Experimental Cold-Cured Nanostructured Epoxy-Based Hybrid Formulations: Properties and Durability Performance





Abstract
:1. Introduction
2. Experimental
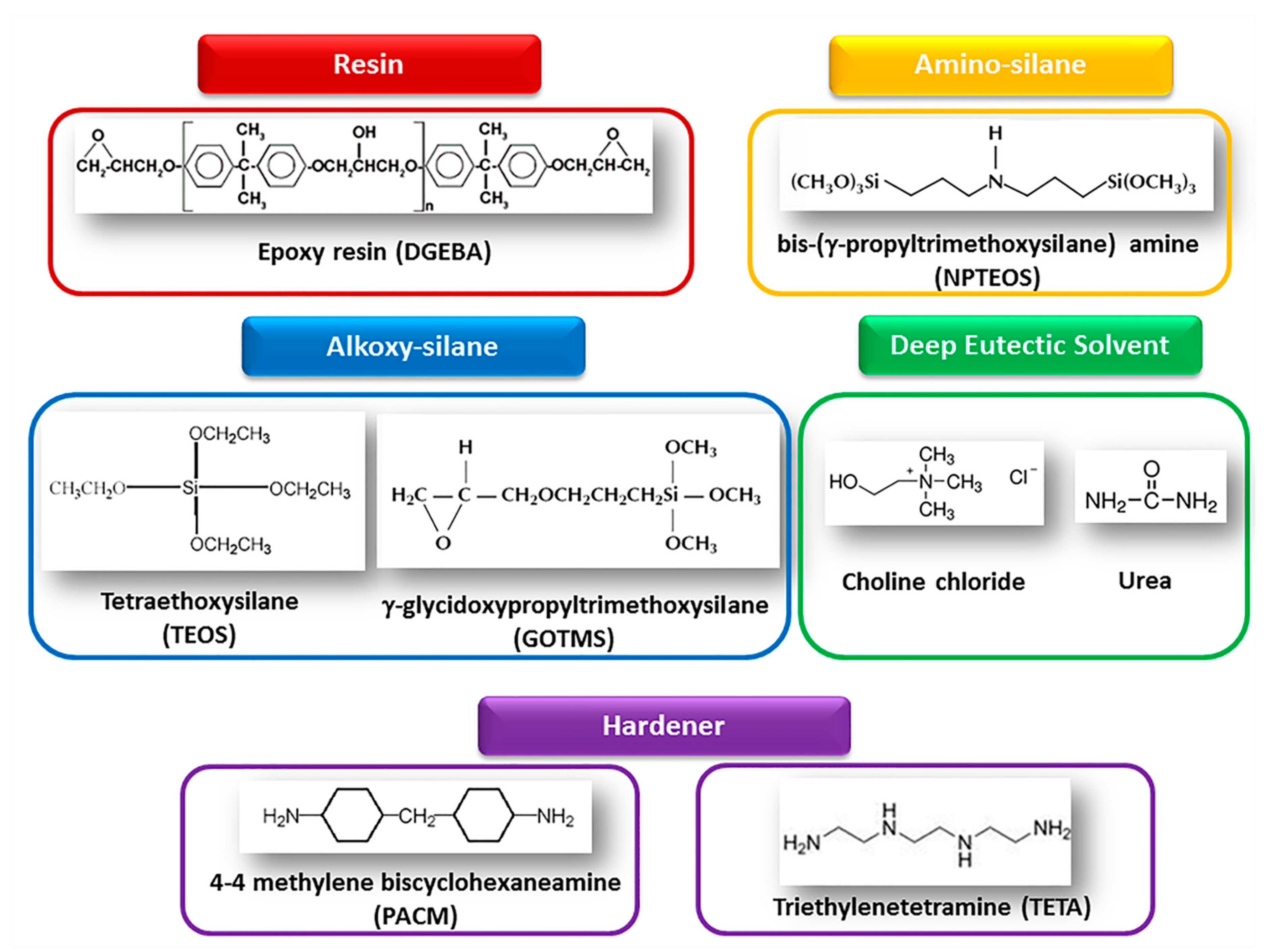
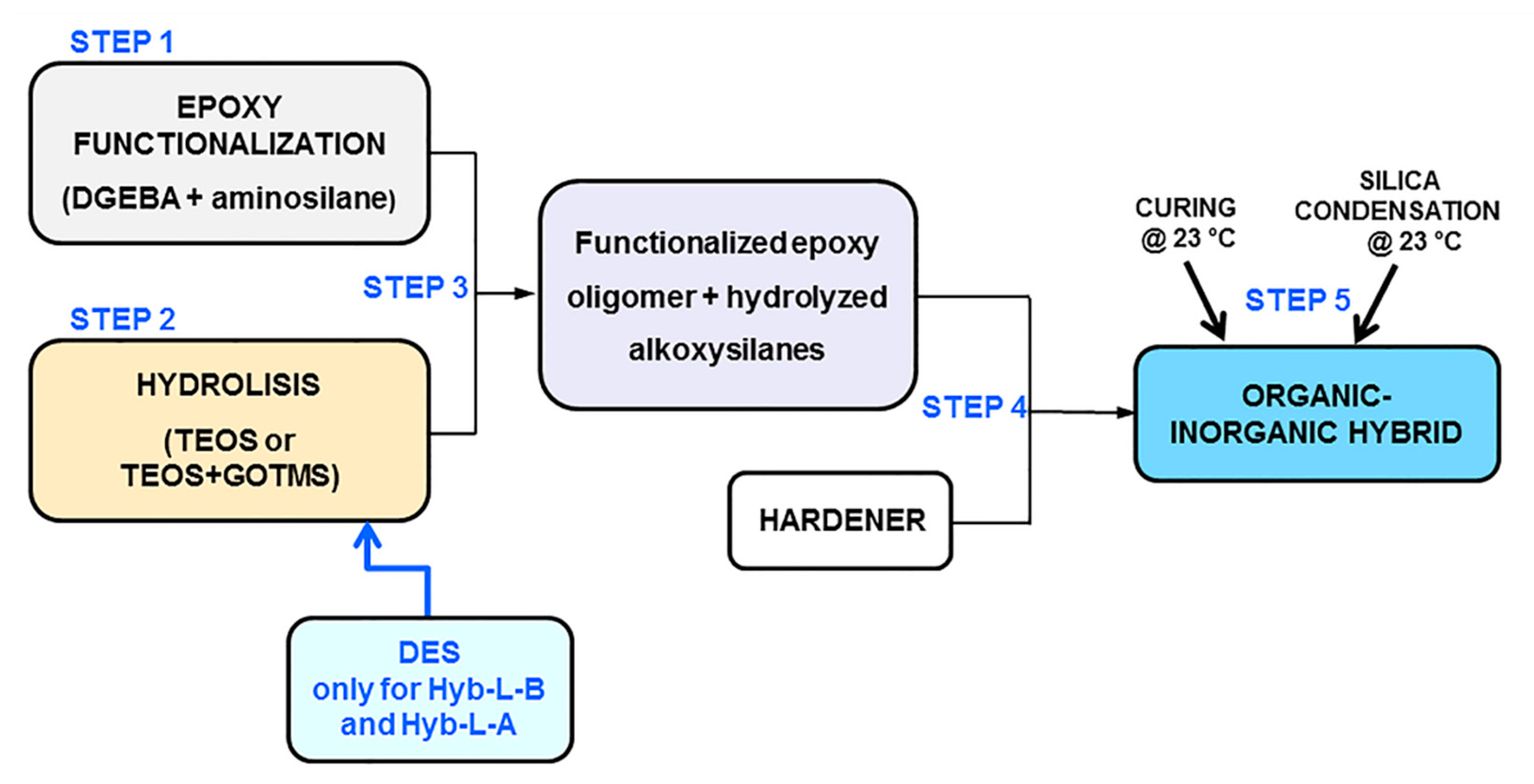
2.1. Materials and production of Hybrid and Non-Hybrid Formulations
2.2. Characterization of Hybrid and Non-Hybrid Formulations in Standard Conditions
2.3. Characterization of Hybrid and Non-Hybrid Formulations After Aging in Severe Environmental Conditions
3. Results and Discussion
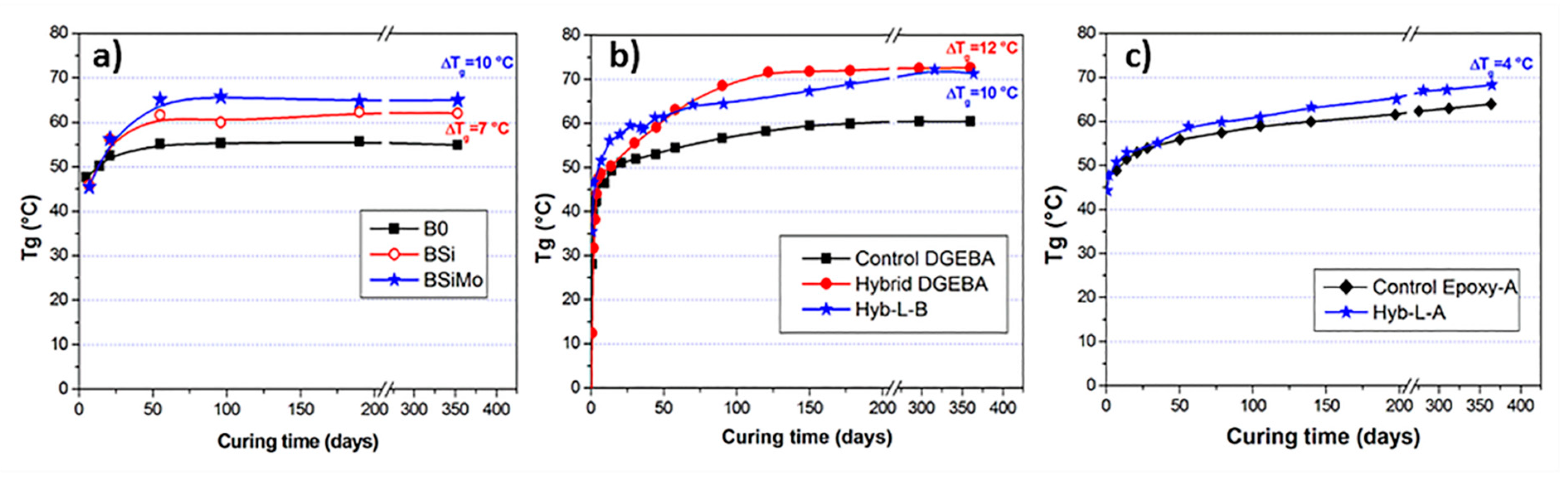
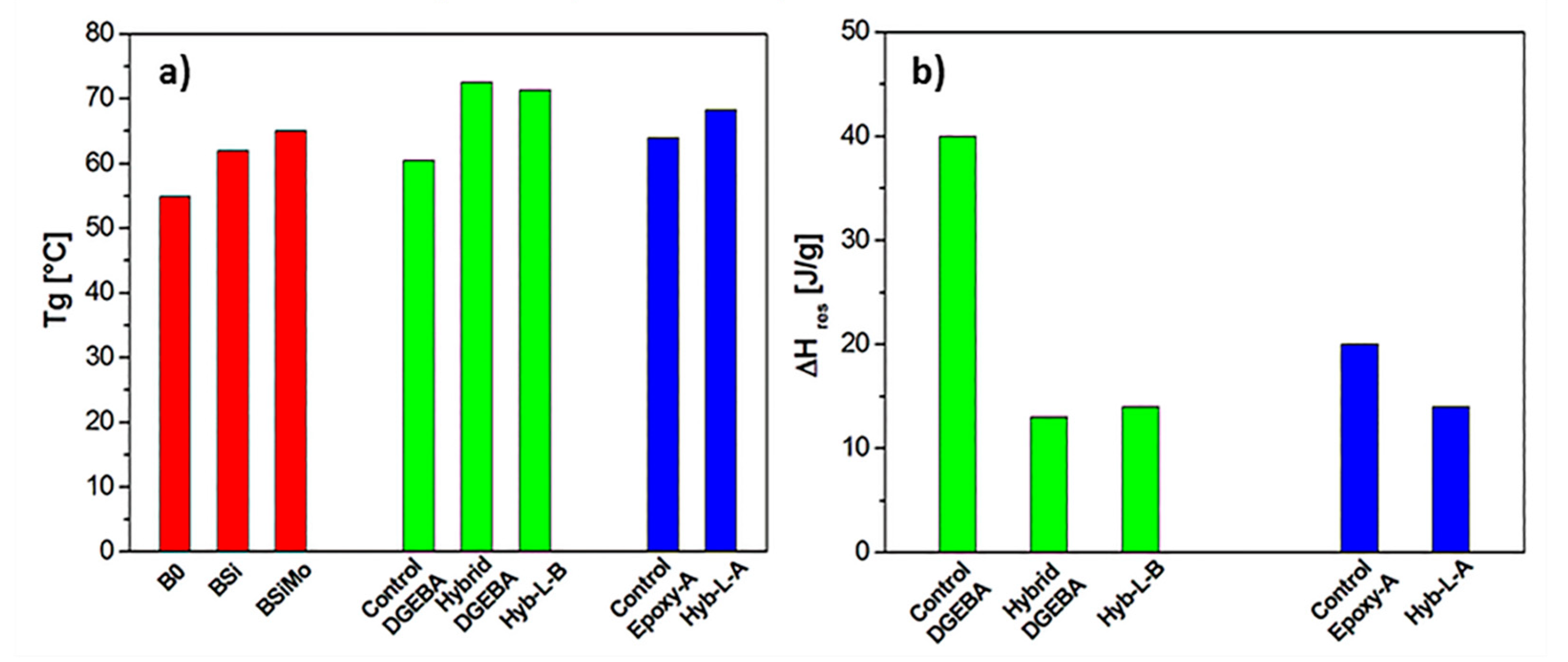
3.1. Evolution of Thermal Properties during the Cold-Curing
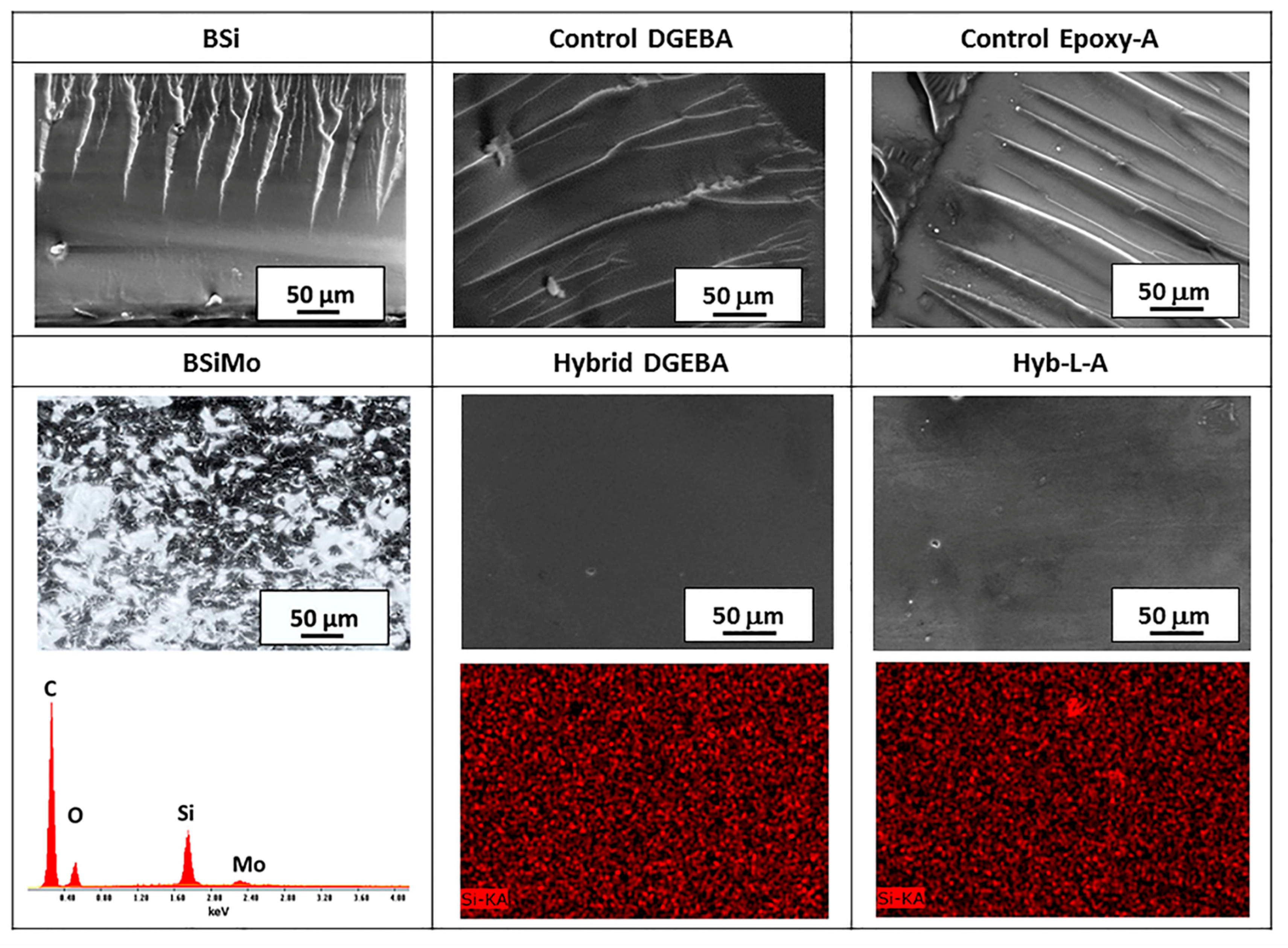
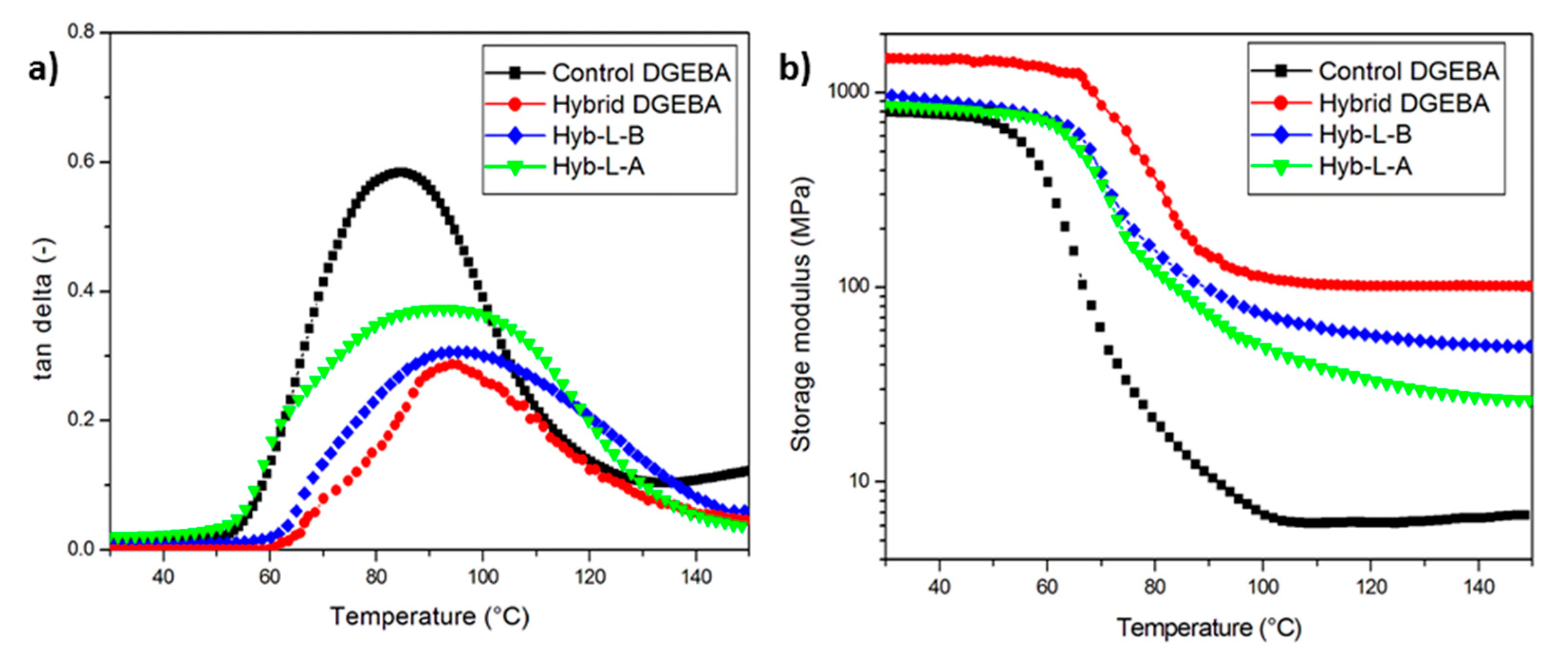
3.2. Mechanical Characteristics and Morphology in Standard Conditions
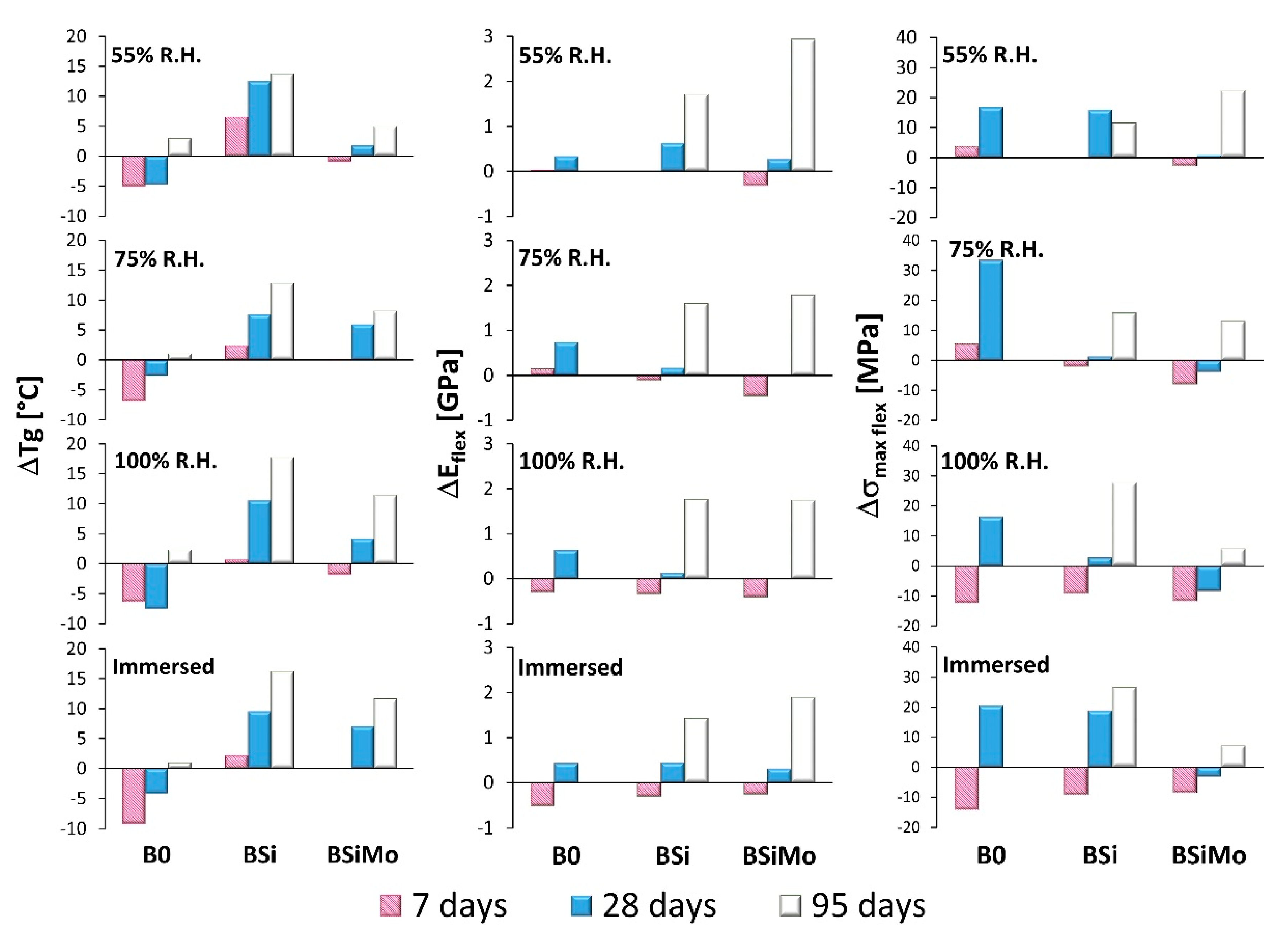
3.3. Properties and Performance of Hybrid Formulations in Severe Environmental Conditions
4. Conclusions
5. Patent
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zaferani, S.H. Introduction of polymer-based nanocomposites. In Polymer-based Nanocomposites for Energy and Environmental Applications; Jawaid, M., Khan, M.M., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 1–25. [Google Scholar]
