
Pyrolysis Kinetic Behaviour of Glass Fibre-Reinforced Epoxy Resin Composites Using Linear and Nonlinear Isoconversional Methods

 ,
, 
Abstract
:1. Introduction
2. Experimental
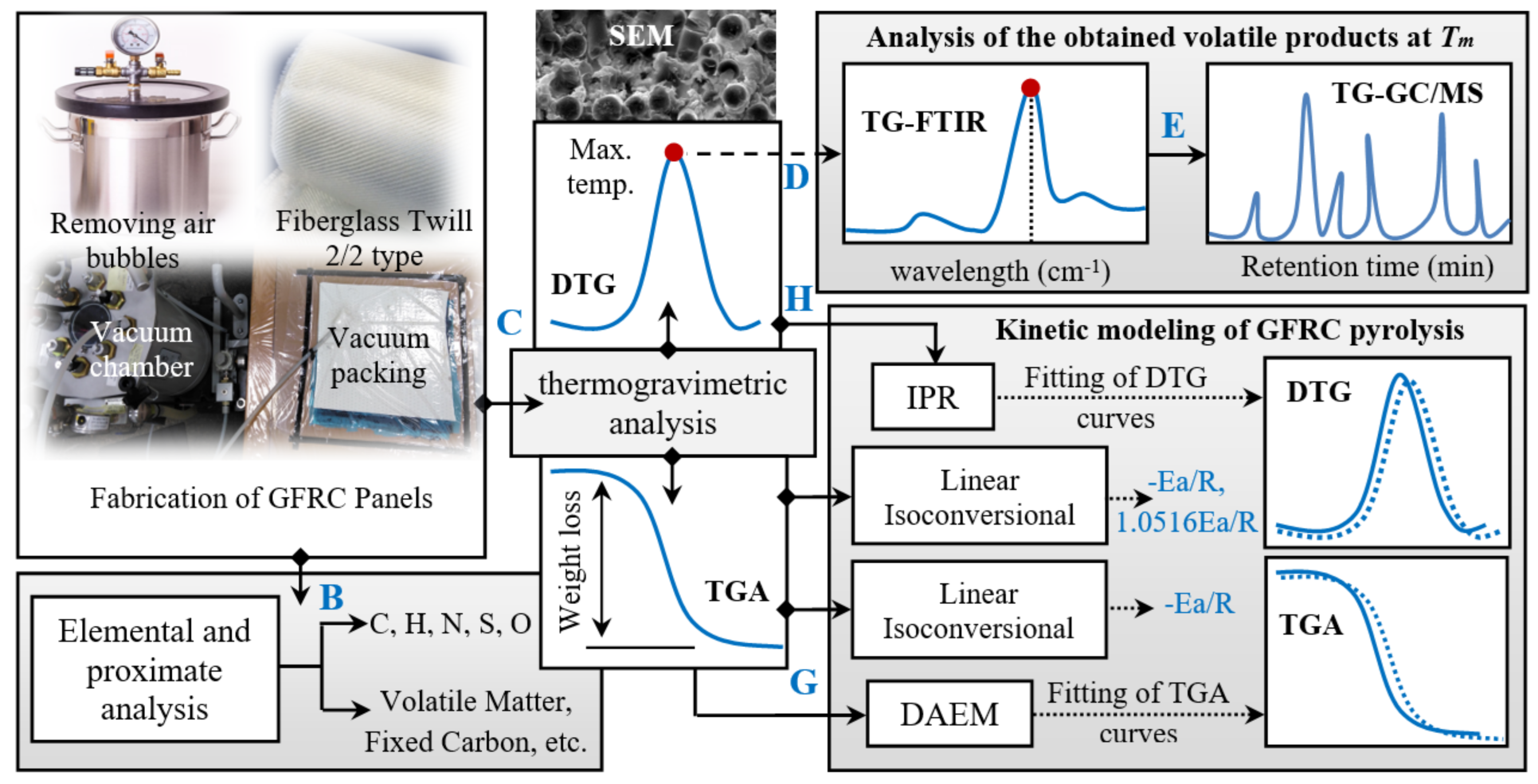
2.1. Materials and Design of the Research Experiments
2.2. Preparation of GFRC Panel
2.3. Characterisation of the Milled GFRP
2.4. Thermogravimetric Measurements
