Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications

 ,
,  , ,
, ,
Abstract
:1. Introduction
- (1)
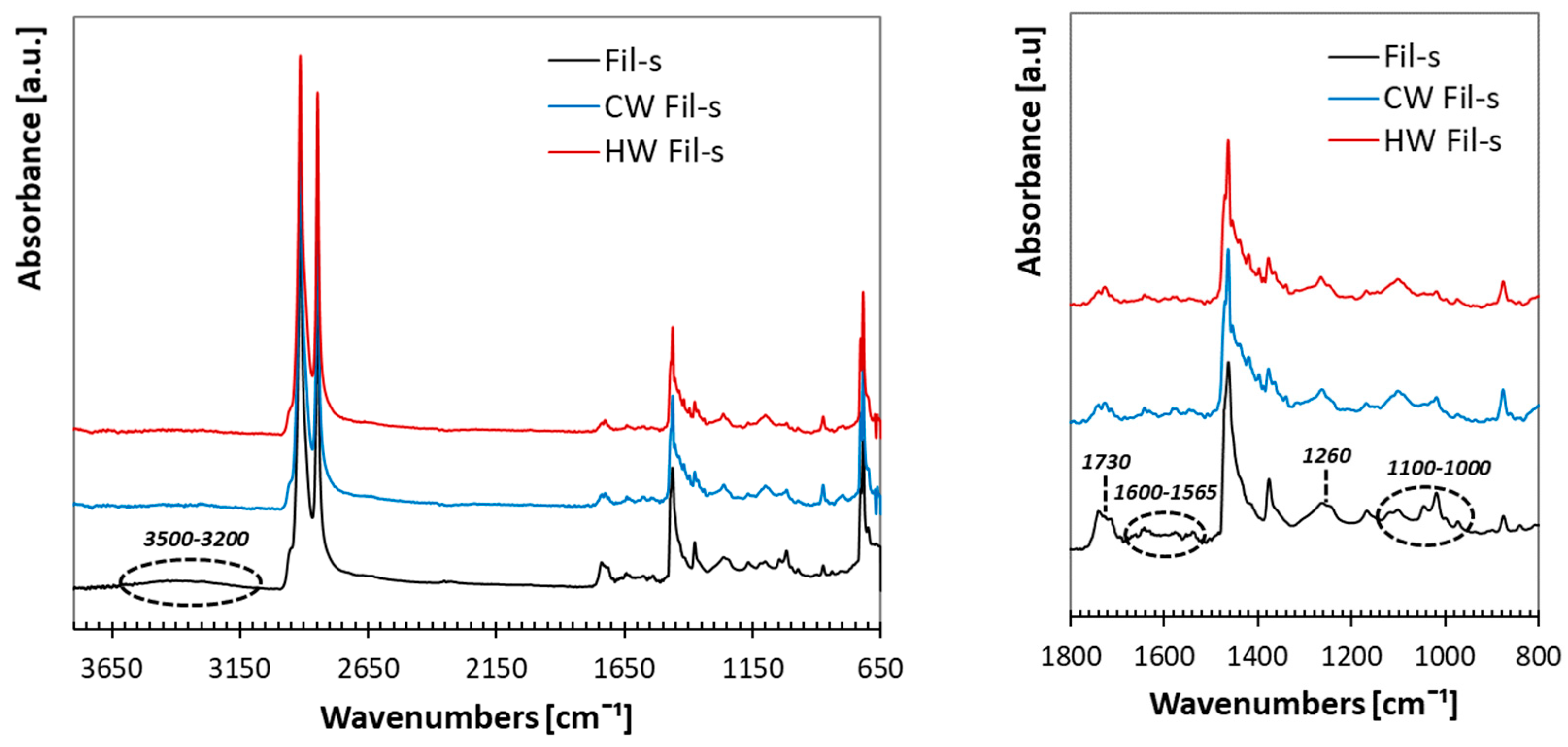
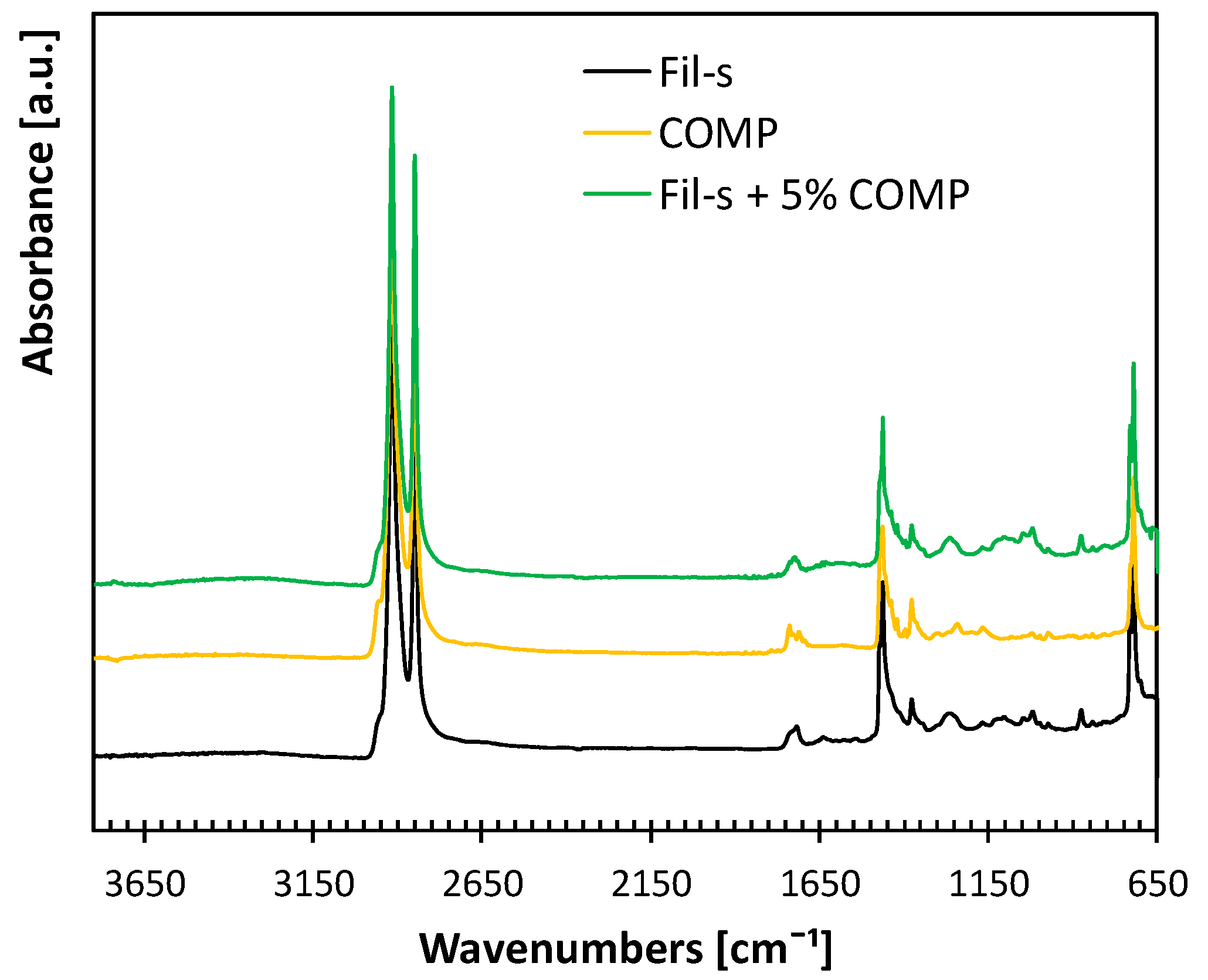
- the characterization of Fil-s systems, which were developed to solve some of the main critical