
Impact of PP Impurities on ABS Tensile Properties: Computational Mechanical Modelling Aspects




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
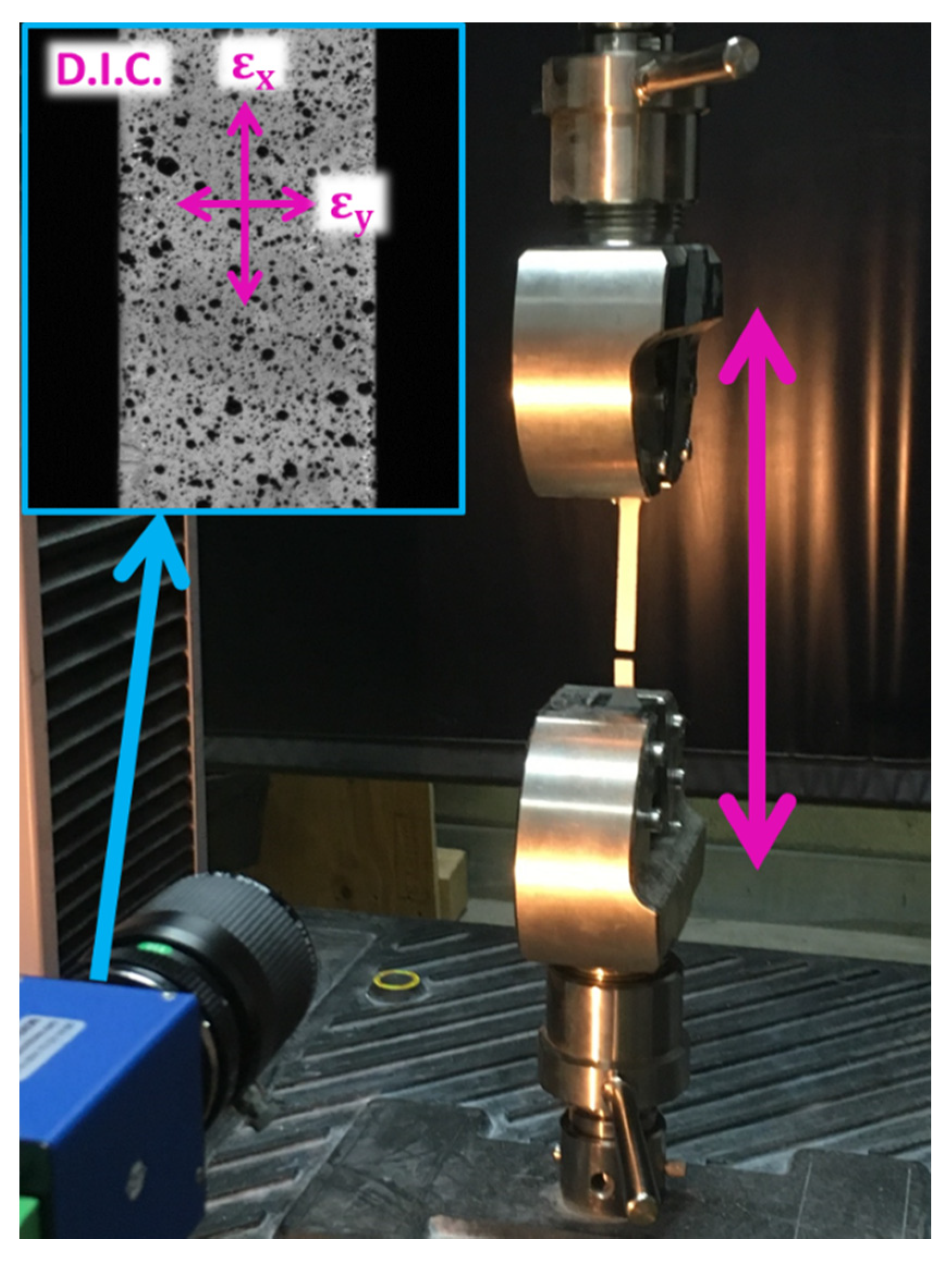
2.2. Methods
3. Results
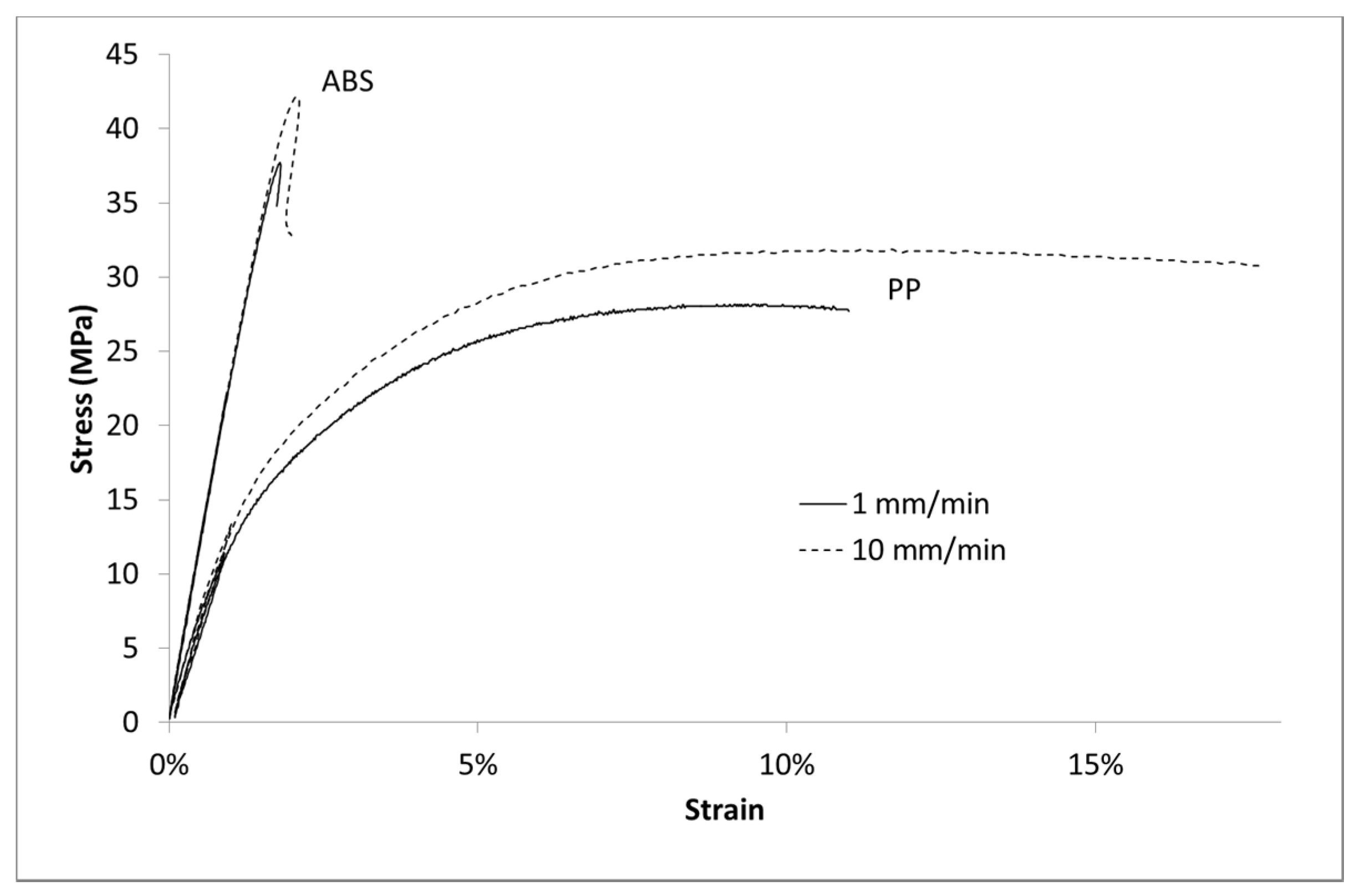
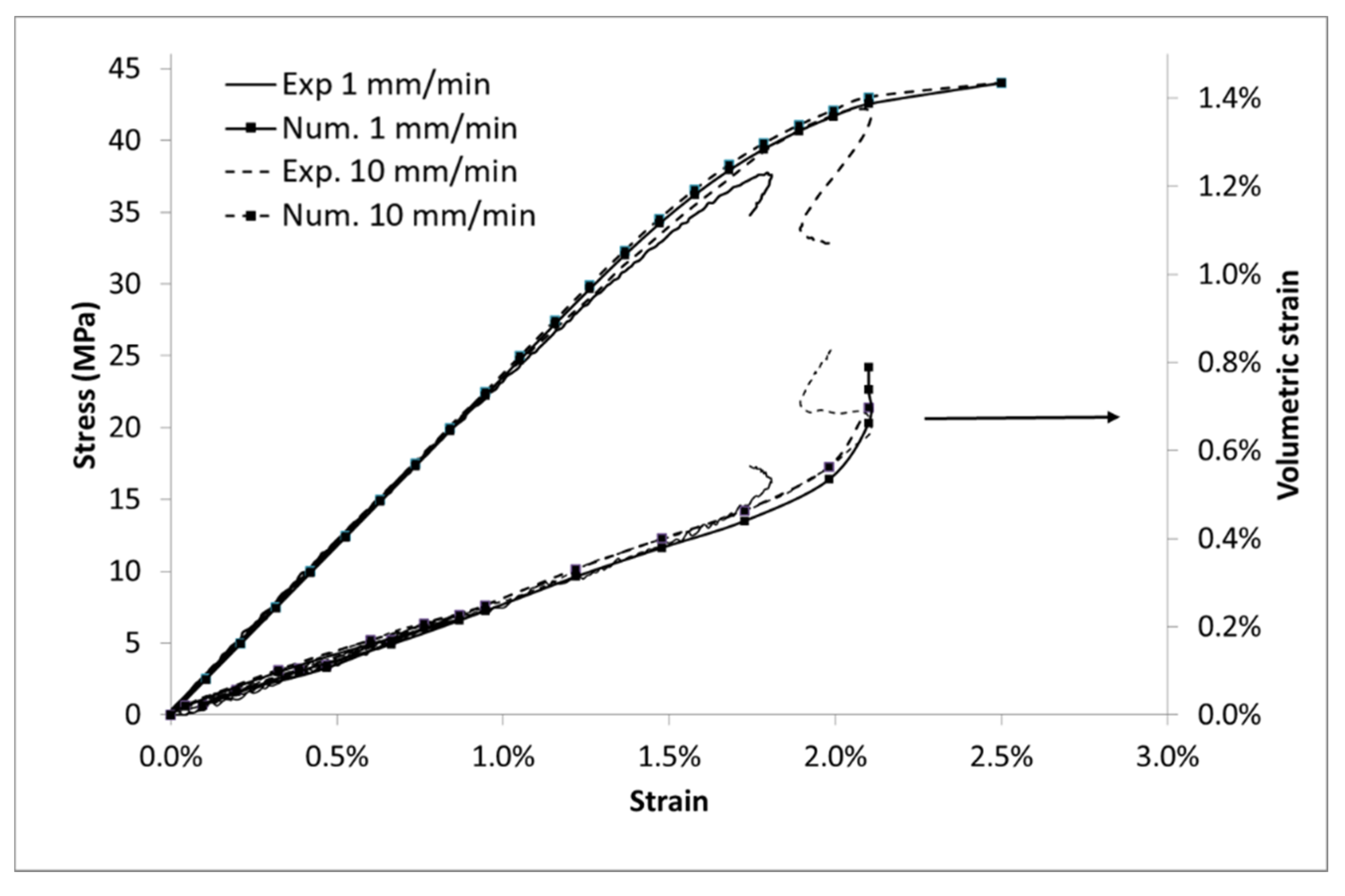
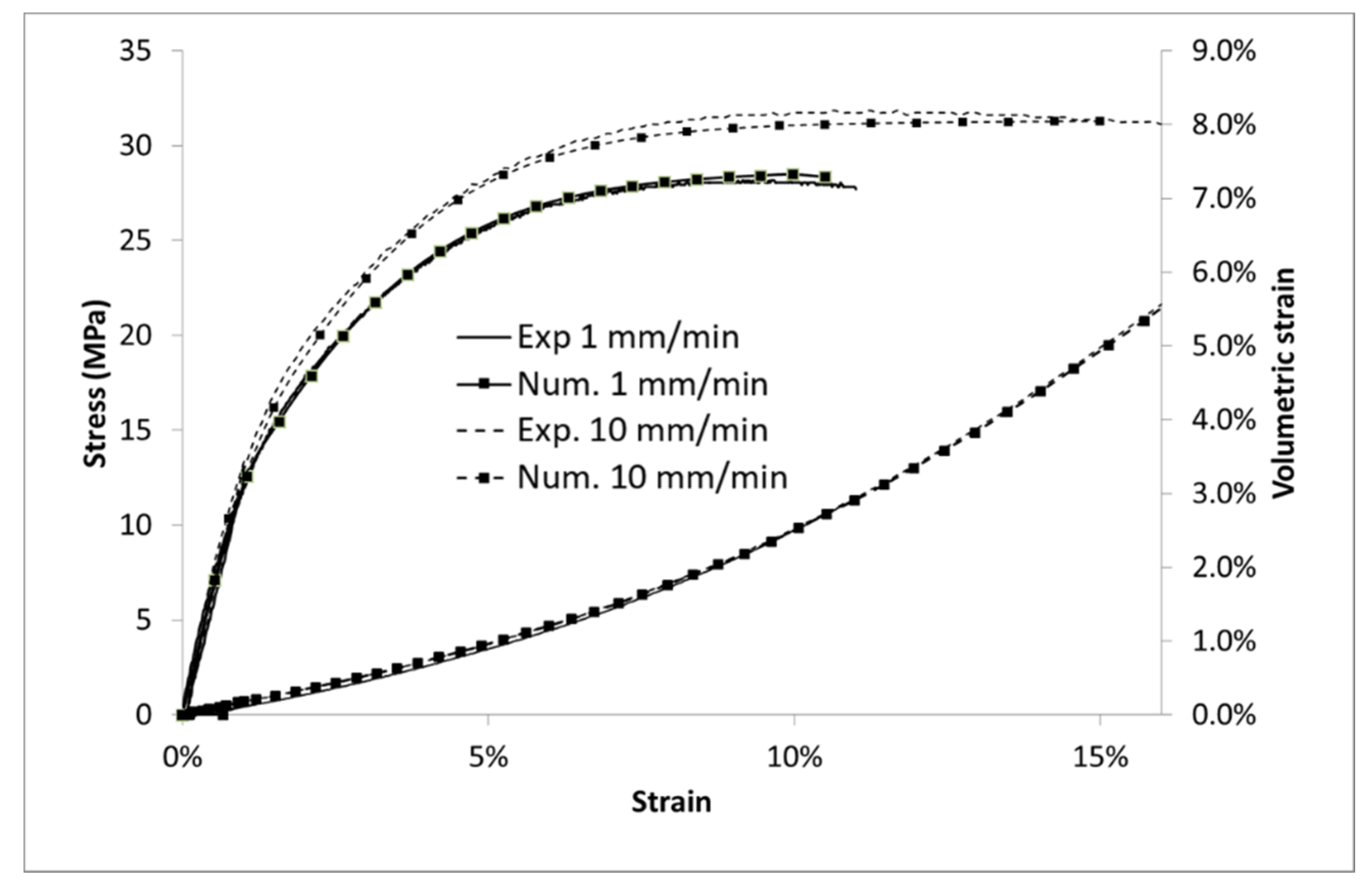
3.1. Mechanical Characterization
3.1.1. Mechanical Characterization of ABS and PP
3.1.2. Mechanical Characterization of Composites
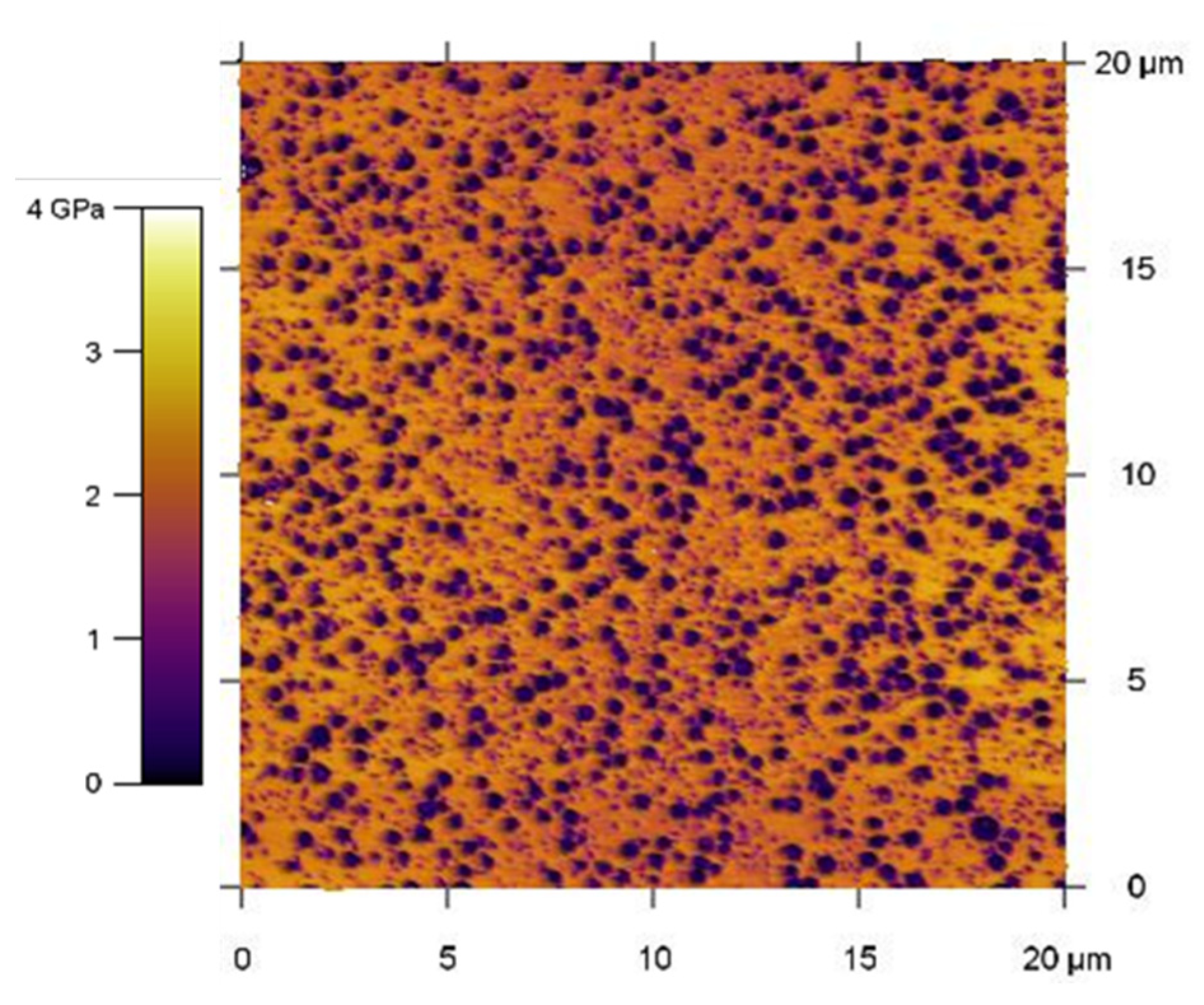
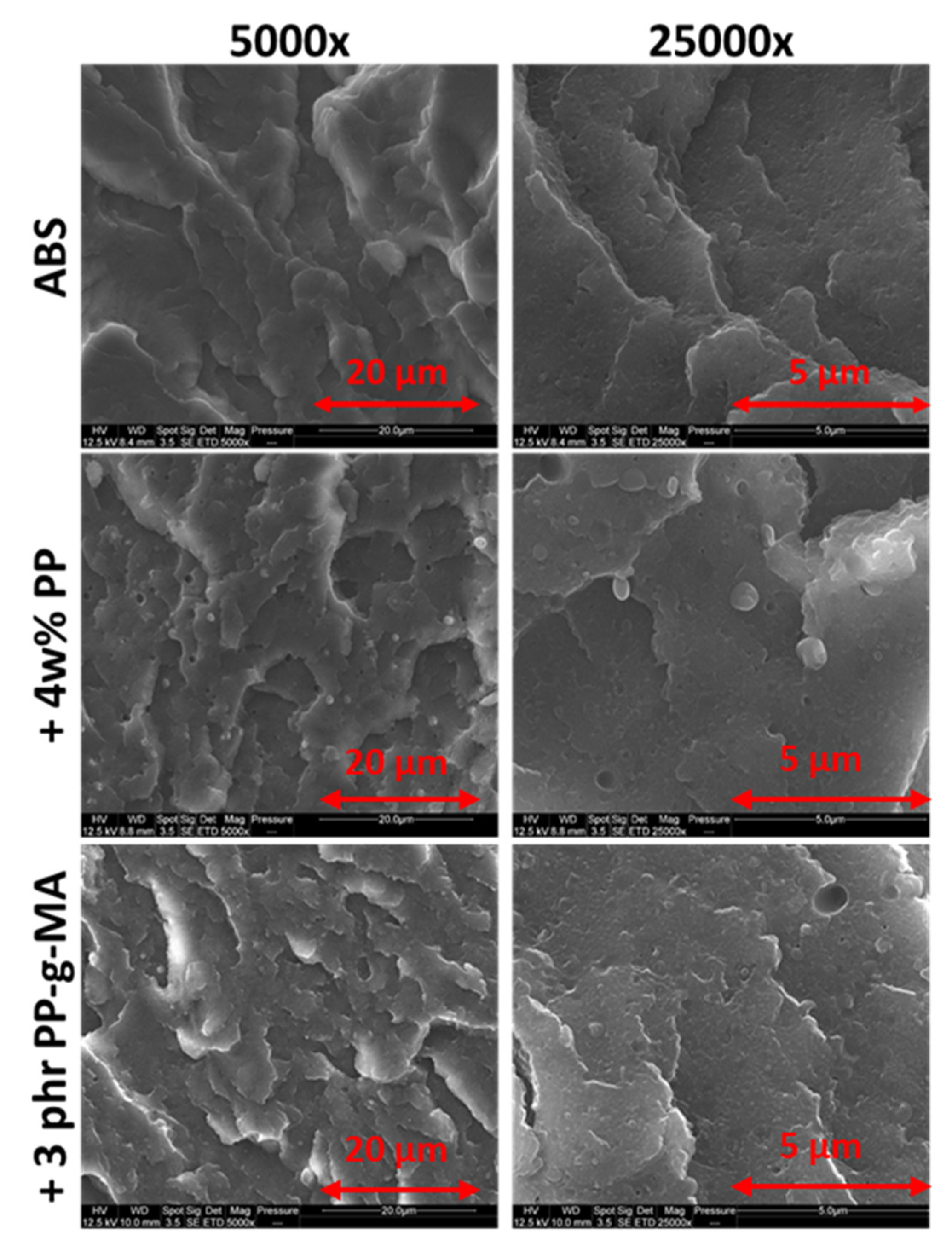
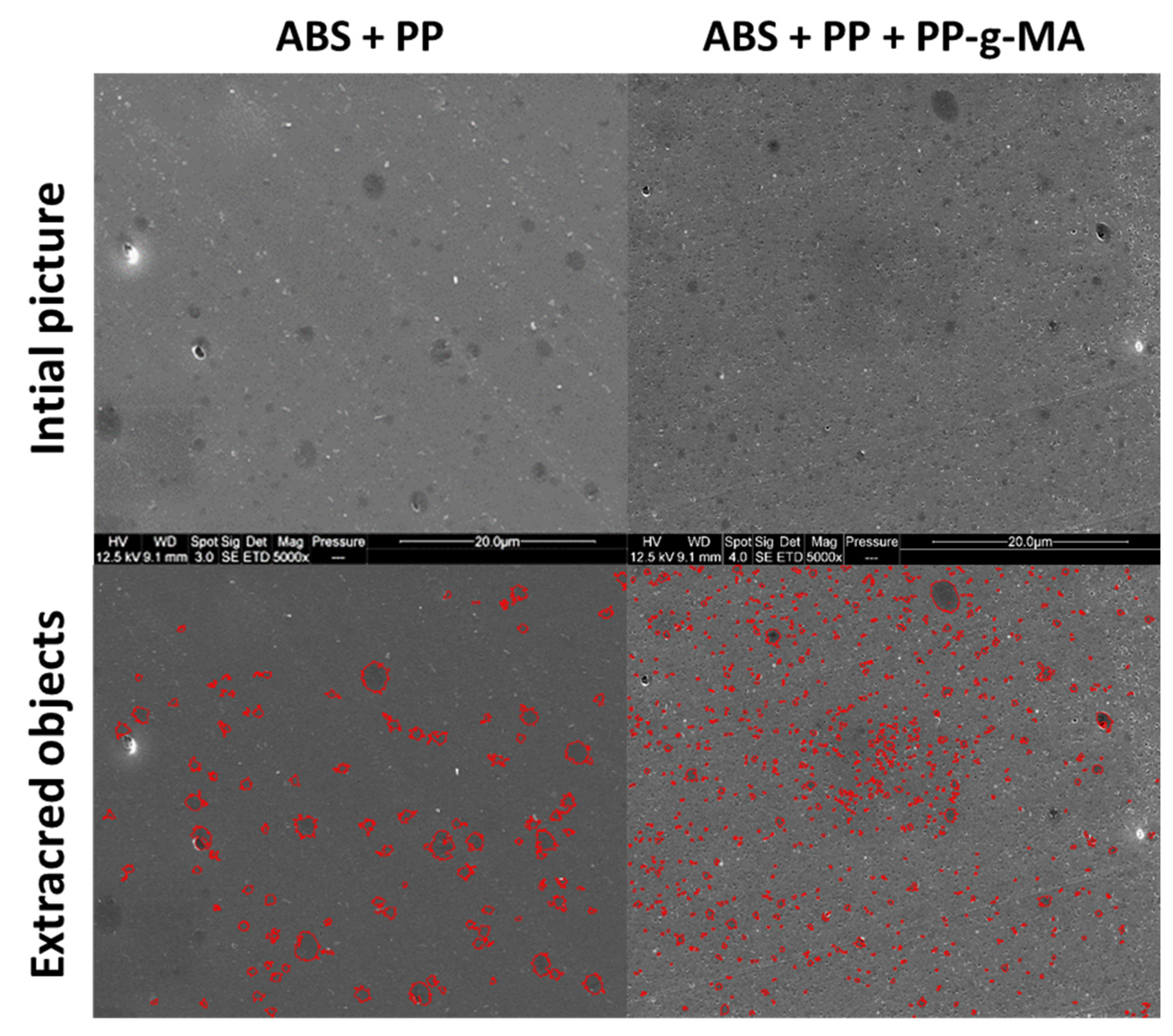
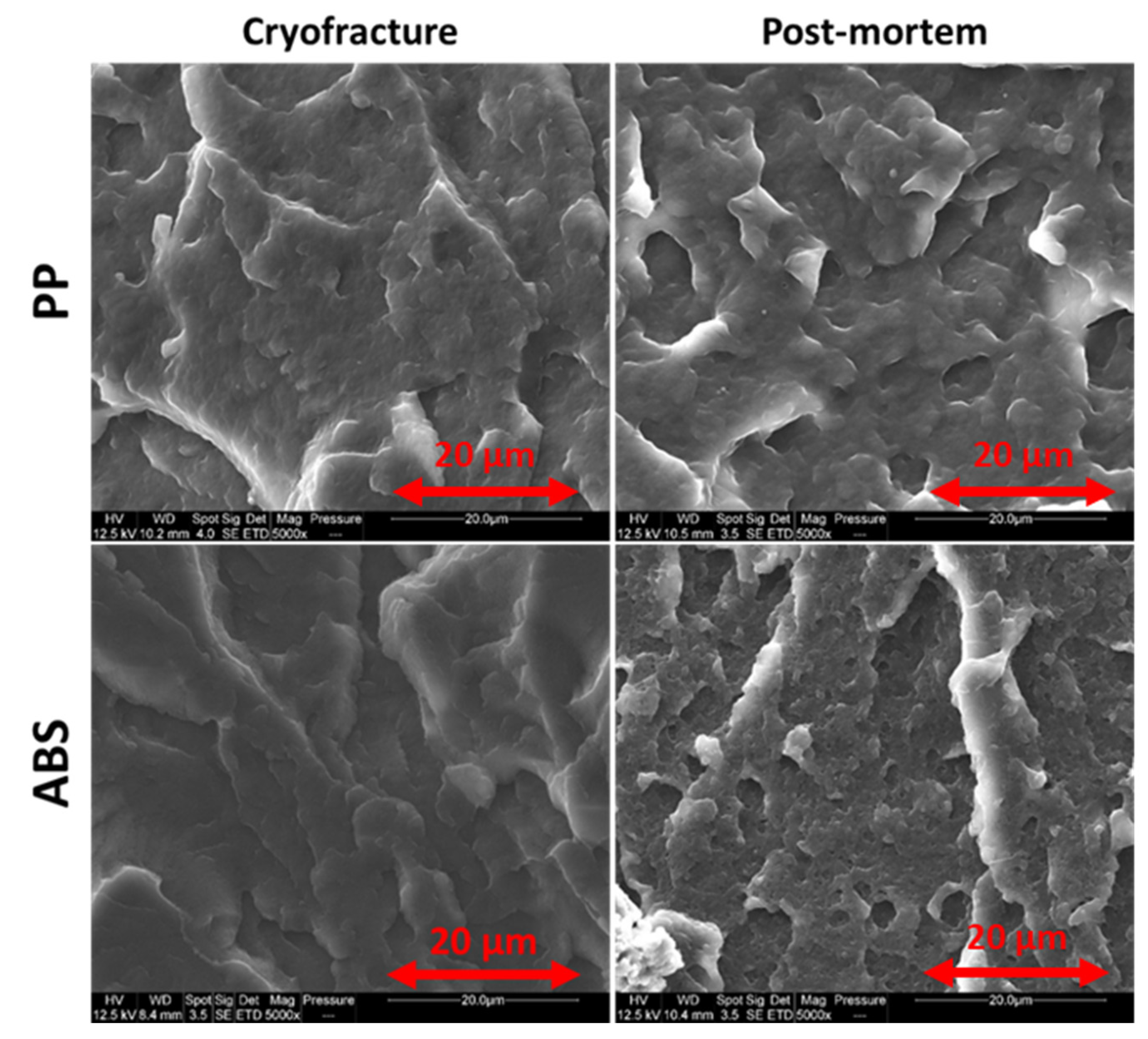
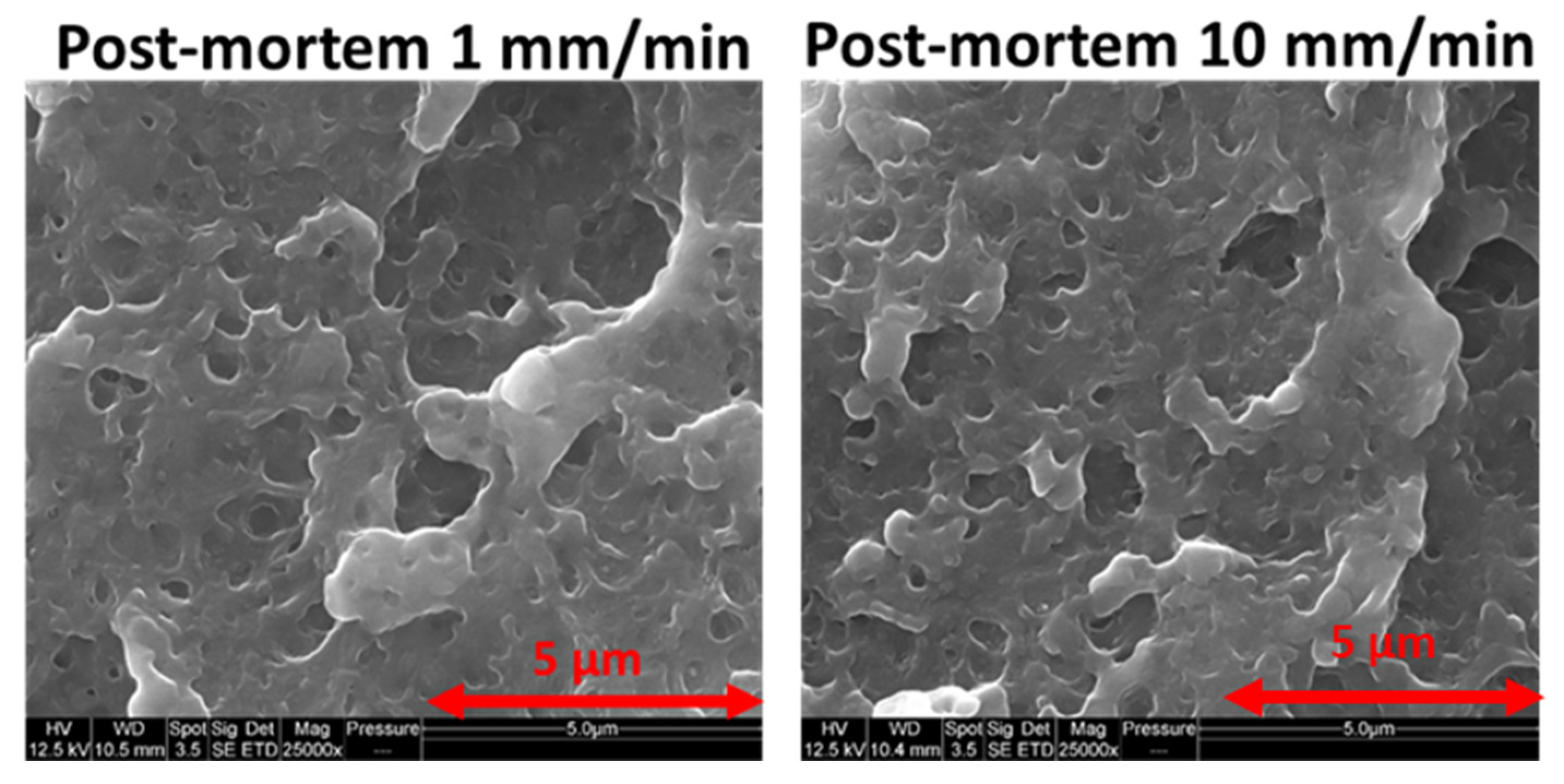
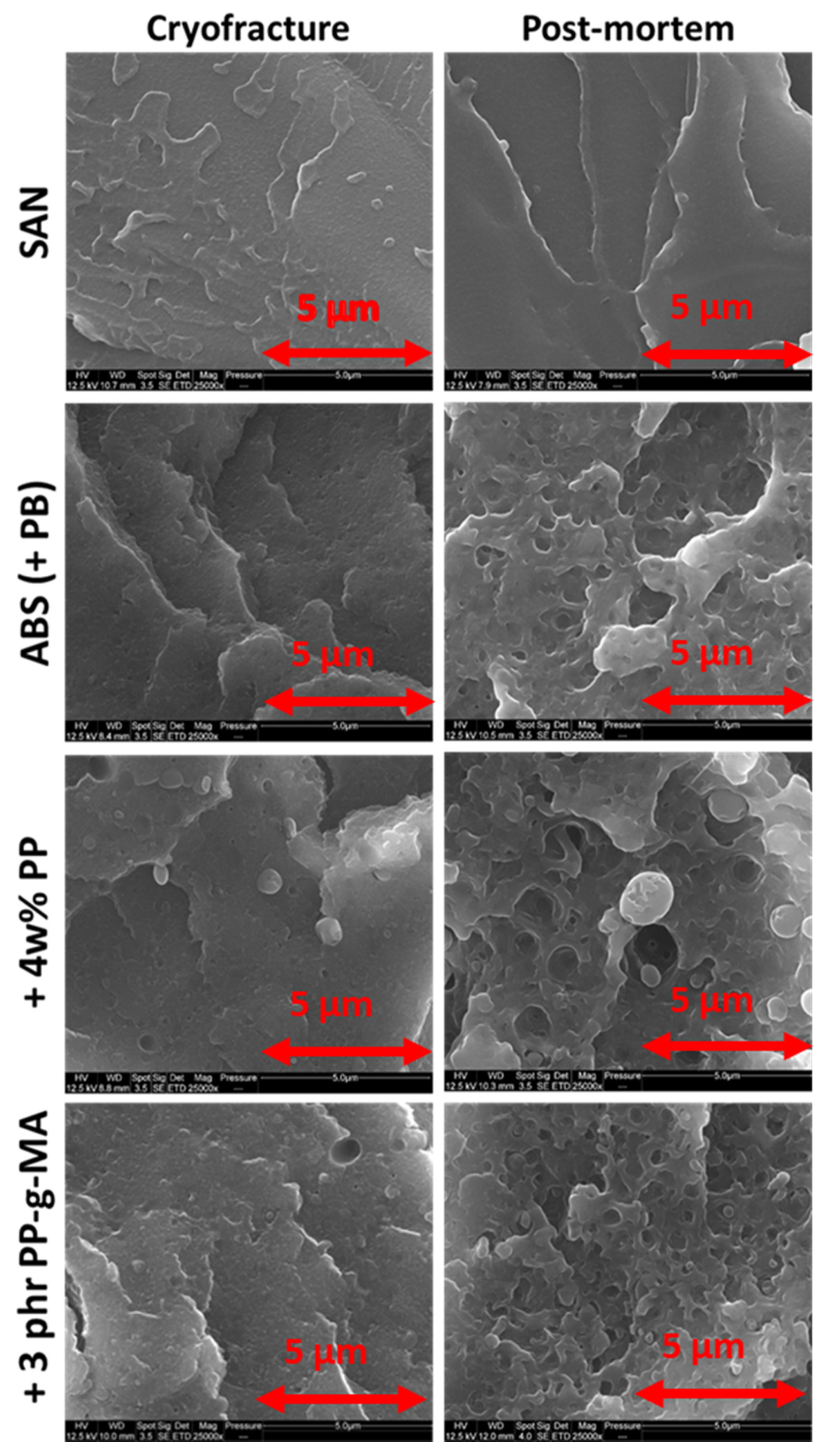
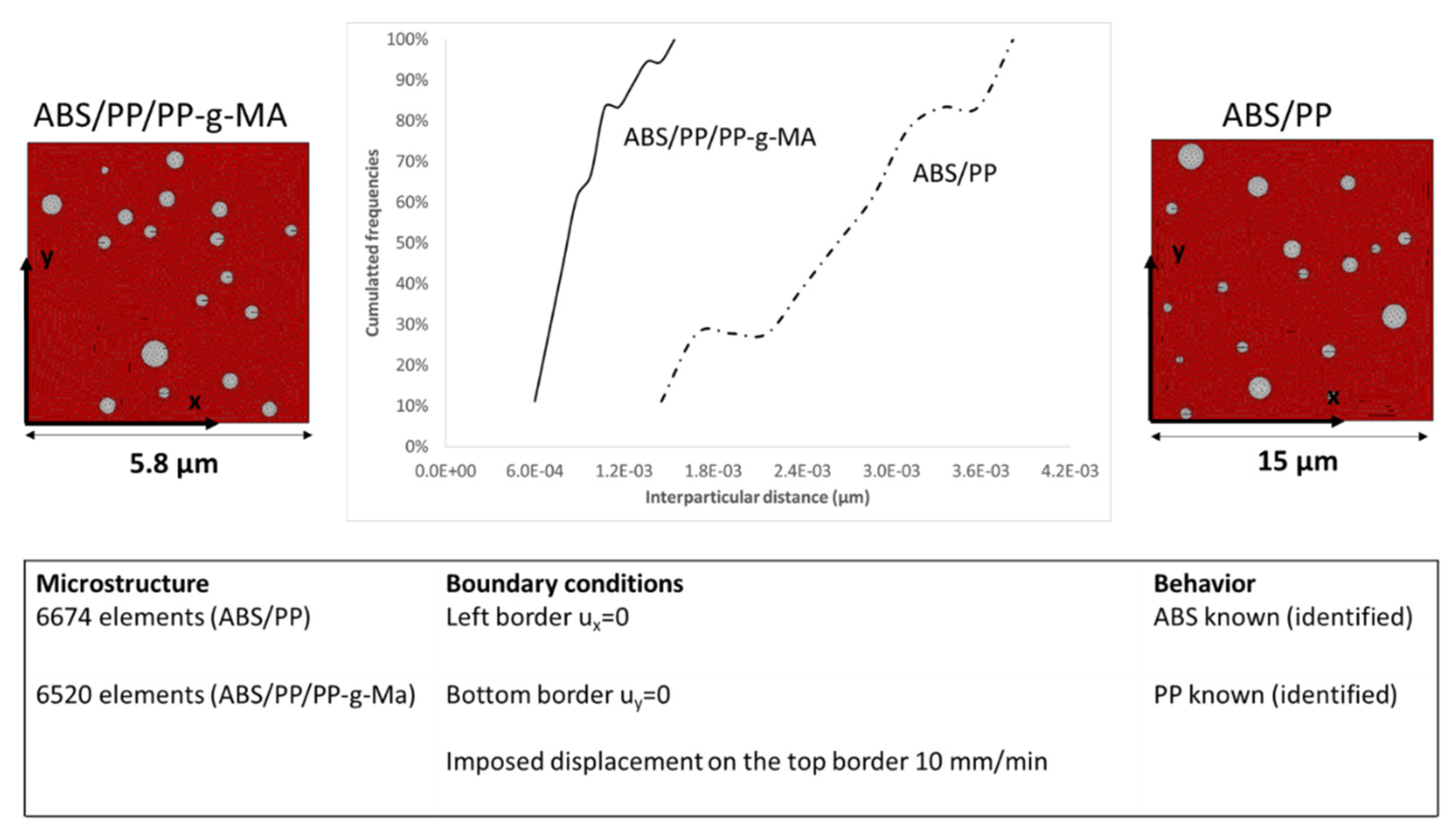
3.2. Morphology Characterization
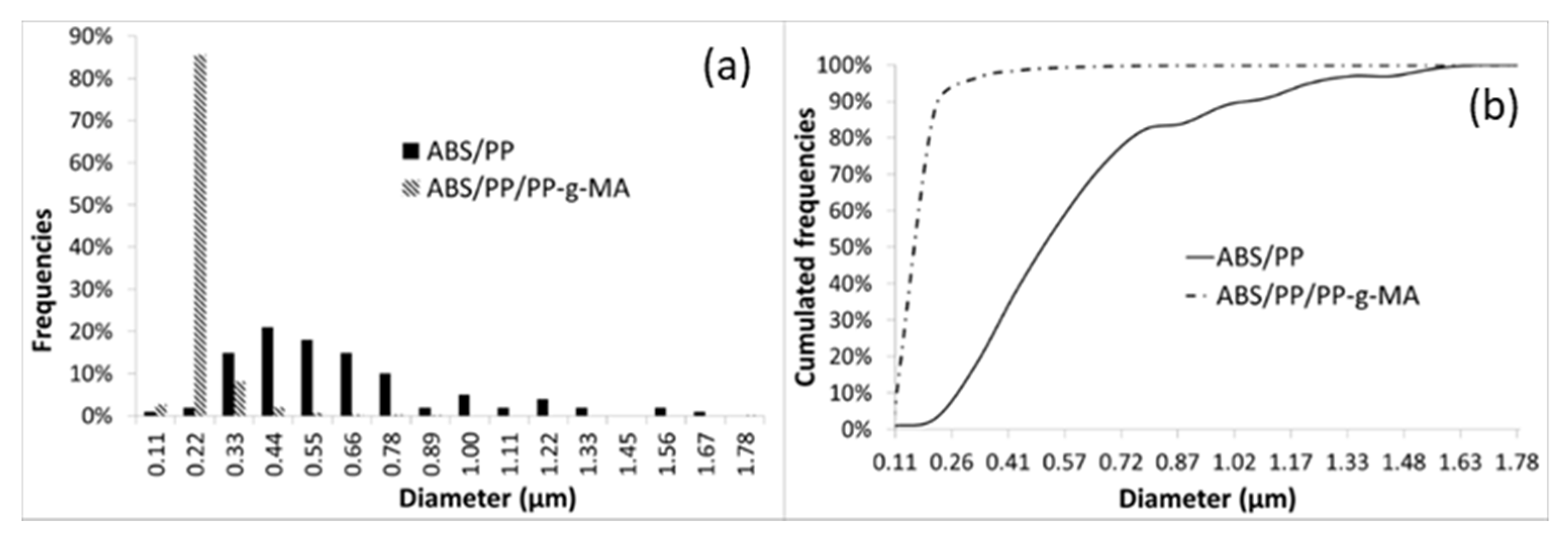
3.2.1. Nodular Dispersion of PP within ABS
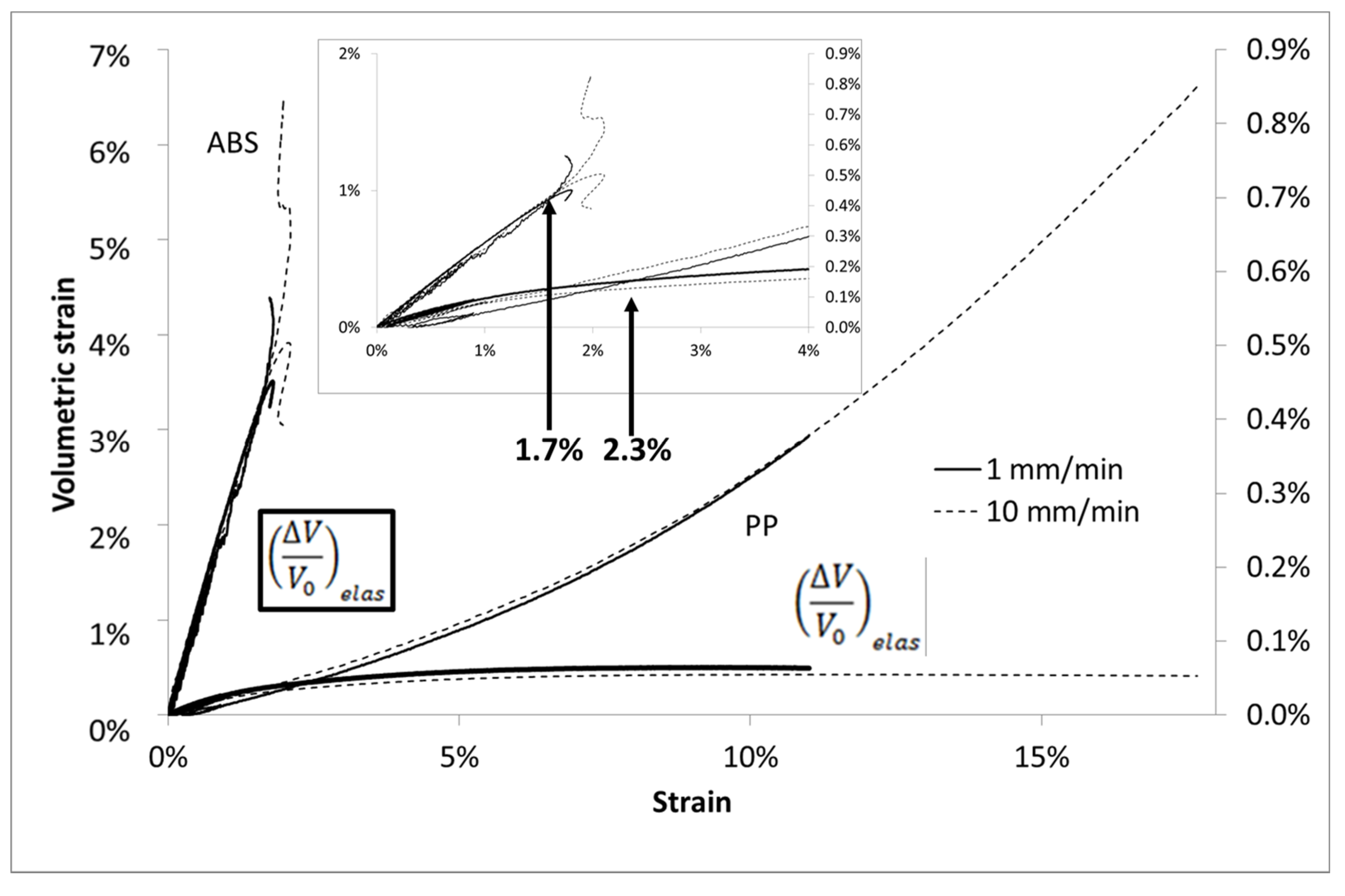
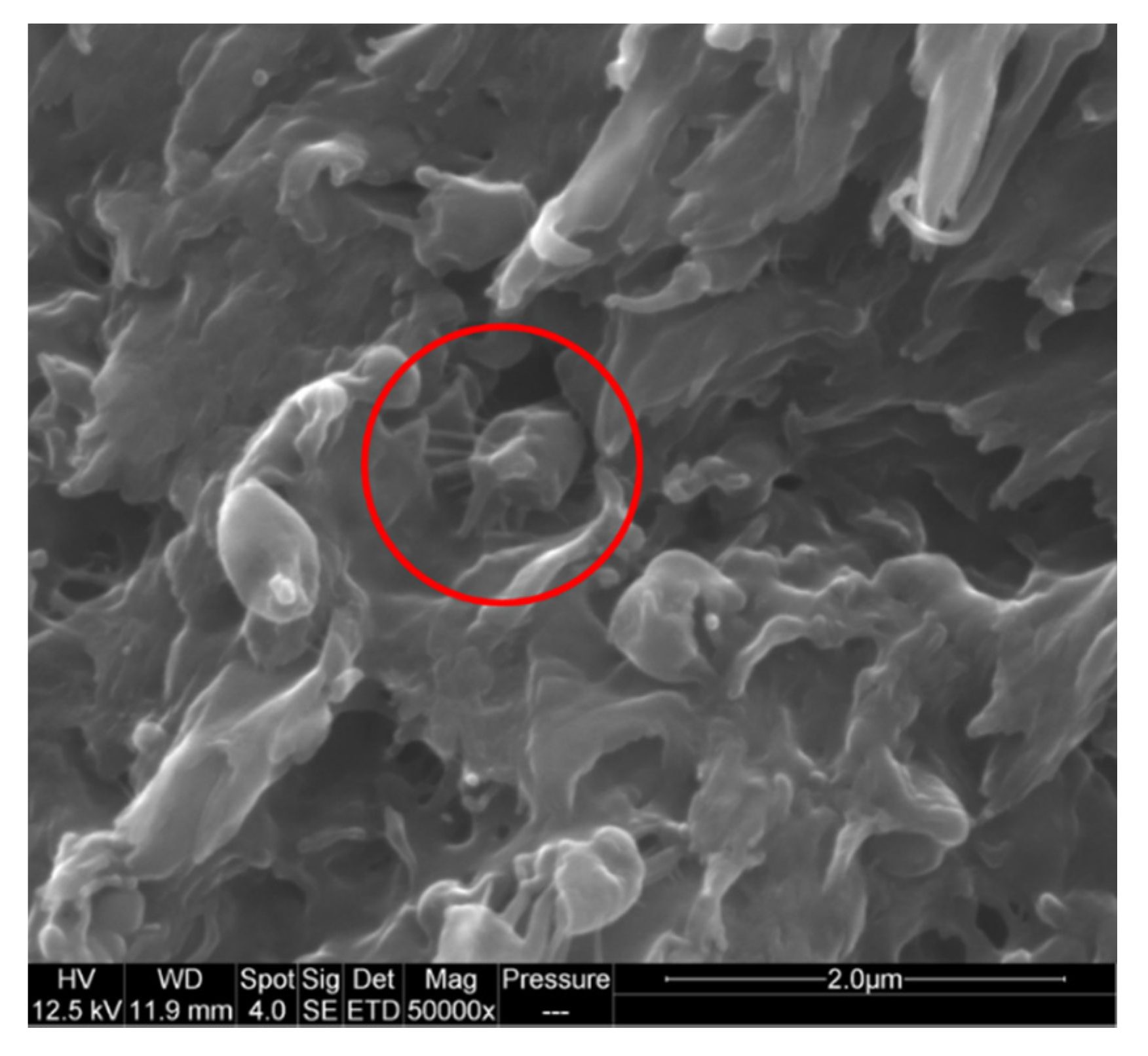
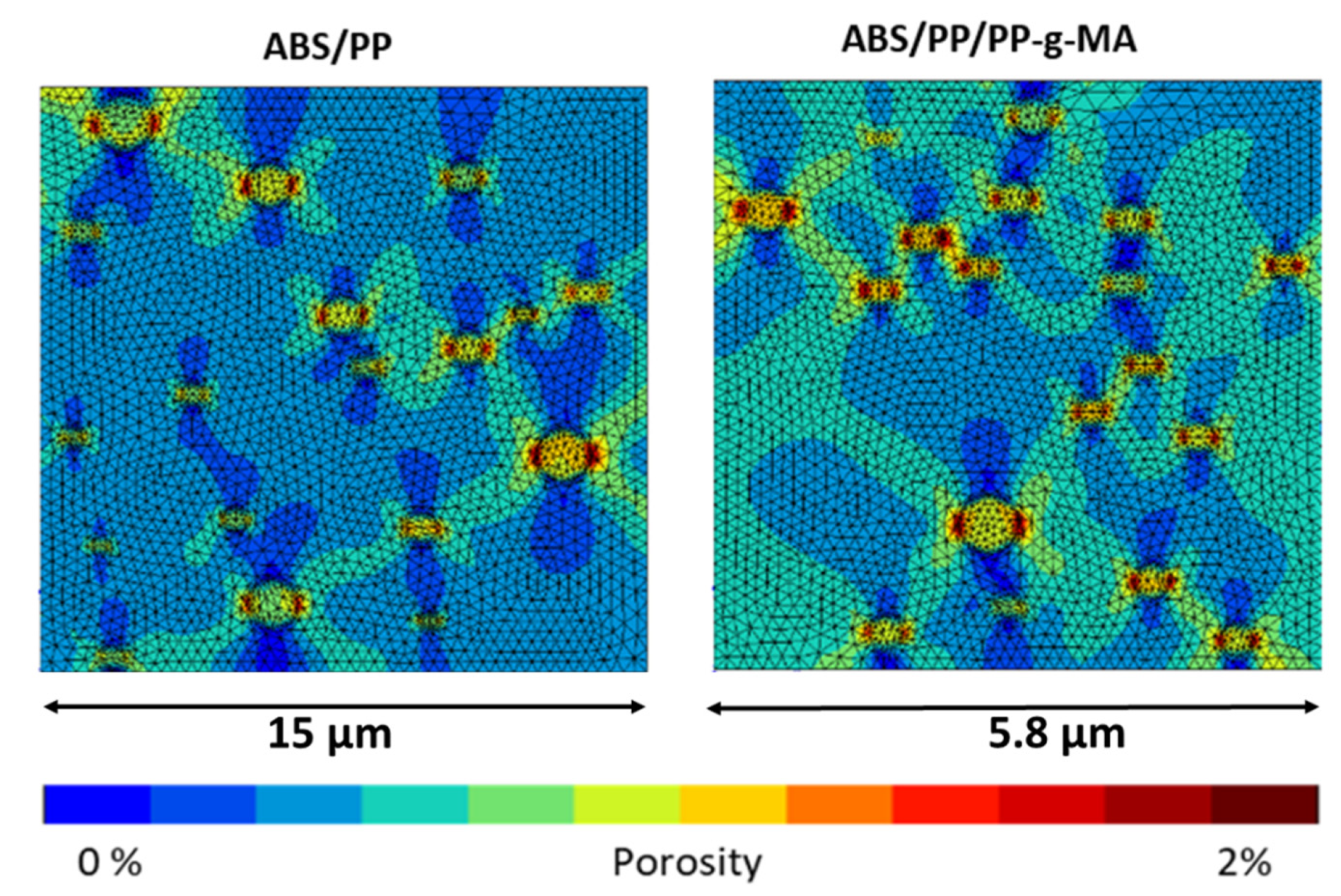
3.2.2. Cavitation Phenomenon
3.3. Modelling
3.3.1. Behavior
3.3.2. Determination of ABS and PP Model Properties
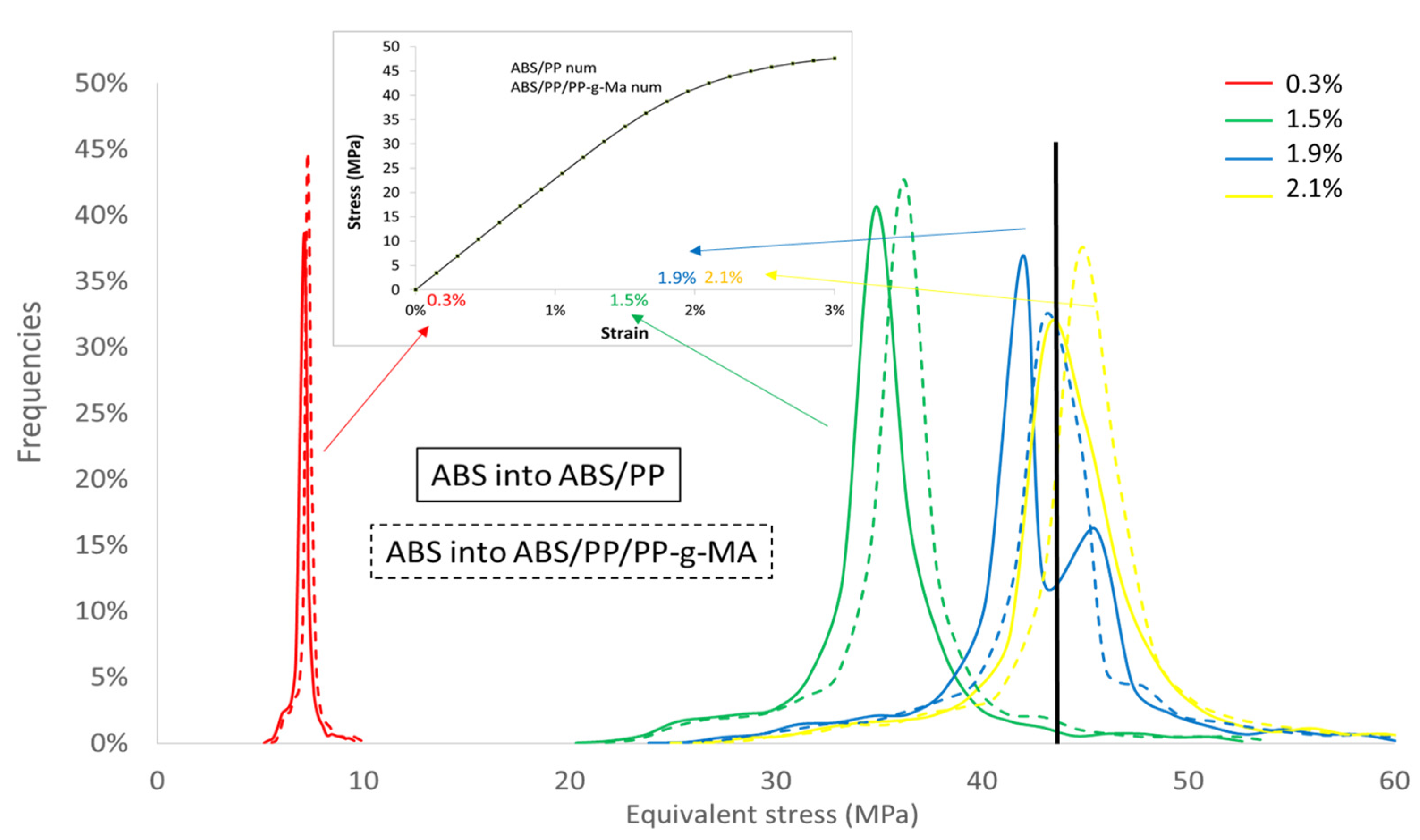
3.3.3. Prediction of ABS/PP Blend Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wang, R.X.Z. Recycling of non-metallic fractions from waste electrical and electronic equipment (WEEE): A review. Waste Manag. 2014, 34, 1455–1469. [Google Scholar] [CrossRef] [PubMed]
