Failure of Glass Fibre-Reinforced Polypropylene Metal Laminate Subjected to Close-Range Explosion


 ,
,  and
and
Abstract
:1. Introduction
2. Panel Fabrication
3. Experimental Procedure
4. Results and Discussions
4.1. Failure Mode Definition
4.2. Response of FMLs in Group A
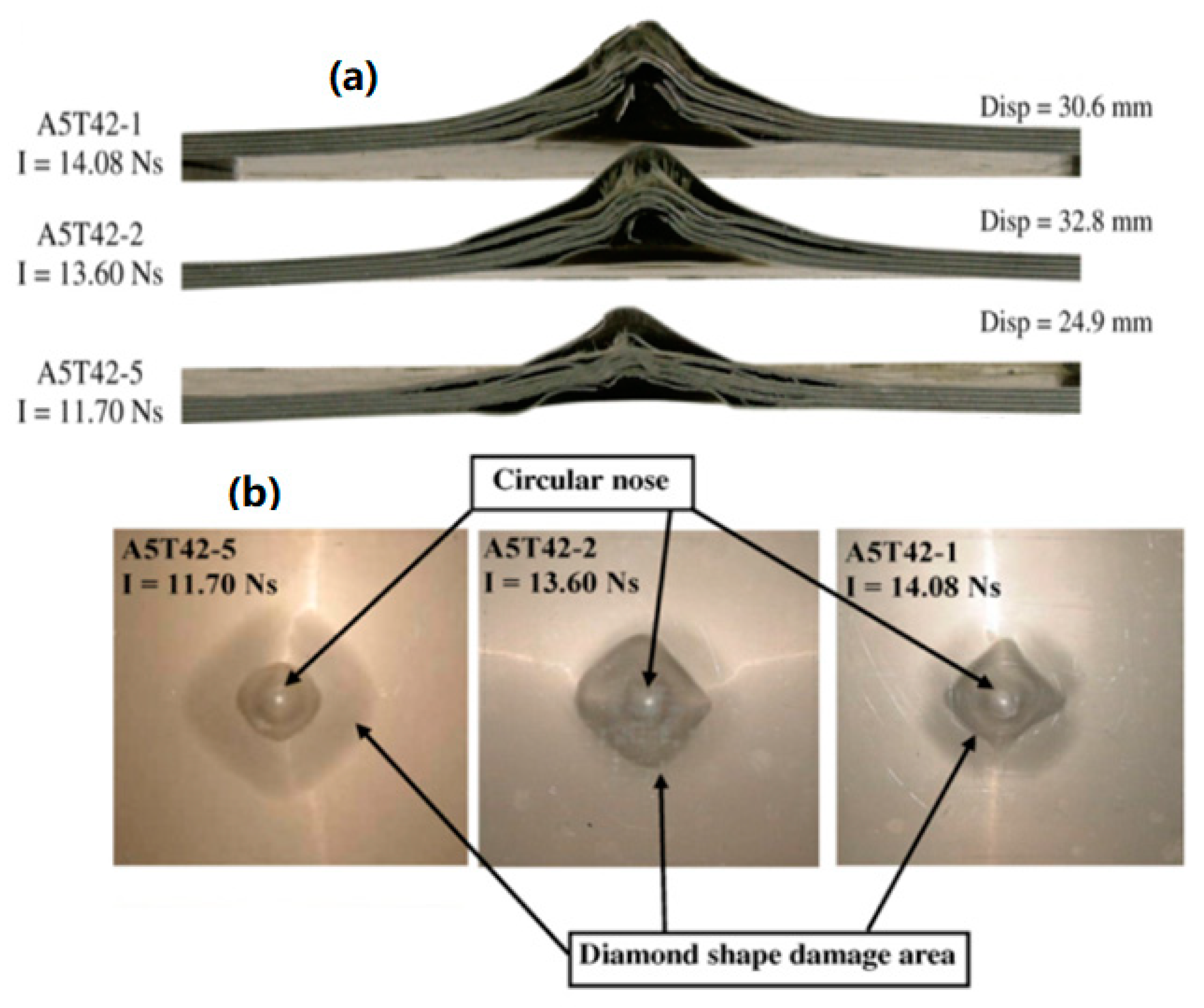
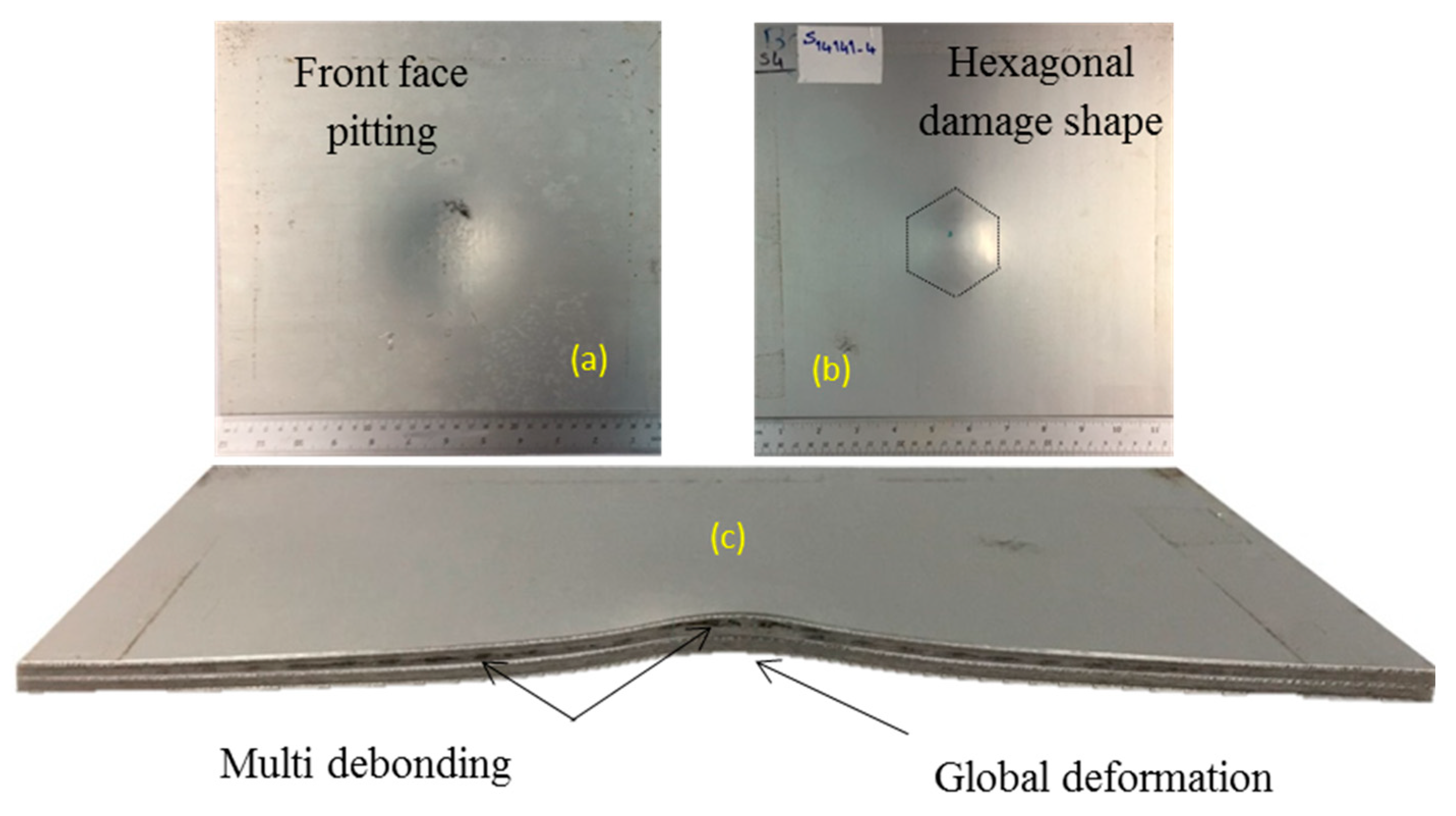
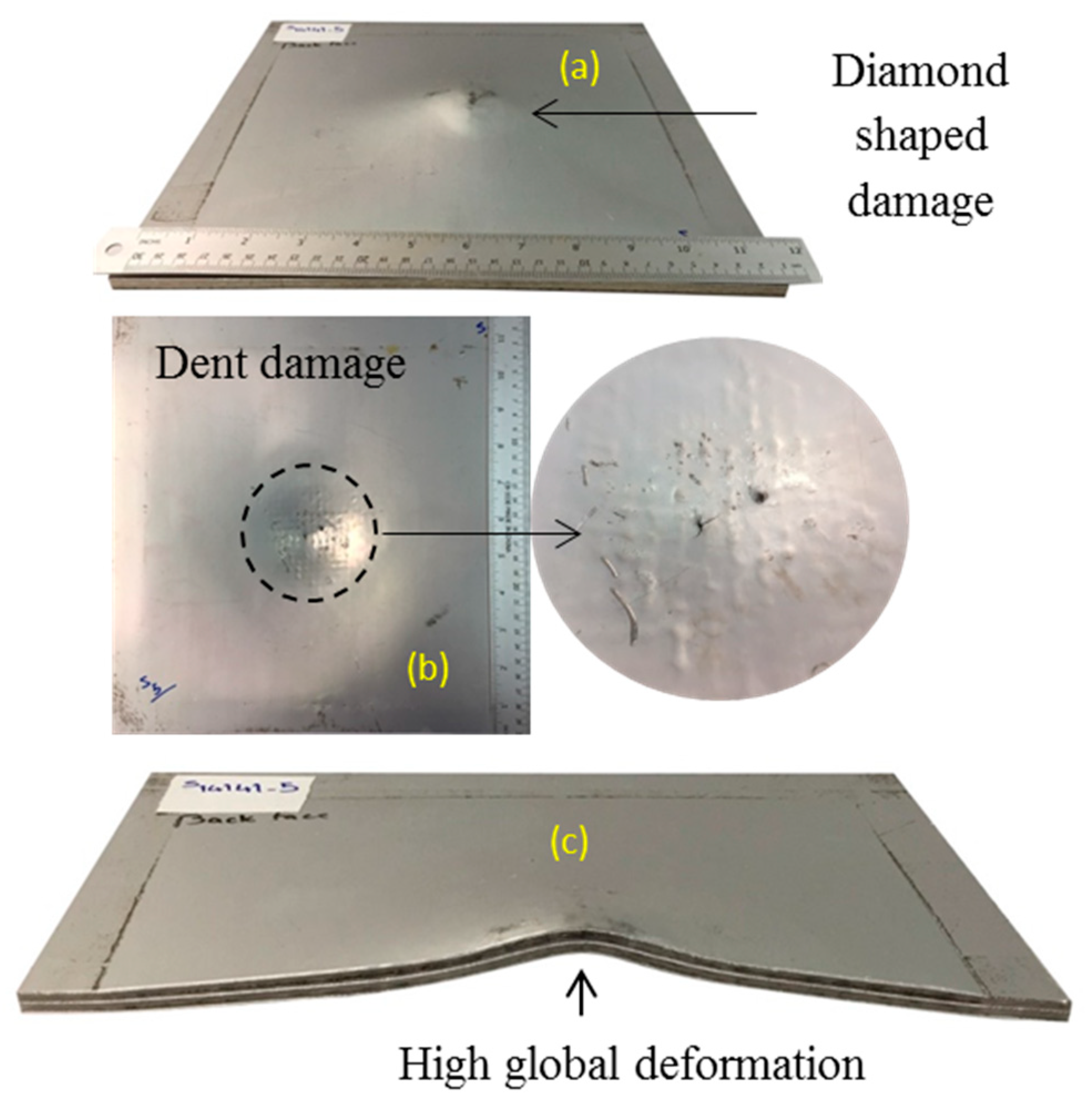
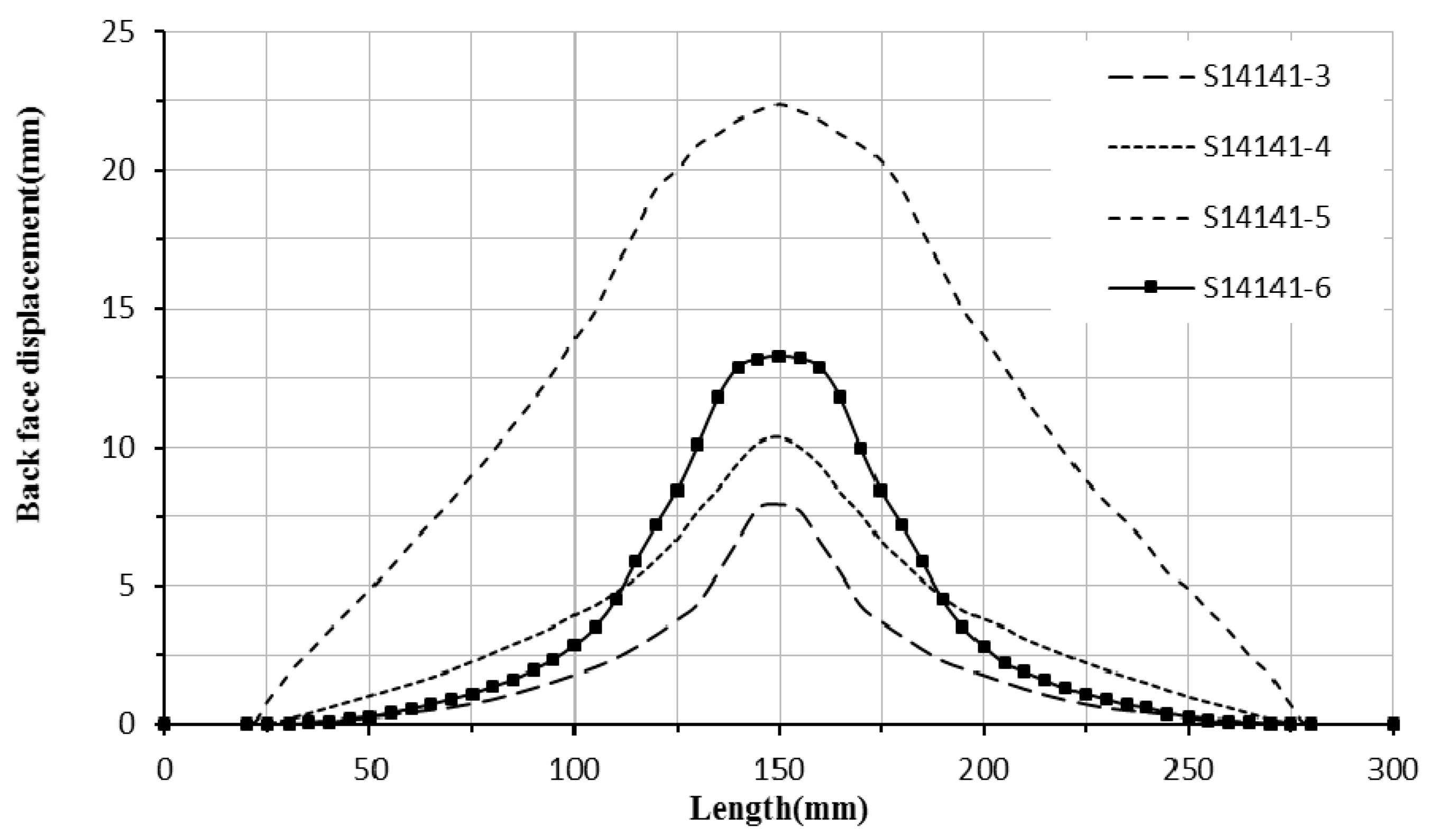
4.3. Response of FMLs in Group B
4.4. Behaviour of FML Panel against Blast Impulse
4.5. The Effect of Stand-Off Distance in Close-Range Explosion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tekalur, S.A.; Shivakumar, K.; Shukla, A. Mechanical behavior and damage evolution in E-glass vinyl ester and carbon composites subjected to static and blast loads. Compos. Part B 2008, 39, 57–65. [Google Scholar] [CrossRef]
- Yahya, M.Y.; Cantwell, W.J.; Langdon, G.S.; Nurick, G.N. The Blast Behavior of Fiber Reinforced Thermoplastic Laminates. J. Compos. Mater. 2008, 42, 2275–2297. [Google Scholar] [CrossRef]
- Kumar, P.; Stargel, D.S.; Shukla, A. Effect of plate curvature on blast response of carbon composite panels. Compos. Struct. 2013, 99, 19–30. [Google Scholar] [CrossRef]
- Yahya, M.Y.; Cantwell, W.J.; Langdon, G.S.; Nurick, G.N. The blast resistance of a woven carbon fiber-reinforced epoxy composite. J. Compos. Mater. 2011, 45, 789–801. [Google Scholar] [CrossRef] [Green Version]
