Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach




Abstract
:
1. Introduction
2. Initial Considerations and Main Synergies of the Technologies Considered
2.1. Additive Manufacturing
2.2. Parametric Design
2.3. Design Optimization
2.4. Opportunities and Synergies
2.4.1. Mass Customization
2.4.2. Lightweight Parts
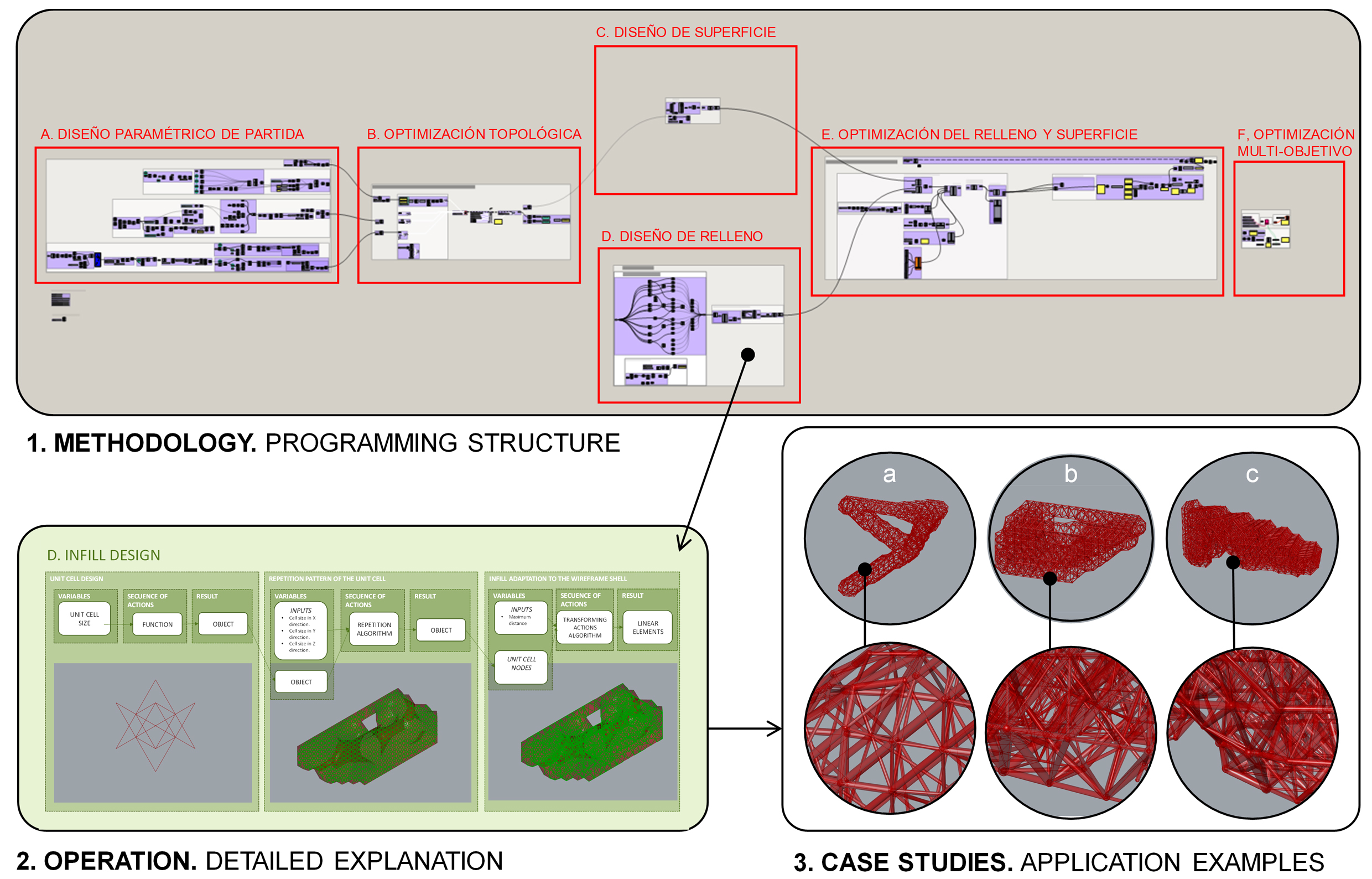
3. Methodology
3.1. Initial Parametric Design
3.2. Topology Optimization
3.3. Shell Design
3.4. Infill Design
3.4.1. Unit Cell Design
3.4.2. Cell Repetition Pattern Unit
3.4.3. Infill and Shell Coherence
3.5. Multi-Objective Optimization Problem
4. Results and Discussion
4.1. Continuous Methodology
4.2. Hierarchical Methodology
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gibson, I.; Rosen, D.W.; Stucker, B. Additive Manufacturing Technologies. Rapid Prototyping o Direct Digital Manufacturing; Springer: Boston, MA, USA, 2010; ISBN 9781441911193. [Google Scholar]
- International Organization for Standardization. ISO 17296-2:2015, Additive Manufacturing General Principles. Part 2: Overview of Process Categories and Raw Materials; International Organization for Standardization: Geneva, Switzerland, 2015. [Google Scholar]
- Tofail, S.A.M.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Pérez-Pérez, M.; Gómez, E.; Sebastián, M. Delphi prospection on additive manufacturing in 2030: Implications for education and employment in Spain. Materials 2018, 11, 1500. [Google Scholar] [CrossRef] [Green Version]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Abdulhameed, O.; Al-Ahmari, A.; Ameen, W.; Mian, S.H. Additive manufacturing: Challenges, trends, and applications. Adv. Mech. Eng. 2019, 11, 168781401882288. [Google Scholar] [CrossRef] [Green Version]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Garcia-Dominguez, A.; Claver-Gil, J.; Sebastian-Perez, M.A. Propuestas para la optimización de piezas para fabricación aditiva. Dyna Ing. E Ind. 2018, 94, 293–300. [Google Scholar] [CrossRef] [Green Version]
- García-Domínguez, A.; Claver, J.; Camacho, A.M.; Sebastián, M.A. Considerations on the applicability of test methods for mechanical characterization of materials manufactured by FDM. Materials 2019, 13, 28. [Google Scholar] [CrossRef] [Green Version]
- Rodríguez-Panes, A.; Claver, J.; Camacho, A.M. The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: A comparative analysis. Materials 2018, 11, 1333. [Google Scholar] [CrossRef] [Green Version]
- Zaldivar, R.J.; Witkin, D.B.; McLouth, T.; Patel, D.N.; Schmitt, K.; Nokes, J.P. Influence of processing and orientation print effects on the mechanical and thermal behavior of 3D-printed ULTEM® 9085 material. Addit. Manuf. 2017, 13, 71–80. [Google Scholar] [CrossRef]