- Buekens, A.; Yang, J. Recycling of WEEE plastics: A review. J. Mater. Cycles Waste Manag. 2014, 16, 415–434. [Google Scholar] [CrossRef]
- Vanegas, P.; Peeters, J.R.; Cattrysse, D.; Tecchio, P.; Ardente, F.; Mathieux, F.; Dewulf, W.; Duflou, J.R. Ease of disassembly of products to support circular economy strategies. Resour. Conserv. Recycl. 2018, 135, 323–334. [Google Scholar] [CrossRef]
- Movilla, N.A.; Zwolinski, P.; Dewulf, J.; Mathieux, F. A method for manual disassembly analysis to support the ecodesign of electronic displays. Resour. Conserv. Recycl. 2016, 114, 42–58. [Google Scholar] [CrossRef]
- Robinson, B.H. E-waste: An assessment of global production and environmental impacts. Sci. Total. Environ. 2009, 408, 183–191. [Google Scholar] [CrossRef]
- Turner, A. Black plastics: Linear and circular economies, hazardous additives and marine pollution. Environ. Int. 2018, 117, 308–318. [Google Scholar] [CrossRef]
- Cucchiella, F.; D’Adamo, I.; Koh, S.L.; Rosa, P. Recycling of WEEEs: An economic assessment of present and future e-waste streams. Renew. Sustain. Energy Rev. 2015, 51, 263–272. [Google Scholar] [CrossRef] [Green Version]
- Hennebert, P.; Filella, M. WEEE plastic sorting for bromine essential to enforce EU regulation. Waste Manag. 2018, 71, 390–399. [Google Scholar] [CrossRef]
- Guzzonato, A.; Puype, F.; Harrad, S.J. Evidence of bad recycling practices: BFRs in children’s toys and food-contact articles. Environ. Sci. Process. Impacts 2017, 19, 956–963. [Google Scholar] [CrossRef]
