
Comparative Study of the Properties of Plasticized Polylactic Acid with Maleinized Hemp Seed Oil and a Novel Maleinized Brazil Nut Seed Oil

 ,
,  ,
,  ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
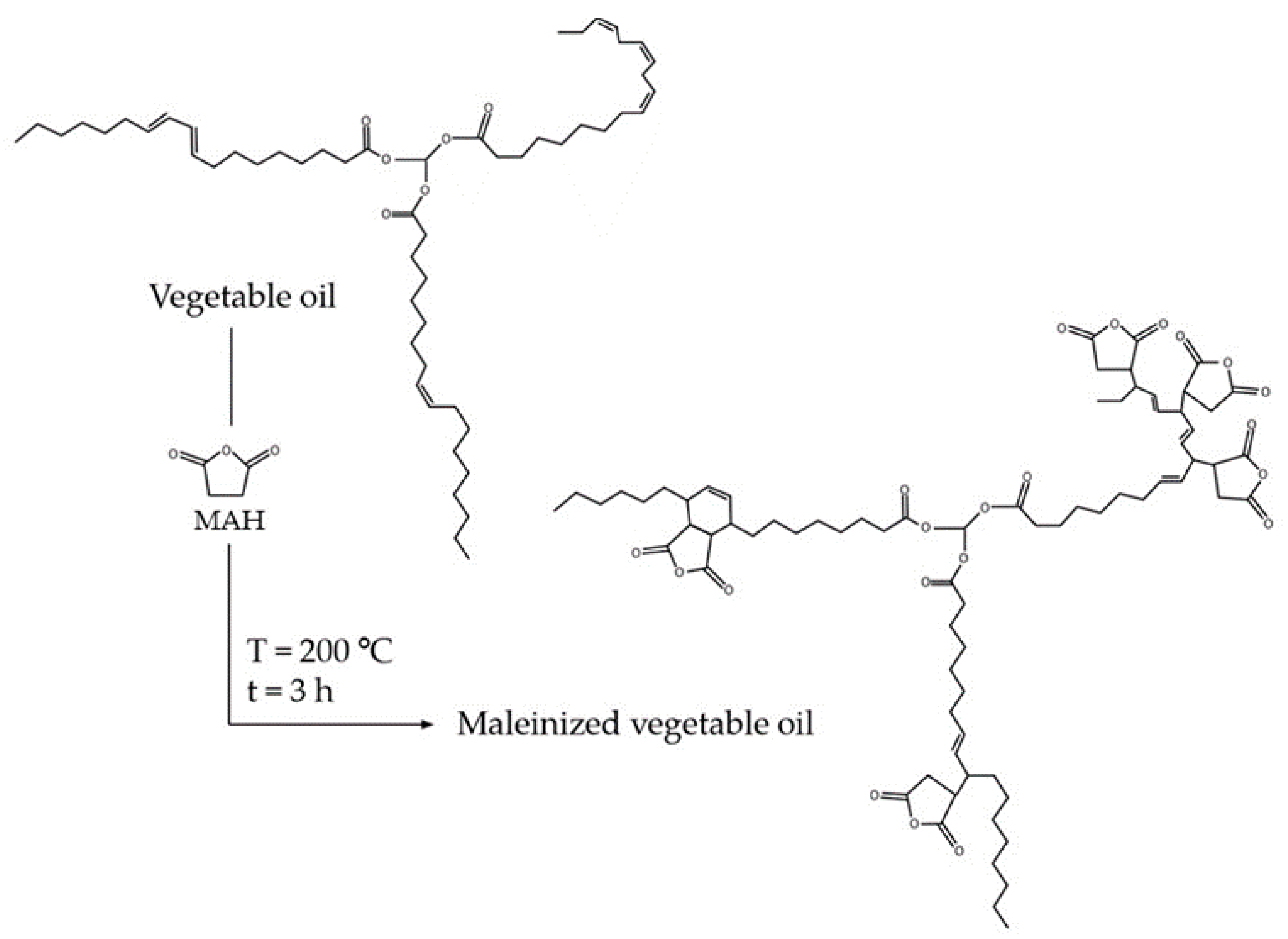
2.2. Maleinization of Brazil Nut (Bertholletia excelsa) and Hemp (Cannabis sativa L.) Oils
2.3. Manufacturing of PLA with Maleinized Vegetable Oils
2.4. Mechanical Characterization of PLA Formulations Plasticized with MBNO and MHO
2.5. Thermal Analysis of PLA Formulations Plasticized with MBNO and MHO
