
Analysis of AM Parameters on Surface Roughness Obtained in PLA Parts Printed with FFF Technology



Abstract
:1. Introduction
2. Materials and Methods
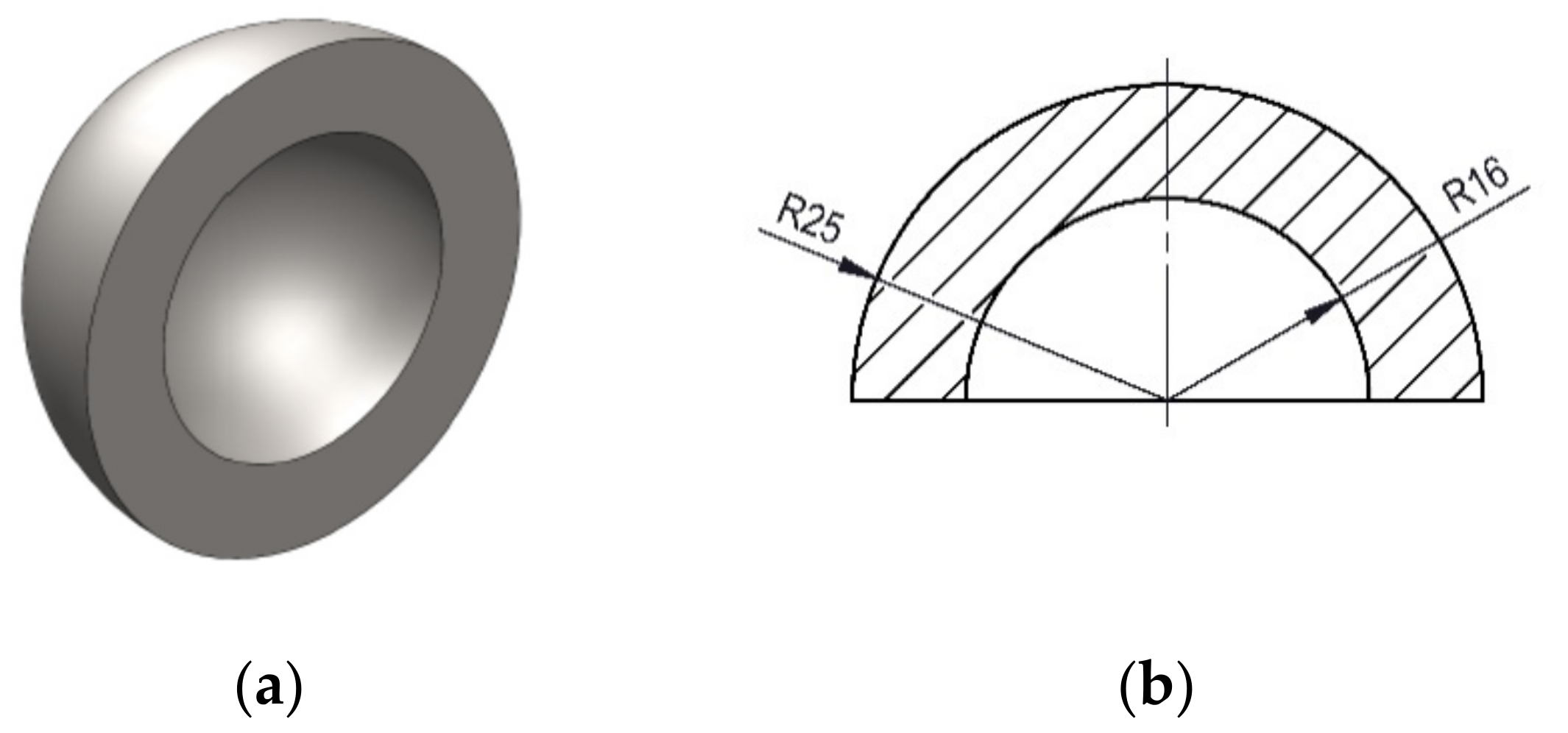