- Wang, X.; Zhao, L.; Fuh, J.Y.H.; Lee, H.P. Effect of porosity on mechanical properties of 3D printed polymers: Experiments and micromechanical modeling based on x-ray computed tomography analysis. Polymers 2019, 11, 1154. [Google Scholar] [CrossRef] [Green Version]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Wang, L.; Gramlich, W.M.; Gardner, D.J. Improving the impact strength of poly(lactic acid) (PLA) in fused layer modeling (FLM). Polymer 2017, 114, 242–248. [Google Scholar] [CrossRef]
- Bajerski, P.; Pęcherski, R.B. Influence of additive manufacturing technology on mechanical properties of glass-filled fine polyamide PA3200GF. Eng. Trans. 2017, 65, 155–161. [Google Scholar]
- Mehraein, H. Impact of Process Parameters on Mechanical Properties of 3D Printed Polycaprolactone Parts. Master’s Thesis, Wichita State University, Wichita, KS, USA, July 2018. [Google Scholar]
- Aw, Y.Y.; Yeoh, C.K.; Idris, M.A.; Teh, P.L.; Hamzah, K.A.; Sazali, S.A. Effect of Printing parameters on tensile, dynamic mechanical, and thermoelectric properties of FDM 3D printed CABS/ZnO composites. Materials 2018, 11, 466. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ćwikła, G.; Grabowik, C.; Kalinowski, K.; Paprocka, I.; Ociepka, P. The influence of printing parameters on selected mechanical properties of FDM/FFF 3D-printed parts. IOP Conf. Ser. Mater. Sci. Eng. 2017, 227, 012033. [Google Scholar] [CrossRef]
- Samykano, M.; Selvamani, S.K.; Kadirgama, K.; Ngui, W.K.; Kanagaraj, G.; Sudhakar, K. Mechanical property of FDM printed ABS: Influence of printing parameters. Int. J. Adv. Manuf. Technol. 2019, 102, 2779–2796. [Google Scholar] [CrossRef]
- García Plaza, E.; Núñez López, P.; Caminero Torija, M.; Chacón Muñoz, J. Analysis of PLA geometric properties processed by FFF additive manufacturing: Effects of process parameters and plate-extruder precision motion. Polymers 2019, 11, 1581. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Goh, G.D.; Yap, Y.L.; Tan, H.K.J.; Sing, S.L.; Goh, G.L.; Yeong, W.Y. Process–structure–properties in polymer additive manufacturing via material extrusion: A review. Crit. Rev. Solid State Mater. Sci. 2020, 45, 113–133. [Google Scholar] [CrossRef]
- Valerga, A.P.; Batista, M.; Fernandez-Vidal, S.; Gamez, A. Impact of chemical post-processing in fused deposition modelling (FDM) on polylactic acid (PLA) surface quality and structure. Polymers 2019, 11, 566. [Google Scholar] [CrossRef] [Green Version]
- Valerga, A.P.; Batista, M.; Salguero, J.; Girot, F. Influence of PLA Filament Conditions on Characteristics of FDM Parts. Materials 2018, 11, 1322. [Google Scholar] [CrossRef] [Green Version]