- Rajendran, R.; Lee, J.M. Blast loaded plates. Mar. Struct. 2009, 22, 99–127. [Google Scholar] [CrossRef]
- Nurick, G.N.; Martin, J.B. Deformation of thin plates subjected to impulsive loading-a review Part II: Experimental studies. Int. J. Impact Eng. 1989, 8, 171–186. [Google Scholar] [CrossRef]
- Mouritz, A.P. Advances in understanding the response of fibre-based polymer composites to shock waves and explosive blasts. Compos. Part A 2019, 125, 105502. [Google Scholar] [CrossRef]
- Chai, G.B.; Manikandan, P. Low velocity impact response of fibre-metal laminates—A review. Compos. Struct. 2014, 107, 363–381. [Google Scholar] [CrossRef]
- Li, X.; Yahya, M.Y.; Nia, A.B.; Wang, Z.; Yang, J.; Lu, G. Dynamic failure of basalt/epoxy laminates under blast—Experimental observation. Int. J. Impact Eng. 2017, 102, 16–26. [Google Scholar] [CrossRef]
- Alderliesten, R.C.; Benedictus, R. Fiber/metal composite technology for future primary aircraft structures. J. Aircr. 2008, 45, 1182–1189. [Google Scholar] [CrossRef]
- Vogelesang, L.B.; Vlot, A. Development of fibre metal laminates for advanced aerospace structures. J. Mater. Process. Technol. 2000, 103, 1–5. [Google Scholar] [CrossRef]
- Cortés, P.; Cantwell, W.J. The fracture properties of a fibre-metal laminate based on magnesium alloy. Compos. Part B 2005, 37, 163–170. [Google Scholar] [CrossRef]