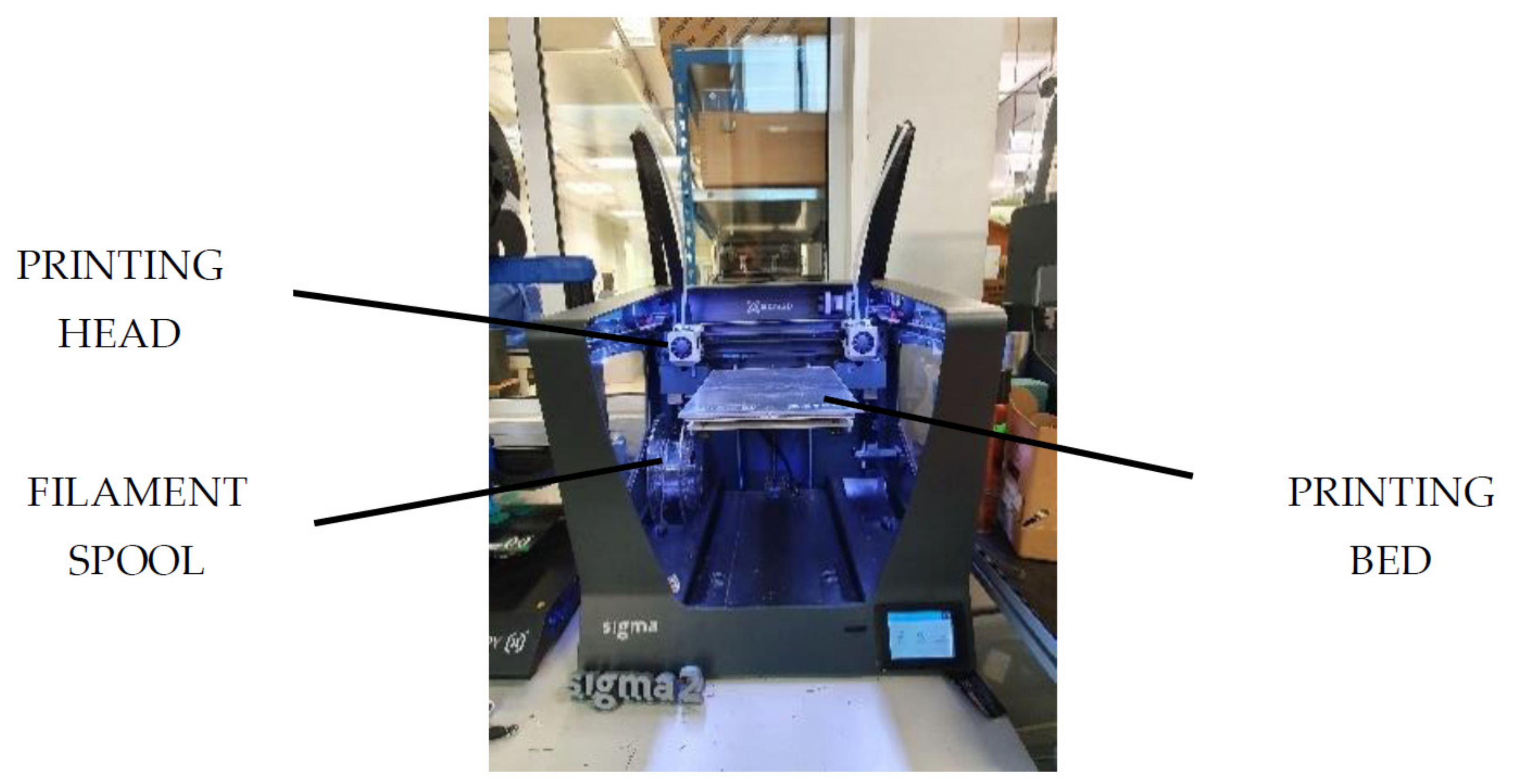
2.1. D printing Process