- Beigbeder, J.; Perrin, D.; Mascaro, J.-F.; Lopez-Cuesta, J.-M. Study of the physico-chemical properties of recycled polymers from waste electrical and electronic equipment (WEEE) sorted by high resolution near infrared devices. Resour. Conserv. Recycl. 2013, 78, 105–114. [Google Scholar] [CrossRef]
- Perrin, D.; Mantaux, O.; Ienny, P.; Léger, R.; Dumon, M.; Lopez-Cuesta, J.-M. Influence of impurities on the performances of HIPS recycled from Waste Electric and Electronic Equipment (WEEE). Waste Manag. 2016, 56, 438–445. [Google Scholar] [CrossRef] [Green Version]
- Das, A.; Chatham, C.A.; Fallon, J.J.; Zawaski, C.E.; Gilmer, E.L.; Williams, C.B.; Bortner, M.J. Current understanding and challenges in high temperature additive manufacturing of engineering thermoplastic polymers. Addit. Manuf. 2020, 34, 101218. [Google Scholar] [CrossRef]
- Goh, G.; Toh, W.; Yap, Y.; Ng, T.; Yeong, W. Additively manufactured continuous carbon fiber-reinforced thermoplastic for topology optimized unmanned aerial vehicle structures. Compos. Part B Eng. 2021, 216, 108840. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Burbine, S.; Shivaprakash, N.K.; Mead, J. 3D-printable PP/SEBS thermoplastic elastomeric blends: Preparation and properties. Polymers 2019, 11, 347. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Martinho, G.; Pires, A.; Saraiva, L.; Ribeiro, R. Composition of plastics from waste electrical and electronic equipment (WEEE) by direct sampling. Waste Manag. 2012, 32, 1213–1217. [Google Scholar] [CrossRef] [PubMed]