- Cortés, P.; Cantwell, W.J. The prediction of tensile failure in titanium-based thermoplastic fibre-metal laminates. Compos. Sci. Technol. 2006, 66, 2306–2316. [Google Scholar] [CrossRef]
- Sinmazçelik, T.; Avcu, E.; Bora, M.Ö.; Çoban, O. A review: Fibre metal laminates, background, bonding types and applied test methods. Mater. Des. 2011, 32, 3671–3685. [Google Scholar] [CrossRef]
- Vlot, A. Impact loading on fibre metal laminates. Int. J. Impact Eng. 1996, 18, 291–307. [Google Scholar] [CrossRef]
- Sadighi, M.; Alderliesten, R.C.; Benedictus, R. Impact resistance of fiber-metal laminates: A review. Int. J. Impact Eng. 2012, 49, 77–90. [Google Scholar] [CrossRef]
- Carrillo, J.G.; Cantwell, W.J. Mechanical properties of a novel fiber-metal laminate based on a polypropylene composite. Mech. Mater. 2009, 41, 828–838. [Google Scholar] [CrossRef]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. JOM 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Rothe, F.; Dér, A.; Kabala, P.; Thiede, S.; Beuscher, J.; Herrmann, C.; Dröder, K. Economic evaluation of alternative process chains for the large-scale manufacturing of metal-fibre laminates. Procedia CIRP 2019, 85, 13–19. [Google Scholar] [CrossRef]
- Langdon, G.S.; Lemanski, S.L.; Nurick, G.N.; Simmons, M.C.; Cantwell, W.J.; Schleyer, G.K. Behaviour of fibre-metal laminates subjected to localised blast loading: Part I-Experimental observations. Int. J. Impact Eng. 2007, 34, 1202–1222. [Google Scholar] [CrossRef]