2.2. Roughness Measurement
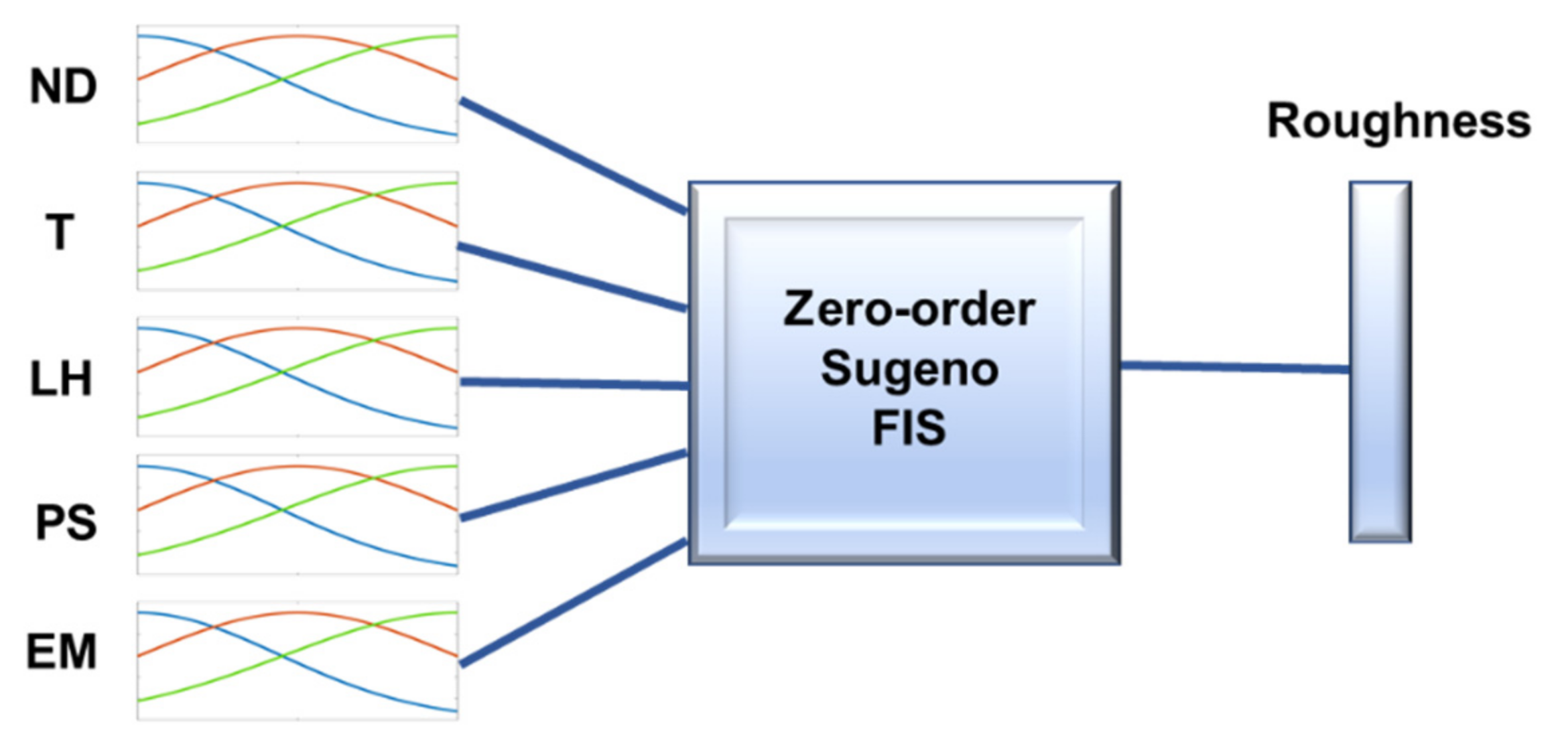
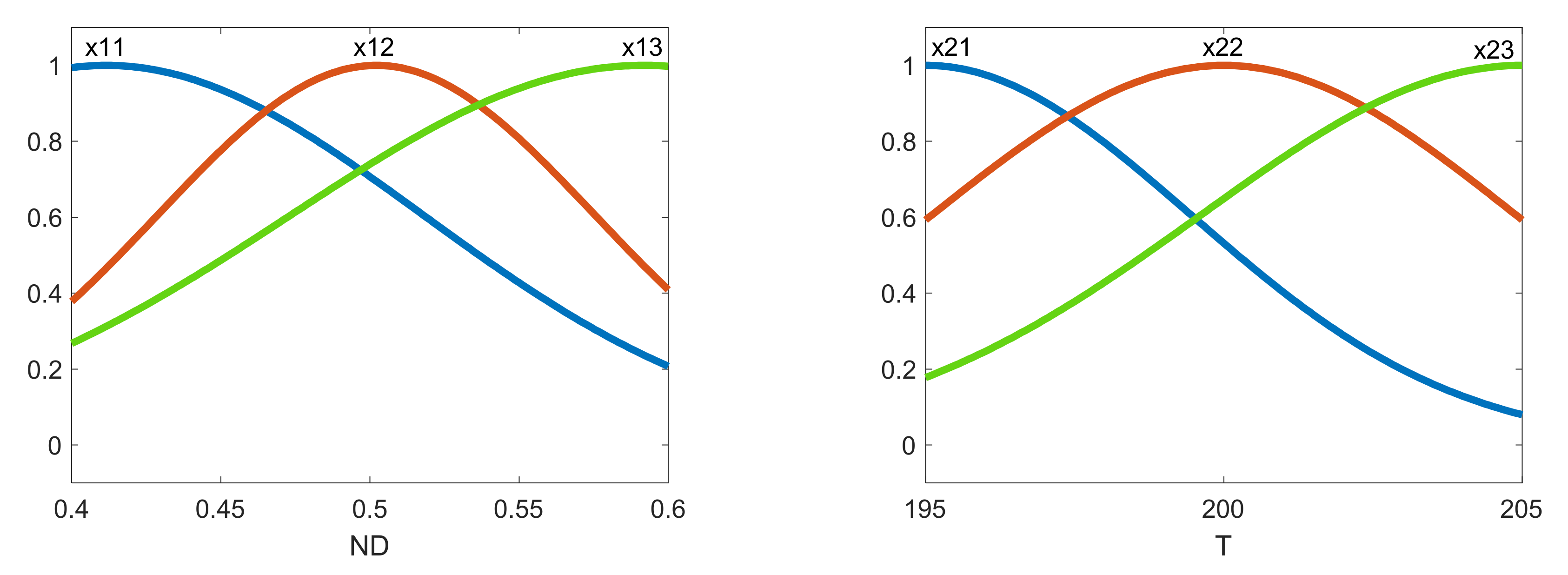