- Mascia, L.; Tang, T. Curing and morphology of epoxy resin-silica hybrids. J. Mater. Chem. 1998, 8, 2417–2421. [Google Scholar] [CrossRef]
- Jojibabu, P.; Zhang, Y.X.; Prusty, B.G. A review of research advances in epoxy-based nanocomposites as adhesive materials. Int. J. Adhes. Adhes. 2020, 96, 102454. [Google Scholar] [CrossRef]
- Karbhari, V.M. Building materials for the renewal of civil infrastructure. Reinf. Plast. 2005, 49, 14–25. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.D.; de Barros, S. Bonded repair of composite structures in aerospace application: A review on environmental issues. Appl. Adhes. Sci. 2018, 6, 3. [Google Scholar] [CrossRef] [Green Version]
- Karbhari, V.M.; Ghosh, K. Comparative durability evaluation of ambient temperature cured externally bonded CFRP and GFRP composite systems for repair of bridges. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1353–1363. [Google Scholar] [CrossRef]
- Tatar, J.; Hamilton, H.R. Comparison of laboratory and field environmental conditioning on FRP-concrete bond durability. Constr. Build. Mater. 2016, 122, 525–536. [Google Scholar] [CrossRef]
- Silva, P.; Fernandes, P.; Sena-Cruz, J.; Xavier, J.; Castro, F.; Soares, D.; Carneiro, V. Effects of different environmental conditions on the mechanical characteristics of a structural epoxy. Compos. Part B-Eng. 2016, 88, 55–63. [Google Scholar] [CrossRef] [Green Version]
- Frigione, M. Durability problems of concrete structures rehabilitated with FRP. In Eco-Efficient Repair and Rehabilitation of Concrete Infrastructures; Pacheco-Torgal, F., Melchers, R.E., Shi, X., Belie, N.D., Tittelboom, K.V., Sáez, A., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 147–170. [Google Scholar]
- Proia, A.; Matthys, S. Influence of environmental conditions on the glass transition temperature of epoxy used for strengthening applications. Polym. Test. 2019, 79, 106012. [Google Scholar] [CrossRef]
- Pethrick, R.A. Design and ageing of adhesives for structural adhesive bonding–a review. Proc. Inst. Mech. Eng. Part L: J. Mater. Des. Appl. 2015, 229, 349–379. [Google Scholar] [CrossRef]
- Morshed, S.A.; Young, T.J.; Chirdon, W.M.; Zhang, Q.; Tatar, J. Durability of wet lay-up FRP bonded to concrete with nanomodified epoxy adhesives. J. Adhes. 2018, 1–26. [Google Scholar] [CrossRef]