- Yin, J.; Lu, C.; Fu, J.; Huang, Y.; Zheng, Y. Interfacial bonding during multi-material fused deposition modeling (FDM) process due to inter-molecular diffusion. Mater. Des. 2018, 150, 104–112. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Farina, I.; Colangelo, F.; Feo, L.; Fraternali, F. Multi-material additive manufacturing of sustainable innovative materials and structures. Polymers 2019, 11, 62. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Striemann, P.; Hülsbusch, D.; Niedermeier, M.; Walther, F. Optimization and quality evaluation of the interlayer bonding performance of additively manufactured polymer structures. Polymers 2020, 12, 1166. [Google Scholar] [CrossRef] [PubMed]
- Garcia-Dominguez, A.; Claver, J.; Camacho, A.M.; Sebastian, M.A. Analysis of general and specific standardization developments in additive manufacturing from a materials and technological approach. IEEE Access 2020, 8, 125056–125075. [Google Scholar] [CrossRef]
- Forster, A.M. Materials Testing Standards for Additive Manufacturing of Polymer Materials: State of the Art and Standards Applicability; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2015. [Google Scholar]
- Lubombo, C.; Huneault, M.A. Effect of infill patterns on the mechanical performance of lightweight 3D-printed cellular PLA parts. Mater. Today Commun. 2018, 17, 214–228. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H. Effect of filling pattern on the tensile and flexural mechanical properties of FDM 3D printed products. Exp. Mech. 2019, 59, 883–897. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of infill parameters on tensile mechanical behavior in desktop 3D printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Zanetti, E.M.; Aldieri, A.; Terzini, M.; Calì, M.; Franceschini, G.; Bignardi, C. Additively manufactured custom load-bearing implantable devices: Grounds for caution What this review adds. Australas. Med. J. 2017, 10, 694–700. [Google Scholar]
- Ambu, R.; Motta, A.; Cali, M. Design of a customized neck orthosis for FDM manufacturing with a new sustainable bio-composite. In Design Tools and Methods in Industrial Engineering; Springer: Cham, Germany, 2020; pp. 707–718. ISBN 978-3-030-31153-7. [Google Scholar]
- Leary, M. Design for Additive Manufacturing; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 9780128167212. [Google Scholar]
- Zhang, Y.; Bernard, A.; Gupta, R.K.; Harik, R. Evaluating the design for additive manufacturing: A process planning perspective. Procedia CIRP 2014, 21, 144–150. [Google Scholar] [CrossRef] [Green Version]
- Medellin-Castillo, H.I.; Zaragoza-Siqueiros, J. Design and manufacturing strategies for fused deposition modelling in additive manufacturing: A review. Chinese J. Mech. Eng. 2019, 32, 53. [Google Scholar] [CrossRef] [Green Version]
- Huang, J.; Chen, Q.; Jiang, H.; Zou, B.; Li, L.; Liu, J.; Yu, H. A survey of design methods for material extrusion polymer 3D printing. Virtual Phys. Prototyp. 2020, 15, 148–162. [Google Scholar] [CrossRef]
- Grasshopper-Algorithmic Modeling for Rhino. Available online: https://www.grasshopper3d.com/ (accessed on 19 July 2020).