issues of this recyclate. In particular, the effects of washing treatments (both at cold and hot conditions) and the addition of an experimental compatibilizer on the spectroscopic, thermal and rheological properties of Fil-s were assessed;
- (2)
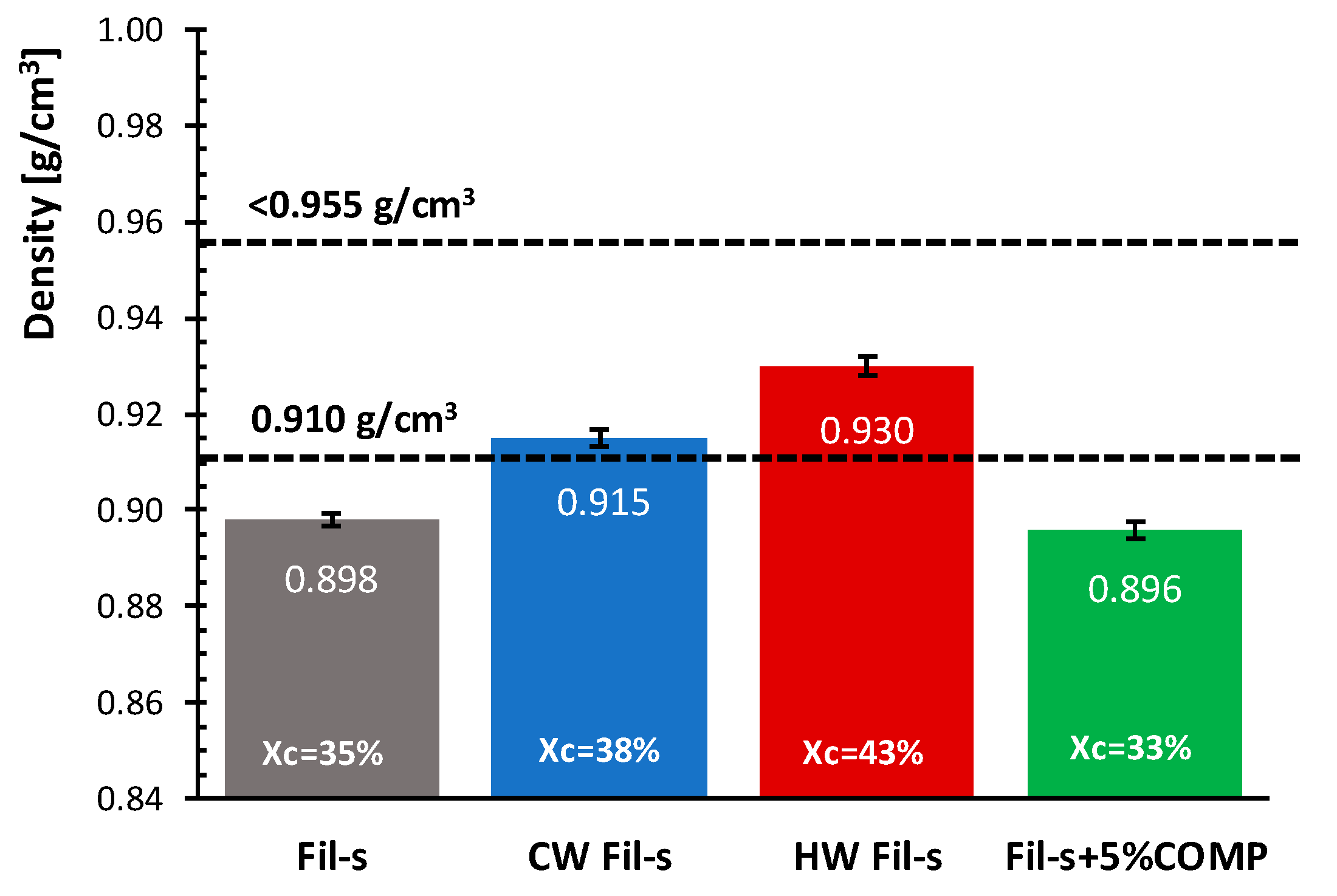
