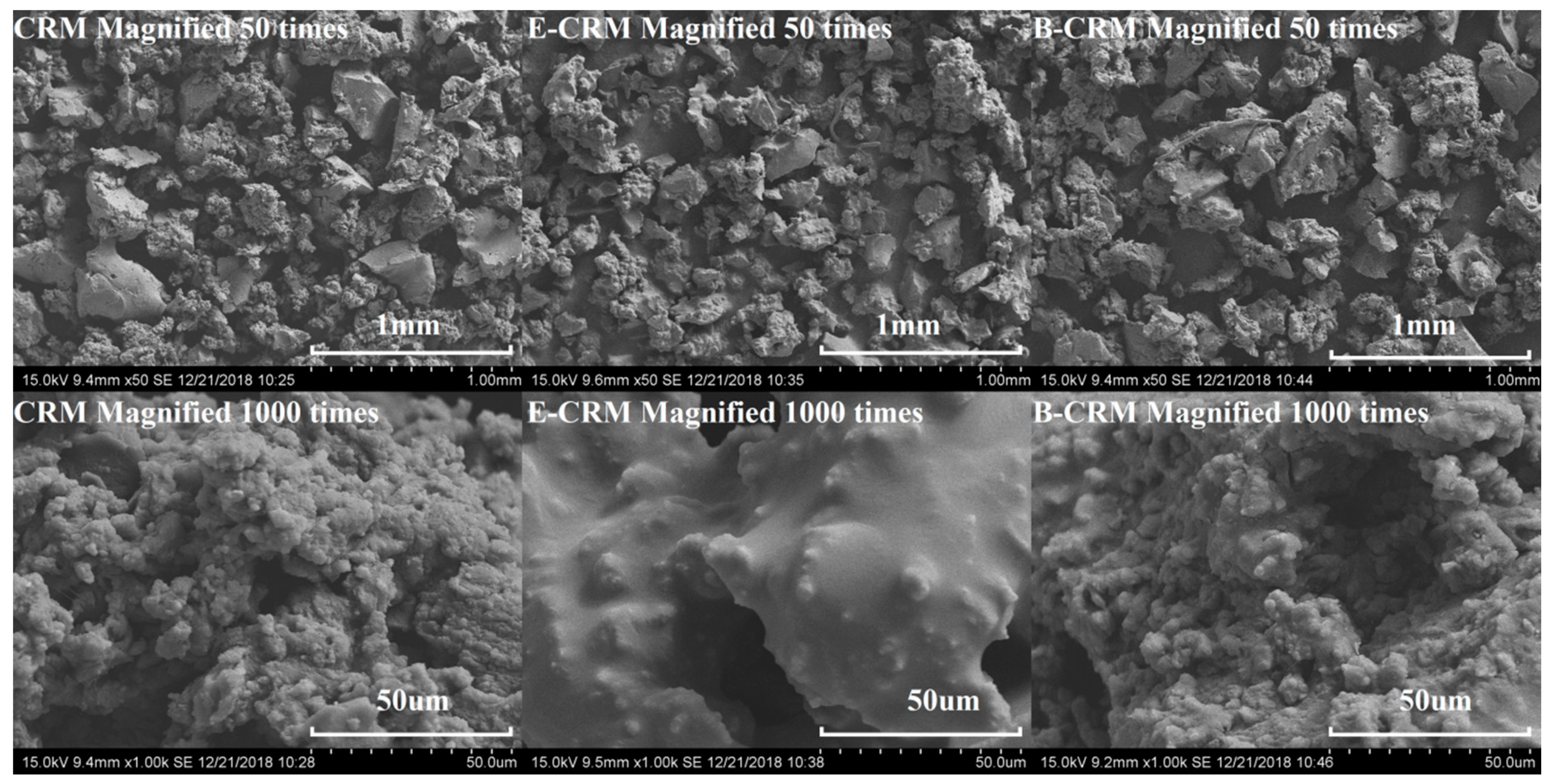
3.9. Chemical Bonds Variation
4. Conclusions
- Compared to a conventional AR binder, the bio–ARs had superior rutting and fatigue resistance but slightly poorer low temperature performance.