- García-Domínguez, A. Methodology for the Optimization of Parts Obtained by Additive Manufacturing into Mass Customization Strategies. Ph.D. Thesis, Universidad Nacional de Educación a Distancia, Madrid, Spain, December 2019. [Google Scholar]
- Van Stralen, M. Mass Customization: A critical perspective on parametric design, digital fabrication and design democratization. In Proceedings of the 22th Conference of the Iberoamerican Society of Digital Graphics, Sào Carlos, Brazil, 1 November 2018; pp. 142–149. [Google Scholar]
- Radder, L.; Louw, L. Mass customization and mass production. TQM Mag. 1999, 11, 35–40. [Google Scholar] [CrossRef]
- Tsigkas, A.; Chatzopoulos, C. From design to manufacturing for mass customization. In Proceedings of the 3rd International Conference MCP, Istanbul, Turkey, 2–6 June 2009. [Google Scholar]
- Smith, S.; Jiao, R.; Chu, C.H. Editorial: Advances in mass customization. J. Intell. Manuf. 2013, 24, 873–876. [Google Scholar] [CrossRef] [Green Version]
- Paoletti, I. Mass customization with additive manufacturing: New perspectives for multi performative building components in architecture. Procedia Eng. 2017, 180, 1150–1159. [Google Scholar] [CrossRef]
- García-Domínguez, A.; Claver, J.; Sebastián, M.A. Mass customasing through designs parametrisation. In Proceedings of the 22nd International Conference on Project Management and Engineering, Madrid, Spain, 9–13 July 2018. [Google Scholar]
- Teng, C.-L.; Chen, J.-Y.; Chang, T.-L.; Hsiao, S.-K.; Hsieh, Y.-K.; Villalobos Gorday, K.; Cheng, Y.-L.; Wang, J. Design of photocurable, biodegradable scaffolds for liver lobule regeneration via digital light process-additive manufacturing. Biofabrication 2020, 12, 035024. [Google Scholar] [CrossRef]
- Griffin, M.; Castro, N.; Bas, O.; Saifzadeh, S.; Butler, P.; Hutmacher, D.W. The current versatility of polyurethane three-dimensional printing for biomedical applications. Tissue Eng. Part B Rev. 2020, 26, 272–283. [Google Scholar] [CrossRef]
- Sherwood, R.G.; Murphy, N.; Kearns, G.; Barry, C. The use of 3D printing technology in the creation of patient-specific facial prostheses. Irish J. Med. Sci. 2020. [Google Scholar] [CrossRef]
- Culmone, C.; Henselmans, P.W.J.; van Starkenburg, R.I.B.; Breedveld, P. Exploring non-assembly 3D printing for novel compliant surgical devices. PLoS ONE 2020, 15, e0232952. [Google Scholar] [CrossRef] [PubMed]
- Tan, Y.J.N.; Yong, W.P.; Kochhar, J.S.; Khanolkar, J.; Yao, X.; Sun, Y.; Ao, C.K.; Soh, S. On-demand fully customizable drug tablets via 3D printing technology for personalized medicine. J. Control. Release 2020, 322, 42–52. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Xu, Y.; Philip Chi Lip, K.C.L.; Kang, L. Pharmaceutical applications of 3D printing. Addit. Manuf. 2020, 34, 101209. [Google Scholar] [CrossRef]
- Mohammed, A.; Elshaer, A.; Sareh, P.; Elsayed, M.; Hassanin, H. Additive manufacturing technologies for drug delivery applications. Int. J. Pharm. 2020, 580, 119245. [Google Scholar] [CrossRef]
- Dong, X.-P.; Zhang, Y.-W.; Pei, Y.-J.; Wang, Z.; Zhang, X.-X.; Yu, X.-L.; Ai, Z.-Z.; Mei, Y.-X.; Li, J.-N. Three-dimensional printing for the accurate orthopedics: Clinical cases analysis. Bio-Design Manuf. 2020, 3, 122–132. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. 3D printed tissue and organ using additive manufacturing: An overview. Clin. Epidemiol. Glob. Heal. 2020, 8, 586–594. [Google Scholar] [CrossRef] [Green Version]
- Paolini, A.; Kollmannsberger, S.; Rank, E. Additive manufacturing in construction: A review on processes, applications, and digital planning methods. Addit. Manuf. 2019, 30, 100894. [Google Scholar] [CrossRef]