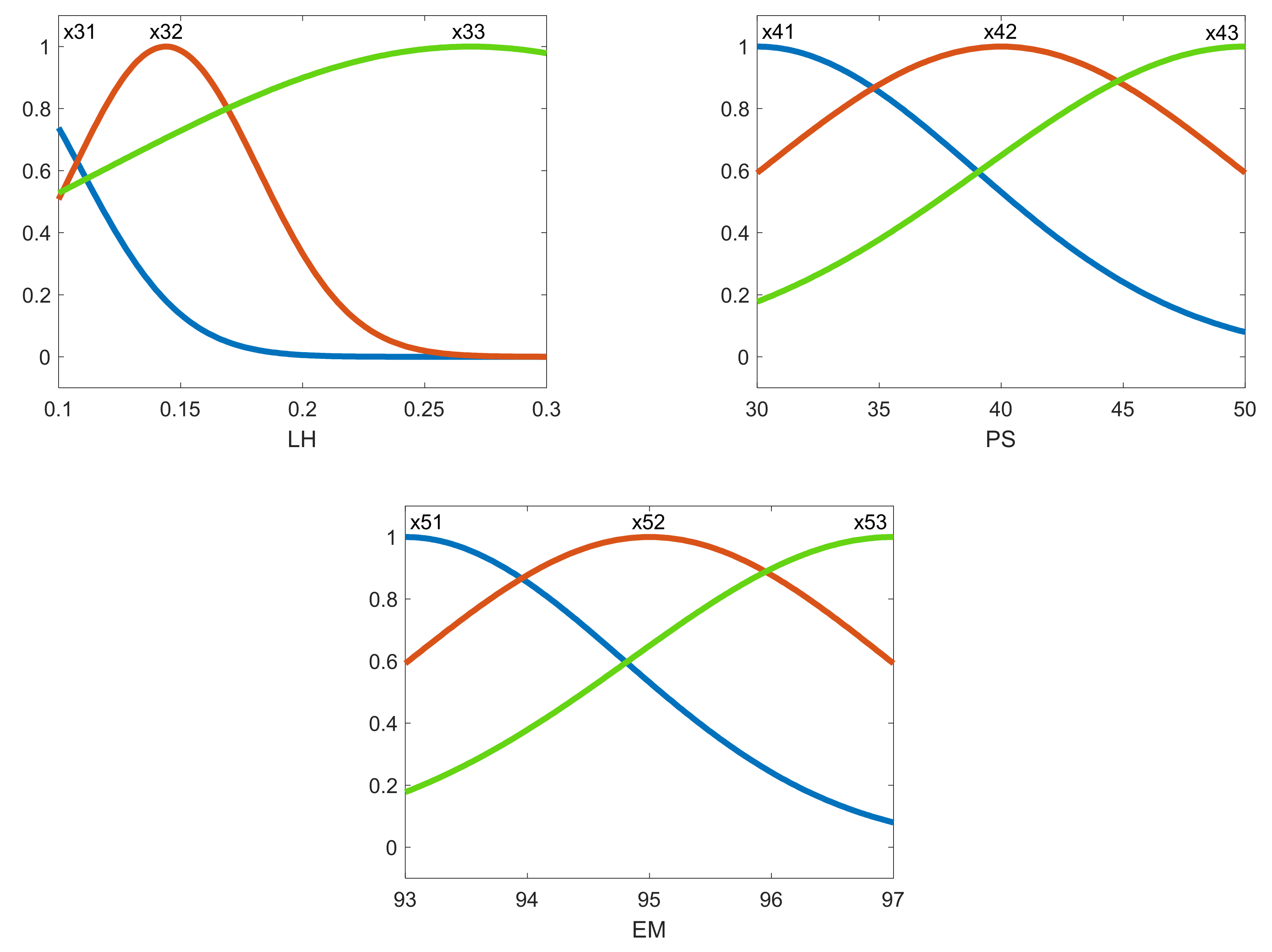
2.3. ANFIS Modelling
3. Results and Discussion