- The bio–ARs exhibited better performance in both workability and storage stability compared to AR. Specifically, the warm mix effect of HBO additive is comparable to the commercial liquid WMA additive.
- The methods that incorporate bio–oil in earlier stages (direct mixing and pretreatment methods) had a very marginal negative effect on the performance of bio–AR. Moreover, they are more sustainable since they reduce both the temperature of the mixing AR binder with aggregate, and that of blending CRM with virgin asphalt.
Author Contributions
Funding
Conflicts of Interest
References
- Padhan, R.K.; Sreeram, A. Enhancement of storage stability and rheological properties of polyethylene (PE) modified asphalt using cross linking and reactive polymer based additives. Constr. Build. Mater. 2018, 188, 772–780. [Google Scholar] [CrossRef]
- Zhang, W.; Jia, Z.; Zhang, Y.; Hu, K.; Ding, L.; Wang, F. The effect of direct-to-plant styrene-butadiene-styrene block copolymer components on bitumen modification. Polymers 2019, 11, 140. [Google Scholar] [CrossRef]
- Wang, J.; Yuan, J.; Xiao, F.; Li, Z.; Wang, J.; Xu, Z. Performance investigation and sustainability evaluation of multiple polymer asphalt mixtures in airfield pavement. J. Clean. Prod. 2018, 189, 67–77. [Google Scholar] [CrossRef]
- Li, J.; Han, M.; Muhammad, Y.; Liu, Y.; Su, Z.; Yang, J.; Yang, S.; Duan, S. Preparation and properties of SBS-G-GOS-modified asphalt based on a thiol-ene click reaction in a bituminous environment. Polymers 2018, 10, 1264. [Google Scholar] [CrossRef]
- Wang, S.; Cheng, D.; Xiao, F. Recent developments in the application of chemical approaches to rubberized asphalt. Constr. Build. Mater. 2017, 131, 101–113. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Gao, Z. Thermal analysis on the component interaction of asphalt binders modified with crumb rubber and warm mix additives. Constr. Build. Mater. 2016, 125, 168–174. [Google Scholar] [CrossRef]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G.A. Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resour. Conserv. Recycl. 2017, 117, 204–212. [Google Scholar] [CrossRef]
- Xiao, F.; Li, R.; Amirkhanian, S.; Yuan, J. Rutting-resistance investigation of alternative polymerized asphalt mixtures. J. Mater. Civ. Eng. 2018, 30, 04018116. [Google Scholar] [CrossRef]
- Yu, J.; Yu, X.; Gao, Z.; Guo, F.; Wang, D.; Yu, H. Fatigue Resistance Characterization of Warm Asphalt Rubber by Multiple Approaches. Appl. Sci. 2018, 8, 1495. [Google Scholar] [CrossRef]
- Puga, K.L.N.N.; Williams, R.C. Low temperature performance of laboratory produced asphalt rubber (AR) mixes containing polyoctenamer. Constr. Build. Mater. 2016, 112, 1046–1053. [Google Scholar] [CrossRef]
- Eskandarsefat, S.; Sangiorgi, C.; Dondi, G.; Lamperti, R. Recycling asphalt pavement and tire rubber: A full laboratory and field scale study. Constr. Build. Mater. 2018, 176, 283–294. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Dong, Z.; Tan, Z.; Guo, F.; Yan, J. Workability and mechanical property characterization of asphalt rubber mixtures modified with various warm mix asphalt additives. Constr. Build. Mater. 2018, 175, 392–401. [Google Scholar] [CrossRef]