2.6. Thermomechanical Characterization of PLA Formulations Plasticized with MBNO and MHO
2.7. Degree of Disintegration under Composting Conditions of PLA Formulations Plasticized with MBNO and MHO
3. Results
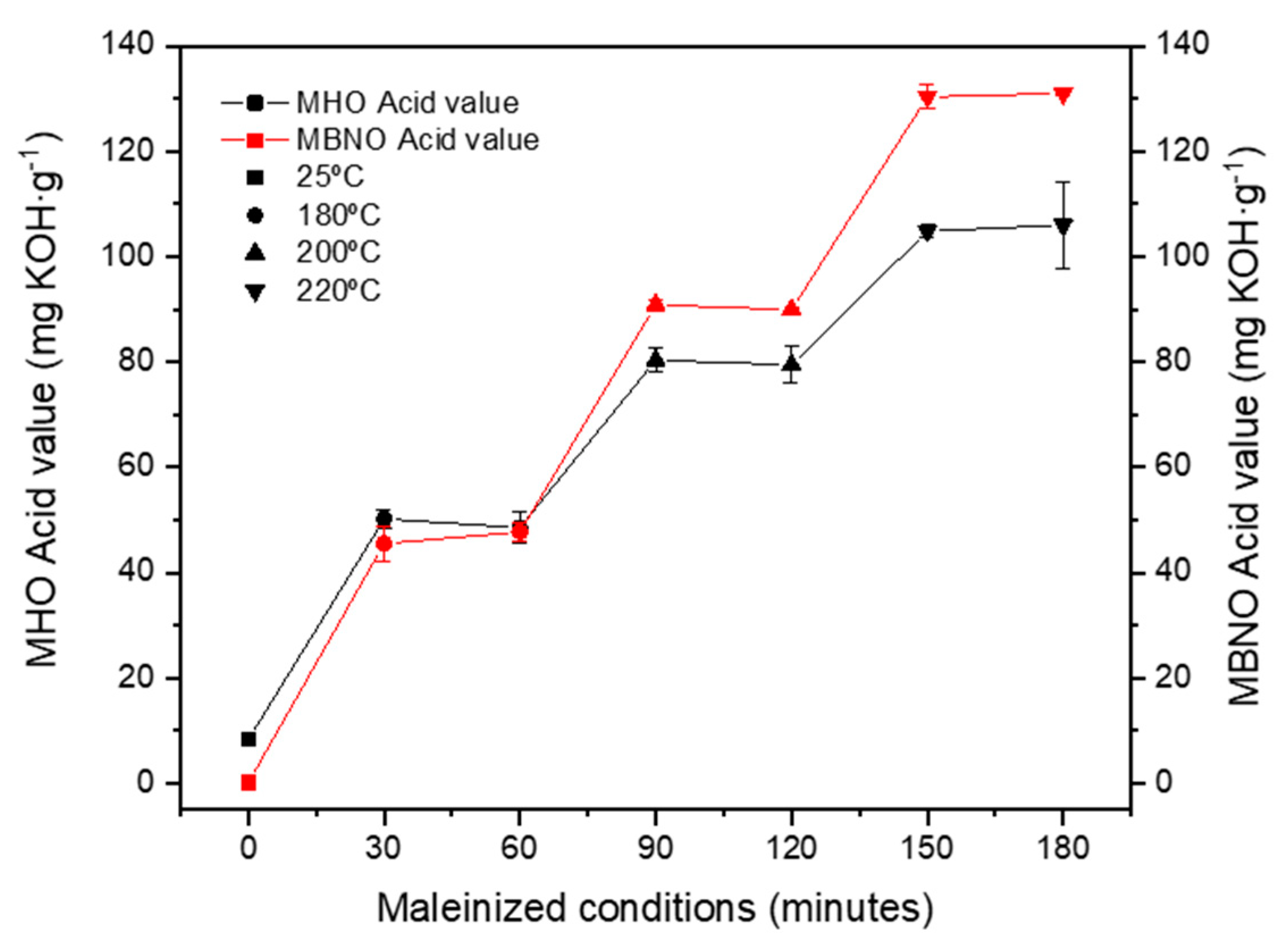
3.1. Synthesis of Maleinized Hemp Seed Oil and Brazil Nut Oil
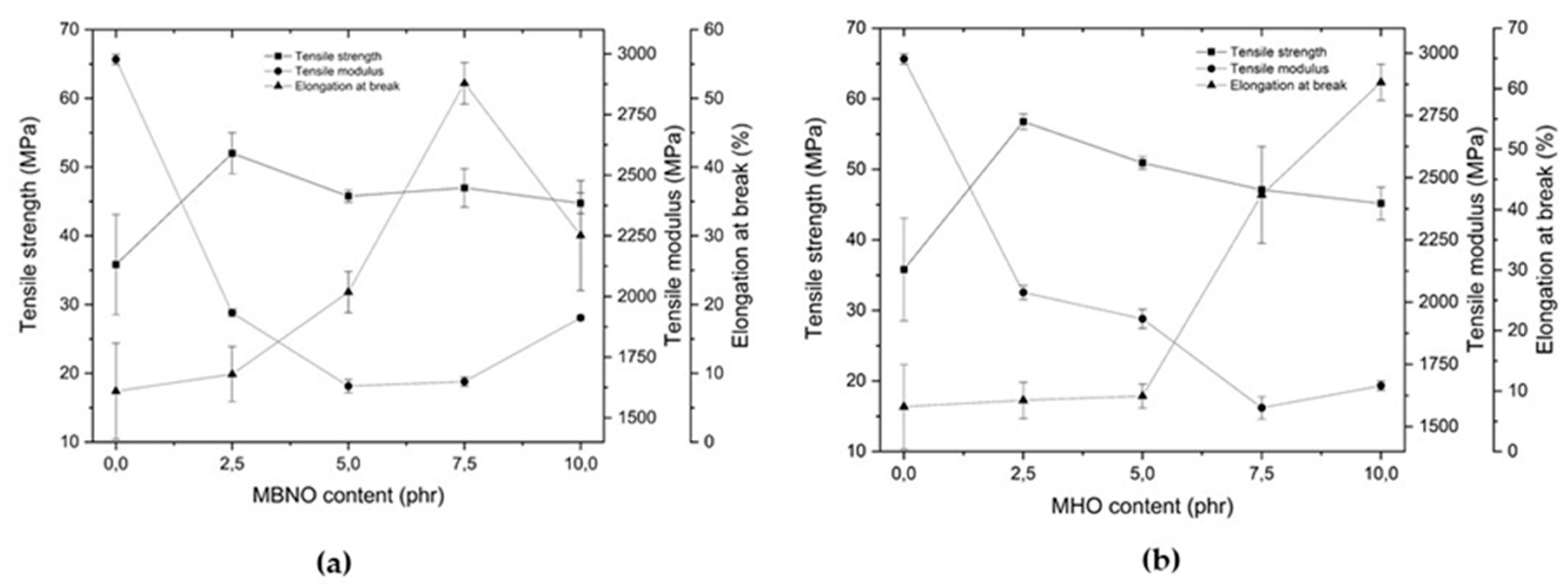
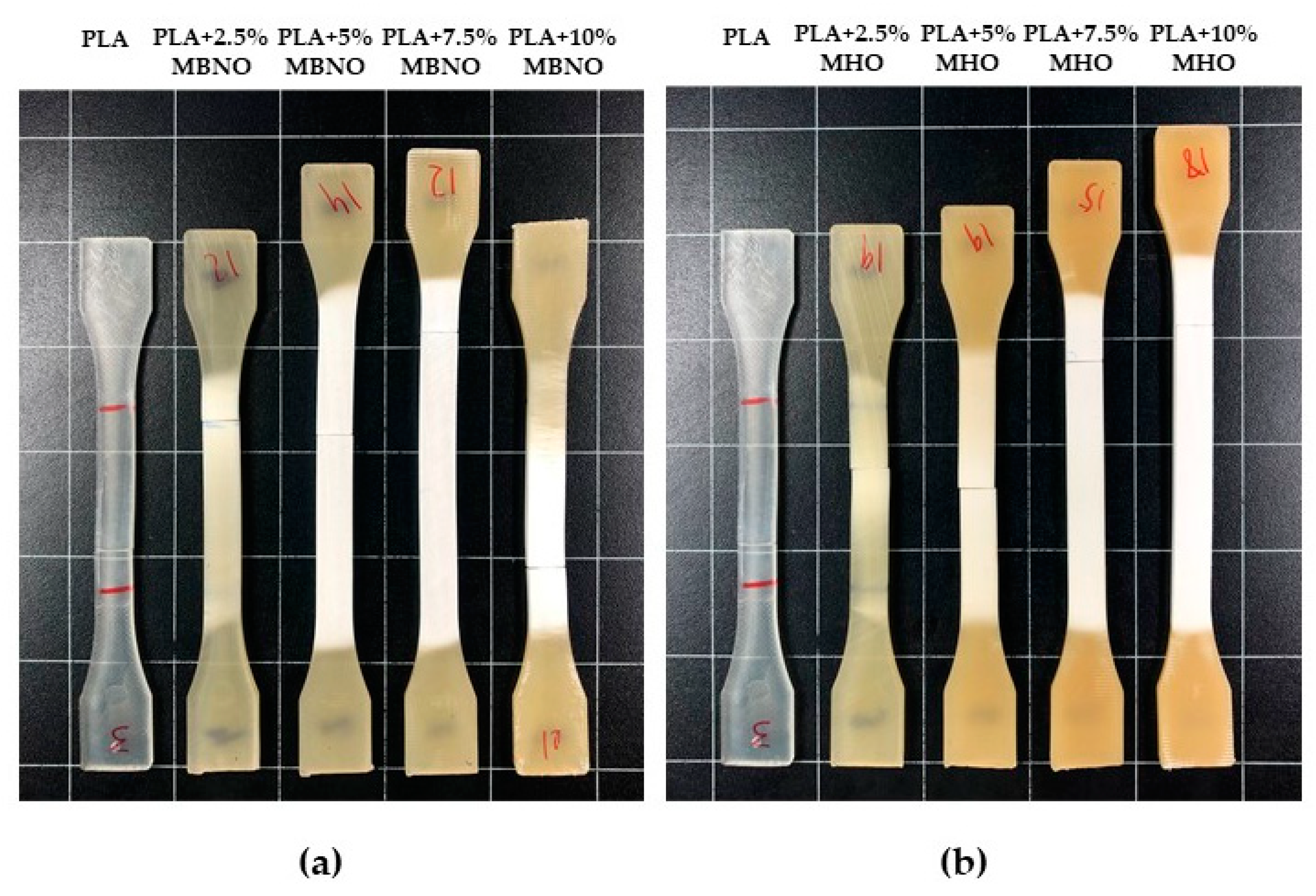
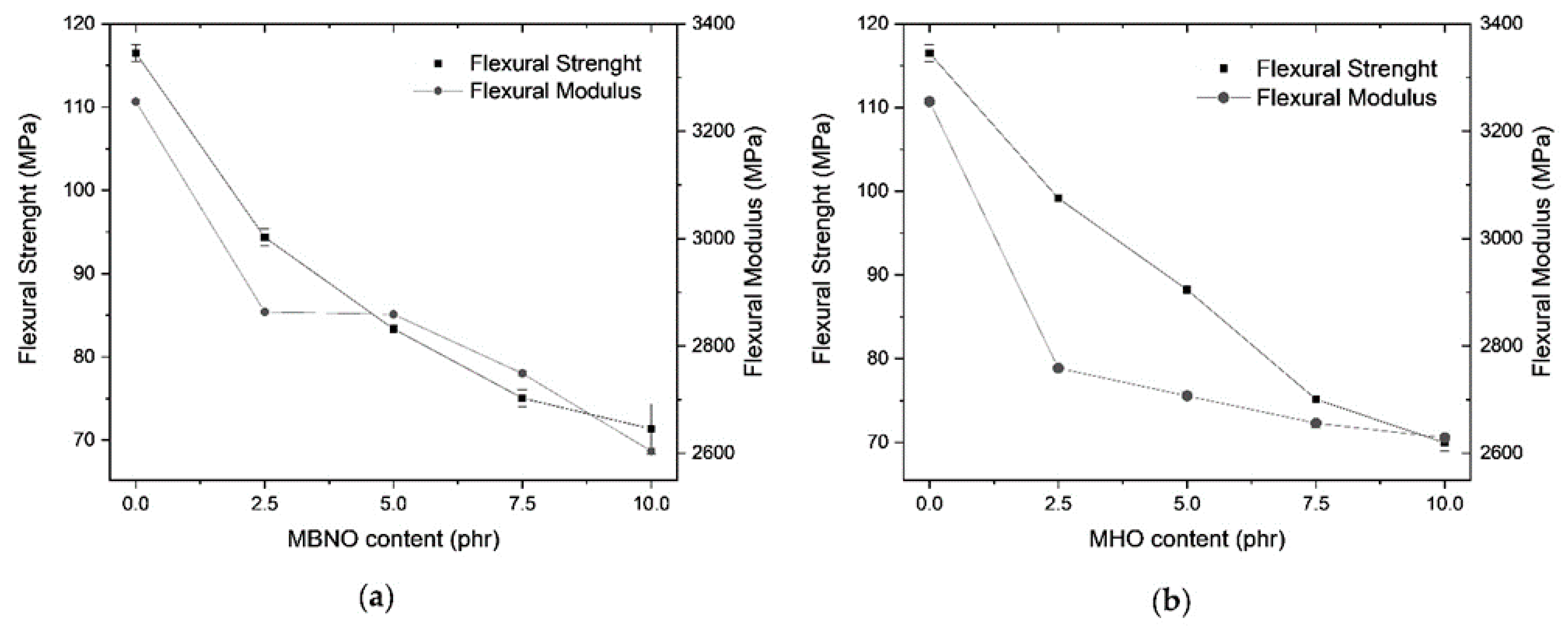
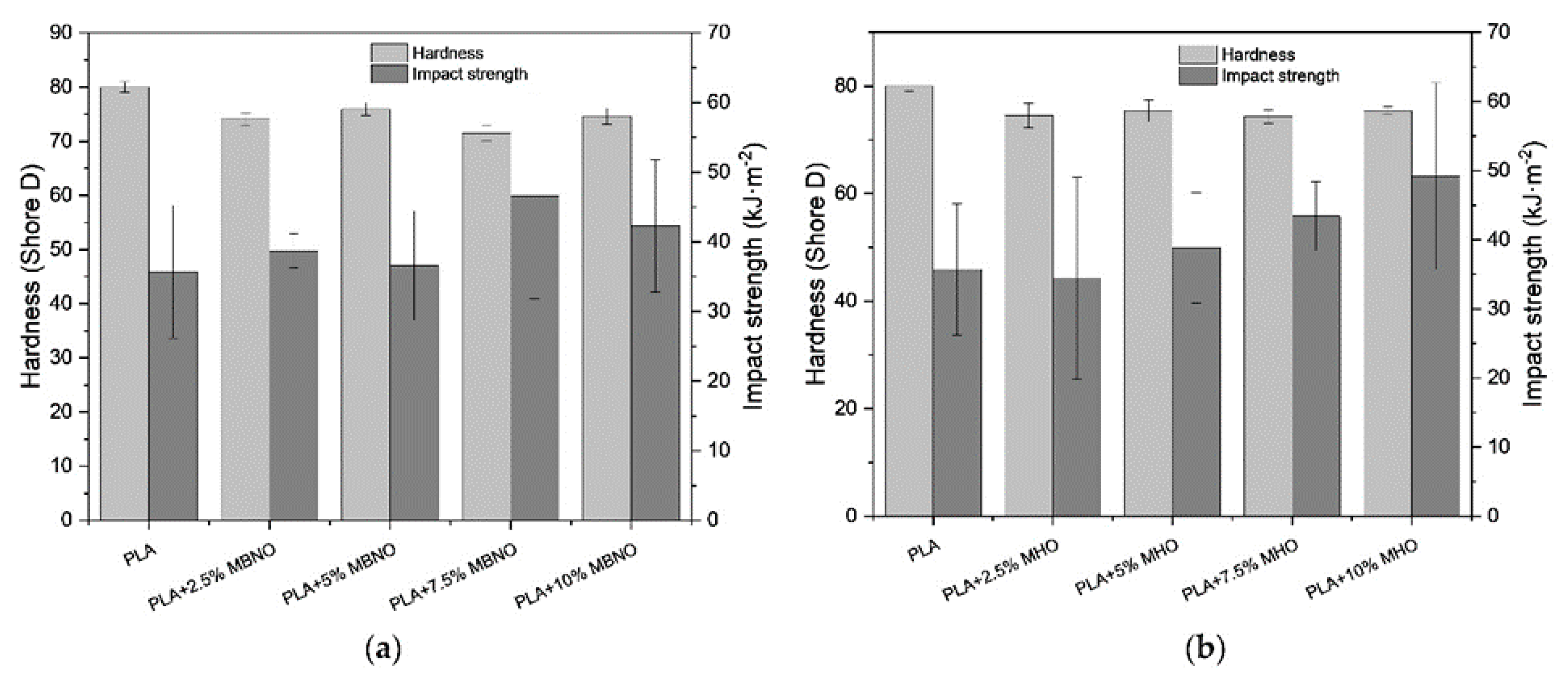
3.2. Effect of MBNO and MHO on Mechanical Properties of Plasticized PLA Formulations