- Johnson, K.; Zemba, M.; Conner, B.P.; Walker, J.; Burden, E.; Rogers, K.; Cwiok, K.R.; Macdonald, E.; Cortes, P. Digital manufacturing of pathologically-complex 3D printed antennas. IEEE Access 2019, 7, 39378–39389. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Van de Werken, N.; Tekinalp, H.; Khanbolouki, P.; Ozcan, S.; Williams, A.; Tehrani, M. Additively manufactured carbon fiber-reinforced composites: State of the art and perspective. Addit. Manuf. 2020, 31, 100962. [Google Scholar] [CrossRef]
- Rodriguez-Prieto, A.; Camacho, A.M.; Aragon, A.M.; Sebastian, M.A.; Yanguas-Gil, A. Polymers selection for harsh environments to be processed using additive manufacturing techniques. IEEE Access 2018, 6, 29899–29911. [Google Scholar] [CrossRef]
- Culot, G.; Orzes, G.; Sartor, M.; Nassimbeni, G. The future of manufacturing: A delphi-based scenario analysis on industry 4.0. Technol. Forecast. Soc. Chang. 2020, 157, 120092. [Google Scholar] [CrossRef] [PubMed]
- Elhoone, H.; Zhang, T.; Anwar, M.; Desai, S. Cyber-based design for additive manufacturing using artificial neural networks for industry 4.0. Int. J. Prod. Res. 2019, 58, 2841–2861. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Additive manufacturing applications in industry 4.0: A review. J. Ind. Integr. Manag. 2019, 4, 23. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an industry 4.0 context: The role of augmented reality and additive manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Mehrpouya, M.; Dehghanghadikolaei, A.; Fotovvati, B.; Vosooghnia, A.; Emamian, S.S.; Gisario, A. The potential of additive manufacturing in the smart factory industrial 4.0: A review. Appl. Sci. 2019, 9, 3865. [Google Scholar] [CrossRef] [Green Version]
- Caetano, I.; Santos, L.; Leitão, A. Computational design in architecture: Defining parametric, generative, and algorithmic design. Front. Archit. Res. 2020, 9, 287–300. [Google Scholar] [CrossRef]
- Kalay, Y.E. Modelling Objects and Environments (Principles of Computer Aided Design); John Wiley & Sons Inc.: New York, NY, USA, 1989; ISBN 978-0471853886. [Google Scholar]
- Janssen, P.; Stouffs, R. Types of parametric modelling. In Proceedings of the 20th International Conference of the Association Computer-Aided Architectural Design Research in Asia (CAADRIA 2015), Daegu, Korea, 20–23 May 2015; pp. 157–166. [Google Scholar]
- Lei, H.Y.; Li, J.R.; Xu, Z.J.; Wang, Q.H. Parametric design of Voronoi-based lattice porous structures. Mater. Des. 2020, 191, 108607. [Google Scholar] [CrossRef]
- Peng, W.; Gonzalez-Ayala, J.; Guo, J.; Chen, J.; Hernández, A.C. An alkali metal thermoelectric converter hybridized with a Brayton heat engine: Parametric design strategies and energetic optimization. J. Clean. Prod. 2020, 260, 120953. [Google Scholar] [CrossRef] [Green Version]
- Osyczka, A. Multicriteria optimization for engineering design. In Design Optimization; Gero, J.S.B.T.-D.O., Ed.; Elsevier: Amsterdam, The Netherlands, 1985; pp. 193–227. ISBN 978-0-12-280910-1. [Google Scholar]
- Modrak, V.; Soltysova, Z. Batch size optimization of multi-stage flow lines in terms of mass customization. Int. J. Simul. Model. 2020, 19, 219–230. [Google Scholar] [CrossRef]
- Milazzo, M.; Spezzaneve, A.; Persichetti, A.; Tomasi, M.; Peselli, V.; Messina, A.; Gambineri, F.; Aringhieri, G.; Roccella, S. Digital and experimental synergies to design high-heeled shoes. Int. J. Adv. Manuf. Technol. 2020, 109, 385–395. [Google Scholar] [CrossRef]
- Singh, S.; Singh, G.; Prakash, C.; Ramakrishna, S. Current status and future directions of fused filament fabrication. J. Manuf. Process. 2020, 55, 288–306. [Google Scholar] [CrossRef]
- Zhou, L.-Y.; Fu, J.; He, Y. A review of 3D printing technologies for soft polymer materials. Adv. Funct. Mater. 2020, 30, 2000187. [Google Scholar] [CrossRef]