- Langdon, G.S.; Cantwell, W.J.; Nurick, G.N. The blast response of novel thermoplastic-based fibre-metal laminates—Some preliminary results and observations. Compos. Sci. Technol. 2005, 65, 861–872. [Google Scholar] [CrossRef]
- Langdon, G.S.; Nurick, G.N.; Cantwell, W.J. The response of fibre metal laminate panels subjected to uniformly distributed blast loading. Eur. J. Mech. A/Solids 2008, 27, 107–115. [Google Scholar] [CrossRef] [Green Version]
- Lemanski, S.L.; Nurick, G.N.; Langdon, G.S.; Simmons, M.S.; Cantwell, W.J.; Schleyer, G.K. Understanding the behaviour of fibre metal laminates subjected to localised blast loading. Compos. Struct. 2006, 76, 82–87. [Google Scholar] [CrossRef]
- Ma, X.; Li, X.; Li, S.; Li, R.; Wang, Z.; Wu, G. Blast response of gradient honeycomb sandwich panels with basalt fiber metal laminates as skins. Int. J. Impact Eng. 2019, 123, 126–139. [Google Scholar] [CrossRef]
- Sitnikova, E.; Guan, Z.W.; Schleyer, G.K.; Cantwell, W.J. Modelling of perforation failure in fibre metal laminates subjected to high impulsive blast loading. Int. J. Solids Struct. 2014, 51, 3135–3146. [Google Scholar] [CrossRef] [Green Version]
- Abdi, B.; Koloor, S.S.R.; Abdullah, M.R.; Amran, A.; bin Yahya, M.Y. Effect of strain-rate on flexural behavior of composite sandwich panel. Appl. Mech. Mater. 2012, 229, 766–770. [Google Scholar] [CrossRef]