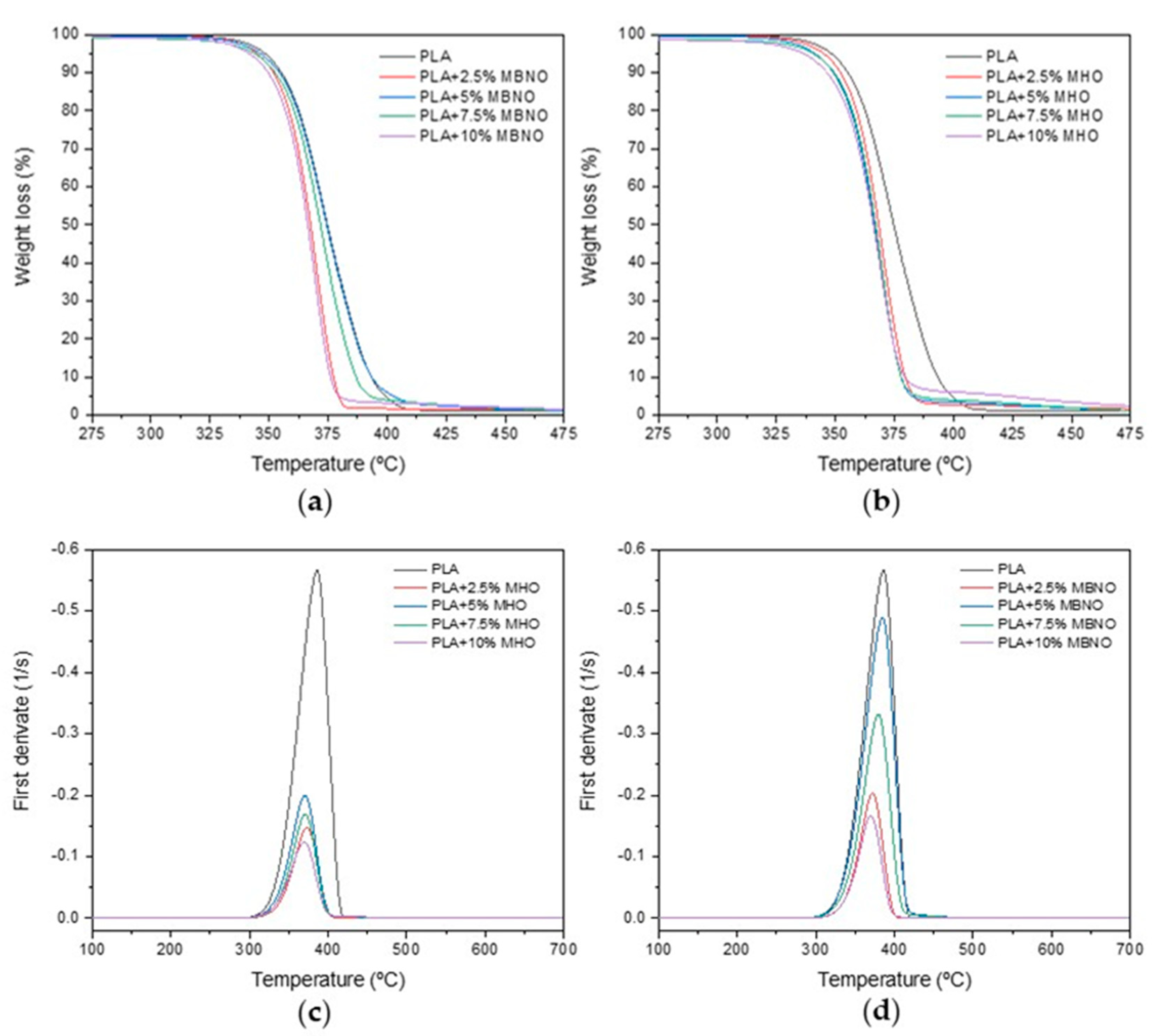
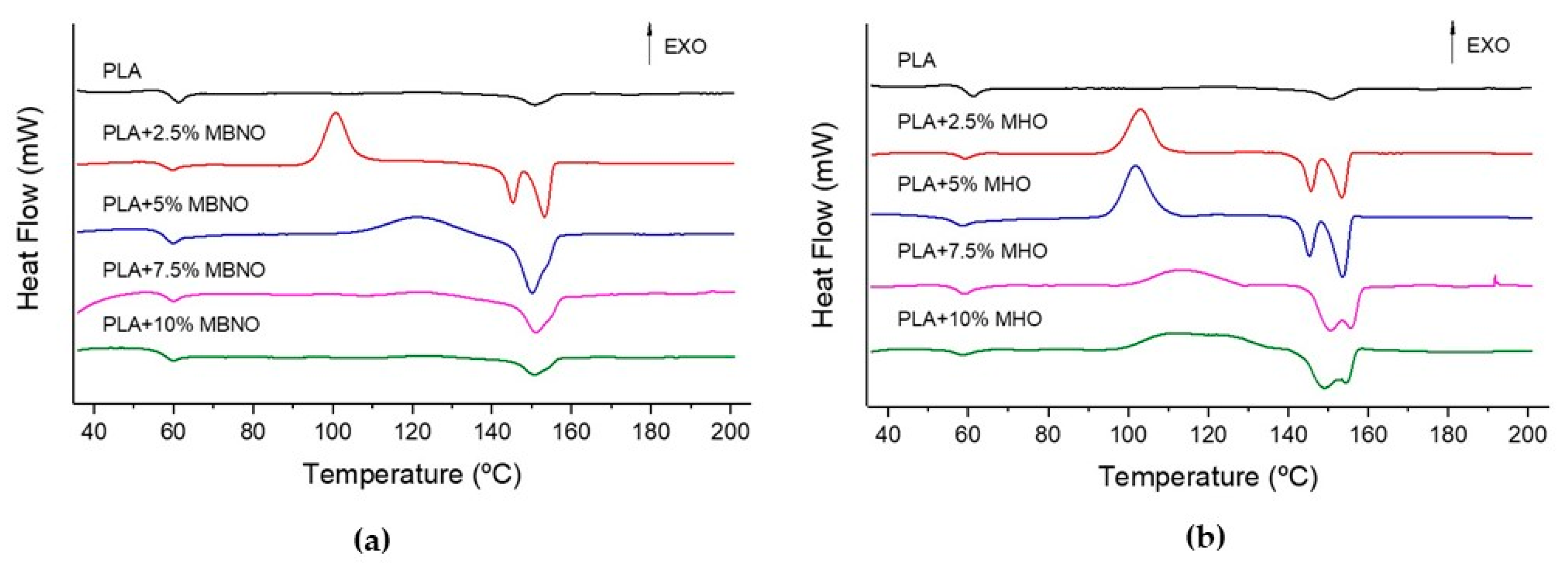
3.3. Effect of MBNO and MHO on Thermal Properties of Plasticized PLA Formulations
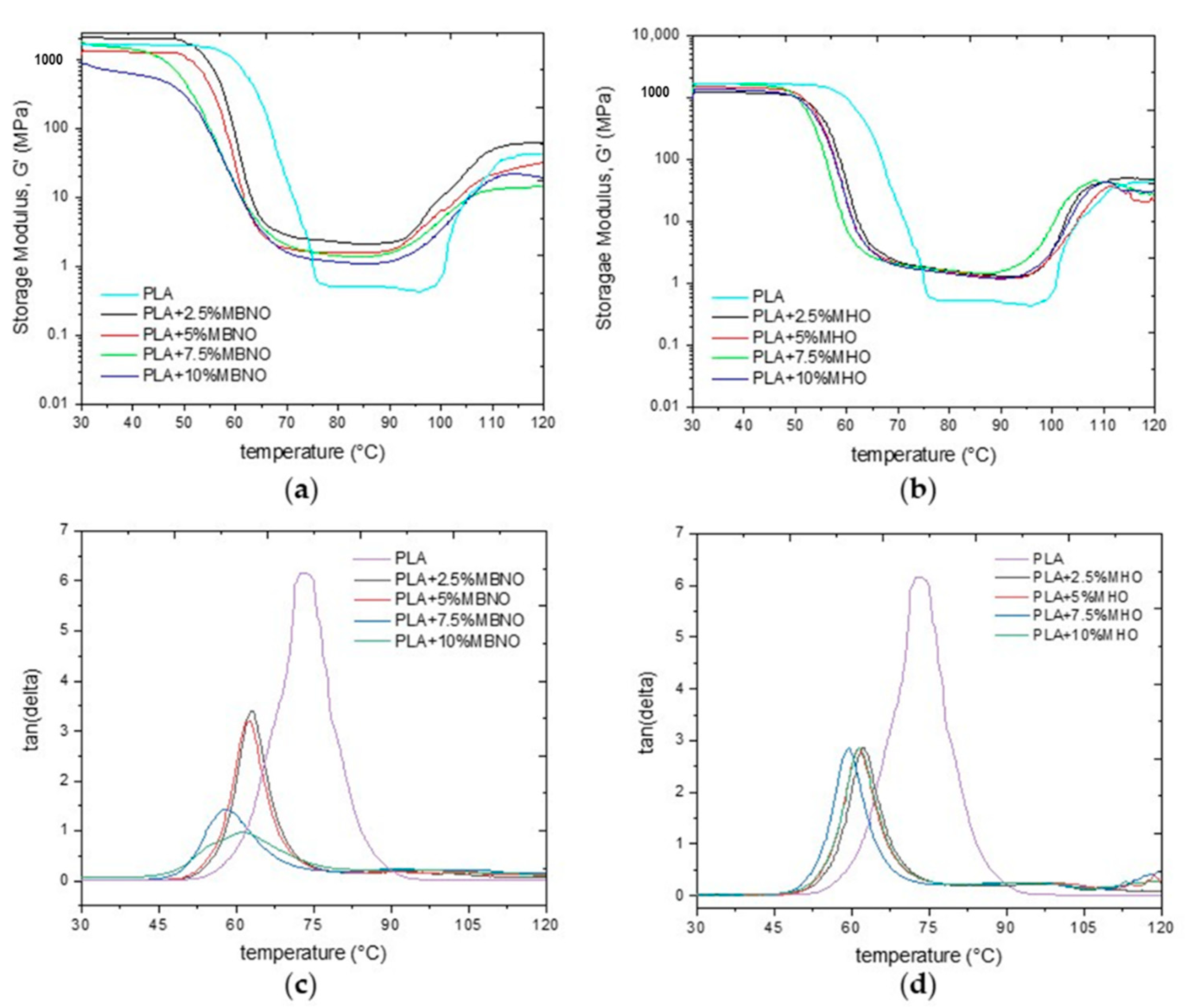
3.4. Effect of MBNO and MHO on Thermomechanical Properties of Plasticized PLA Formulations
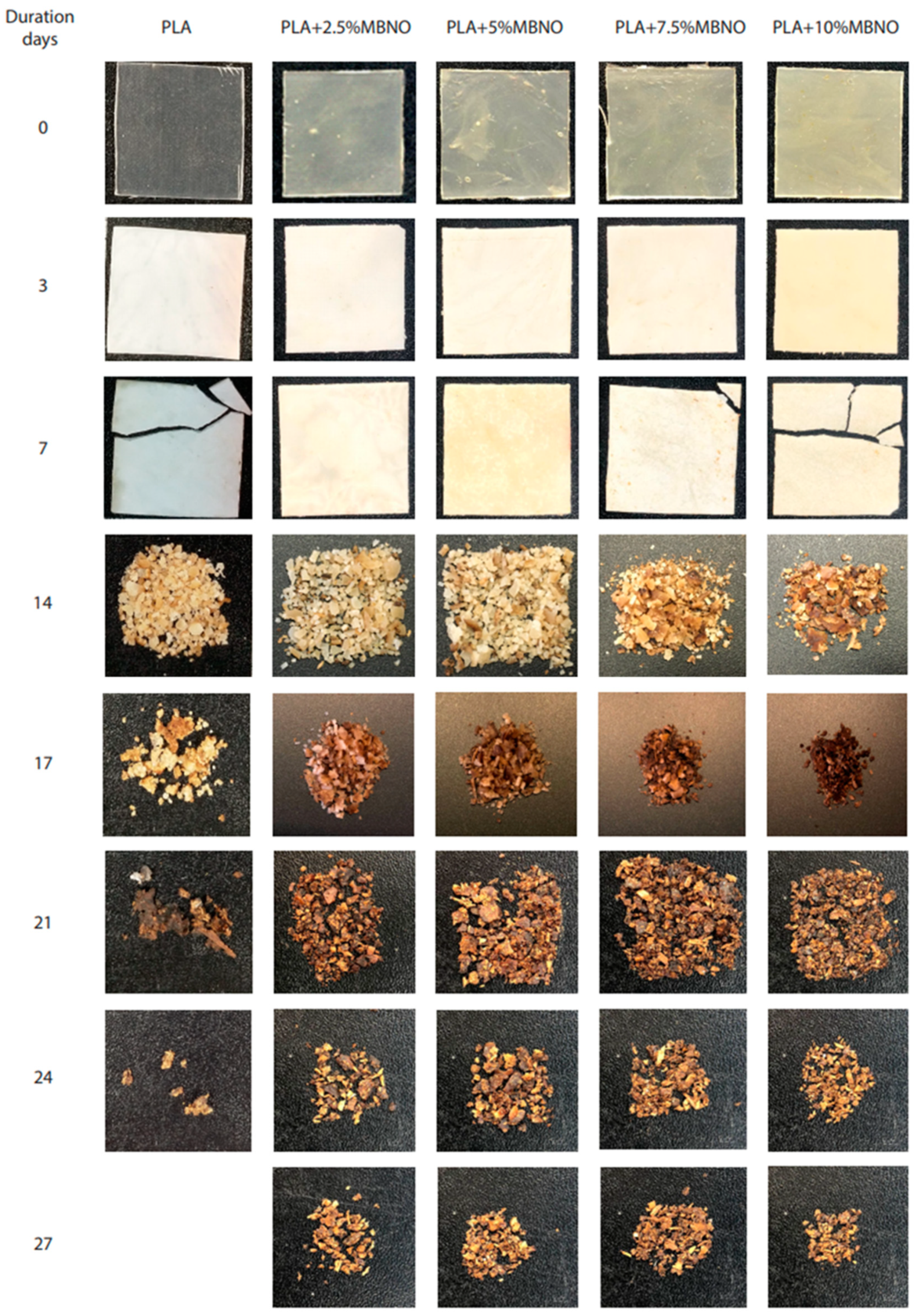
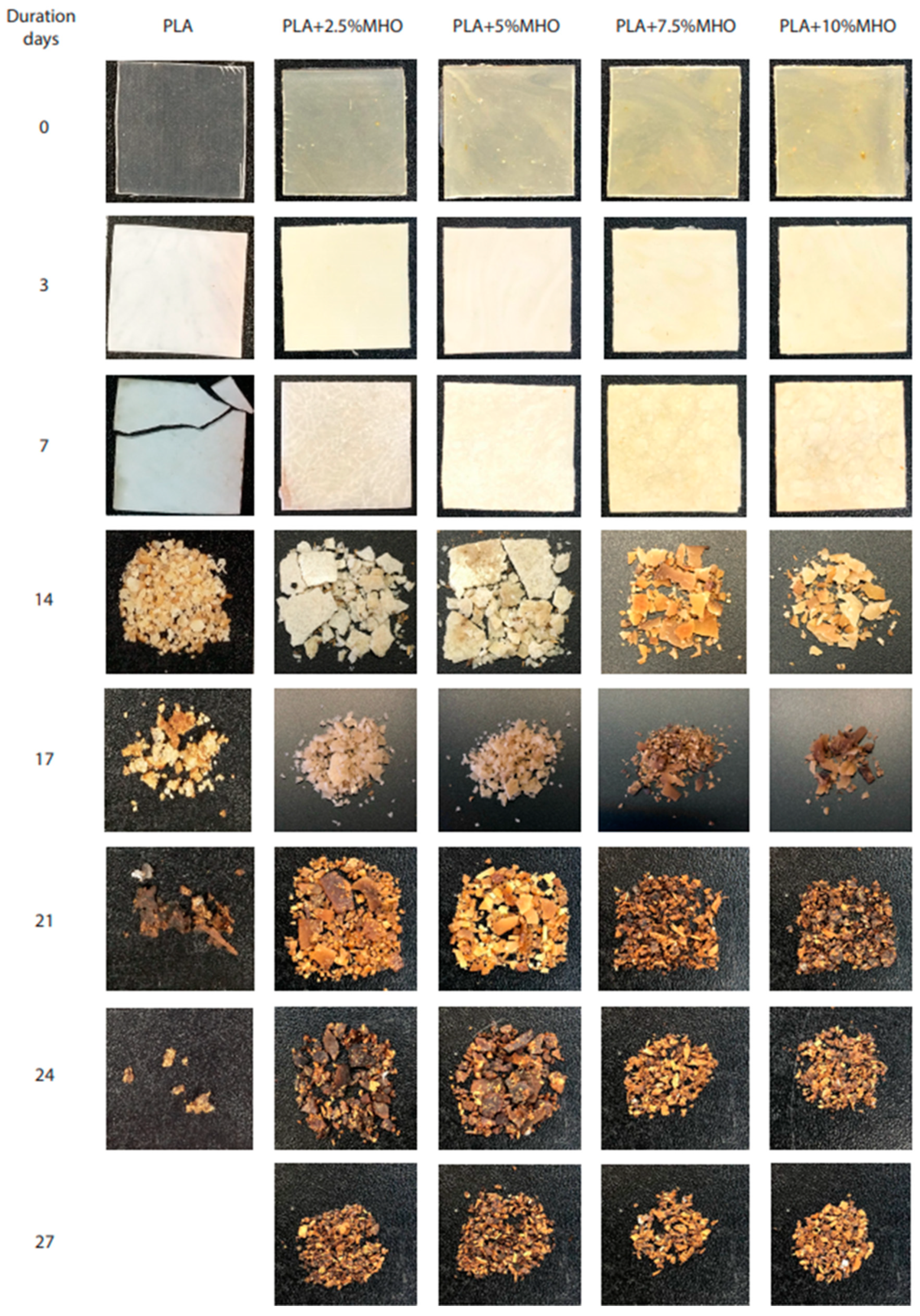
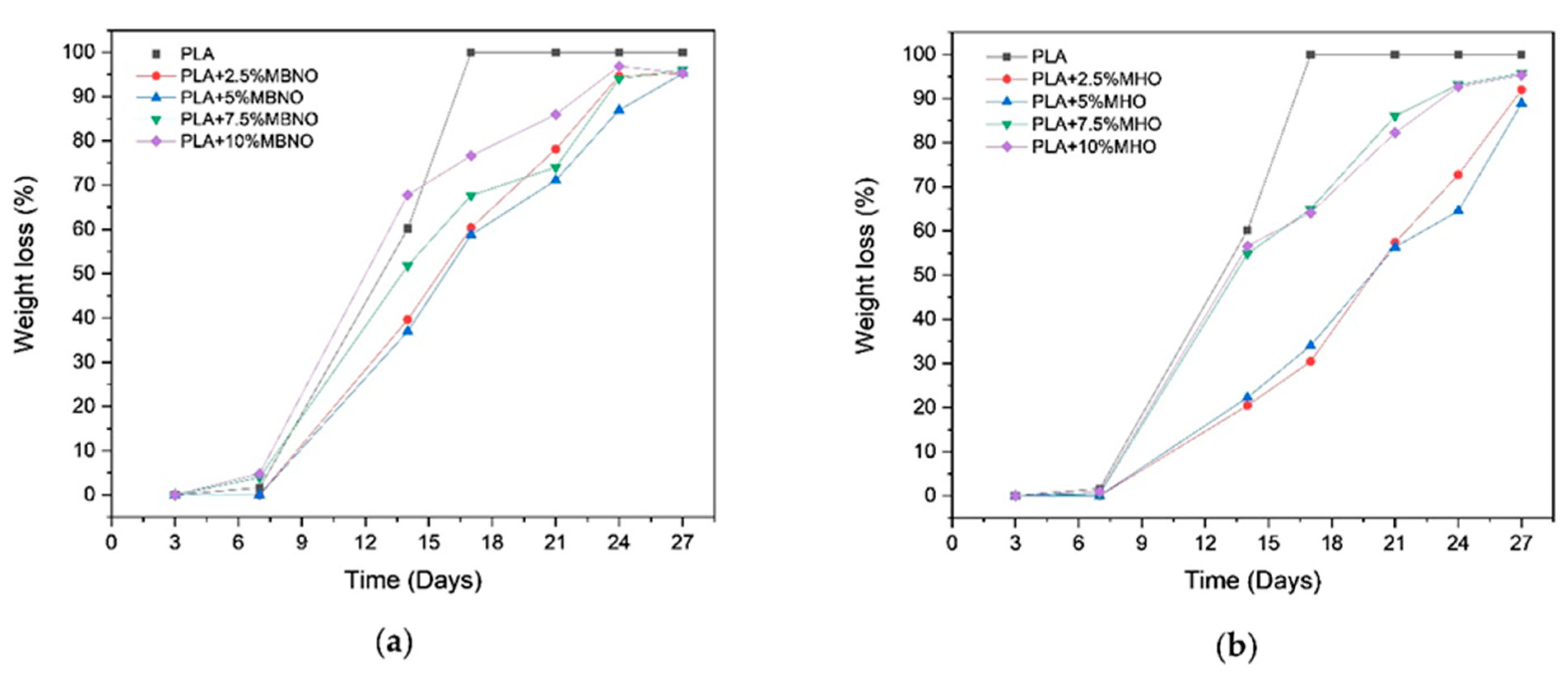
3.5. Disintegration under Composting Condition of PLA Formulations