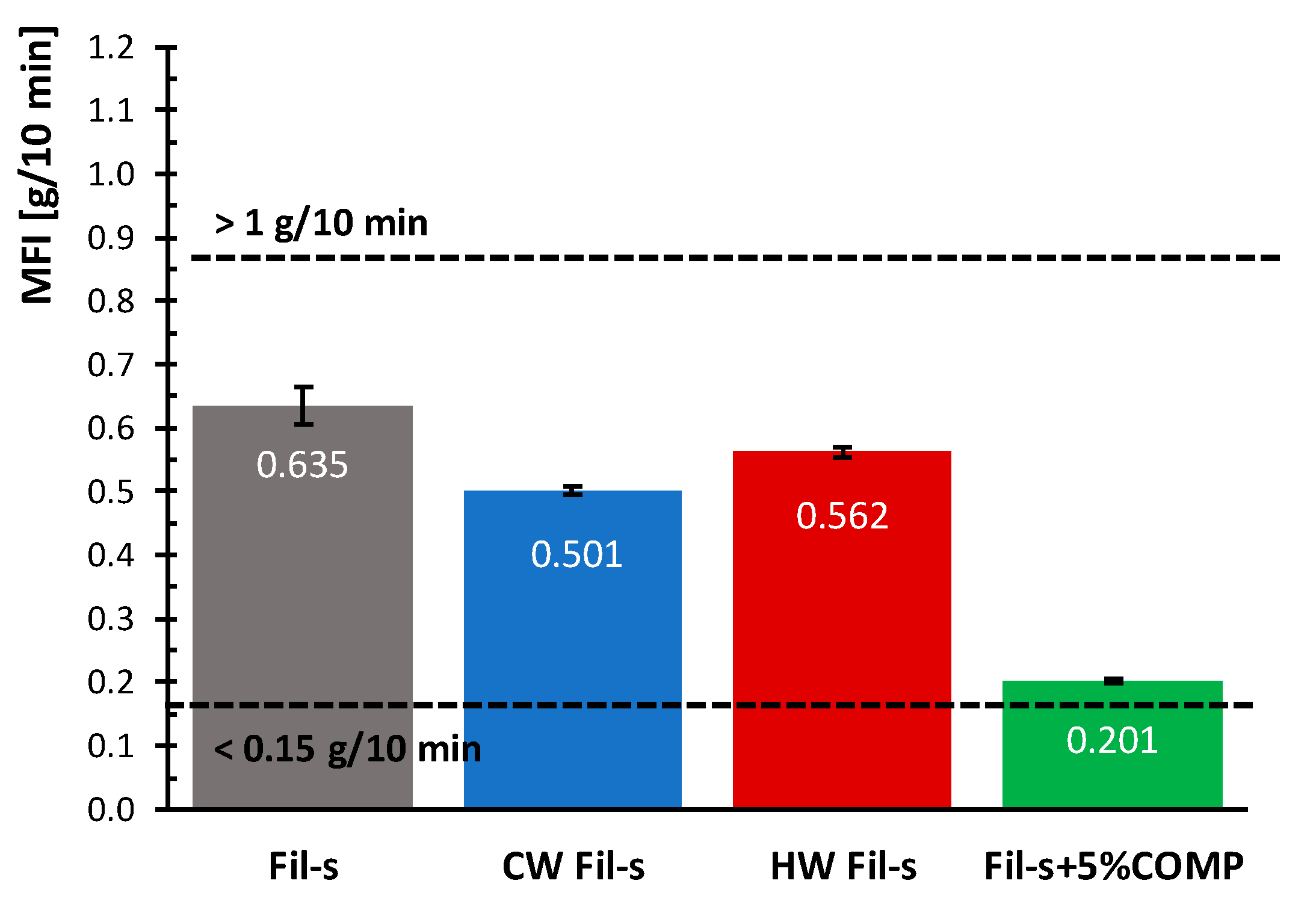
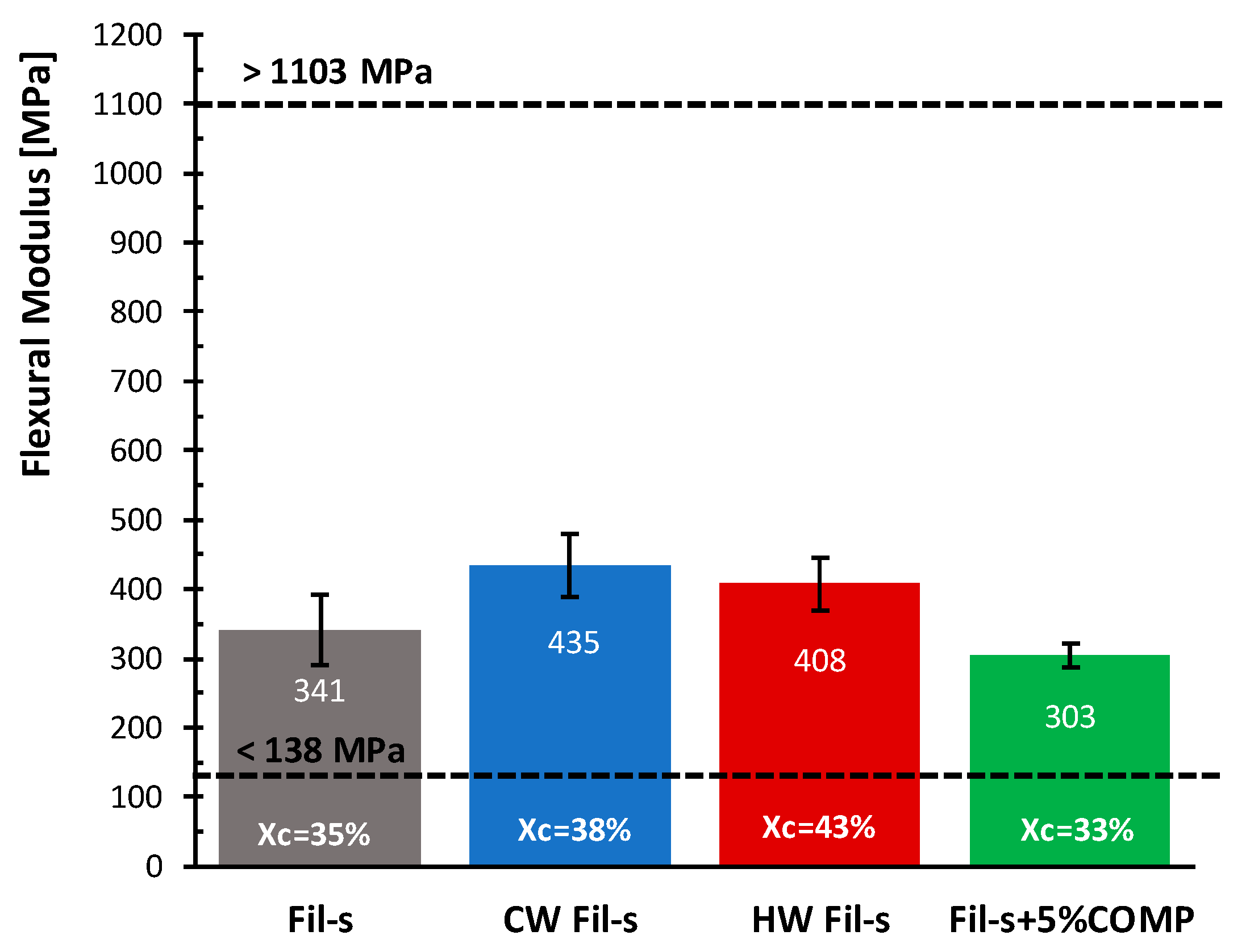
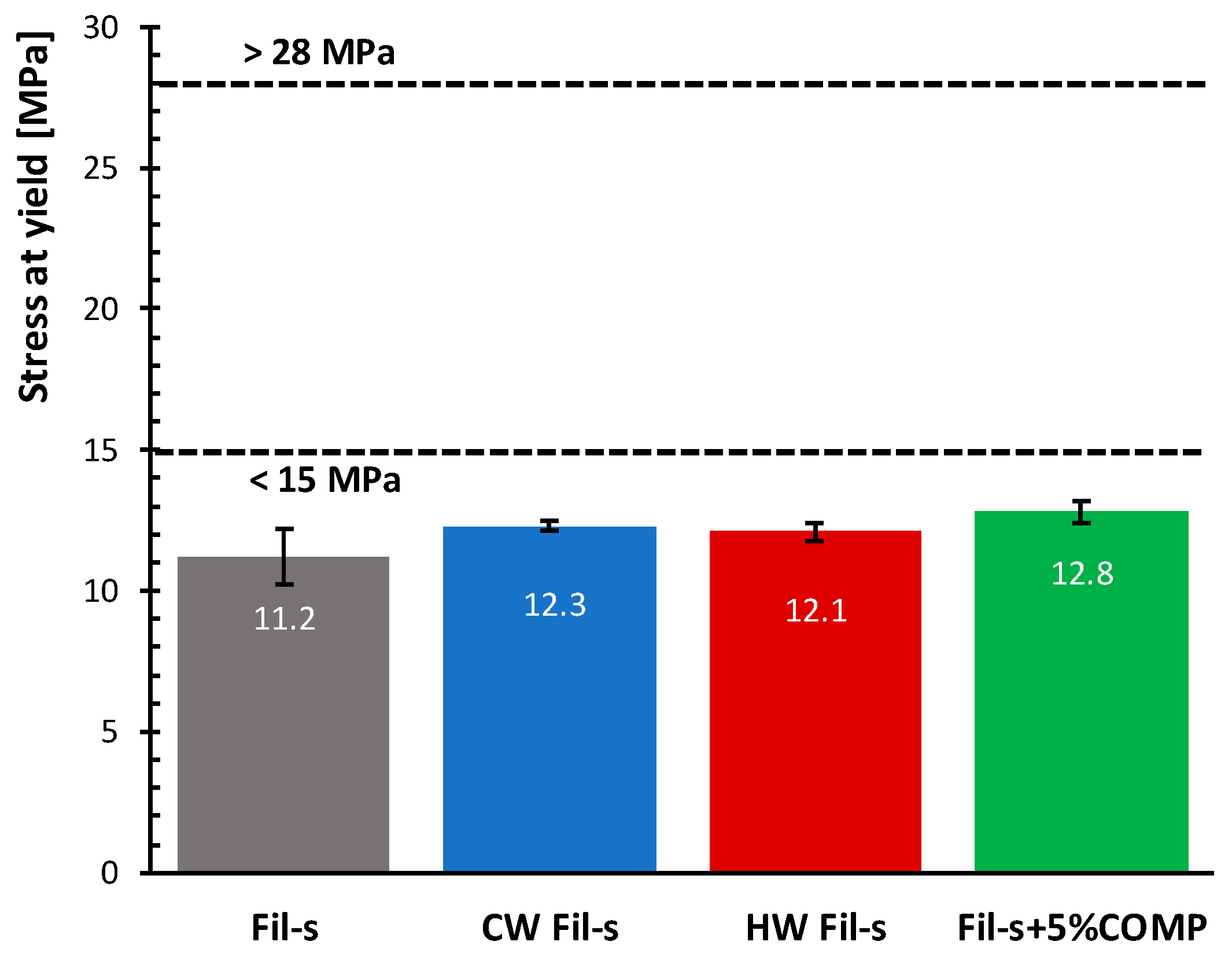
- the determination of some key properties (density, melt flow index, flexural modulus, yield strength) associated with pipes performances (as defined in ASTM D3350 standard) for all the developed Fil-s systems;
- (3)
- the pipes production by means of a pilot scale plant, starting from the heat-dried Fil-s based systems or the same undried materials, added with zeolite as desiccant, and finally, their mechanical characterization under crushing loads.