- Oliveira, J.R.M.; Silva, H.M.R.D.; Abreu, L.P.F.; Fernandes, S.R.M. Use of a warm mix asphalt additive to reduce the production temperatures and to improve the performance of asphalt rubber mixtures. J. Clean. Prod. 2013, 41, 15–22. [Google Scholar] [CrossRef]
- Yu, J.; Ren, Z.; Yu, H.; Wang, D.; Svetlana, S.; Korolev, E.; Gao, Z.; Guo, F. Modification of asphalt rubber with nanoclay towards enhanced storage stability. Materials 2018, 11, 2093. [Google Scholar] [CrossRef]
- Samieadel, A.; Schimmel, K.; Fini, E.H. Comparative life cycle assessment (LCA) of bio-modified binder and conventional asphalt binder. Clean Technol. Environ. Policy 2018, 20, 191–200. [Google Scholar] [CrossRef]
- Dong, Z.; Zhou, T.; Luan, H.; Wang, H.; Xie, N.; Xiao, G.Q. Performance evaluation of bio-based asphalt and asphalt mixture and effects of physical and chemical modification. Road Mater. Pavement Des. 2018. [Google Scholar] [CrossRef]
- Sun, D.; Sun, G.; Du, Y.; Zhu, X.; Lu, T.; Pang, Q.; Shi, S.; Dai, Z. Evaluation of optimized bio-asphalt containing high content waste cooking oil residues. Fuel 2017, 202, 529–540. [Google Scholar] [CrossRef]
- Yang, X.; You, Z.; Mills-Beale, J. Asphalt binders blended with a high percentage of biobinders: Aging mechanism using ftir and rheology. J. Mater. Civ. Eng. 2015, 27, 04014157. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Xiao, F.; Gao, Z. Rheological and chemical characteristics of rubberized binders with non-foaming warm mix additives. Constr. Build. Mater. 2016, 111, 671–678. [Google Scholar] [CrossRef]
- Yu, H.; Leng, Z.; Zhou, Z.; Shih, K.; Xiao, F.; Gao, Z. Optimization of preparation procedure of liquid warm mix additive modified asphalt rubber. J. Clean. Prod. 2017, 141, 336–345. [Google Scholar] [CrossRef]
- Pellinen, T.K.; Witczak, M.W.; Bonaquist, R.F. Asphalt mix master curve construction using sigmoidal fitting function with non-linear least squares optimization. In Proceedings of the 15th ASCE Engineering Mechanics Conference, New York, NY, USA, 2–5 June 2002; Volume 27. [Google Scholar]
- American Association of State and Highway Transportation Officials. Grading or verifying the performance grade (PG) of an asphalt binder. In AASHTO Standard R 29; American Association of State and Highway Transportation Officials: Washington, DC, USA, 2013. [Google Scholar]
- Zhou, F.; Mogawer, W.; Li, H.; Andriescu, A.; Copeland, A. Evaluation of Fatigue Tests for Characterizing Asphalt Binders. J. Mater. Civ. Eng. 2013, 25, 610–617. [Google Scholar] [CrossRef]
- Ding, Y.; Huang, B.; Shu, X. Investigation of functional group distribution of asphalt using liquid chromatography transform and prediction of molecular model. Fuel 2018, 227, 300–306. [Google Scholar] [CrossRef]
- Wang, D.; Li, D.; Yan, J.; Leng, Z.; Wu, Y.; Yu, J.; Yu, H. Rheological and chemical characteristic of warm asphalt rubber binders and their liquid phases. Constr. Build. Mater. 2018, 193, 547–556. [Google Scholar] [CrossRef]