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Report of the World Commission on Environment and Development: Our common future; Development and International Co-operation: Environment, Oxford University Press: London, UK, 1987; Volume 10, p. 300.
- An Analysis of European Plastics Production, Demand and Waste Data; Plastics Europe: Brussels, Belgium, 2020; p. 64.
- Rai, P.; Mehrotra, S.; Priya, S.; Gnansounou, E.; Sharma, S. Recent advances in the sustainable design and applications of biodegradable polymers. Bioresour. Technol. 2021, 325, 124739. [Google Scholar] [CrossRef]
- Pasaoglu, M.E.; Koyuncu, I. Substitution of Petroleum-Based Polymeric Materials Used in the Electrospinning Process with Nanocellulose: A Review and Future Outlook. Chemosphere 2020, 269, 128710. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Garcia-Garcia, D.; Dominici, F.; Torre, L.; Sanchez-Nacher, L.; Balart, R. PLA films with improved flexibility properties by using maleinized cottonseed oil. Eur. Polym. J. 2017, 91, 248–259. [Google Scholar] [CrossRef]
- Mittal, V.; Akhtar, T.; Matsko, N. Engineering. Mechanical, thermal, rheological and morphological properties of binary and ternary blends of PLA, TPS and PCL. Macromol. Mater. Eng. 2015, 300, 423–435. [Google Scholar] [CrossRef]
- Chivrac, F.; Pollet, E.; Averous, L. Progress in nano-biocomposites based on polysaccharides and nanoclays. Mater. Sci. Eng. R Rep. 2009, 67, 1–17. [Google Scholar] [CrossRef]
- Biodegradable Plastics Market Is Expected to Grow USD 8971.32 Million by the End of 2025; Valuates Reports; PR Newswire: Bangalore, India, 2020.