- Maris, E.; Botané, P.; Wavrer, P.; Froelich, D. Characterizing plastics originating from WEEE: A case study in France. Miner. Eng. 2015, 76, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Bonda, S.; Mohanty, S.; Nayak, S.K. Influence of compatibilizer on mechanical, morphological and rheological properties of PP/ABS blends. Iran. Polym. J. 2014, 23, 415–425. [Google Scholar] [CrossRef]
- Tostar, S.; Stenvall, E.; Foreman, M.R.S.J.; Boldizar, A. The influence of compatibilizer addition and gamma irradiation on mechanical and rheological properties of a recycled WEEE plastics blend. Recycling 2016, 1, 101–110. [Google Scholar] [CrossRef] [Green Version]
- Patel, A.C.; Brahmbhatt, R.B.; Devi, S. Mechanical properties and morphology of PP/ABS blends compatibilized with PP-g-2-HEMA. J. Appl. Polym. Sci. 2001, 88, 72–78. [Google Scholar] [CrossRef]
- Patel, A.C.; Brahmbhatt, R.B.; Sarawade, B.D.; Devi, S. Morphological and mechanical properties of PP/ABS blends compatibilized with PP-g-acrylic acid. J. Appl. Polym. Sci. 2001, 81, 1731–1741. [Google Scholar] [CrossRef]
- Deng, Y.; Mao, X.; Lin, J.; Chen, Q. Compatibilization of polypropylene/Poly(acrylonitrile-butadiene-styrene) blends by polypropylene-graft-cardanol. J. Appl. Polym. Sci. 2015, 132, 41315. [Google Scholar] [CrossRef]