- Karagiozova, D.; Langdon, G.S.; Nurick, G.N.; Yuen, S.C.K. Simulation of the response of fibre-metal laminates to localised blast loading. Int. J. Impact Eng. 2010, 37, 766–782. [Google Scholar] [CrossRef]
- Vo, T.P.; Guan, Z.W.; Cantwell, W.J.; Schleyer, G.K. Modelling of the low-impulse blast behaviour of fibre-metal laminates based on different aluminium alloys. Compos. Part B 2013, 44, 141–151. [Google Scholar] [CrossRef] [Green Version]
- Vo, T.P.; Guan, Z.W.; Cantwell, W.J.; Schleyer, G.K. Low-impulse blast behaviour of fibre-metal laminates. Compos. Struct. 2012, 94, 954–965. [Google Scholar] [CrossRef] [Green Version]
- Brown, K.A.; Brooks, R.; Warrior, N.A. The static and high strain rate behaviour of a commingled E-glass/polypropylene woven fabric composite. Compos. Sci. Technol. 2010, 70, 272–283. [Google Scholar] [CrossRef]
- Lemanski, S.L.; Nurick, G.N.; Langdon, G.S.; Simmons, M.C.; Cantwell, W.J.; Schleyer, G.K. Behaviour of fibre metal laminates subjected to localised blast loading-Part II: Quantitative analysis. Int. J. Impact Eng. 2007, 34, 1223–1245. [Google Scholar] [CrossRef]
- Langdon, G.S.; Nurick, G.N.; Lemanski, S.L.; Simmons, M.C.; Cantwell, W.J.; Schleyer, G.K. Failure characterisation of blast-loaded fibre-metal laminate panels based on aluminium and glass-fibre reinforced polypropylene. Compos. Sci. Technol. 2007, 67, 1385–1405. [Google Scholar] [CrossRef]