- Yu, Y.; Cheng, Y.; Ren, J.; Cao, E.; Fu, X.; Guo, W. Plasticizing effect of poly(ethylene glycol)s with different molecular weights in poly(lactic acid)/starch blends. J. Appl. Polym. Sci. 2015, 132, 132. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Fortunati, E.; Dominici, F.; Rayón, E.; López, J.; Kenny, J.M. PLA-PHB/cellulose based films: Mechanical, barrier and disintegration properties. Polym. Degrad. Stab. 2014, 107, 139–149. [Google Scholar] [CrossRef]
- Fortunati, E.; Armentano, I.; Iannoni, A.; Kenny, J.M. Development and thermal behaviour of ternary PLA matrix composites. Polym. Degrad. Stab. 2010, 95, 2200–2206. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Sánchez-Nacher, L.; Fenollar, O.; Balart, R. The effect of maleinized linseed oil (MLO) on mechanical performance of poly (lactic acid)-thermoplastic starch (PLA-TPS) blends. Carbohydr. Polym. 2016, 147, 60–68. [Google Scholar] [CrossRef] [PubMed]
- Carrasco, F.; Gámez-Pérez, J.; Santana, O.; Maspoch, M. Processing of poly (lactic acid)/organomontmorillonite nanocomposites: Microstructure, thermal stability and kinetics of the thermal decomposition. Chem. Eng. J. 2011, 178, 451–460. [Google Scholar] [CrossRef]
- Nampoothiri, K.M.; Nair, N.R.; John, R. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Wee, Y.-J.; Kim, J.-N.; Ryu, H.-W. Biotechnological production of lactic acid and its recent applications. Biotechnology 2006, 44, 163–172. [Google Scholar]
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly (lactic acid)/poly (ethylene glycol) polymer nanocomposites: Effects of graphene nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef] [Green Version]
- Müller, P.; Bere, J.; Fekete, E.; Móczó, J.; Nagy, B.; Kállay, M.; Gyarmati, B.; Pukánszky, B. Interactions, structure and properties in PLA/plasticized starch blends. Polymers 2016, 103, 9–18. [Google Scholar] [CrossRef]
- Malwela, T.; Ray, S.S. Enzymatic degradation behavior of nanoclay reinforced biodegradable PLA/PBSA blend composites. Int. J. Biol. Macromol. 2015, 77, 131–142. [Google Scholar] [CrossRef] [PubMed]
- Ghorui, S.; Bandyopadhyay, N.; Ray, D.; Sengupta, S.; Kar, T. Industrial Crops and Products. Use of maleated castor oil as biomodifier in unsaturated polyester resin/fly ash composites. Ind. Crop. Prod. 2011, 34, 893–899. [Google Scholar] [CrossRef]
- Meier, M.A.; Metzger, J.O.; Schubert, U.S.J. Plant oil renewable resources as green alternatives in polymer science. Chem. Soc. Rev. 2007, 36, 1788–1802. [Google Scholar] [CrossRef] [PubMed]
- Maisonneuve, L.; Lebarbé, T.; Grau, E.; Cramail, H.J. Structure—Properties relationship of fatty acid-based thermoplastics as synthetic polymer mimics. Polym. Chem. 2013, 4, 5472–5517. [Google Scholar] [CrossRef] [Green Version]
- Liao, C.; Liu, F.; Alomirah, H.; Loi, V.D.; Mohd, M.A.; Moon, H.-B.; Nakata, H.; Kannan, K.J.E.s. Bisphenol S in urine from the United States and seven Asian countries: Occurrence and human exposures. Technology 2012, 46, 6860–6866. [Google Scholar] [CrossRef]
- Janković, M.R.; Govedarica, O.M.; Sinadinović-Fišer, S.V.J. The epoxidation of linseed oil with in situ formed peracetic acid: A model with included influence of the oil fatty acid composition. Ind. Crop. Prod. 2020, 143, 111881. [Google Scholar] [CrossRef]
- Carbonell-Verdu, A.; Samper, M.D.; Garcia-Garcia, D.; Sanchez-Nacher, L.; Balart, R.J. Plasticization effect of epoxidized cottonseed oil (ECSO) on poly (lactic acid). Ind. Crop. Prod. 2017, 104, 278–286. [Google Scholar] [CrossRef]
- Stanzione, J., III; La Scala, J. Sustainable polymers and polymer science: Dedicated to the life and work of Richard P. Wool. J. Appl. Polym. Sci. 2016, 133. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Ferri, J.M.; Montanes, N.; Lopez-Martinez, J.; Balart, R.J. Plasticization effects of epoxidized vegetable oils on mechanical properties of poly (3-hydroxybutyrate). Polym. Int. 2016, 65, 1157–1164. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Then, Y.Y.; Loo, Y.Y.J. Epoxidized vegetable oils plasticized poly (lactic acid) biocomposites: Mechanical, thermal and morphology properties. Molecules 2014, 19, 16024–16038. [Google Scholar] [CrossRef] [Green Version]
- Ferri, J.M.; Garcia-Garcia, D.; Montanes, N.; Fenollar, O.; Balart, R.J. The effect of maleinized linseed oil as biobased plasticizer in poly (lactic acid)-based formulations. Polym. Int. 2017, 66, 882–891. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Blanes-Martínez, M.; Montanes, N.; Fenollar, O.; Torres-Giner, S.; Balart, R.J. Reactive toughening of injection-molded polylactide pieces using maleinized hemp seed oil. Eur. Polym. J. 2018, 98, 402–410. [Google Scholar] [CrossRef]
- Chunhieng, T.; Goli, T.; Piombo, G.; Pioch, D.; Brochier, J.; Montet, D. Recent analysis of the composition of Brazil nut Bertholletia excelsa. Amaz. Bois Trop. 2004, 280. [Google Scholar]
- Cornelio-Santiago, H.P.; Bodini, R.B.; de Oliveira, A.L.J. Potential of Oilseeds Native to Amazon and Brazilian Cerrado Biomes: Benefits, Chemical and Functional Properties, and Extraction Methods. J. Am. Oil Chem. Soc. 2021, 98, 3–20. [Google Scholar] [CrossRef]
- Mikulcová, V.; Kašpárková, V.; Humpolíček, P.; Buňková, L.J. Formulation, characterization and properties of hemp seed oil and its emulsions. Molecules 2017, 22, 700. [Google Scholar] [CrossRef]
- Abuzaytoun, R.; Shahidi, F.J. Oxidative stability of flax and hemp oils. J. Am. Oil Chem. Soc. 2006, 83, 855–861. [Google Scholar] [CrossRef]
- Ferri, J.M.; Fenollar, O.; Jorda-Vilaplana, A.; García-Sanoguera, D.; Balart, R.J. Effect of miscibility on mechanical and thermal properties of poly (lactic acid)/polycaprolactone blends. Polym. Int. 2016, 65, 453–463. [Google Scholar] [CrossRef]
- Eren, T.; Küsefoğlu, S.H.; Wool, R.J. Polymerization of maleic anhydride–modified plant oils with polyols. J. Appl. Polym. Sci. 2003, 90, 197–202. [Google Scholar] [CrossRef]
- Quiles-Carrillo, L.; Montanes, N.; Sammon, C.; Balart, R.; Torres-Giner, S.J. Compatibilization of highly sustainable polylactide/almond shell flour composites by reactive extrusion with maleinized linseed oil. Ind. Crop. Prod. 2018, 111, 878–888. [Google Scholar] [CrossRef]
- Ernzen, J.R.; Bondan, F.; Luvison, C.; Henrique Wanke, C.; De Nardi Martins, J.; Fiorio, R.; Bianchi, O.J. Structure and properties relationship of melt reacted polyamide 6/malenized soybean oil. J. Appl. Polym. Sci. 2016, 133, 133. [Google Scholar] [CrossRef]