2.5. Chemical Analysis of the Formulated Chemical Compounds
2.6. Pyrolysis Kinetics of the Milled GFRC
3. Results and Discussion
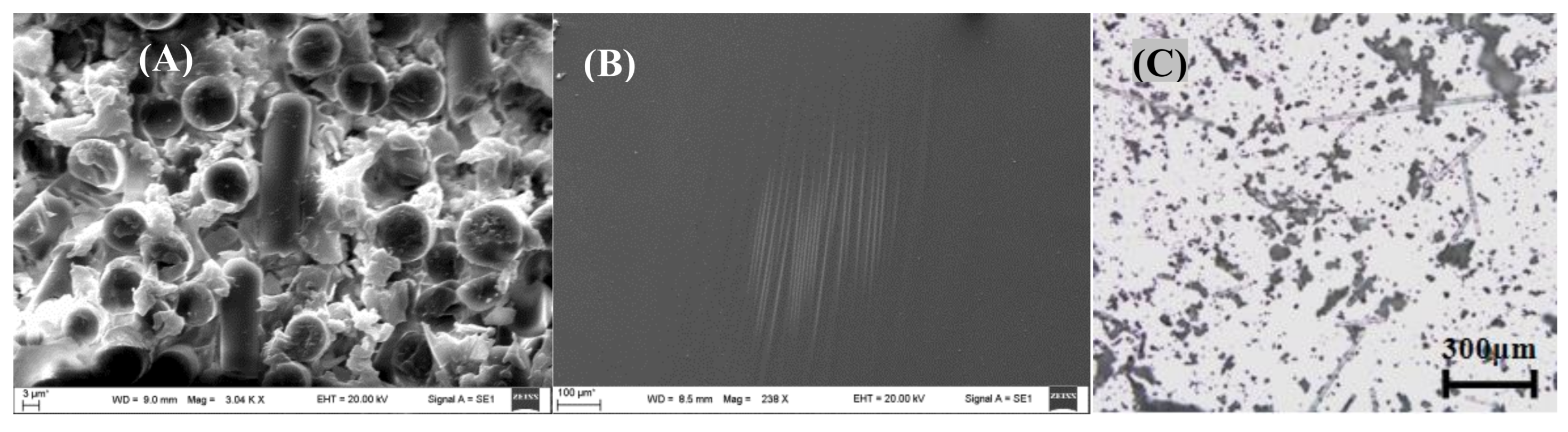
3.1. Microstructure of the Fabricated GFRC
3.2. Basic Properties of GFRC
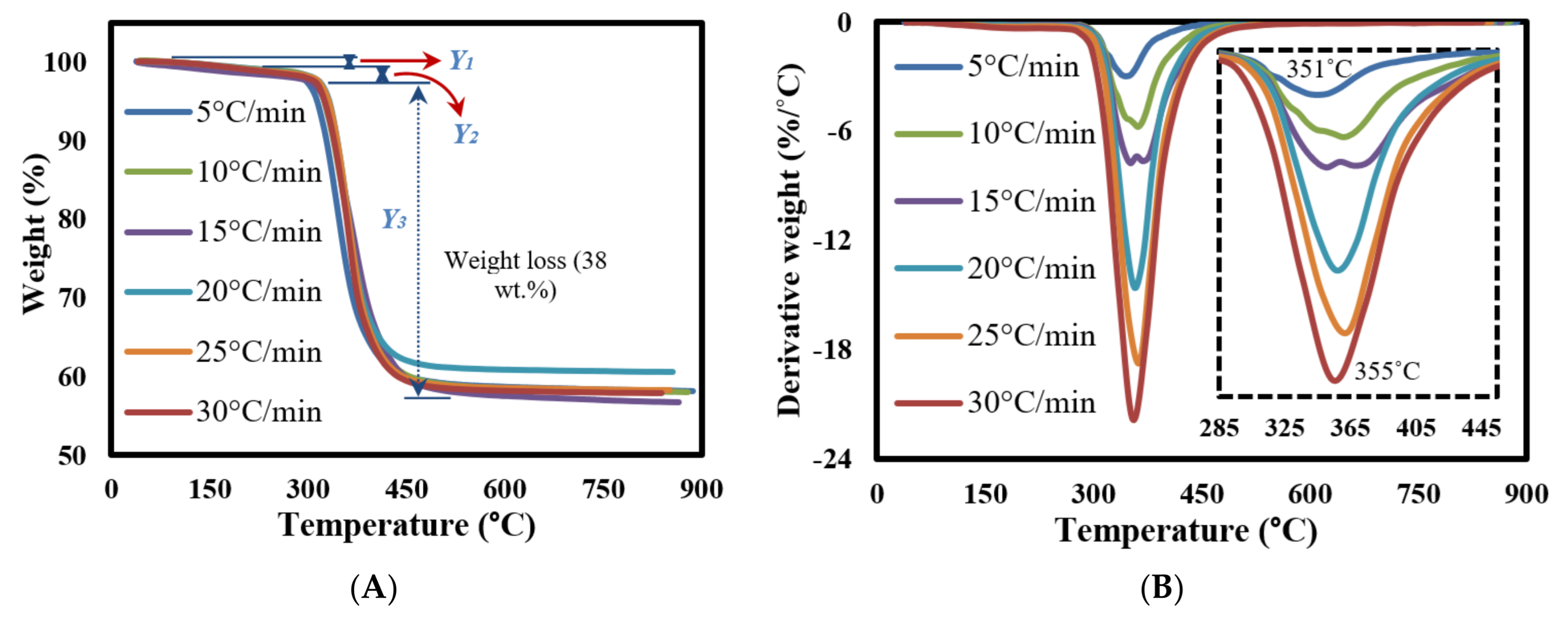
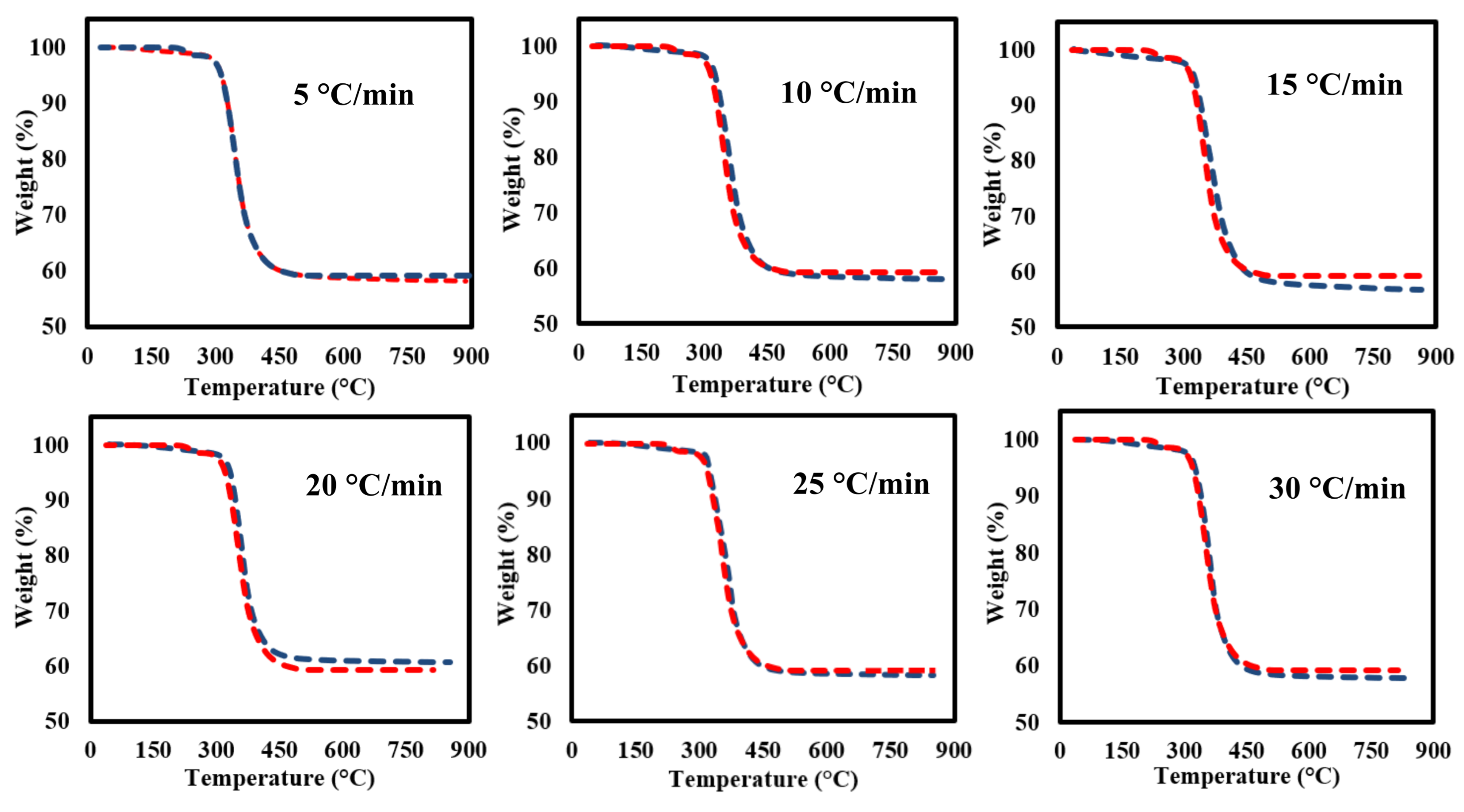
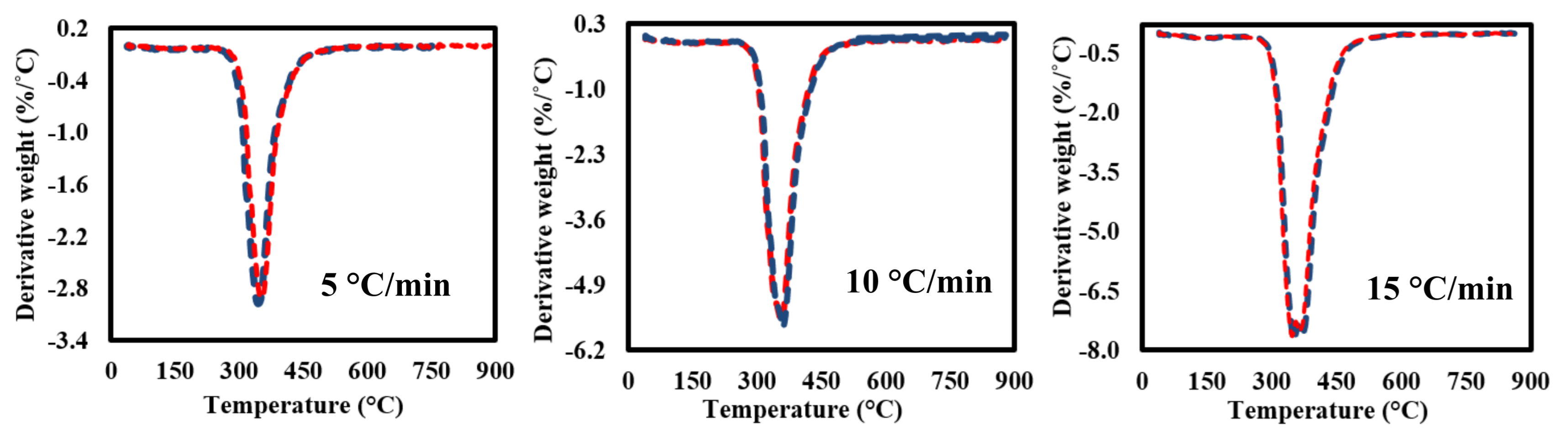
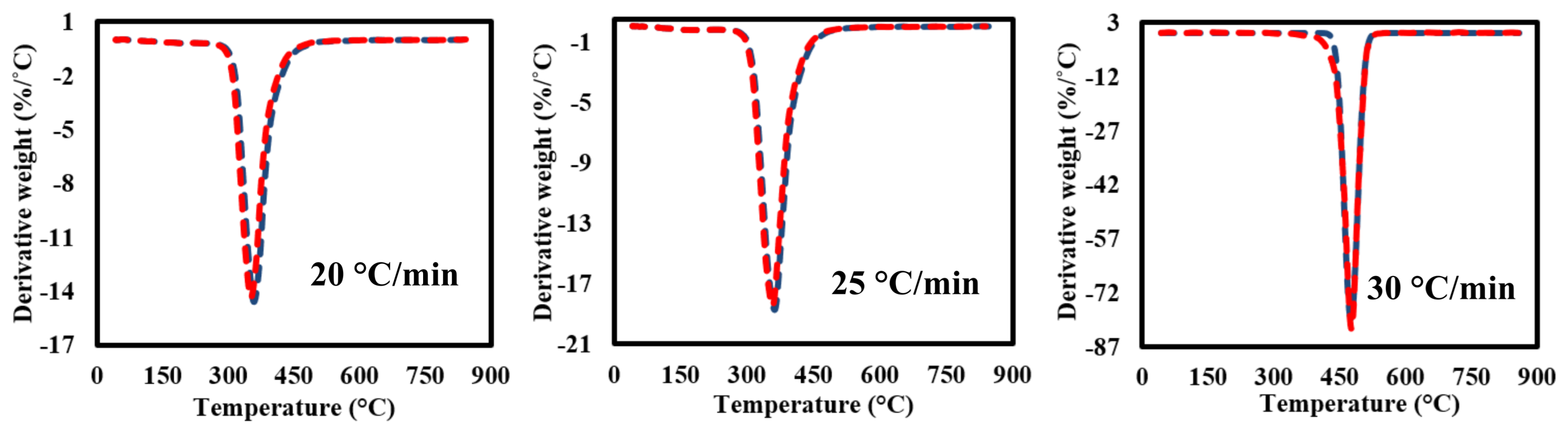