- Bonorchis, D.; Nurick, G.N. The influence of boundary conditions on the loading of rectangular plates subjected to localised blast loading-importance in numerical simulations. Int. J. Impact Eng. 2009, 36, 40–52. [Google Scholar] [CrossRef]
- Jing, L.; Wang, Z.; Zhao, L. Measurement of Impulse Acted on a Structure Subjected to Blast Loading. J. Exp. Mech. 2009, 24, 151–156. [Google Scholar]
- Langdon, G.S.; Cantwell, W.J.; Nurick, G.N. Localised blast loading of fibre-metal laminates with a polyamide matrix. Compos. Part B 2007, 38, 902–913. [Google Scholar] [CrossRef]
- Li, W.; Huang, G.; Bai, Y.; Dong, Y.; Feng, S. Dynamic response of spherical sandwich shells with metallic foam core under external air blast loading—Numerical simulation. Compos. Struct. 2014, 116, 612–625. [Google Scholar] [CrossRef]
- Vannucci, P.; Masi, F.; Stefanou, I. A Comparative Study on the Effects of Blast Actions on a Monumental Structure; HAL: Paris, France, 2017. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples Code | Lay-Up Arrangement FML (3/2) | Thickness (mm) | Weight (g) |
|---|---|---|---|
| S14141-1 | 1/4/1/4/1 | 7.11 | 1160 |
| S14141-2 | 7.09 | 1165 | |
| S14141-6 | 7.13 | 1154 | |
| S14141-3 | 7.09 | 1161 | |
| S14141-4 | 6.98 | 1168 | |
| S14141-5 | 7.1 | 1152 |
| Group | FML Code | Mass of Charge (g) | SOD (mm) | Impulse (N.s) | Failure Mode | Backface Deflection (mm) |
|---|---|---|---|---|---|---|