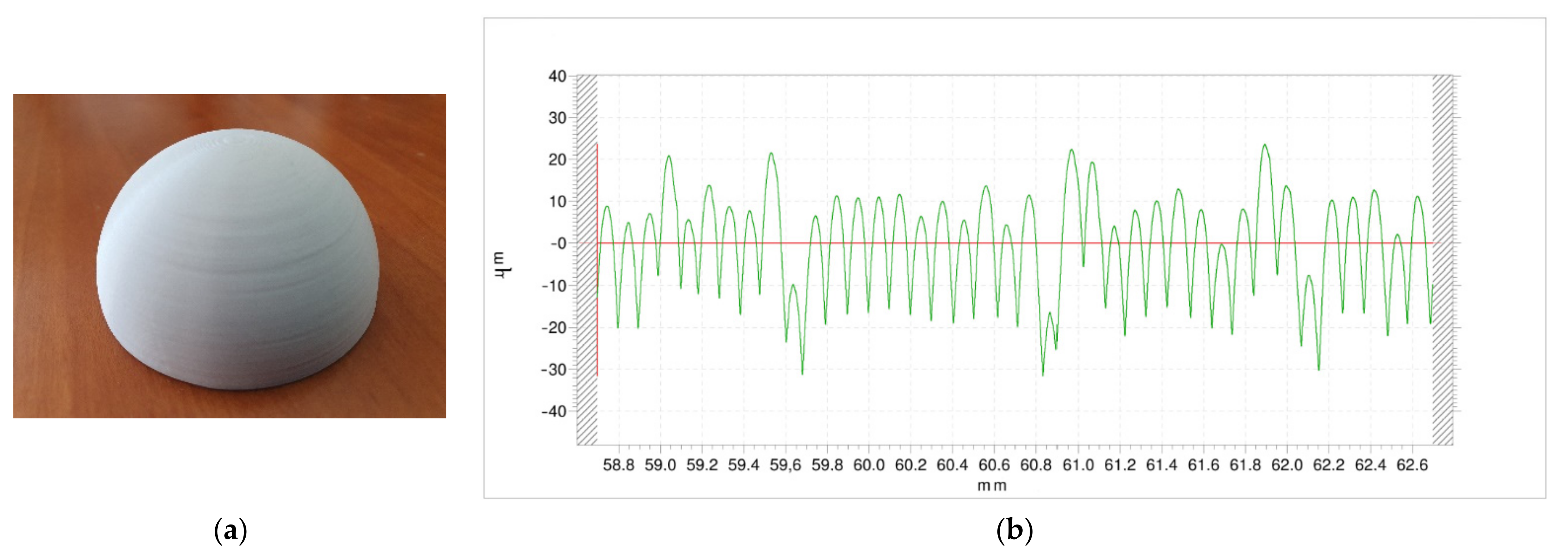
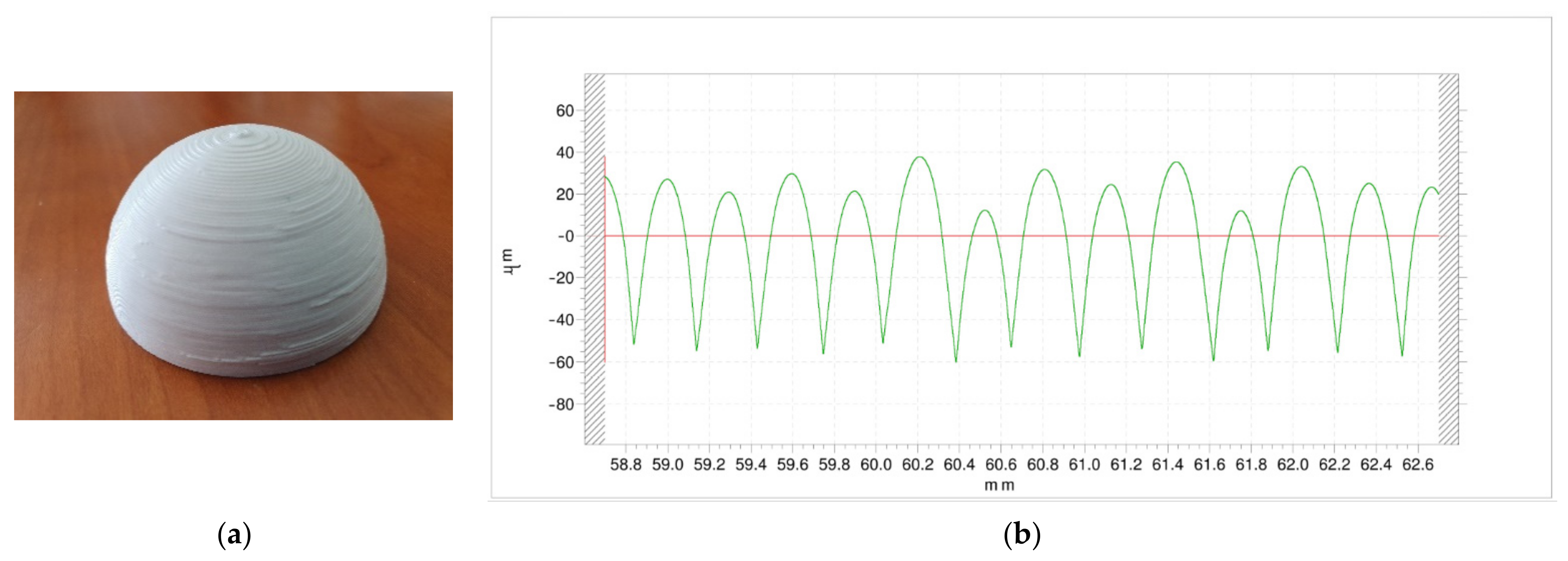