- Saloma; Nasution, A.; Imran, I.; Abdullah, M. Improvement of Concrete Durability by Nanomaterials. Procedia Eng. 2015, 125, 608–612. [Google Scholar] [CrossRef] [Green Version]
- Rattan, A.; Sachdeva, P.; Chaudhary, A. Use of Nanomaterials in Concrete. Int. J. Latest Res. Eng. Technol. 2016, 2, 81–84. [Google Scholar]
- Norhasri, M.S.M.; Hamidah, M.S.; Fadzil, A.M. Applications of using nanomaterial in concrete: A review. Constr. Build. Mater. 2017, 133, 91–97. [Google Scholar] [CrossRef]
- Xenopoulos, C.; Mascia, L.; Shaw, S.J. Variables analysis in the gelation of alkoxysilane solutions for the production of polyimide-silica hybrids. Mater. Sci. Eng. C 1998, 6, 99–114. [Google Scholar] [CrossRef]
- Mascia, L.; Prezzi, L.; Haworth, B. Substantiating the role of phase bicontinuity and interfacial bonding in epoxy-silica nanocomposites. J. Mater. Sci. 2006, 41, 1145–1155. [Google Scholar] [CrossRef]
- Mitra, J.; Ghosh, M.; Bordia, R.K.; Sharma, A. Photoluminescent electrospun submicron fibers of hybrid organosiloxane and derived silica. RSC Adv. 2013, 3, 7591. [Google Scholar] [CrossRef]