3.3. TG-DTG Data Analysis
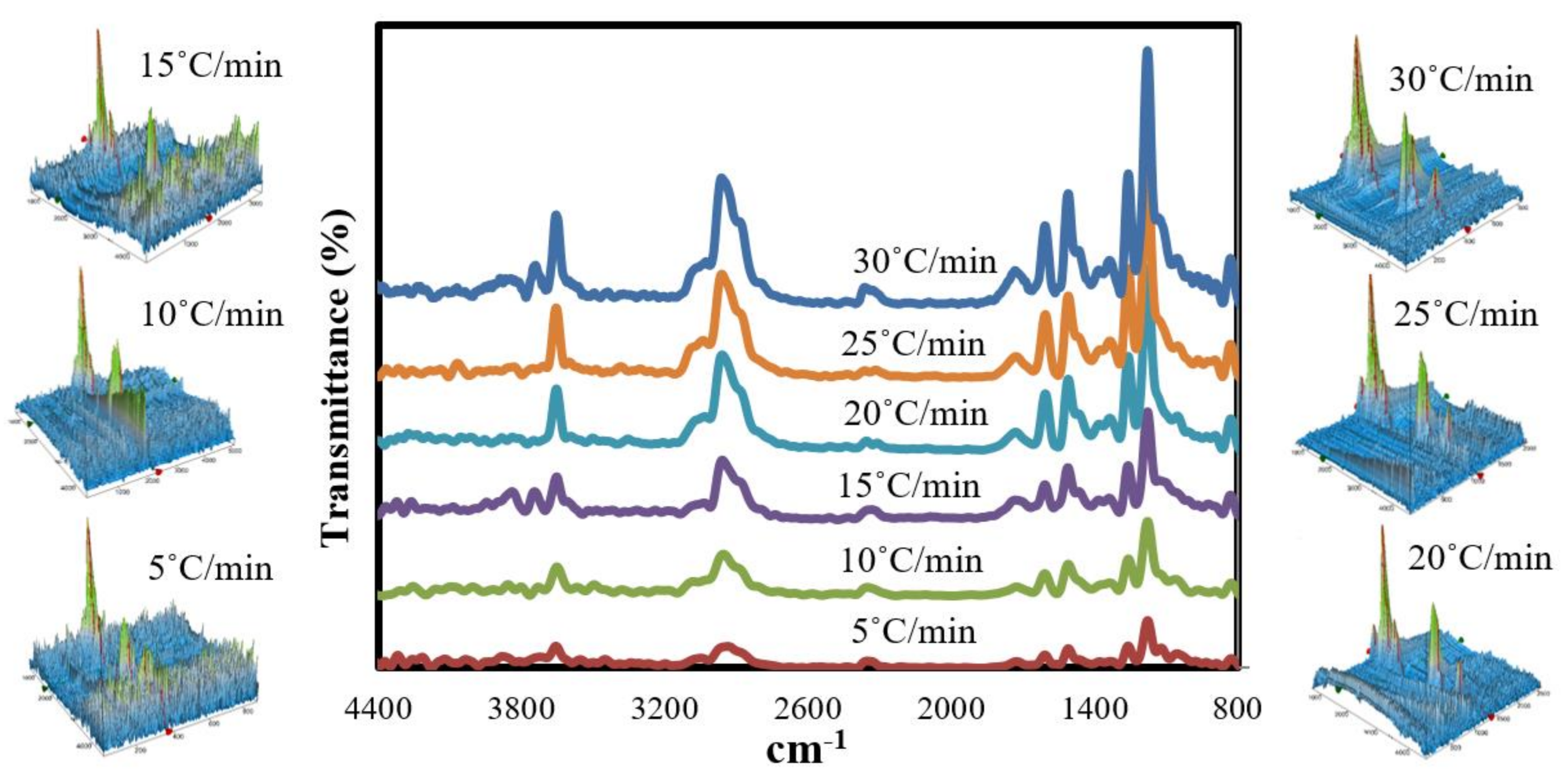
3.4. Chemical Analysis of the Synthesised Chemical Compounds
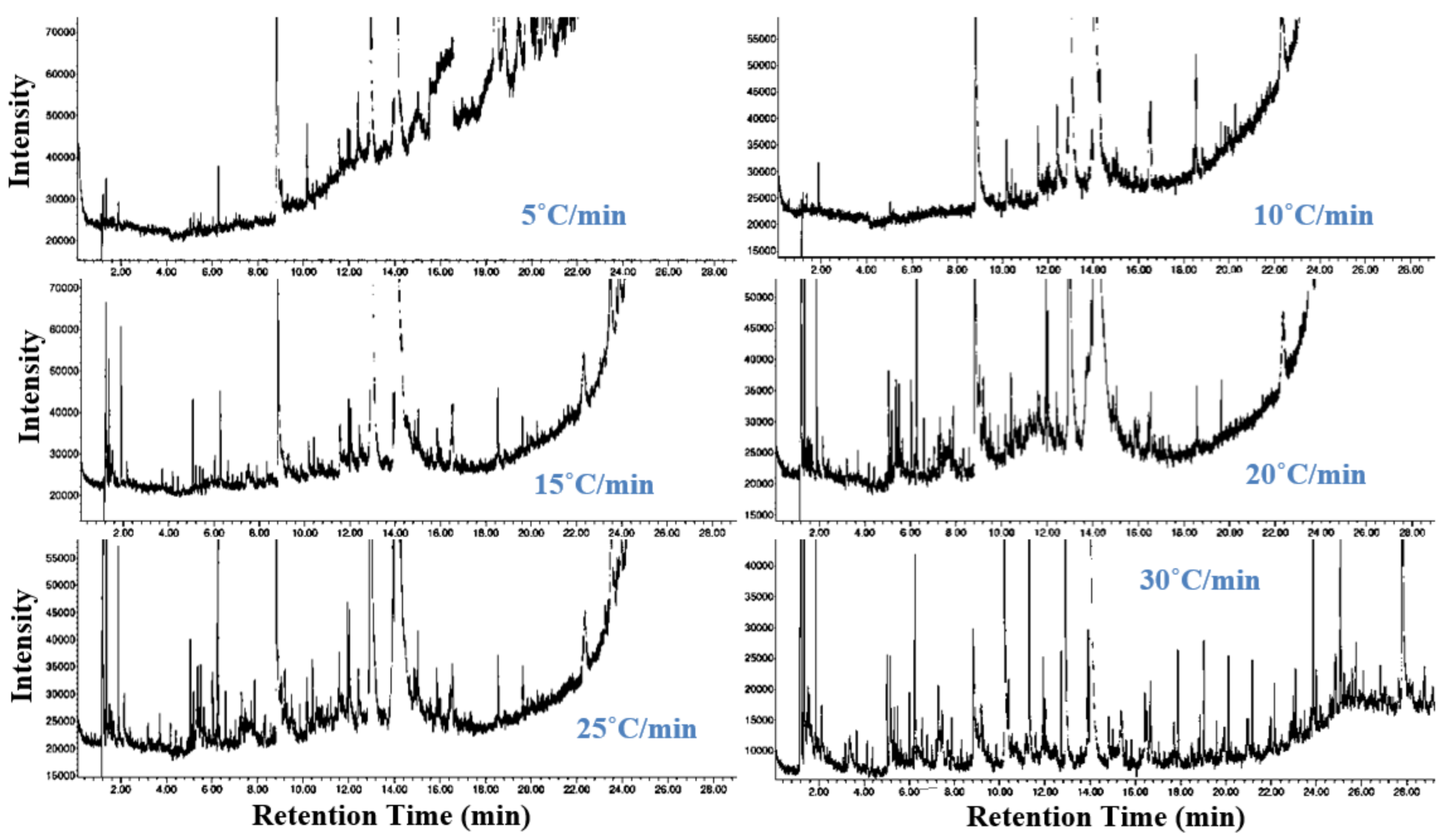
3.5. Chemical Analysis of the Synthesised Chemical Compounds Using GC–MS
3.6. Kinetic Analysis of FEC Pyrolysis
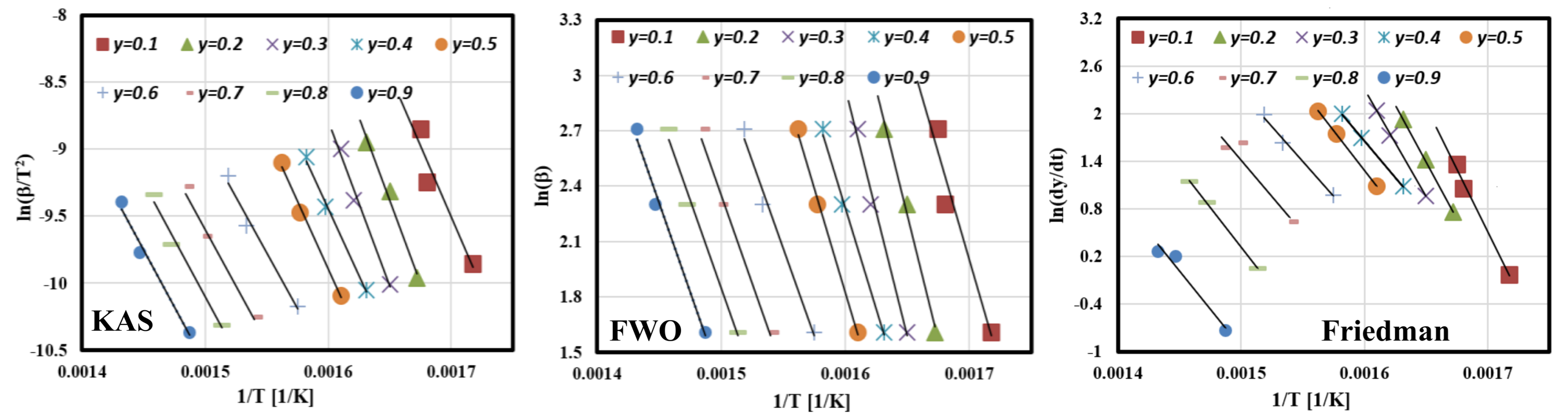
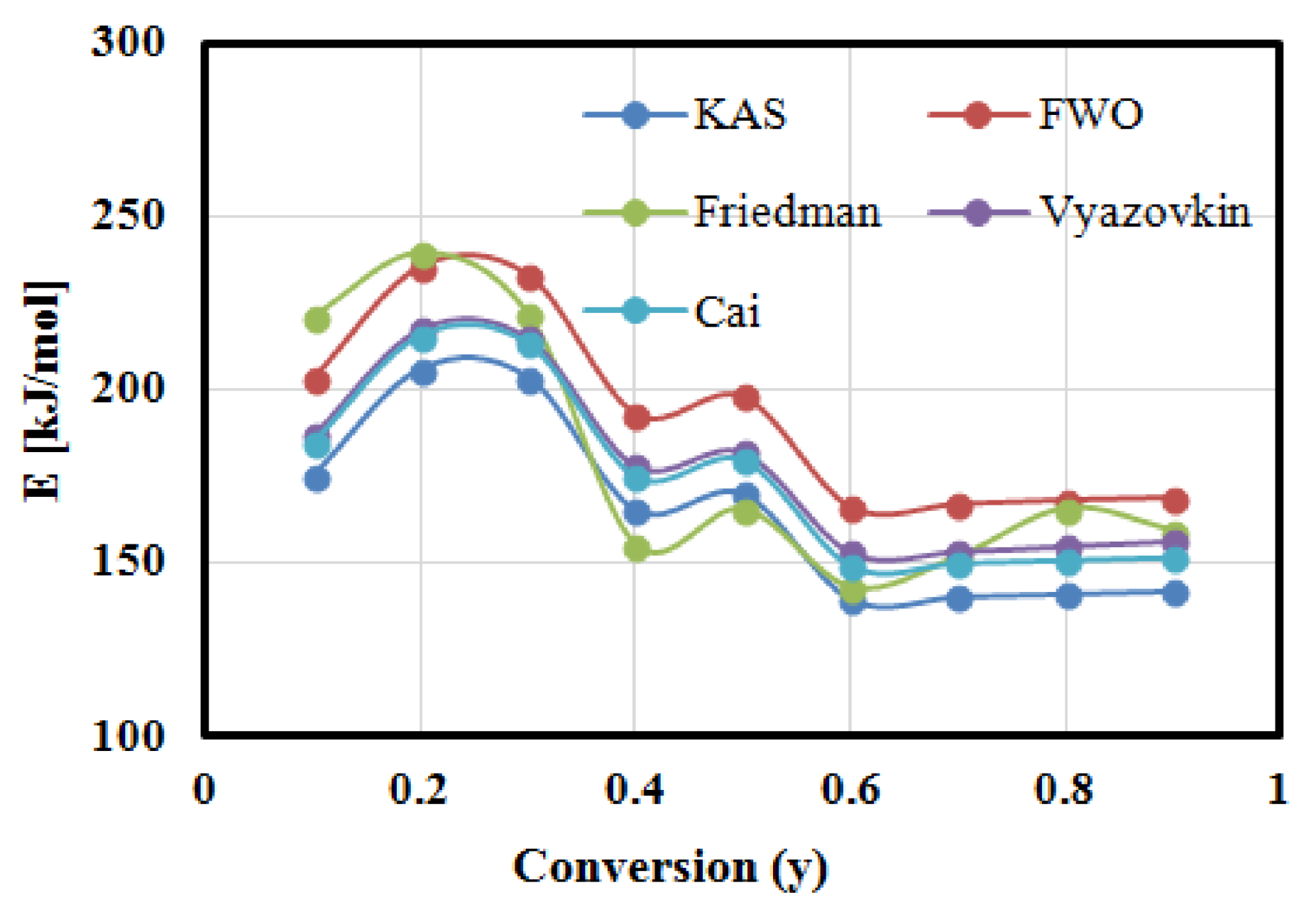
3.6.1. Estimation of Activation Energies Using Isoconversional Methods