- Yang, S.-H.; Lee, L.-C. Characterizing the chemical and rheological properties of severely aged reclaimed asphalt pavement materials with high recycling rate. Constr. Build. Mater. 2016, 111, 139–146. [Google Scholar] [CrossRef]
- Kim, S.; Lee, S.H.; Kwon, O.; Han, J.Y.; Kim, Y.S.; Kim, K.W. Estimation of service-life reduction of asphalt pavement due to short-term ageing measured by GPC from asphalt mixture. Road Mater. Pavement Des. 2016, 17, 153–167. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, X.; Zhang, Z.; Zou, B.; Zhu, Z.; Lu, G.; Xu, W.; Yu, J.; Yu, H. Effect of aging on chemical and rheological properties of bitumen. Polymers 2018, 10, 1345. [Google Scholar] [CrossRef]
- Fini, E.H.; Kalberer, E.W.; Shahbazi, A.; Basti, M.; You, Z.; Ozer, H.; Aurangzeb, Q. Chemical characterization of biobinder from swine manure: Sustainable modifier for asphalt binder. J. Mater. Civ. Eng. 2011, 23, 1506–1513. [Google Scholar] [CrossRef]
- Fini, E.H.; Oldham, D.J.; Abu-Lebdeh, T. Synthesis and characterization of biomodified rubber asphalt: Sustainable waste management solution for scrap tire and swine manure. J. Environ. Eng. 2013, 139, 1454–1461. [Google Scholar] [CrossRef]
- Ghavibazoo, A.; Abdelrahman, M. Composition analysis of crumb rubber during interaction with asphalt and effect on properties of binder. Int. J. Pavement Eng. 2013, 14, 517–530. [Google Scholar] [CrossRef]
- Leite, L.F.M.; Constantino, R.S.; Vivoni, A. Rheological studies of asphalt with ground tire rubber. Road Mater. Pavement Des. 2011, 2, 125–139. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Performance | Experiments | Aging Level | Specification/Standard | Notes |
|---|---|---|---|---|
| Conventional property | Softening point | Unaged | ASTM D36 | N/A |
| Penetration | ASTM D5 | 25 °C | ||
| Workability | Rotational viscosity | Unaged | AASHTO T316 | 135, 160, and 176 °C |
| Rutting resistance | Rutting factor (G*/sin δ) | Unaged & RTFO- aged | AASHTO M320 | beginning at 64 °C, 25 mm plate, 2 mm gap |
| MSCR | RTFO- aged | AASHTO MP19-10 | 64 °C, 25-mm plate, 2-mm gap | |
| Fatigue resistance | Fatigue factor (G*sin δ) | RTFO- + PAV- aged | AASHTO M320 | beginning at 25 °C, 8-mm plate, 2-mm gap |
| LAS | AASHTO TP101 | 25 °C, 8-mm plate, 2-mm gap | ||
| Low temperature cracking resistance | BBR | RTFO- + PAV- aged | AASHTO T313 | −12, −18, −24 °C |
| Overall rheological properties | Frequency sweep | Unaged | N/A | 4 to 76 °C, 0.01 to 30 Hz |
| Storage stability | Softening point | unaged | ASTM D36 | N/A |
| Mechanism investigation | FTIR | unaged | N/A | N/A |
| SEM | N/A | N/A | ||
| GPC | GPC testing manual | 30 °C |
| Sample ID | Jnr | % Recovery | |||
|---|---|---|---|---|---|
| 0.1 kPa (kPa−1) | 3.2 kPa (kPa−1) | Jnr% Diff | 0.1 kPa (kPa−1) | 3.2 kPa (kPa−1) | |
| Pen60/70 | 4.514 ± 0.166 | 5.007 ± 0.154 | 11.0 ± 0.6 | 0.7 ± 0.4 | −0.5 ± 0.2 |
| AR | 0.186 ± 0.015 | 0.529 ± 0.002 | 186.4 ± 24.4 | 72.1 ± 2.0 | 35.0 ± 0.4 |
| ER-A | 0.087 ± 0.026 | 0.870 ± 0.044 | 954.5 ± 367.1 | 89.6 ± 3.3 | 26.1 ± 0.9 |