- Luo, Z.; Lu, Q.; Ma, F.; Jiang, Y. The effect of graft copolymers of maleic anhydride and epoxy resin on the mechanical properties and morphology of PP/ABS blends. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- IIbrahim, M.A.H.; Hassan, A.; Wahit, M.U.; Hasan, M.; Mokhtar, M. Mechanical properties and morphology of polypropylene/poly(acrylonitrile–butadiene–styrene) nanocomposites. J. Elastom. Plast. 2017, 49, 209–225. [Google Scholar] [CrossRef]
- Kum, C.K.; Sung, Y.-T.; Kim, Y.S.; Lee, H.G.; Kim, W.N.; Lee, H.S.; Yoon, H.G. Effects of compatibilizer on mechanical, morphological, and rheological properties of polypropylene/poly(acrylonitrile-butadiene-styrene) blends. Macromol. Res. 2007, 15, 308–314. [Google Scholar] [CrossRef]
- Lee, Y.K.; Lee, J.B.; Park, D.H.; Kim, W.N. Effects of accelerated aging and compatibilizers on the mechanical and morphological properties of polypropylene and poly(acrylonitrile-butadiene-styrene) blends. J. Appl. Polym. Sci. 2013, 127, 1032–1037. [Google Scholar] [CrossRef]
- Gurson, A.L. Continuum theory of ductile rupture by void nucleation and growth: Part I—Yield criteria and flow rules for porous ductile media. J. Eng. Mater. Technol. 1977, 99, 2–15. [Google Scholar] [CrossRef]
- Tvergaard, V. On localization in ductile materials containing spherical voids. Int. J. Fract. 1982, 18, 237–252. [Google Scholar]
- Tvergaard, V.; Needleman, A. Analysis of the cup-cone fracture in a round tensile bar. Acta Met. 1984, 32, 157–169. [Google Scholar] [CrossRef]