- Barrios-Muriel, J.; Romero-Sánchez, F.; Alonso-Sánchez, F.J.; Rodríguez Salgado, D. Advances in orthotic and prosthetic manufacturing: A technology review. Materials 2020, 13, 295. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kromoser, B.; Pachner, T. Optiknot 3D—Free-formed frameworks out of wood with mass customized knots produced by FFF additive manufactured polymers: Experimental investigations, design approach and construction of a prototype. Polymers 2020, 12, 965. [Google Scholar] [CrossRef] [Green Version]
- Modrak, V.; Soltysova, Z. Management of product configuration conflicts to increase the sustainability of mass customization. Sustainability 2020, 12, 3610. [Google Scholar] [CrossRef]
- Costa, E.C.E.; Jorge, J.; Knochel, A.D.; Duarte, J.P. Enabling parametric design space exploration by non-designers. Artif. Intell. Eng. Des. Anal. Manuf. 2020, 34, 160–175. [Google Scholar] [CrossRef]
- Zhao, S.; Zhang, Q.; Peng, Z.; Fan, Y. Integrating customer requirements into customized product configuration design based on Kano’s model. J. Intell. Manuf. 2020, 31, 597–613. [Google Scholar] [CrossRef]
- Jost, P.J.; Süsser, T. Company-customer interaction in mass customization. Int. J. Prod. Econ. 2020, 220, 107454. [Google Scholar] [CrossRef]
- Dou, R.; Huang, R.; Nan, G.; Liu, J. Less diversity but higher satisfaction: An intelligent product configuration method for type-decreased mass customization. Comput. Ind. Eng. 2020, 142, 106336. [Google Scholar] [CrossRef]
- Tookanlou, P.B.; Wong, H. Determining the optimal customization levels, lead times, and inventory positioning in vertical product differentiation. Int. J. Prod. Econ. 2020, 221, 107479. [Google Scholar] [CrossRef]
- Martínez-Olvera, C. An entropy-based formulation for assessing the complexity level of a mass customization industry 4.0 environment. Math. Probl. Eng. 2020, 2020, 1–19. [Google Scholar] [CrossRef]
- Kolarevic, B. From mass customisation to design “democratisation”. Archit. Des. 2015, 85, 48–53. [Google Scholar] [CrossRef]
- Yang, L.; Harrysson, O.L.A.; Cormier, D.; West, H.; Zhang, S.; Gong, H.; Stucker, B. Design for additively manufactured lightweight structure: A perspective. In The Solid Freeform Fabrication 2016, Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium-An Additive Manufacturing Conference; The University of Texas: Austin, TX, USA, 2016; pp. 2165–2180. [Google Scholar]
- Roger, F.; Krawczak, P. 3D-printing of thermoplastic structures by FDM using heterogeneous infill and multi-materials: An integrated design-advanced manufacturing approach for factories of the future abstract. In Proceedings of the 22ème Congrès Français de Mécanique, Lyon, France, 24–28 August 2015; p. 7. [Google Scholar]
- Feng, J.; Fu, J.; Lin, Z.; Shang, C.; Li, B. A review of the design methods of complex topology structures for 3D printing. Vis. Comput. Ind. Biomed. Art 2018, 1, 5. [Google Scholar] [CrossRef] [PubMed]
- Orme, M.; Madera, I.; Gschweitl, M.; Ferrari, M. Topology optimization for additive manufacturing as an enabler for light weight flight hardware. Designs 2018, 2, 51. [Google Scholar] [CrossRef] [Green Version]
- Suresh, K. Efficient microstructural design for additive manufacturing. In Proceedings of the ASME 2014 International Design Engineering Technical Conferences & Computers and Information in Engineering Conference, Buffalo, NY, USA, 17–20 August 2014; p. DETC2014-34383. [Google Scholar]
- Saadlaoui, Y.; Milan, J.-L.; Rossi, J.-M.; Chabrand, P. Topology optimization and additive manufacturing: Comparison of conception methods using industrial codes. J. Manuf. Syst. 2017, 43, 178–186. [Google Scholar] [CrossRef]
- García-Domínguez, A.; Claver, J.; Sebastián, M.A. Study for the selection of design software for 3D printing topological optimization. Procedia Manuf. 2017, 13, 903–909. [Google Scholar] [CrossRef]
- Robert McNeel & Associates Rhinoceros. Available online: https://www.rhino3d.com/ (accessed on 29 July 2020).