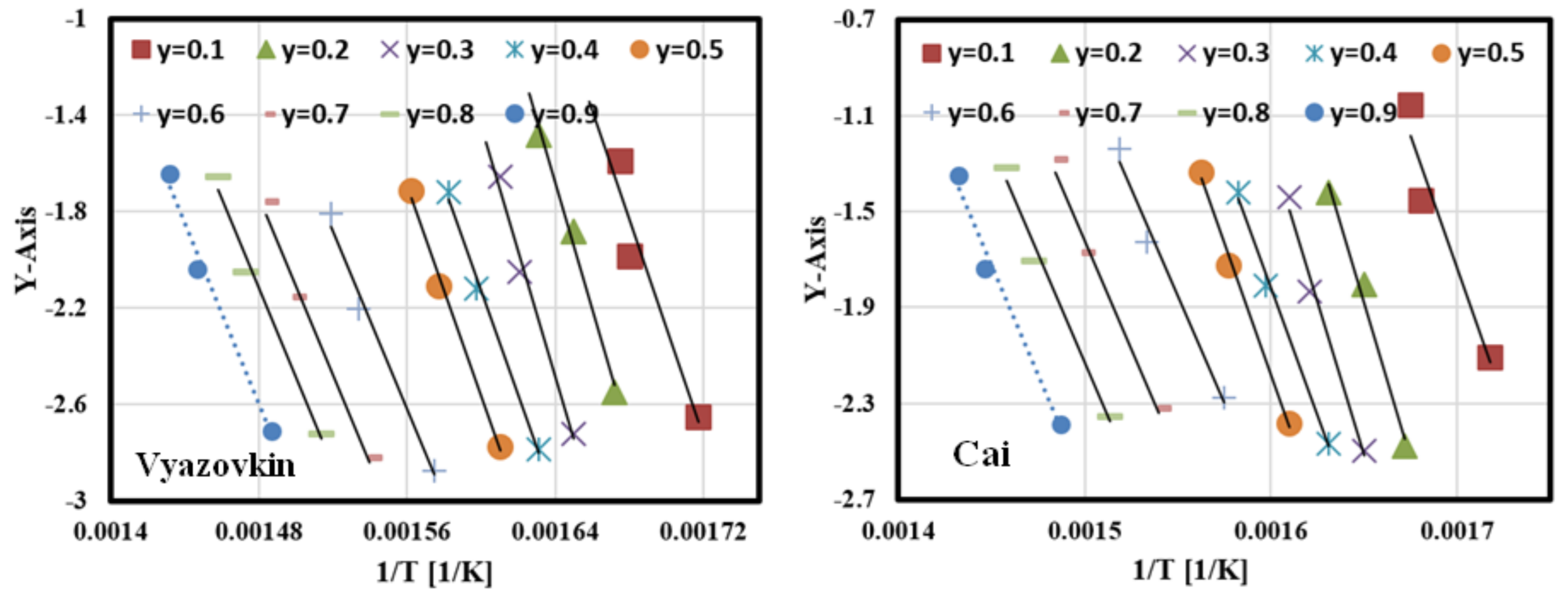
3.6.2. Estimation of Activation Energies Using Nonlinear Isoconversional Methods
3.6.3. Fitting of TGA-DTG Data Using DAEM and IPR
4. Conclusions
- (A)
- The TGA-DTG results showed that GFRC decomposed thermally in three phases with a total mass loss of 43% and the major decomposition region was located in the range of 256–500 °C.