- Moore, J. Acrylonitrile-butadiene-styrene (ABS)—A review. Composites 1973, 4, 118–130. [Google Scholar] [CrossRef]
- Signoret, C.; Girard, P.; Guen, A.; Caro-Bretelle, A.-S.; Lopez-Cuesta, J.-M.; Ienny, P.; Perrin, D. Degradation of styrenic plastics during recycling: Accommodation of PP within ABS after WEEE plastics imperfect sorting. Polymers 2021, 13, 1439. [Google Scholar] [CrossRef]
- Christmann, A.; Ienny, P.; Quantin, J.; Caro-Bretelle, A.; Lopez-Cuesta, J. Mechanical behaviour at large strain of polycarbonate nanocomposites during uniaxial tensile test. Polymer 2011, 52, 4033–4044. [Google Scholar] [CrossRef]
- Caro-Bretelle, A.; Ienny, P.; Leger, R. Constitutive modeling of a SEBS cast-calender: Large strain, compressibility and anisotropic damage induced by the process. Polymer 2013, 54, 4594–4603. [Google Scholar] [CrossRef]
- Hall, R.A. Computer modelling of rubber-toughened plastics: Random placement of monosized core-shell particles in a polymer matrix and interparticle distance calculations. J. Mater. Sci. 1991, 26, 5631–5636. [Google Scholar] [CrossRef]
- Besson, J. Continuum models of ductile fracture: A review. Int. J. Damage Mech. 2010, 19, 3–52. [Google Scholar] [CrossRef] [Green Version]
- Boisot, G.; Laiarinandrasana, L.; Besson, J.; Fond, C.; Hochstetter, G. Experimental investigations and modeling of volume change induced by void growth in polyamide 11. Int. J. Solids Struct. 2011, 48, 2642–2654. [Google Scholar] [CrossRef]