2. Materials and Methods
2.1. Materials
2.2. Ribbons and Pipes Production
2.3. Characterization Techniques
2.3.1. Physical Properties
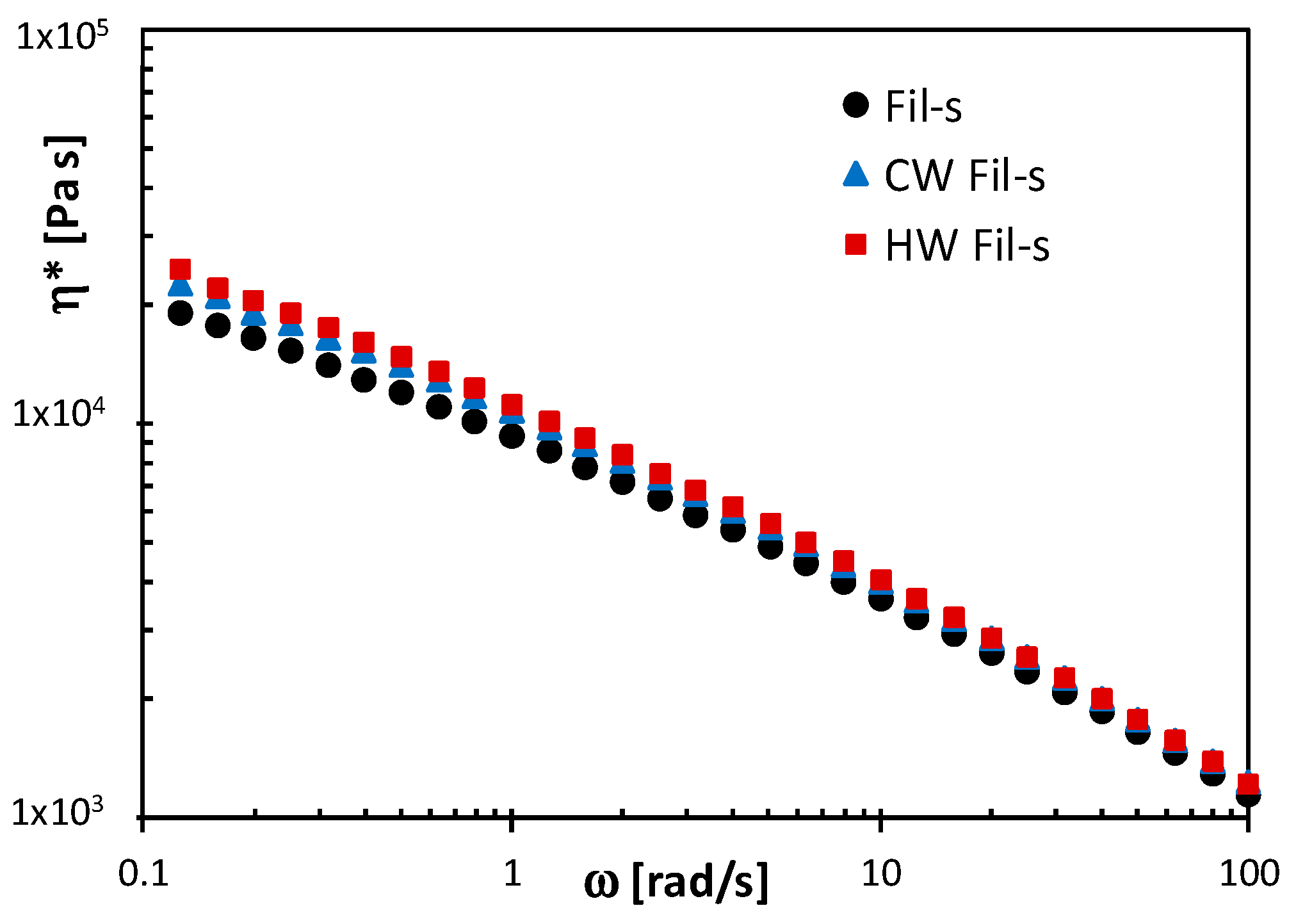
2.3.2. Rheological Properties
2.3.3. Mechanical Properties
3. Results and Discussion
3.1. Characterization of Fil-s Based sysTems: Effect of the Washing Treatments
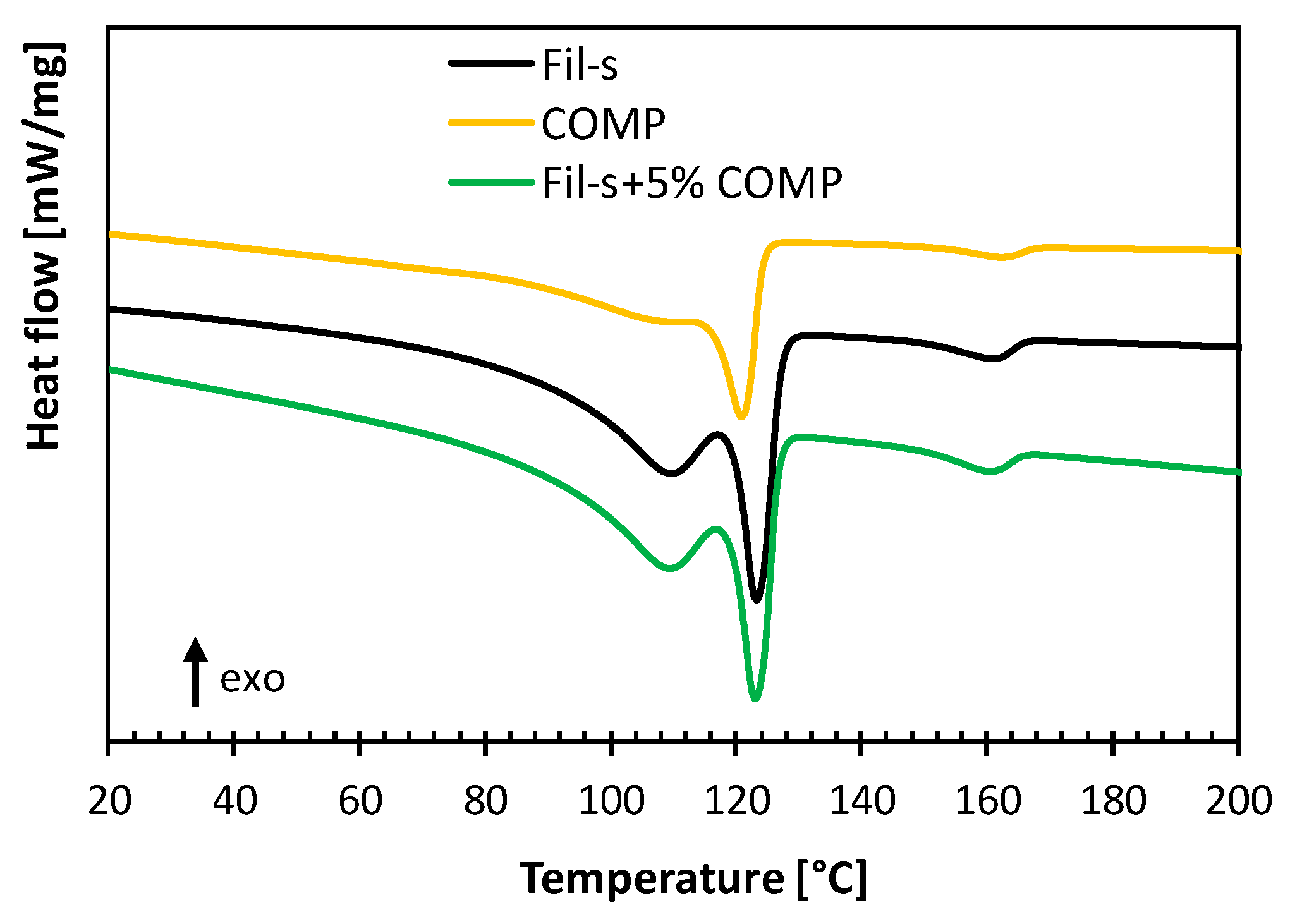
3.2. Characterization of Fil-s Based Systems: Effect of the Addition of a Compatibilizing Agent
3.3. Physical-Mechanical Properties of Fil-s Based Systems According with ASTM D3350 Standard
3.4. Production and Characterization of Fil-s Based Pipes
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Plastics Europe. The Circular Economy for Plastics—A European Overview; PlasticsEurope: Brussels, Belgium, 2019; pp. 1–36. [Google Scholar]
- European Commission. European Commission COM(2015) 614 Final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Closing the Loop e An EU Action Plan for the Circular Economy; European Commission: Brussels, Belgium, 2015. [Google Scholar] [CrossRef]
- EU. Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste; EU: Brussels, Belgium, 2018; pp. 141–154. [Google Scholar]
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic flexible films waste management—A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef] [PubMed]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of polymer-based multilayer packaging: A review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef] [Green Version]
- Radusin, T.; Nilsen, J.; Larsen, S.; Annfinsen, S.; Waag, C.; Eikeland, M.S.; Pettersen, M.K.; Fredriksen, S.B. Use of recycled materials as mid layer in three layered structures-new possibility in design for recycling. J. Clean. Prod. 2020, 259. [Google Scholar] [CrossRef]
- Design for Recycling | Plastics Recyclers Europe. Available online: https://www.plasticsrecyclers.eu/design-recycling (accessed on 14 November 2020).