3.1. Roughness
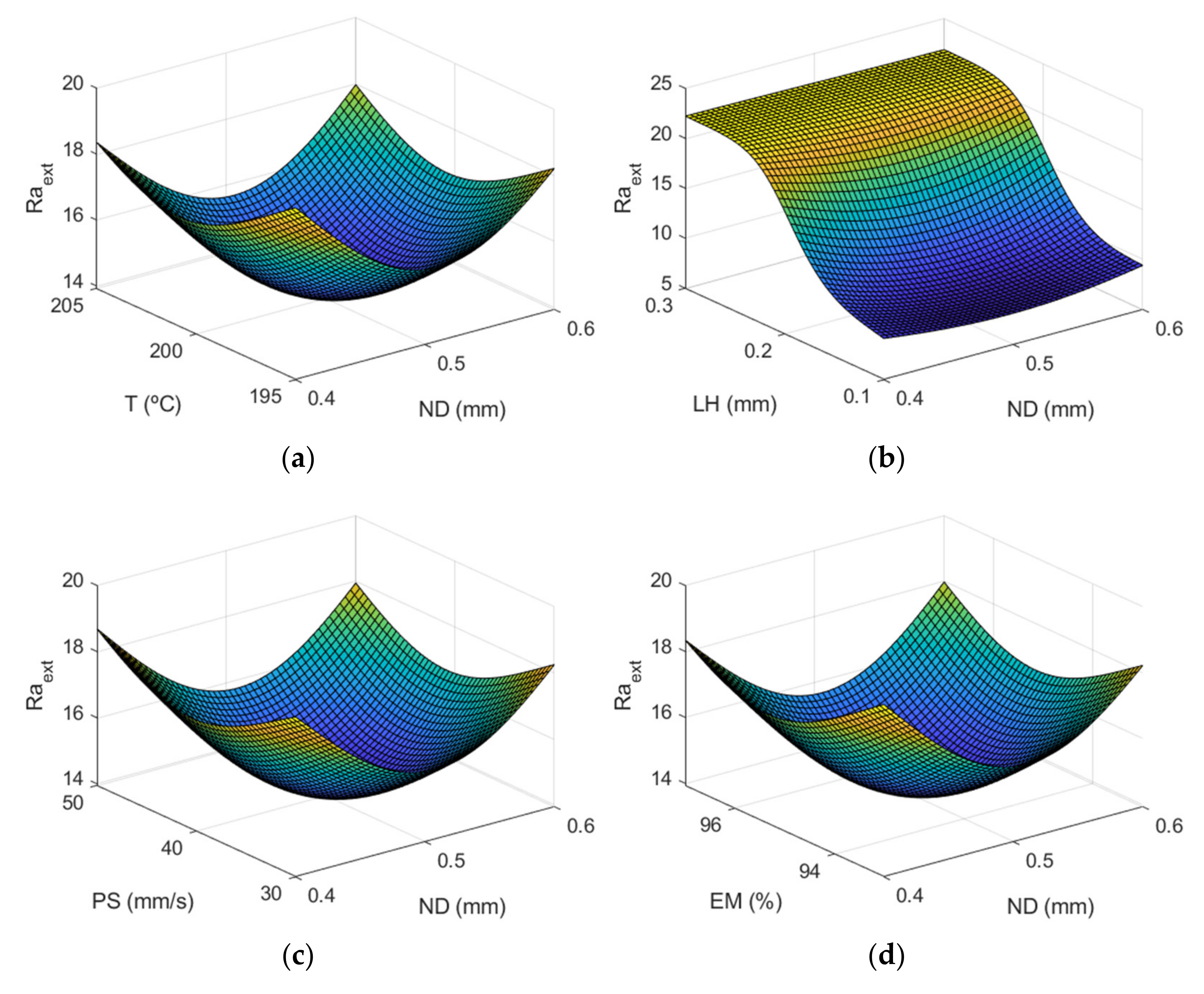
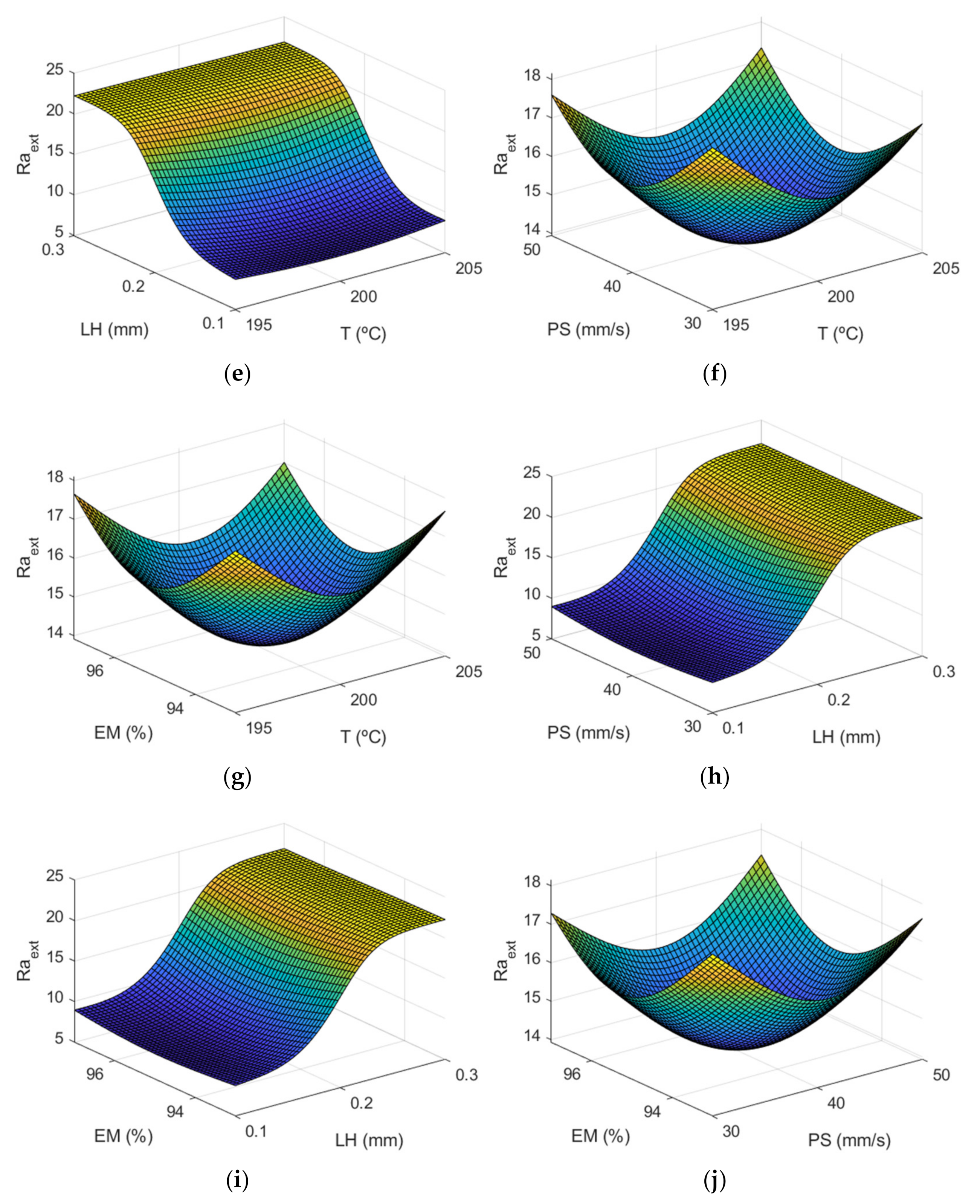