- Food4Rhino. Available online: https://www.food4rhino.com/ (accessed on 28 July 2020).
- Barrios Hernandez, C.R. Thinking parametric design: Introducing parametric gaudi. Des. Stud. 2006, 27, 309–324. [Google Scholar] [CrossRef]
- Park, H.; Lee, K.H. A new parametric control method for freeform mesh models. Int. J. Adv. Manuf. Technol. 2005, 27, 313–320. [Google Scholar] [CrossRef]
- Sheffer, A.; Ungor, A. Efficient adaptive meshing of parametric models. J. Comput. Inf. Sci. Eng. 2001, 1, 366–375. [Google Scholar] [CrossRef]
- Fraile, M. El nuevo paradigma contemporáneo. Del diseño paramétrico a la morfogénesis digital. Teor. Arquit. Contemponaneidad 2014, 2–11. [Google Scholar]
- Chang, K.-H. Design Theory and Methods Using CAD/CAE; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9780123985125. [Google Scholar]
- Wang, W.; Wang, T.Y.; Yang, Z.; Liu, L.; Tong, X.; Tong, W.; Deng, J.; Chen, F.; Liu, X. Cost-effective printing of 3D objects with skin-frame structures. ACM Trans. Graph. 2013, 32, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Mahmoud, D.; Elbestawi, M. Lattice structures and functionally graded materials applications in additive manufacturing of orthopedic implants: A review. J. Manuf. Mater. Process. 2017, 1, 13. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F. Cellular Solids. Structure and Properties; Cambridge University Press: Cambridge, UK, 1997; ISBN 9781139878326. [Google Scholar]
- García-Domínguez, A.; Claver, J.; Sebastián, M.A. Infill optimization for pieces obtained by 3D printing. Procedia Manuf. 2019, 41, 193–199. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Structural Analysis Based in FEM | Topology Optimization | Mono-Objective Optimization | Multi-Objective Optimization | Cellular Infill | Loops |
|---|---|---|---|---|---|
| Karamba Millipede | Toppot (2d) Millipide (2d & 3d) Topos Mololith | Galapagos Goat Millipede (structural optimization) Karamba (structural optimization) Octopus | Octopus Octopus e. | Monolith Crystallon Intralattice | Anemone Loop Octopus loop Hoopsnake |
| Objectives | Variables | Restrictions | |
|---|---|---|---|
| General volume | Minimum volume | Load position Initial geometry variables | Distance and direction restrictions with the initial geometry given by the load cases Geometry restrictions |
| Shell | Maximum stiffness Minimum volume | Wireframe shell bar section Wireframe shell size | Minimum and maximum wireframe shell bar section Geometry restrictions |
| Infill | Maximum stiffness Minimum volume | Infill bar section Lattice infill size | Minimum and maximum Infill bar section Geometry restrictions |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
García-Dominguez, A.; Claver, J.; Sebastián, M.A. Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach. Polymers 2020, 12, 1993. https://doi.org/10.3390/polym12091993
García-Dominguez A, Claver J, Sebastián MA. Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach. Polymers. 2020; 12(9):1993. https://doi.org/10.3390/polym12091993
Chicago/Turabian StyleGarcía-Dominguez, Amabel, Juan Claver, and Miguel A. Sebastián. 2020. "Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach" Polymers 12, no. 9: 1993. https://doi.org/10.3390/polym12091993
APA StyleGarcía-Dominguez, A., Claver, J., & Sebastián, M. A. (2020). Integration of Additive Manufacturing, Parametric Design, and Optimization of Parts Obtained by Fused Deposition Modeling (FDM). A Methodological Approach. Polymers, 12(9), 1993. https://doi.org/10.3390/polym12091993