- Piscitelli, F.; Buonocore, G.G.; Lavorgna, M.; Verdolotti, L.; Pricl, S.; Gentile, G.; Mascia, L. Peculiarities in the structure-Properties relationship of epoxy-silica hybrids with highly organic siloxane domains. Polymer 2015, 63, 222–229. [Google Scholar] [CrossRef] [Green Version]
- Liu, B.; Wang, H.; Guo, X.; Yang, R.; Li, X. Effects of an Organic-Inorganic Hybrid Containing Allyl Benzoxazine and POSS on Thermal Properties and Flame Retardancy of Epoxy Resin. Polymers 2019, 11, 770. [Google Scholar] [CrossRef] [Green Version]
- Lettieri, M.; Lionetto, F.; Frigione, M.; Prezzi, L.; Mascia, L. Cold-cured epoxy-silica hybrids: Effects of large variation in specimen thickness on the evolution of the Tg and related properties. Polym. Eng. Sci. 2011, 51, 358–368. [Google Scholar] [CrossRef]
- Lionetto, F.; Mascia, L.; Frigione, M. Evolution of transient states and properties of an epoxy–silica hybrid cured at ambient temperature. Eur. Polym. J. 2013, 49, 1298–1313. [Google Scholar] [CrossRef]
- Lionetto, F.; Timo, A.; Frigione, M. Cold-Cured Epoxy-Based Organic–Inorganic Hybrid Resins Containing Deep Eutectic Solvents. Polymers 2019, 11, 14. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Prezzi, L.; Mascia, L. Network density control in epoxy–silica hybrids by selective silane functionalization of precursors. Adv. Polym. Technol. 2005, 24, 91–102. [Google Scholar] [CrossRef]
- Lionetto, F.; Frigione, M. Organic-inorganic Hybrids Polymerized in Situ at Room Temperature. EP 2977407 A1, 20 July 2015. [Google Scholar]
- Vanlandingham, M.R.; Eduljee, R.F.; Gillespie, J.W., Jr. Relationships between stoichiometry, microstructure, and properties for amine-cured epoxies. Journal of Applied Polymer Science 1999, 71, 699–712. [Google Scholar] [CrossRef]
- Prezzi, L. Epoxy–silica hybrids for coating applications. Ph.D. Thesis, Loughborough University, Department of Materials, Loughborough, UK, 2003. [Google Scholar]
- Mascia, L.; Prezzi, L.; Wilcox, G.D.; Lavorgna, M. Molybdate doping of networks in epoxy–silica hybrids: Domain structuring and corrosion inhibition. Prog. Organ. Coat. 2006, 56, 13–22. [Google Scholar] [CrossRef]
- Chruściel, J.J.; Leśniak, E. Modification of epoxy resins with functional silanes, polysiloxanes, silsesquioxanes, silica and silicates. Progr. Polym. Sci. 2015, 41, 67–121. [Google Scholar] [CrossRef]