- (B)
- TG-FTIR spectra showed that the aromatic benzene and C-H bond were the main volatile compounds in the decomposed samples, and its abundance increased with the increase of heating rate.
- (C)
- GC-MS results showed that phenol (4.25–26.99%), phenol, 4-(1-methylethyl)- (10.31–40.08), and p-isopropenylphenol (23.64–34.21%) were the main volatile and flammable compounds, and their yield was affected sigifcantly by the heating rate.
- (D)
- The kinetic models using linear and nonlinear isoconversional methods revealed that the average activation energies can be estimated at 165 KJ/mol (KAS), 193 KJ/mol (FWO), 180 KJ/mol (Friedman), 177 KJ/mol (Vyazovkin), and 174 KJ/mol (Cai) with R2 >98.
- (E)
- DAEM and IPR models showed a high performance for plotting of the TGA-DTG experimental data of GFRC samples for all heating rates with deviation lower than <1 for TGA and DTG curves.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Subadra, S.P.; Yousef, S.; Griskevicius, P.; Makarevicius, V. High-performance fiberglass/epoxy reinforced by functionalized CNTs for vehicle applications with less fuel consumption and greenhouse gas emissions. Polym. Test. 2020, 86. [Google Scholar] [CrossRef]
- Yousef, S.; Subadra, S.P.; Griškevičius, P.; Varnagiris, S.; Milcius, D.; Makarevicius, V. Superhydrophilic functionalized graphene/fiberglass/epoxy laminates with high mechanical, impact and thermal performance and treated by plasma. Polym. Test. 2020, 90. [Google Scholar] [CrossRef]
- Mohamed, A.; Yousef, S.; Nasser, W.S.; Osman, T.A.; Knebel, A.; Sánchez, E.P.V.; Hashem, T. Rapid photocatalytic degradation of phenol from water using composite nanofibers under UV. Environ. Sci. Eur. 2020, 32. [Google Scholar] [CrossRef]
- Tatariants, M.; Yousef, S.; Sidaraviciute, R.; Denafas, G.; Bendikiene, R. Characterization of waste printed circuit boards recycled using a dissolution approach and ultrasonic treatment at low temperatures. RSC Adv. 2017, 60. [Google Scholar] [CrossRef] [Green Version]
- Zeng, S.; Shen, M.; Chen, S.; Yang, L.; Lu, F.; Xue, Y. Mechanical and thermal properties of carbon nanotube- and graphene-glass fiber fabric-reinforced epoxy composites: A comparative study. Text. Res. J. 2019, 89. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fbre/glass fbre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]
- Murray, R.E.; Beach, R.; Barnes, D.; Snowberg, D.; Berry, D.; Rooney, S.; Hughes, S. Structural validation of a thermoplastic composite wind turbine blade with comparison to a thermoset composite blade. Renew. Energy 2021, 164. [Google Scholar] [CrossRef]
- Zweifel, L.; Brauner, C. Investigation of the interphase mechanisms and welding behaviour of fast-curing epoxy based composites with co-cured thermoplastic boundary layers. Compos. Part. Appl. Sci. Manuf. 2020, 139. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2. [Google Scholar] [CrossRef] [Green Version]
- Jensen, J.P.; Skelton, K. Wind turbine blade recycling: Experiences, challenges and possibilities in a circular economy. Renew. Sustain. Energy Rev. 2018, 97. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Bendikiene, R.; Kriūkienė, R.; Denafas, G. A new industrial technology for closing the loop of full-size waste motherboards using chemical-ultrasonic-mechanical treatment. Process. Saf. Environ. Prot. 2020, 140. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Tichonovas, M.; Bendikiene, R.; Denafas, G. Recycling of bare waste printed circuit boards as received using an organic solvent technique at a low temperature. J. Clean. Prod. 2018, 187. [Google Scholar] [CrossRef]
- Subadra, S.P.; Griskevicius, P.; Yousef, S. Low velocity impact and pseudo-ductile behaviour of carbon/glass/epoxy and carbon/glass/PMMA hybrid composite laminates for aircraft application at service temperature. Polym. Test. 2020, 89. [Google Scholar] [CrossRef]
- Tatariants, M.; Yousef, S.; Denafas, G.; Tichonovas, M.; Bendikiene, R. Recovery of gold, other metallic and non-metallic components of full-size waste random access memory. J. Clean. Prod. 2018, 172. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Bendikiene, R.; Denafas, G. Mechanical and thermal characterizations of non-metallic components recycled from waste printed circuit boards. J. Clean. Prod. 2017, 167. [Google Scholar] [CrossRef]
- Yousef, S.; Tatariants, M.; Makarevičius, V.; Lukošiūtė, S.I.; Bendikiene, R.; Denafas, G. A strategy for synthesis of copper nanoparticles from recovered metal of waste printed circuit boards. J. Clean. Prod. 2018, 185. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48. [Google Scholar] [CrossRef]
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120. [Google Scholar] [CrossRef]
- Fang, S.; Liu, F.; Xiong, Z.; Fang, J.; Li, L. Seismic performance of recycled aggregate concrete-filled glass fibre-reinforced polymer-steel composite tube columns. Constr. Build. Mater. 2019, 225. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; La Salle, E.L.G. Chemical recycling of glass fibre reinforced composites using subcritical water. Compos. Part. Appl. Sci. Manuf. 2012, 43. [Google Scholar] [CrossRef]
- Kiss, P.; Stadlbauer, W.; Burgstaller, C.; Stadler, H.; Fehringer, S.; Haeuserer, F.; Archodoulaki, V.M. In-house recycling of carbon- and glass fibre-reinforced thermoplastic composite laminate waste into high-performance sheet materials. Compos. Part. Appl. Sci. Manuf. 2020, 139. [Google Scholar] [CrossRef]
- Hiremath, M.M.; Prusty, R.K.; Ray, B.C. Mechanical and thermal performance of recycled glass fiber reinforced epoxy composites embedded with carbon nanotubes. Mater. Today Proc. 2020, 33. [Google Scholar] [CrossRef]
- AlMaadeed, M.A.; Kahraman, R.; Noorunnisa Khanam, P.; Madi, N. Date palm wood flour/glass fibre reinforced hybrid composites of recycled polypropylene: Mechanical and thermal properties. Mater. Des. 2012, 42. [Google Scholar] [CrossRef]