| BR-A | 0.041 ± 0.002 | 0.167 ± 0.013 | 307.2 ± 11.0 | 86.4 ± 0.8 | 54.0 ± 1.3 |
| AR-B | 0.123 ± 0.036 | 0.332 ± 0.092 | 171.7 ± 6.6 | 76.6 ± 2.9 | 46.4 ± 5.9 |
| ARB | 0.186 ± 0.039 | 0.399 ± 0.039 | 117.2 ± 25.1 | 65.7 ± 4.7 | 35.4 ± 2.2 |
| Sample ID | −12 °C | −18 °C | −24 °C | |||
|---|---|---|---|---|---|---|
| Stiffness (MPa) | m-Value (× 10−2) | Stiffness (MPa) | m-Value (× 10−2) | Stiffness (MPa) | m-Value (× 10−2) | |
| Pen60/70 | 277 ± 4.2 | 29.1 ± 1.5 | 534 ± 9.9 | 20.4 ± 0.6 | N/A | N/A |
| AR | 93.6 ± 14.7 | 37.9 ± 0.8 | 168 ± 12.7 | 32.2 ± 1.5 | 375 ± 24.0 | 20.4 ± 1.7 |
| ER-A | 183 ± 12.7 | 63.7 ± 18.2 | 311 ± 4.9 | 32.8 ± 7.9 | 484 ± 9.2 | 19.4 ± 1.8 |
| BR-A | 194 ± 17.7 | 49.2 ± 2.3 | 271 ± 7.8 | 24.7 ± 4.3 | 453 ± 62.9 | 19.8 ± 1.1 |
| AR-B | 112 ± 14.8 | 32.8 ± 1.1 | 243 ± 42.4 | 27.4 ± 2.0 | 448 ± 24.7 | 19.1 ± 1.6 |
| ARB | 97.0 ± 12.8 | 34.6 ± 3.8 | 208 ± 17.0 | 28.0 ± 3.6 | 412 ± 13.4 | 19.4 ± 0.9 |
| Parameters | WLF Formula | Sigmoidal Function | |||||
|---|---|---|---|---|---|---|---|
| C1 (-) | C2 (-) | δ (Pa) | α (Pa) | B (-) | γ (-) | R2 @|G*| (-) | |
| Pen60/70 | −8.82557 | 138.09993 | −0.55919 | 8.71694 | 0.25486 | −0.45159 | 0.99942 |
| AR | −8.26021 | 136.30605 | −0.11497 | 8.67516 | 0.18174 | -0.32416 | 0.99930 |
| ER-A | −6.80041 | 117.83596 | −0.44963 | 9.09011 | 0.16465 | −0.30914 | 0.99887 |
| CR−A | −8.10492 | 135.16876 | −2.27332 | 11.3535 | −0.14977 | −0.24744 | 0.99926 |
| AR−C | −7.69053 | 131.04835 | −2.8193 | 11.86402 | −0.17005 | −0.25139 | 0.99925 |
| ARC | −8.08466 | 132.99088 | −2.87974 | 11.86654 | −0.25577 | −0.25754 | 0.99912 |
| Sample ID | Mp (g/mol) | Mn (g/mol) | Mw (g/mol) | PDI (-) |
|---|---|---|---|---|
| Pen60/70 | 917 ± 9 | 682 ± 27 | 2371 ± 575 | 3.4619 ± 0.7065 |
| Evotherm-DAT | 882 ± 14 | 513 ± 16 | 900 ± 10 | 1.3722 ± 0.4696 |
| HBO | 145 ± 4 | 193 ± 18 | 252 ± 40 | 1.3052 ± 0.0859 |
| AR | 866 ± 4 | 593 ± 13 | 2864 ± 622 | 4.8357 ± 0.9078 |
| ER-A | 873 ± 5 | 585 ± 4 | 2425 ± 737 | 4.1527 ± 1.2857 |
| BR-A | 896 ± 5 | 658 ± 4 | 1992 ± 6 | 3.0289 ± 0.0066 |
| AR-B | 877 ± 5 | 586 ± 12 | 2059 ± 374 | 3.5231 ± 0.7112 |
| ARB | 836 ± 3 | 496 ± 9 | 2535 ± 213 | 5.053 ± 0.4030 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, J.; Ren, Z.; Gao, Z.; Wu, Q.; Zhu, Z.; Yu, H. Recycled Heavy Bio Oil as Performance Enhancer for Rubberized Bituminous Binders. Polymers 2019, 11, 800. https://doi.org/10.3390/polym11050800
Yu J, Ren Z, Gao Z, Wu Q, Zhu Z, Yu H. Recycled Heavy Bio Oil as Performance Enhancer for Rubberized Bituminous Binders. Polymers. 2019; 11(5):800. https://doi.org/10.3390/polym11050800
Chicago/Turabian StyleYu, Jiangmiao, Zhibin Ren, Zheming Gao, Qi Wu, Zihan Zhu, and Huayang Yu. 2019. "Recycled Heavy Bio Oil as Performance Enhancer for Rubberized Bituminous Binders" Polymers 11, no. 5: 800. https://doi.org/10.3390/polym11050800
APA StyleYu, J., Ren, Z., Gao, Z., Wu, Q., Zhu, Z., & Yu, H. (2019). Recycled Heavy Bio Oil as Performance Enhancer for Rubberized Bituminous Binders. Polymers, 11(5), 800. https://doi.org/10.3390/polym11050800