- Mikus, P.-Y.; Alix, S.; Soulestin, J.; Lacrampe, M.; Krawczak, P.; Coqueret, X.; Dole, P.J. Deformation mechanisms of plasticized starch materials. Carbohydr. Polym. 2014, 114, 450–457. [Google Scholar] [CrossRef]
- Daniels, P.H.J. Brief overview of theories of PVC plasticization and methods used to evaluate PVC-plasticizer interaction. J. Vinyl Addit. Technol. 2009, 15, 219–223. [Google Scholar] [CrossRef]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Arrieta, M.; López-Martínez, J.; Samper, M.J. Stability. Improvement of PLA film ductility by plasticization with epoxidized karanja oil. Polym. Degrad. Stab. 2020, 179, 109259. [Google Scholar] [CrossRef]
- Cui, L.; Zhang, R.; Wang, Y.; Zhang, C.; Guo, Y.J. Effect of plasticizer poly (ethylene glycol) on the crystallization properties of stereocomplex-type poly (lactide acid). Wuhan Univ. J. Nat. Sci. 2017, 22, 420–428. [Google Scholar] [CrossRef]
- Moraru, C.; Lee, T.C.; Karwe, M.; Kokini, J.J. Plasticizing and Antiplasticizing Effects of Water and Polyols on a Meat-Starch Extruded Matri. J. Food Sci. 2002, 67, 3396–3401. [Google Scholar] [CrossRef]
- Balart, J.; Fombuena, V.; Fenollar, O.; Boronat, T.; Sánchez-Nacher, L.J. Processing and characterization of high environmental efficiency composites based on PLA and hazelnut shell flour (HSF) with biobased plasticizers derived from epoxidized linseed oil (ELO). Compos. Part B Eng. 2016, 86, 168–177. [Google Scholar] [CrossRef]
- Garcia-Campo, M.J.; Quiles-Carrillo, L.; Masia, J.; Reig-Pérez, M.J.; Montanes, N.; Balart, R.J. Environmentally friendly compatibilizers from soybean oil for ternary blends of poly (lactic acid)-PLA, poly (ε-caprolactone)-PCL and poly (3-hydroxybutyrate)-PHB. Materials 2017, 10, 1339. [Google Scholar] [CrossRef] [Green Version]
- Dobircau, L.; Delpouve, N.; Herbinet, R.; Domenek, S.; Le Pluart, L.; Delbreilh, L.; Ducruet, V.; Dargent, E.J. Molecular mobility and physical ageing of plasticized poly (lactide). Polym. Eng. Sci. 2015, 55, 858–865. [Google Scholar] [CrossRef]
- Dominguez-Candela, I.; Ferri, J.M.; Cardona, S.C.; Lora, J.; Fombuena, V.J. Dual Plasticizer/Thermal Stabilizer Effect of Epoxidized Chia Seed Oil (Salvia hispanica L.) to Improve Ductility and Thermal Properties of Poly (Lactic Acid). Ploymers 2021, 13, 1283. [Google Scholar] [CrossRef] [PubMed]
- Xiong, Z.; Li, C.; Ma, S.; Feng, J.; Yang, Y.; Zhang, R.; Zhu, J.J. The properties of poly (lactic acid)/starch blends with a functionalized plant oil: Tung oil anhydride. Carbohydr. Polym. 2013, 95, 77–84. [Google Scholar] [CrossRef] [PubMed]
- Silverajah, V.; Ibrahim, N.A.; Zainuddin, N.; Yunus, W.M.Z.W.; Hassan, H.A.J. Mechanical, thermal and morphological properties of poly (lactic acid)/epoxidized palm olein blend. Molecules 2012, 17, 11729–11747. [Google Scholar] [CrossRef] [Green Version]
- Santos, E.F.; Oliveira, R.V.; Reiznautt, Q.B.; Samios, D.; Nachtigall, S.M.J. Sunflower-oil biodiesel-oligoesters/polylactide blends: Plasticizing effect and ageing. Polym. Test. 2014, 39, 23–29. [Google Scholar] [CrossRef]
- Fukushima, K.; Tabuani, D.; Abbate, C.; Arena, M.; Ferreri, L.J. Effect of sepiolite on the biodegradation of poly (lactic acid) and polycaprolactone. Polym. Degrad. Stab. 2010, 95, 2049–2056. [Google Scholar] [CrossRef]
- Ray, S.S.; Yamada, K.; Ogami, A.; Okamoto, M.; Ueda, K.J. New polylactide/layered silicate nanocomposite: Nanoscale control over multiple properties. Macromol. Rapid Commun. 2002, 23, 943–947. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.P.J. Biodegradability and biodegradation of poly (lactide). Appl. Microbiol. Biotechnol. 2006, 72, 244–251. [Google Scholar] [CrossRef]
- Balart, J.; Montanes, N.; Fombuena, V.; Boronat, T.; Sánchez-Nacher, L.J. Disintegration in compost conditions and water uptake of green composites from poly (lactic acid) and hazelnut shell flour. J. Polym. Environ. 2018, 26, 701–715. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | PLA | Maleinized Brazil Nut Oil—MBNO (phr) | Maleinized Hemp Seed Oil—MHO (phr) |
|---|---|---|---|
| PLA | 100 | 0 | 0 |
| PLA + 2.5 MBNO | 100 | 2.5 | 0 |
| PLA + 5 MBNO | 100 | 5 | 0 |
| PLA + 7.5 MBNO | 100 | 7.5 | 0 |
| PLA + 10 MBNO | 100 | 10 | 0 |
| PLA + 2.5 MHO | 100 | 0 | 2.5 |
| PLA + 5 MHO | 100 | 0 | 5 |
| PLA + 7.5 MHO | 100 | 0 | 7.5 |
| PLA + 10 MHO | 100 | 0 | 10 |
| Samples | TGA Parameters | DSC Parameters | ||||||
|---|---|---|---|---|---|---|---|---|
| T5% (°C) [a] | Tmax (°C) | Tg (°C) | Tcc (°C) | ΔHc (Jg−1) | Tm (°C) | AHm (Jg−1) | XPLA (%) | |
| PLA | 347.9 | 386.2 | 61.0 | 123.64 | 1.2 | 150.7 | 3.2 | 1.7 |
| PLA + 2.5%MBNO | 346.6 | 372.1 | 58.0 | 100.8 | 24.9 | 153.3 | 26.8 | 2.1 |
| PLA + 5%MBNO | 346.5 | 384.6 | 57.9 | 120.8 | 9.2 | 150.3 | 15.0 | 5.8 |
| PLA + 7.5%MBNO | 344.5 | 379.3 | 58.7 | 123.7 | 3.3 | 151.2 | 10.0 | 6.8 |
| PLA + 10%MBNO | 343.4 | 369.6 | 57.8 | 123.5 | 2.6 | 151.0 | 3.2 | 7.3 |
| PLA + 2.5%MHO | 346.9 | 373.1 | 57.8 | 103.1 | 21.0 | 153.3 | 22.6 | 1.6 |
| PLA + 5% MHO | 342.9 | 370.6 | 56.8 | 101.8 | 20.8 | 153.6 | 28.4 | 7.5 |
| PLA + 7.5% MHO | 342.2 | 370.6 | 57.3 | 113.9 | 13.5 | 150.5 | 19.5 | 6.0 |
| PLA + 10% MHO | 337.8 | 369.6 | 56.9 | 109.9 | 9.7 | 149.2 | 20.3 | 10.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Perez-Nakai, A.; Lerma-Canto, A.; Domingez-Candela, I.; Garcia-Garcia, D.; Ferri, J.M.; Fombuena, V. Comparative Study of the Properties of Plasticized Polylactic Acid with Maleinized Hemp Seed Oil and a Novel Maleinized Brazil Nut Seed Oil. Polymers 2021, 13, 2376. https://doi.org/10.3390/polym13142376
Perez-Nakai A, Lerma-Canto A, Domingez-Candela I, Garcia-Garcia D, Ferri JM, Fombuena V. Comparative Study of the Properties of Plasticized Polylactic Acid with Maleinized Hemp Seed Oil and a Novel Maleinized Brazil Nut Seed Oil. Polymers. 2021; 13(14):2376. https://doi.org/10.3390/polym13142376
Chicago/Turabian StylePerez-Nakai, Aina, Alejandro Lerma-Canto, Ivan Domingez-Candela, Daniel Garcia-Garcia, Jose Miguel Ferri, and Vicent Fombuena. 2021. "Comparative Study of the Properties of Plasticized Polylactic Acid with Maleinized Hemp Seed Oil and a Novel Maleinized Brazil Nut Seed Oil" Polymers 13, no. 14: 2376. https://doi.org/10.3390/polym13142376
APA StylePerez-Nakai, A., Lerma-Canto, A., Domingez-Candela, I., Garcia-Garcia, D., Ferri, J. M., & Fombuena, V. (2021). Comparative Study of the Properties of Plasticized Polylactic Acid with Maleinized Hemp Seed Oil and a Novel Maleinized Brazil Nut Seed Oil. Polymers, 13(14), 2376. https://doi.org/10.3390/polym13142376