- Tvergaard, V. Influence of voids on shear band instabilities under plane strain conditions. Int. J. Fract. 1981, 17, 389–407. [Google Scholar] [CrossRef]
- Caro, A.; Bernardeau, F.; Perrin, D.; Leger, R.; Benezet, J.; Ienny, P. Computational modelling of void growth in Phenolic Molding Compounds filled PolyPropylene from optical measurements. Polym. Test. 2018, 71, 209–216. [Google Scholar] [CrossRef] [Green Version]
- Besson, J.; Leriche, R.; Foerch, R.; Cailletaud, G. Object-oriented programming applied to the finite element method Part II. application to material behaviors. Rev. Eur. Élém. Finis 1998, 7, 567–588. [Google Scholar] [CrossRef]
- Liu, J.L.; Xia, R.; Zhou, X.H. A new look on wetting models: Continuum analysis. Sci. China Phys. Mech. Astron. 2012, 55, 1–9. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Loading Speeds (mm/min) | 1 | 1 | 10 | 10 |
|---|---|---|---|---|
| Polymers | ABS | PP | ABS | PP |
| E (MPa) | 2337 ± 9 | 1236 ± 25 | 2349 ± 12 | 1193 ± 42 |
| ν | 0.36 ± 0.01 | 0.39 ± 0.01 | 0.37 ± 0.01 | 0.43 ± 0.01 |
| ABS | PP | ABS/PP | ABS/PP/PP-g-MA | |
|---|---|---|---|---|
| E (MPa) | 2349 ± 12 | 1193 ± 42 | 2329 ± 24 | 2212 ± 45 |
| ν | 0.37 ± 0.01 | 0.43 ± 0.005 | 0.37 ± 0.04 | 0.37 ± 0.02 |
| 42 ± 5 | 31.7 ± 3 | 41 ± 4 | 39.4 ± 0.2 | |
| 0.02 ± 0.01 | 0.18 ± 0.01 | 0.02 ± 0.01 | 0.027 ± 0.01 |
| Material Properties | ABS | PP |
|---|---|---|
| q1(−), q2() | 1, 1 | 1, 1 |