- Bajracharya, R.M.; Manalo, A.C.; Karunasena, W.; Lau, K.-T. An overview of mechanical properties and durability of glass-fibre reinforced recycled mixed plastic waste composites. Mater. Des. 2014. [Google Scholar] [CrossRef]
- Tatariants, M.; Yousef, S.; Denafas, G.; Bendikiene, R. Separation and purification of metal and fiberglass extracted from waste printed circuit boards using milling and dissolution techniques. Environ. Prog. Sustain. Energy 2018, 37. [Google Scholar] [CrossRef]
- Yun, Y.M.; Seo, M.W.; Ra, H.W.; Koo, G.H.; Oh, J.S.; Yoon, S.J.; Kim, Y.K.; Lee, J.G.; Kim, J.H. Pyrolysis characteristics of glass fiber-reinforced plastic (GFRP) under isothermal conditions. J. Anal. Appl. Pyrolysis 2015, 114. [Google Scholar] [CrossRef]
- Yun, Y.M.; Seo, M.W.; Koo, G.H.; Ra, H.W.; Yoon, S.J.; Kim, Y.K.; Lee, J.G.; Kim, J.H. Pyrolysis characteristics of GFRP (Glass Fiber Reinforced Plastic) under non-isothermal conditions. Fuel 2014, 137. [Google Scholar] [CrossRef]
- Qiao, Y.; Das, O.; Zhao, S.N.; Sun, T.S.; Xu, Q.; Jiang, L. Pyrolysis kinetic study and reaction mechanism of epoxy glass fiber reinforced plastic by thermogravimetric analyzer (Tg) and tg–ftir (fourier-transform infrared) techniques. Polymers 2020, 12, 2739. [Google Scholar] [CrossRef] [PubMed]
- Tatariants, M.; Yousef, S.; Sakalauskaitė, S.; Daugelavičius, R.; Denafas, G.; Bendikiene, R. Antimicrobial copper nanoparticles synthesized from waste printed circuit boards using advanced chemical technology. Waste Manag. 2018, 78. [Google Scholar] [CrossRef]
- Curtis, A.; Küppers, B.; Möllnitz, S.; Khodier, K.; Sarc, R. Real time material flow monitoring in mechanical waste processing and the relevance of fluctuations. Waste Manag. 2021, 120. [Google Scholar] [CrossRef]
- Eimontas, J.; Striūgas, N.; Abdelnaby, M.A.; Yousef, S. Catalytic pyrolysis kinetic behavior and TG-FTIR-GC–MS analysis of metallized food packaging plastics with different concentrations of ZSM-5 zeolite catalyst. Polymers 2021, 13, 702. [Google Scholar] [CrossRef]
- Yousef, S.; Eimontas, J.; Striugas, N.; Abdelnaby, M.A. Modeling of metalized food packaging plastics pyrolysis kinetics using an independent parallel reactions kinetic model. Polymers 2020, 12, 763. [Google Scholar] [CrossRef] [PubMed]
- Andrade, L.A.; Barrozo, M.A.S.; Vieira, L.G.M. Thermo-chemical behavior and product formation during pyrolysis of mango seed shell. Ind. Crop. Prod. 2016, 85. [Google Scholar] [CrossRef]
- Yousef, S.; Eimontas, J.; Striūgas, N.; Mohamed, A.; Abdelnaby, M.A. Morphology, compositions, thermal behavior and kinetics of pyrolysis of lint-microfibers generated from clothes dryer. J. Anal. Appl. Pyrolysis 2021, 155. [Google Scholar] [CrossRef]
- Wang, B.; Xu, F.; Zong, P.; Zhang, J.; Tian, Y.; Qiao, Y. Effects of heating rate on fast pyrolysis behavior and product distribution of Jerusalem artichoke stalk by using TG-FTIR and Py-GC/MS. Renew. Energy 2019, 132. [Google Scholar] [CrossRef]
- Trubetskaya, A.; Johnson, R.; Monaghan, R.F.D.; Ramos, A.S.; Brunsvik, A.; Wittgens, B.; Han, Y.; Pisano, I.; Leahy, J.J.; Budarin, V. Combined analytical strategies for chemical and physical characterization of tar from torrefaction of olive stone. Fuel 2021, 291. [Google Scholar] [CrossRef]
- Icduygu, M.G.; Asilturk, M.; Yalcinkaya, M.A.; Hamidi, Y.K.; Altan, M.C. Three-dimensional nano-morphology of carbon nanotube/epoxy filled poly(methyl methacrylate) microcapsules. Materials 2019, 12, 1387. [Google Scholar] [CrossRef] [Green Version]
- Yousef, S.; Eimontas, J.; Striūgas, N.; Abdelnaby, M.A. Pyrolysis kinetic behaviour and TG-FTIR-GC–MS analysis of coronavirus face masks. J. Anal. Appl. Pyrolysis 2021, 156. [Google Scholar] [CrossRef]
- Eimontas, J.; Striūgas, N.; Zakarauskas, K.; Praspaliauskas, M.; Abdelnaby, M.A. Pyrolysis kinetic behavior and TG-FTIR-GC–MS analysis of metallised food packaging plastics. Fuel 2020, 282. [Google Scholar] [CrossRef]
- Flynn, J.H.; Wall, L.A. A quick, direct method for the determination of activation energy from thermogravimetric data. J. Polym. Sci. Polym. Lett. 1966, 4, 323–328. [Google Scholar] [CrossRef]
- Ozawa, T. A new method of analyzing thermogravimetric data. Bull. Chem. Soc. Jpn. 1965, 38, 1881–1886. [Google Scholar] [CrossRef] [Green Version]
- Kissinger, H.E. Reaction kinetics in differential thermal analysis. Anal. Chem. 1957, 29, 1702–1706. [Google Scholar] [CrossRef]
- Friedman, H.L. Kinetics of thermal degradation of char-forming plastics from thermogravimetry. Application to a phenolic plastic. J. Polym. Sci. C Polym. Symp. 1964, 6, 183–195. [Google Scholar] [CrossRef]
- Vyazovkin, S. Modification of the Integral Isoconversional Method to Account for Variation in the Activation Energy. J. Comput. Chem. 2001, 22. [Google Scholar] [CrossRef]
- Cai, J.; Chen, S. A new iterative linear integral isoconversional method for the determination of the activation energy varying with the conversion degree. J. Comput. Chem. 2009. [Google Scholar] [CrossRef] [PubMed]
- Hawkins, D.A.; Haque, A. Fracture toughness of carbon-graphene/epoxy hybrid Nanocomposites. Procedia Eng. 2014, 90. [Google Scholar] [CrossRef] [Green Version]
- Ashori, A.; Ghiyasi, M.; Fallah, A. Glass fiber-reinforced epoxy composite with surface-modified graphene oxide: Enhancement of interlaminar fracture toughness and thermo-mechanical performance. Polym. Bull. 2019, 76. [Google Scholar] [CrossRef]
- Striūgas, N.; Eimontas, J.; Abdelnaby, M.A. Pyrolysis and gasification kinetic behavior of mango seed shells using TG-FTIR-GC–MS system under N2 and CO2 atmospheres. Renew. Energy 2021, 173, 733–749. [Google Scholar] [CrossRef]
- Schwartz, N.R.; Paulsen, A.D.; Blaise, M.J.; Wagner, A.L.; Yelvington, P.E. Analysis of emissions from combusting pyrolysis products. Fuel 2020, 274. [Google Scholar] [CrossRef]
- Visco, A.; Yousef, S.; Scolaro, C.; Espro, C.; Cristani, M. Tribological behavior of nanocomposites based on UHMWPE aged in simulated synovial fluid. Polymers 2018, 11, 1291. [Google Scholar] [CrossRef] [Green Version]