- Ragaert, K.; Hubo, S.; Delva, L.; Veelaert, L.; Du Bois, E. Upcycling of contaminated post-industrial polypropylene waste: A design from recycling case study. Polym. Eng. Sci. 2018, 58, 528–534. [Google Scholar] [CrossRef]
- Ragaert, K.; Huysveld, S.; Vyncke, G.; Hubo, S.; Veelaert, L.; Dewulf, J.; Du Bois, E. Design from recycling: A complex mixed plastic waste case study. Resour. Conserv. Recycl. 2020, 155, 104646. [Google Scholar] [CrossRef]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Jönkkäri, I.; Poliakova, V.; Mylläri, V.; Anderson, R.; Andersson, M.; Vuorinen, J. Compounding and characterization of recycled multilayer plastic films. J. Appl. Polym. Sci. 2020, 137. [Google Scholar] [CrossRef]
- Gala, A.; Guerrero, M.; Serra, J.M. Characterization of post-consumer plastic film waste from mixed MSW in Spain: A key point for the successful implementation of sustainable plastic waste management strategies. Waste Manag. 2020, 111, 22–33. [Google Scholar] [CrossRef] [PubMed]
- Grant, A.; Lugal, L.; Cordle, M. Flexible Films Market in Europe: State of Play; Eunomia: London, UK, 2020. [Google Scholar]
- CEFLEX. A Circular Economy for Flexible Packaging. Available online: https://ceflex.eu/ (accessed on 14 November 2020).
- Mckinlay, R.; Morrish, L. From the REFLEX Project; Tudor House Meadway Bramhall: Stockport, UK, 2016. [Google Scholar]
- Nonclercq, A. Mapping Flexible Packaging in a Circular Economy [F.I.A.C.E]; Delft University of Technology: Delft, The Netherlands, 2016. [Google Scholar]
- Alzerreca, M.; Paris, M.; Boyron, O.; Orditz, D.; Louarn, G.; Correc, O. Mechanical properties and molecular structures of virgin and recycled HDPE polymers used in gravity sewer systems. Polym. Test. 2015, 46, 1–8. [Google Scholar] [CrossRef]
- Hera Sperimenta Condotte in PE Riciclato. Available online: https://www.polimerica.it/articolo.asp?id=20505 (accessed on 14 November 2020).
- IPPR Premia Gruppo Hera e Idrotherm 2000. Available online: https://www.polimerica.it/articolo.asp?id=22077 (accessed on 14 November 2020).
- RPM Pipes—Australian Owned Recycled Pipe Manufacturers. Available online: http://rpmpipes.com.au/ (accessed on 14 November 2020).
- Recycling Plastic Pipes Toward a Circular Economy. Available online: https://www.pipelife.com/service/news-and-projects/Recycling-Plastic-Pipes-Toward-a-Circular-Economy.html (accessed on 14 November 2020).
- Scaffaro, R.; La Mantia, F.P.; Tzankova Dintcheva, N. Effect of the additive level and of the processing temperature on the re-building of post-consumer pipes from polyethylene blends. Eur. Polym. J. 2007, 43, 2947–2955. [Google Scholar] [CrossRef]
- Resistance, S.; Sewer, A.; Strength, A.T.; Yield, A.T.; Water, A.; Density, B. Handbook of Polyethylene (PE) Pipe; The Plastics Pipe Institute: Irving, TX, USA, 2009; pp. 1–24. [Google Scholar]
- Certificazione Plastica Seconda vita PSV—Istituto Italiano dei Plastici. Available online: https://www.iip.it/certificazione-plastica-seconda-vita-psv/ (accessed on 14 November 2020).
- Garofalo, E.; Claro, M.; Scarfato, P.; Di Maio, L.; Incarnato, L. Upgrading of recycled plastics obtained from flexible packaging waste by adding nanosilicates. In Proceedings of the AIP Conference, Salerno, Italy, 15–17 October 2015; Volume 1695. [Google Scholar]
- Garofalo, E.; Di Maio, L.; Scarfato, P.; Di Gregorio, F.; Incarnato, L. Reactive compatibilization and melt compounding with nanosilicates of post-consumer flexible plastic packagings. Polym. Degrad. Stab. 2018, 152, 52–63. [Google Scholar] [CrossRef]
- Garofalo, E.; Di Maio, L.; Scarfato, P.; Di Gregorio, F.; Incarnato, L. Nanotechnology-based strategy to upgrade the performances of plastic flexible film waste. Polymers 2019, 11, 830. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Garofalo, E.; Scarfato, P.; Di Maio, L.; Protopapa, A.; Incarnato, L. Zeolites as effective desiccants to solve hygroscopicity issue of post-consumer mixed polyolefin recyclates. J. Clean. Prod. 2021. Accepted. [Google Scholar]
- Gabruś, E.; Nastaj, J.; Tabero, P.; Aleksandrzak, T. Experimental studies on 3A and 4A zeolite molecular sieves regeneration in TSA process: Aliphatic alcohols dewatering-water desorption. Chem. Eng. J. 2015, 259, 232–242. [Google Scholar] [CrossRef]
- Starck, P.; Rajanen, K.; Löfgren, B. Comparative studies of ethylene-α-olefin copolymers by thermal fractionations and temperature-dependent crystallinity measurements. Thermochim. Acta 2002, 395, 169–181. [Google Scholar] [CrossRef]