| A | S14141-1 | 20 | 4 | 16.5 | II | ---- |
| S14141-2 | 15 | 4 | 12.5 | II | ---- | |
| S14141-6 | 10 | 4 | 6.7 | I-CN | 13.31 | |
| B | S14141-3 | 15 | 14 | 14.7 | I-CF | 7.9 |
| S14141-4 | 20 | 14 | 18.8 | I-H | 10.36 | |
| S14141-5 | 30 | 14 | 31.2 | I-D | 22.36 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bassiri Nia, A.; Xin, L.; Yahya, M.Y.; Ayob, A.; Farokhi Nejad, A.; Rahimian Koloor, S.S.; Petrů, M. Failure of Glass Fibre-Reinforced Polypropylene Metal Laminate Subjected to Close-Range Explosion. Polymers 2020, 12, 2139. https://doi.org/10.3390/polym12092139
Bassiri Nia A, Xin L, Yahya MY, Ayob A, Farokhi Nejad A, Rahimian Koloor SS, Petrů M. Failure of Glass Fibre-Reinforced Polypropylene Metal Laminate Subjected to Close-Range Explosion. Polymers. 2020; 12(9):2139. https://doi.org/10.3390/polym12092139
Chicago/Turabian StyleBassiri Nia, Amin, Li Xin, Mohd Yazid Yahya, Amran Ayob, Ali Farokhi Nejad, Seyed Saeid Rahimian Koloor, and Michal Petrů. 2020. "Failure of Glass Fibre-Reinforced Polypropylene Metal Laminate Subjected to Close-Range Explosion" Polymers 12, no. 9: 2139. https://doi.org/10.3390/polym12092139
APA StyleBassiri Nia, A., Xin, L., Yahya, M. Y., Ayob, A., Farokhi Nejad, A., Rahimian Koloor, S. S., & Petrů, M. (2020). Failure of Glass Fibre-Reinforced Polypropylene Metal Laminate Subjected to Close-Range Explosion. Polymers, 12(9), 2139. https://doi.org/10.3390/polym12092139