- Fredi, G.; Dorigato, A.; Fambri, L.; Pegoretti, A. Multifunctional epoxy/carbon fiber laminates for thermal energy storage and release. Compos. Sci. Technol. 2018, 158. [Google Scholar] [CrossRef]
- Yousef, S.; Eimontas, J.; Subadra, S.P.; Striūgas, N. Functionalization of char derived from pyrolysis of metallised food packaging plastics waste and its application as a filler in fiberglass/epoxy composites. Process. Saf. Environ. Prot. 2021, 147. [Google Scholar] [CrossRef]
- Yousef, S.; Sarwar, Z.; Šereika, J.; Striugas, N.; Krugly, E.; Danilovas, P.P.; Martuzevicius, D. A new industrial technology for mass production of graphene/peba membranes for CO2/CH4 selectivity with high dispersion, thermal and mechanical performance. Polymers 2020, 12, 831. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yousef, S.; Šereika, J.; Tonkonogovas, A.; Hashem, T.; Mohamed, A. CO2/CH4, CO2/N2 and CO2/H2 selectivity performance of PES membranes under high pressure and temperature for biogas upgrading systems. Environ. Technol. Innov. 2021, 21. [Google Scholar] [CrossRef]
- Luo, Z.; Zhu, X.; Wang, C.; Wang, Y.; Zhu, X. Comparative study on the evolution of physicochemical properties of tar obtained from heavy fraction of bio-oil at different heating rates. J. Anal. Appl. Pyrolysis 2020, 150. [Google Scholar] [CrossRef]
- Eimontas, J.; Zakarauskas, K.; Striūgas, N.; Mohamed, A. A new strategy for using lint-microfibers generated from clothes dryer as a sustainable source of renewable energy. Sci. Total. Environ. 2021, 762. [Google Scholar] [CrossRef]
- Ye, Z.; Yang, F.; Lin, W.; Li, S.; Sun, S. Improvement of pyrolysis oil obtained from co-pyrolysis of WPCBs and compound additive during two stage pyrolysis. J. Anal. Appl. Pyrolysis 2018, 135. [Google Scholar] [CrossRef]
- Ma, C.; Sánchez-Rodríguez, D.; Kamo, T. A comprehensive study on the oxidative pyrolysis of epoxy resin from fiber/epoxy composites: Product characteristics and kinetics. J. Hazard. Mater. 2021, 412. [Google Scholar] [CrossRef]
- Yousef, S.; Eimontas, J.; Zakarauskas, K.; Striūgas, N. Microcrystalline paraffin wax, biogas, carbon particles and aluminum recovery from metallised food packaging plastics using pyrolysis, mechanical and chemical treatments. J. Clean. Prod. 2021, 290. [Google Scholar] [CrossRef]
- Eimontas, J.; Striūgas, N.; Trofimov, E.; Hamdy, M.; Abdelnaby, M.A. Conversion of end-of-life cotton banknotes into liquid fuel using mini-pyrolysis plant. J. Clean. Prod. 2020, 267. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Equation No. | Method | Expressions | Plots | Slope Value |
|---|---|---|---|---|
| (3) | Kissinger–Akahira–Sunose | ln(β/T2) versus 1/T | −Ea/R | |
| (4) | Flynn–Wall–Ozawa | lnβ versus 1/T | −1.0516Ea/R | |
| (5) | Friedman | ln(dy/dt) versus 1/T | −Ea/R | |
| (6) | Vyazovkin | −Ea/R | ||
| (7) | ||||
| (8) | } | |||
| (9) | ||||
| (10) | Cai | −Ea/R | ||
| (11) | DAEM | |||
| (12) | IPR | |||
| (13) | ||||
| Elemental Analysis (wt%) | Proximate Analysis (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|
| N | C | H | S | O | Moisture | Volatile Matter | Fixed Carbon | Ash |
| 2.16 ± 0.09 | 32.67± 0.23 | 3.94± 0.06 | <0.01± 0.00 | 61.24 ± 0.26 | 0.08 ± 0.00 | 42.28 ± 0.13 | 2.54 ± 0.07 | 55.1 ± 0.18 |
| Pyrolysis Parameters | Heating Rate (°C/min) | |||||
|---|---|---|---|---|---|---|
| 5 | 10 | 15 | 20 | 25 | 30 | |
| Onset temperature Ti (°C) | 256 | 260 | 278 | 308 | 286 | 279 |
| Tm (°C) | 346 | 361 | 367 | 357 | 364 | 355 |
| Tf (°C) | 477 | 478 | 500 | 462 | 454 | 466 |
| Rmax (%/min) | 2.9 | 5.8 | 7.8 | 14.6 | 18.7 | 21.9 |
| Di (% min−1 °C−3) | 5.2 ×10−7 | 8.7 ×10−7 | 9.8 ×10−7 | 2.2 ×10−6 | 2.9 ×10−6 | 3.9 ×10−6 |
| 63 | 71 | 78 | 60 | 62 | 57 | |
| Mf (%) | 58.2 | 58.03 | 56.69 | 60.59 | 58.25 | 57.87 |
| T5 | 301.4 | 310.8 | 314.9 | 319.2 | 317 | 316.6 |
| T30 | 364.5 | 377.1 | 384.6 | 380 | 394.9 | 393.5 |
| THRI | 166.24 | 171.78 | 174.79 | 174.28 | 178.23 | 177.74 |
| 5 °C/min | 10 °C/min | 15 °C/min | 20 °C/min | 25 °C/min | 30 °C/min | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Time (min.) | GC Compounds | Area (%) | Time (min.) | GC Compounds | Area (%) | Time (min.) | GC Compounds | Area (%) | Time (min.) | GC Compounds | Area (%) | Time (min.) | GC Compounds | Area (%) | Time (min.) | GC Compounds | Area (%) |
| 1.219 | Methane, chloro- | 1.99 | 1.219 | Methane, chloro- | 2.26 | 1.226 | Methane, chloro- | 5.34 | 1.200 | Propene | 2.83 | 1.219 | Methane, chloro- | 6.26 | 1.200 | Methane, chloro- | 7.55 |
| 8.794 | Phenol | 26.99 | 8.807 | Phenol | 15.25 | 1.368 | 2-Hexanone, 4-methyl- | 2.09 | 1.362 | Acetone | 2.68 | 1.362 | Acetic acid, sodium salt | 3.40 | 1.349 | Acetic acid, sodium salt | 4.64 |
| 10.159 | Phenol, 3-methyl- | 1.51 | 10.165 | Phenol, 4-methyl- | 2.00 | 1.892 | Furan, tetrahydro- | 2.21 | 1.886 | Furan, tetrahydro- | 2.17 | 1.886 | Furan, tetrahydro- | 1.96 | 1.866 | Furan, tetrahydro- | 2.77 |
| 12.397 | 2-Allylphenol | 1.68 | 11.563 | Phenol, 2-ethyl- | 2.18 | 5.062 | 1,3-Dioxol-2-one,4,5-dimethyl- | 1.67 | 5.055 | Piperazine, 1,4-dimethyl- | 1.65 | 5.055 | Piperazine, 1,4-dimethyl- | 1.60 | 6.239 | Benzene, 1,3-dimethyl- | 3.48 |
| 12.928 | Phenol, 4-(1-methylethyl)- | 10.31 | 12.397 | 2-Allylphenol | 2.47 | 6.278 | p-Xylene | 1.88 | 5.379 | 1,3-Cyclopentadiene, 5-(1,1-dimethylethyl)- | 1.74 | 5.508 | 1H-Pyrrole-2-ethanamine, 1-methyl- | 1.51 | 8.820 | Phenol | 4.25 |
| 14.021 | p-Isopropenylphenol | 24.91 | 12.921 | Phenol, 4-(1-methylethyl)- | 40.08 | 8.820 | Phenol | 6.89 | 6.271 | p-Xylene | 4.40 | 6.271 | p-Xylene | 3.96 | 10.211 | 4(1H)-Pyrimidinone | 9.04 |
| 18.420 | Silane, [[4-[1,2-bis[(trimethylsilyl)oxy]ethyl]-1,2-phenylene]bis(oxy)]bis[trimethyl- | 7.53 | 14.040 | p-Isopropenylphenol | 23.64 | 12.035 | 2(5H)-Furanone, 4-methyl-3-(2-methyl-2-propenyl)- | 1.43 | 8.813 | Phenol | 15.11 | 8.826 | Phenol | 5.00 | 11.304 | Octahydro-2(1H)-quinolinone | 4.06 |