- Balgude, D.; Sabnis, A. Sol–gel derived hybrid coatings as an environment friendly surface treatment for corrosion protection of metals and their alloys. J. Sol-Gel Sci. Technol. 2012, 64, 124–134. [Google Scholar] [CrossRef]
- Figueira, R.B.; Silva, C.J.R.; Pereira, E.V. Organic–inorganic hybrid sol–gel coatings for metal corrosion protection: A review of recent progress. J. Coat. Technol. Res. 2015, 12, 1–35. [Google Scholar] [CrossRef]
- Yasakau, K.A.; Ferreira, M.G.S.; Zheludkevich, M.L. Sol-Gel Coatings with Nanocontainers of Corrosion Inhibitors for Active Corrosion Protection of Metallic Materials. In Handbook of Sol-Gel Science and Technology; Klein, L., Aparicio, M., Jitianu, A., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 1–37. ISBN 978-3-319-19454-7. [Google Scholar]
- Eduok, U.; Szpunar, J. Ultrasound-assisted synthesis of zinc molybdate nanocrystals and molybdate-doped epoxy/PDMS nanocomposite coatings for Mg alloy protection. Ultrason. Sonochem. 2018, 44, 288–298. [Google Scholar] [CrossRef]
- ASTM D790-03 Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2003.