- Sentmanat, M.L. Miniature universal testing platform: From extensional melt rheology to solid-state deformation behavior. Rheol. Acta 2004, 43, 657–669. [Google Scholar] [CrossRef]
- Sentmanat, M.; Wang, B.N.; McKinley, G.H. Measuring the transient extensional rheology of polyethylene melts using the SER universal testing platform. J. Rheol. 2005, 49, 585–606. [Google Scholar] [CrossRef] [Green Version]
- Janssen, L.P.B.M. Reactive Extrusion Systems; CRC Press: Boca Raton, FL, USA, 2004; ISBN 9780203014172. [Google Scholar]
- Spalding, M.A.; Chatterjee, A.M. Handbook of Industrial Polyethylene and Technology: Definitive Guide to Manufacturing, Properties, Processing, Applications and Markets; Wiley: Hoboken, NJ, USA, 2017; ISBN 9781119159780. [Google Scholar]
- Wagner, M.H.; Bastian, H.; Hachmann, P.; Meissner, J.; Kurzbeck, S.; Münstedt, H.; Langouche, F. The strain-hardening behaviour of linear and long-chain-branched polyolefin melts in extensional flows. Rheol. Acta 2000, 39, 97–109. [Google Scholar] [CrossRef]
- Münstedt, H.; Auhl, D. Rheological measuring techniques and their relevance for the molecular characterization of polymers. J. Nonnewton. Fluid Mech. 2005, 128, 62–69. [Google Scholar] [CrossRef]
- American Water Works Association. PE Pipe: Design and Installation; American Water Works Association: Denver, CO, USA, 2006; ISBN 1583213872. [Google Scholar]
- Liu, S.Q.; Gong, W.G.; Zheng, B.C. The effect of peroxide cross-linking on the properties of low-density polyethylene. J. Macromol. Sci. Part B Phys. 2014, 53, 67–77. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zeolite Name | Structural Type | Cation | Si/Al Ratio | Pores Size [Å] | Particle Size [µm] | Water Uptake after Infinite Time [%] |
|---|---|---|---|---|---|---|
| 4A | A type | Na+ | 1.23 | 3.8 | 6.50 | 27.5 |
| Pellets | Moisture Content [ppm H2O] | |
|---|---|---|
| Heat-Dried | Conditioned at 25°C and RH = 75% | |
| Fil-s | 270 | 2500 |
| CW Fil-s | 250 | 1800 |
| HW Fil-s | 220 | 1400 |
| Fil-s + 5%COMP | 300 | 2050 |
| Sample | TmPE,1 (°C) | TmPE,2 (°C) | a ΔHmPE (J/g) | Xc,PE (%) | TmPP (°C) | a ΔHmPP (J/g) |
|---|---|---|---|---|---|---|
| Fil-s | 110 | 123 | 102 | 35% | 161 | 62.2 |
| CW Fil-s | 112 | 124 | 111 | 38% | 161 | 47.6 |
| HW Fil-s | 112 | 124 | 125 | 43% | 161 | 45.4 |
| Samples | E [MPa] | σY [MPa] | εY [%] | σB [MPa] | εB [%] |
|---|---|---|---|---|---|
| Fil-s | 290 ± 15 | 11.2 ± 1.0 | 24.5 ± 2.6 | 10.08 ± 1.0 | 570 ± 90 |
| CW Fil-s | 330 ± 10 | 12.3 ± 0.2 | 17. 3 ± 0.4 | 10.26 ± 0.39 | 450 ± 140 |
| HW Fil-s | 320 ± 15 | 12.1 ± 0.3 | 18.1 ± 0.5 | 10.18 ± 0.25 | 310 ± 130 |
| Fil-s + 5% COMP | 287 ± 8 | 12.8 ± 0.4 | 22.0 ± 1.7 | 12.2 ± 0.4 | 1030 ± 70 |
| Treatment | Pipes | Pipe Stiffness [MPa] at Deflection = 5% | Pipe Stiffness [MPa] at Deflection = 10% |
|---|---|---|---|
| Heat-dried | Fil-s | 1.80 ± 0.09 | 1.47 ± 0.05 |
| CW Fil-s | 2.77 ± 0.22 | 2.50 ± 0.17 | |
| HW Fil-s | 2.98 ± 0.41 | 2.49 ± 0.17 | |
| Fil-s + 5% COMP | 2.07 ± 0.14 | 1.96 ± 0.09 | |
| Undried | Fil-s + 2% 4A | 0.80 ± 0.12 | 0.68 ± 0.08 |
| CW Fil-s + 2% 4A | 1.88 ± 0.27 | 1.60 ± 0.13 | |
| HW Fil-s + 2% 4A | 1.85 ± 0.17 | 1.83 ± 0.08 | |
| (Fil-s + 5% COMP) + 2% 4A | 1.34 ± 0.19 | 1.41 ± 0.14 |
| Pipes | TmPE,1 (°C) | TmPE,2 (°C) | a ΔHmPE (J/g) | Xc,PE (%) | TmPP (°C) |
|---|---|---|---|---|---|
| Fil-s | 111 | 124 | 110 | 38% | 162 |
| CW Fil-s | 111 | 124 | 116 | 40% | 161 |
| HW Fil-s | 112 | 124 | 125 | 43% | 161 |
| Fil-s + 5%COMP | 111 | 124 | 99 | 34% | 162 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garofalo, E.; Di Maio, L.; Scarfato, P.; Pietrosanto, A.; Protopapa, A.; Incarnato, L. Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications. Polymers 2021, 13, 71. https://doi.org/10.3390/polym13010071
Garofalo E, Di Maio L, Scarfato P, Pietrosanto A, Protopapa A, Incarnato L. Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications. Polymers. 2021; 13(1):71. https://doi.org/10.3390/polym13010071
Chicago/Turabian StyleGarofalo, Emilia, Luciano Di Maio, Paola Scarfato, Arianna Pietrosanto, Antonio Protopapa, and Loredana Incarnato. 2021. "Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications" Polymers 13, no. 1: 71. https://doi.org/10.3390/polym13010071
APA StyleGarofalo, E., Di Maio, L., Scarfato, P., Pietrosanto, A., Protopapa, A., & Incarnato, L. (2021). Study on Improving the Processability and Properties of Mixed Polyolefin Post-Consumer Plastics for Piping Applications. Polymers, 13(1), 71. https://doi.org/10.3390/polym13010071