| 20.108 | N-[5-(3-Hydroxy-2-methylpropenyl)-1,3,4,5-tetrahydrobenzo[cd]indol-3-yl]-N-methylacetamide | 3.61 | 18.536 | Silane, [[4-[1,2-bis[(trimethylsilyl)oxy]ethyl]-1,2-phenylene]bis(oxy)]bis[trimethyl- | 2.76 | 12.921 | Phenol, 4-(1-methylethyl)- | 31.74 | 11.951 | 2-Cyclopenten-1-one, 3-methyl- | 2.41 | 10.178 | Phenol, 3-methyl- | 1.41 | 12.895 | Phenol, 4-(1-methylethyl)- | 13.16 |
| 20.257 | 2-Ethylacridine | 4.93 | 23.898 | 1,1′-Biphenyl, 4-phenoxy- | 4.19 | 13.937 | Phenol, p-tert-butyl- | 1.92 | 12.035 | Cyclohexanone, 2-methyl-5-(1-methylethenyl)- | 1.90 | 11.951 | Cyclohexene, 1-pentyl- | 1.35 | 13.898 | Phenol, 2-methyl-5-(1-methylethyl) | 2.51 |
| 21.647 | Cyclotrisiloxane, hexamethyl- | 3.13 | 26.130 | Cyclotrisiloxane, hexamethyl- | 5.18 | 14.021 | p-Isopropenylphenol | 34.21 | 12.928 | Phenol, 4-(1-methylethyl)- | 18.79 | 12.041 | trans-4a-Methyl-decahydronaphthalene | 1.53 | 13.989 | p-Isopropenylphenol | 29.02 |
| 21.809 | Octasiloxane, 1,1,3,3,5,5,7,7,9,9,11,11,13,13,15,15-hexadecamethyl- | 2.49 | 16.537 | Pentasiloxane, dodecamethyl- | 2.51 | 14.027 | p-Isopropenylphenol | 33.42 | 12.921 | Phenol, 4-(1-methylethyl)- | 32.63 | 23.853 | 1,1′-Biphenyl, 4-phenoxy- | 5.05 | |||
| 23.058 | 1,2-Benzisothiazol-3-amine tbdms | 3.31 | 18.536 | trans-4′-Methyl-4-(methylthio)chalcone | 1.51 | 23.918 | 1,1′-Biphenyl, 4-phenoxy- | 2.69 | 13.937 | Phenol, 2-methyl-5-(1-methylethyl) | 2.72 | 25.069 | Piperonal, 6-(4-methoxy-1-cyclohexen-1-yl)- | 3.61 | |||
| 23.226 | Silane, 1,4-phenylenebis[trimethyl | 2.42 | 23.898 | 1,1′-Biphenyl, 4-phenoxy- | 3.03 | 25.800 | 1H-Indole, 5-methyl-2-phenyl- | 6.46 | 14.027 | p-Isopropenylphenol | 30.29 | 27.780 | Phosphine oxide, diphenylpropenyl- | 10.86 | |||
| 23.892 | 1,1′-Biphenyl, 4-phenoxy- | 2.22 | 26.130 | Cyclohexane, 1-ethyl-2-propyl- | 3.56 | 26.136 | Cyclooctane, 1-methyl-3-propyl- | 3.74 | 23.918 | 1,1′-Biphenyl, 4-phenoxy- | 2.69 | ||||||
| 24.358 | Silane, 1,4-phenylenebis[trimethyl | 2.95 | 26.136 | Cyclotrisiloxane, hexamethyl- | 3.69 | ||||||||||||
| KAS (KJ/mol) | R2 | FWO (KJ/mol) | R2 | Friedman (KJ/mol) | R2 | Vyazovkin (KJ/mol) | R2 | Cai (KJ/mol) | R2 | |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.1 | 175 | 0.9355 | 203 | 0.9381 | 221 | 0.9916 | 186 | 0.9368 | 184 | 0.9325 |
| 0.2 | 205 | 0.9871 | 235 | 0.9891 | 240 | 0.9992 | 217 | 0.9902 | 215 | 0.9882 |
| 0.3 | 203 | 0.9835 | 233 | 0.9861 | 222 | 0.999 | 215 | 0.9857 | 213 | 0.985 |
| 0.4 | 165 | 0.9945 | 193 | 0.9955 | 154 | 0.9992 | 177 | 0.995 | 174 | 0.9951 |
| 0.5 | 169 | 0.9946 | 198 | 0.9956 | 165 | 0.9999 | 181 | 0.9951 | 179 | 0.9951 |
| 0.6 | 139 | 0.9822 | 165 | 0.9861 | 142 | 0.9895 | 152 | 0.986 | 148 | 0.9844 |
| 0.7 | 140 | 0.9822 | 167 | 0.986 | 151 | 0.987 | 153 | 0.9856 | 149 | 0.9844 |
| 0.8 | 140 | 0.9821 | 168 | 0.986 | 165 | 0.9996 | 154 | 0.9854 | 150 | 0.9843 |
| 0.9 | 141 | 0.9821 | 168 | 0.986 | 159 | 0.9613 | 156 | 0.9853 | 151 | 0.9843 |
| Avg. | 164 | 0.9804 | 192 | 0.9831 | 180 | 0.9918 | 177 | 0.9827 | 174 | 0.9814 |
| Conversion (y) | The Activation Energy (kJ/mol) | ||||
|---|---|---|---|---|---|
| Intial Value | First Iteration | Second Iteration | Third Iteration | Fourth Iteration | |
| 0.1 | 200 | 185.7325984 | 186.3112627 | 186.665928 | 186.665928 |
| 0.2 | 200 | 216.6053071 | 217.2801578 | 217.693776 | 217.693776 |
| 0.3 | 200 | 213.9912192 | 214.6579256 | 215.066552 | 215.066552 |
| 0.4 | 200 | 176.9886399 | 177.5400617 | 177.87803 | 177.87803 |
| 0.5 | 200 | 180.934589 | 181.4983048 | 181.843808 | 181.843808 |
| 0.6 | 200 | 151.9479942 | 152.4214001 | 152.711552 | 152.711552 |
| 0.7 | 200 | 152.4360676 | 152.9109941 | 153.202078 | 153.202078 |
| 0.8 | 200 | 153.867198 | 154.3465832 | 154.6404 | 154.6404 |
| 0.9 | 200 | 155.3727803 | 155.8568563 | 156.153548 | 156.153548 |
| Average | 200 | 176.4307104 | 176.980394 | 177.3172969 | 177.3172969 |
| Conversion (y) | The Activation Energy (kJ/mol) | ||||
|---|---|---|---|---|---|
| Initial Value | First Iteration | Second Iteration | Third Iteration | Fourth Iteration | |
| 0.1 | 200 | 184.720452 | 184.712138 | 184.712138 | 184.712138 |
| 0.2 | 200 | 215.557078 | 214.675794 | 215.62359 | 215.62359 |
| 0.3 | 200 | 213.154332 | 212.289676 | 213.220844 | 213.220844 |
| 0.4 | 200 | 174.751966 | 173.945508 | 174.80185 | 174.80185 |
| 0.5 | 200 | 179.4768122 | 178.751 | 179.49926 | 179.49926 |
| 0.6 | 200 | 148.90374 | 148.28019 | 148.895426 | 148.895426 |
| 0.7 | 200 | 149.851536 | 149.252928 | 149.843222 | 149.843222 |
| 0.8 | 200 | 150.64968 | 150.059386 | 150.641366 | 150.641366 |
| 0.9 | 200 | 151.506022 | 150.94067 | 151.497708 | 151.497708 |
| Average | 200 | 174.2857354 | 173.6563656 | 174.3039338 | 174.3039338 |
| DAEM | IPR | |
|---|---|---|
| E1 | 200.382 | 10.857 |
| A1 | 3.33 × 1020 | 5.55 × 1014 |
| E2 | 248.47 | 234.67 |
| A2 | 3.66 × 1020 | 1.40 × 1017 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yousef, S.; Eimontas, J.; Striūgas, N.; Praspaliauskas, M.; Abdelnaby, M.A. Pyrolysis Kinetic Behaviour of Glass Fibre-Reinforced Epoxy Resin Composites Using Linear and Nonlinear Isoconversional Methods. Polymers 2021, 13, 1543. https://doi.org/10.3390/polym13101543
Yousef S, Eimontas J, Striūgas N, Praspaliauskas M, Abdelnaby MA. Pyrolysis Kinetic Behaviour of Glass Fibre-Reinforced Epoxy Resin Composites Using Linear and Nonlinear Isoconversional Methods. Polymers. 2021; 13(10):1543. https://doi.org/10.3390/polym13101543
Chicago/Turabian StyleYousef, Samy, Justas Eimontas, Nerijus Striūgas, Marius Praspaliauskas, and Mohammed Ali Abdelnaby. 2021. "Pyrolysis Kinetic Behaviour of Glass Fibre-Reinforced Epoxy Resin Composites Using Linear and Nonlinear Isoconversional Methods" Polymers 13, no. 10: 1543. https://doi.org/10.3390/polym13101543
APA StyleYousef, S., Eimontas, J., Striūgas, N., Praspaliauskas, M., & Abdelnaby, M. A. (2021). Pyrolysis Kinetic Behaviour of Glass Fibre-Reinforced Epoxy Resin Composites Using Linear and Nonlinear Isoconversional Methods. Polymers, 13(10), 1543. https://doi.org/10.3390/polym13101543