- Aiello, M.A.; Frigione, M.; Acierno, D. Effects of environmental conditions on performance of polymeric adhesives for restoration of concrete structures. J. Mater. Civ. Eng. 2002, 14, 185–189. [Google Scholar] [CrossRef]
- Loureiro, M.V.; Ciriminna, R.; Lourenço, M.J.; Santos, L.F.; De Schrijver, A.; Bordado, J.C.; Pagliaro, M.; Marques, A.C. Organically-modified silica based microspheres for self-curing polyurethane one component foams. Microporous Mesoporous Mater. 2017, 244, 244–250. [Google Scholar] [CrossRef]
- Moussa, O.; Vassilopoulos, A.P.; de Castro, J.; Keller, T. Early-age tensile properties of structural epoxy adhesives subjected to low-temperature curing. Int. J. Adhes. Adhes. 2012, 35, 9–16. [Google Scholar] [CrossRef]
- Frigione, M.; Naddeo, C.; Acierno, D. Cold-Curing Epoxy Resins: Aging and Environmental Effects. I-Thermal Properties. J. Polym. Eng. 2001, 21, 23–51. [Google Scholar] [CrossRef]
- Frigione, M.; Lettieri, M.; Mecchi, A.M. Environmental effects on epoxy adhesives employed for restoration of historical buildings. J. Mater. Civ. Eng. 2006, 18, 715–722. [Google Scholar] [CrossRef]
- Matĕjka, L.; Dukh, O.; Kolařík, J. Reinforcement of crosslinked rubbery epoxies by in-situ formed silica. Polymer 2000, 41, 1449–1459. [Google Scholar] [CrossRef]
- Kaushik, A.; Kaushik, J. Solvent Absorption Characteristics of Epoxy-Colloidal Silica Nanocomposites. J. Reinf. Plast. Comp. 2010, 29, 2821–2833. [Google Scholar] [CrossRef]
- Mascia, L. Polymers in industry from A to Z: A concise encyclopedia; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Savvilotidou, M.; Vassilopoulos, A.P.; Frigione, M.; Keller, T. Development of physical and mechanical properties of a cold-curing structural adhesive in a wet bridge environment. Constr. Build. Mater. 2017, 144, 115–124. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| System | Resin (Part A) | Curing Agent (Part B) | Amine/Epoxy Ratio | SiO2 Content (%) |
|---|---|---|---|---|
| B0 | DGEBA | PACM + M851 | 0.75/1 | - |
| BSi | DGEBA | PACM + M851 | 0.75/1 | 7.5% |
| BSiMo | DGEBA | PACM + M851 + (NH4)2Mo2O7 | 0.75/1 | 7.5% |
| Control DGEBA | DGEBA | PACM | 0.75/1 | - |
| Hybrid DGEBA | DGEBA | PACM | 0.75/1 | 15.0% |
| Hyb-L-B | DGEBA | PACM | 0.75/1 | 7.0% |
| Control Epoxy A | DGEBA | TETA | 1:1 | - |
| Hyb-L-A | DGEBA | TETA | 1:1 | 5.1% |
| System | Flexural Strength (MPa) | Flexural Modulus (GPa) | SiO2 Content (%) |
|---|---|---|---|
| B0 | 46.8 ± 2.9 | 1.2 ± 0.1 | - |
| BSi | 16.8 ± 0.7 | 0.5 ± 0.1 | 7.5 |
| BSiMo | 20.9 ± 5.4 | 0.8 ± 0.1 | 7.5 |
| Control DGEBA (two-month cure) | 26.2 ± 3.8 | 2.9 ± 0.1 | - |
| Control DGEBA (four-month cure) | 30.9 ± 4.5 | 2.2 ± 0.1 | - |
| Hybrid DGEBA (two-month cure) | 47.0 ± 5.1 | 3.0 ± 0.2 | 15.0 |
| Hybrid DGEBA (four-month cure) | 75.2 ± 4.7 | 3.6 ± 0.1 | 15.0 |
| Hyb-L-B | 61.8 ± 2.4 | 2.6 ± 0.1 | 7.0 |
| Control Epoxy A | 42.5 ± 2.0 | 2.3 ± 0.1 | - |
| Hyb-L-A | 64.4 ± 4.1 | 2.1 ± 0.9 | 5.1 |
| Environmental Exposure | Testing Temperature (°C) | Glass Transition (°C) | Flexural Strength (MPa) | Flexural Modulus (GPa) |
|---|---|---|---|---|
| 75% R.H. | 23 | 67.7 ± 1.5 | 66.3 ± 8.1 | 3.1 ± 0.1 |
| Immersion in water | 23 | 70.5 ± 1.8 | 58.5 ± 12.5 | 3.0 ± 0.3 |
| None | 50 | - | 45.9 ± 5.5 | 3.1 ± 0.1 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frigione, M.; Lettieri, M.; Lionetto, F.; Mascia, L. Experimental Cold-Cured Nanostructured Epoxy-Based Hybrid Formulations: Properties and Durability Performance. Polymers 2020, 12, 476. https://doi.org/10.3390/polym12020476
Frigione M, Lettieri M, Lionetto F, Mascia L. Experimental Cold-Cured Nanostructured Epoxy-Based Hybrid Formulations: Properties and Durability Performance. Polymers. 2020; 12(2):476. https://doi.org/10.3390/polym12020476
Chicago/Turabian StyleFrigione, Mariaenrica, Mariateresa Lettieri, Francesca Lionetto, and Leno Mascia. 2020. "Experimental Cold-Cured Nanostructured Epoxy-Based Hybrid Formulations: Properties and Durability Performance" Polymers 12, no. 2: 476. https://doi.org/10.3390/polym12020476
APA StyleFrigione, M., Lettieri, M., Lionetto, F., & Mascia, L. (2020). Experimental Cold-Cured Nanostructured Epoxy-Based Hybrid Formulations: Properties and Durability Performance. Polymers, 12(2), 476. https://doi.org/10.3390/polym12020476