| A() | 0.53 | 0.23 |
| n(), K (MPa.s) | 2.5, 410 | 2.4, 51.2 |
| 27, 2, 210 | 11, 17, 58.3 |
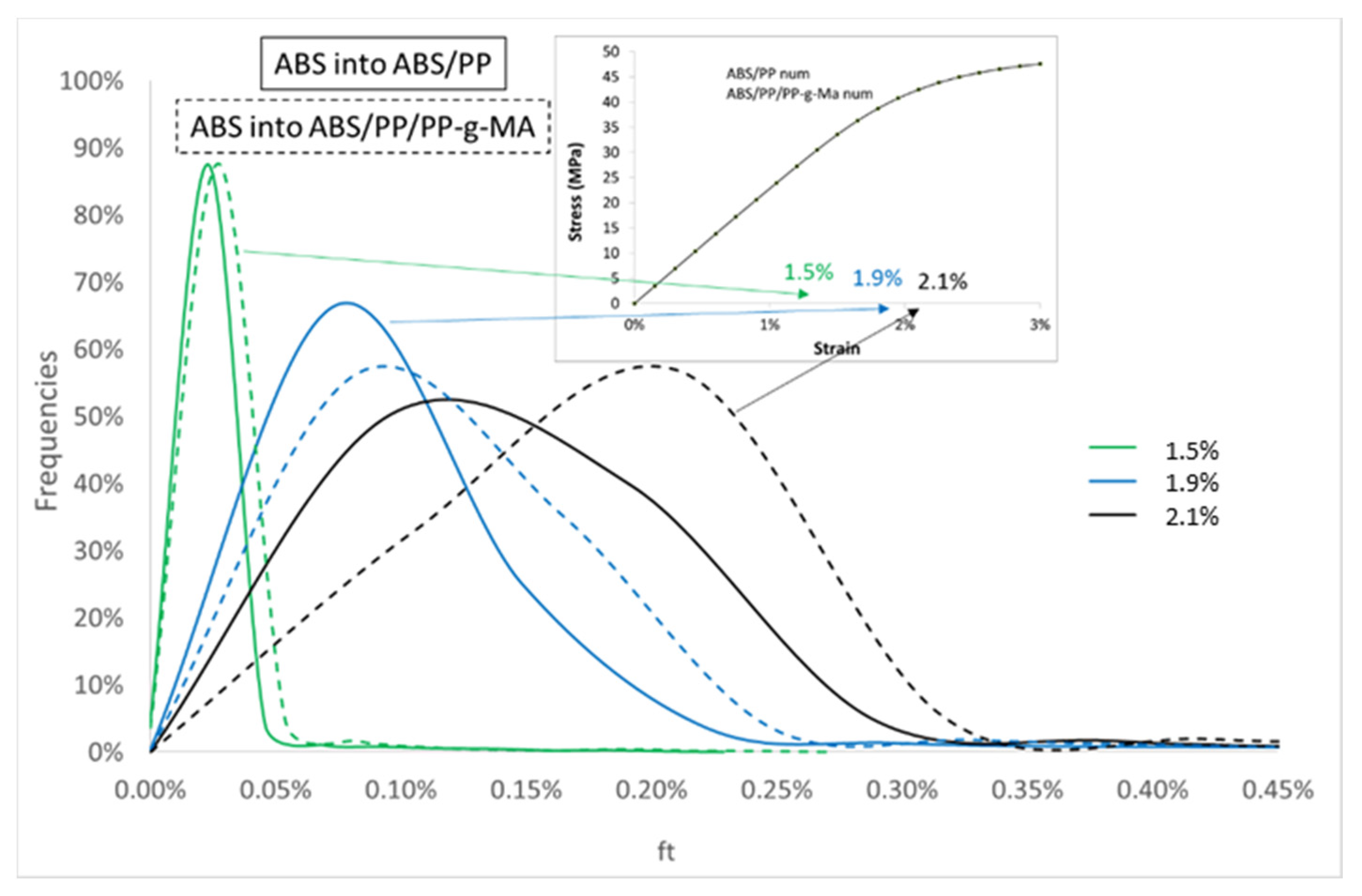
| % of Elements in ABS with an Equivalent Stress Higher than 43 Mpa | ||
|---|---|---|
| In ABS/PP | In ABS/PP/PP-g-MA | |
| εmacro = 0.3% | 0.0 | 0.0 |
| εmacro = 1.5% | 4.2 | 5.6 |
| εmacro = 1.9% | 39.3 | 71.8 |
| εmacro = 2.1% | 80.6 | 86.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Signoret, C.; Caro-Bretelle, A.-S.; Lopez-Cuesta, J.-M.; Ienny, P.; Perrin, D. Impact of PP Impurities on ABS Tensile Properties: Computational Mechanical Modelling Aspects. Polymers 2021, 13, 1647. https://doi.org/10.3390/polym13101647
Signoret C, Caro-Bretelle A-S, Lopez-Cuesta J-M, Ienny P, Perrin D. Impact of PP Impurities on ABS Tensile Properties: Computational Mechanical Modelling Aspects. Polymers. 2021; 13(10):1647. https://doi.org/10.3390/polym13101647
Chicago/Turabian StyleSignoret, Charles, Anne-Sophie Caro-Bretelle, José-Marie Lopez-Cuesta, Patrick Ienny, and Didier Perrin. 2021. "Impact of PP Impurities on ABS Tensile Properties: Computational Mechanical Modelling Aspects" Polymers 13, no. 10: 1647. https://doi.org/10.3390/polym13101647
APA StyleSignoret, C., Caro-Bretelle, A. -S., Lopez-Cuesta, J. -M., Ienny, P., & Perrin, D. (2021). Impact of PP Impurities on ABS Tensile Properties: Computational Mechanical Modelling Aspects. Polymers, 13(10), 1647. https://doi.org/10.3390/polym13101647