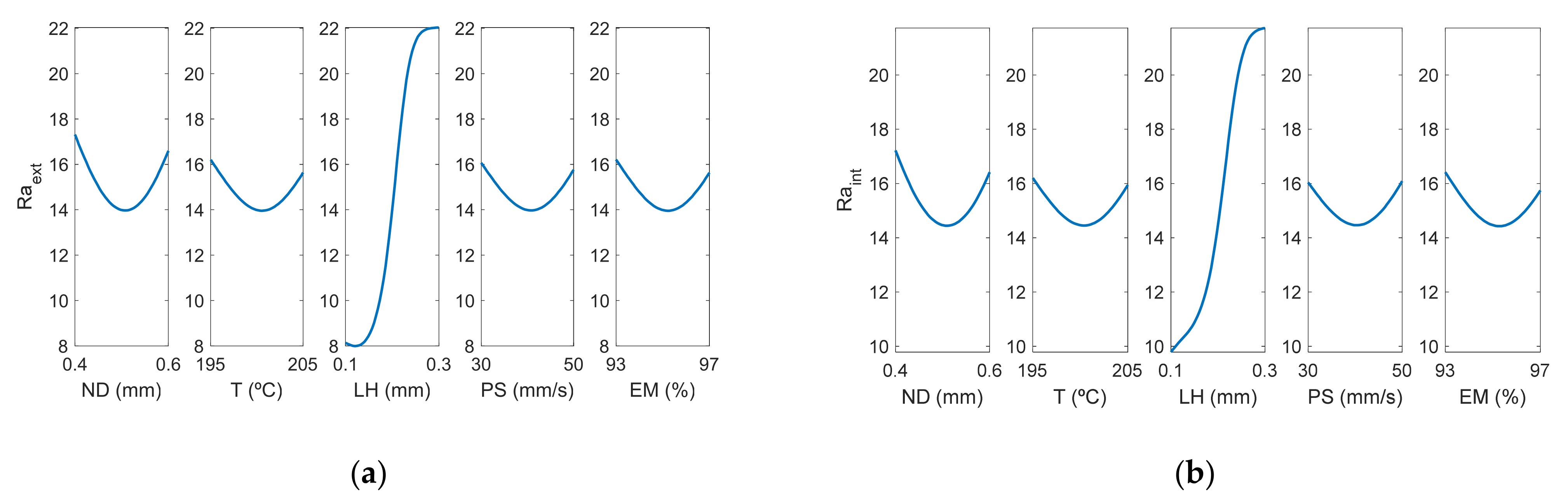
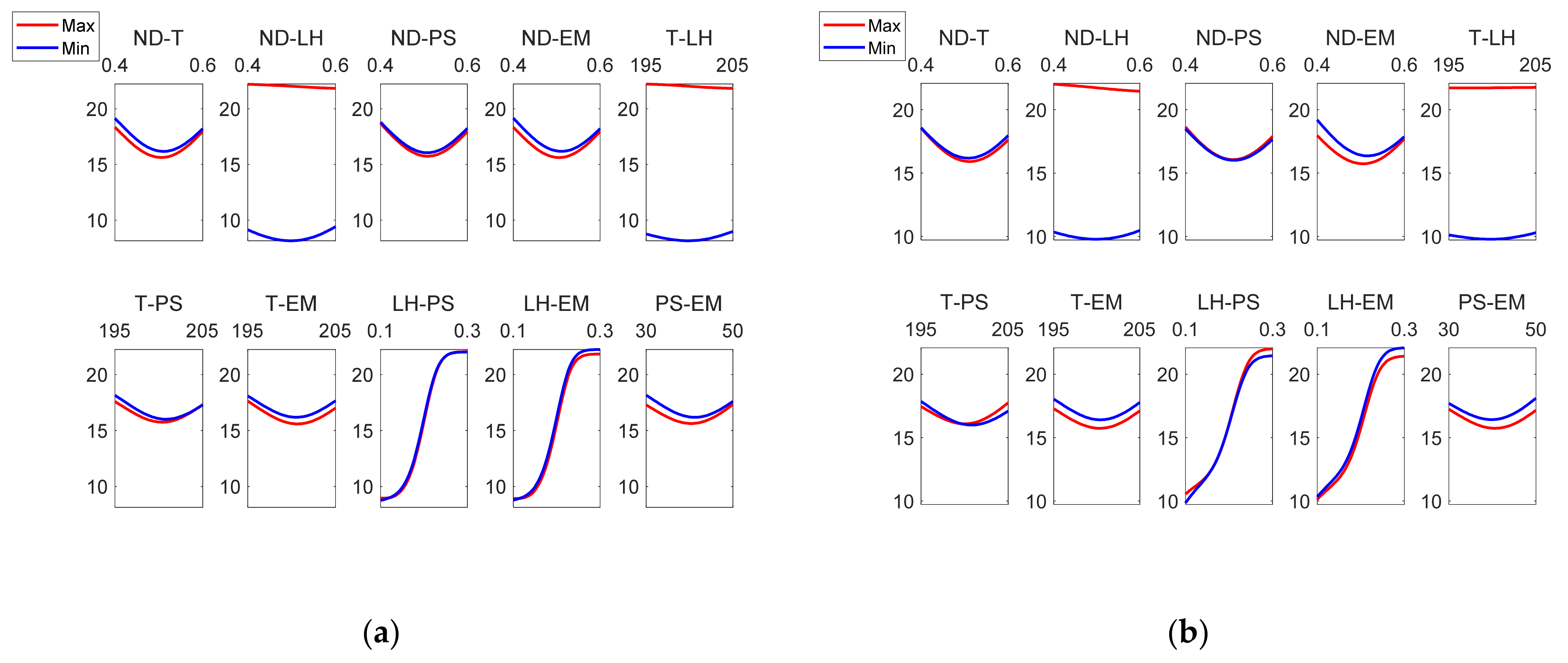
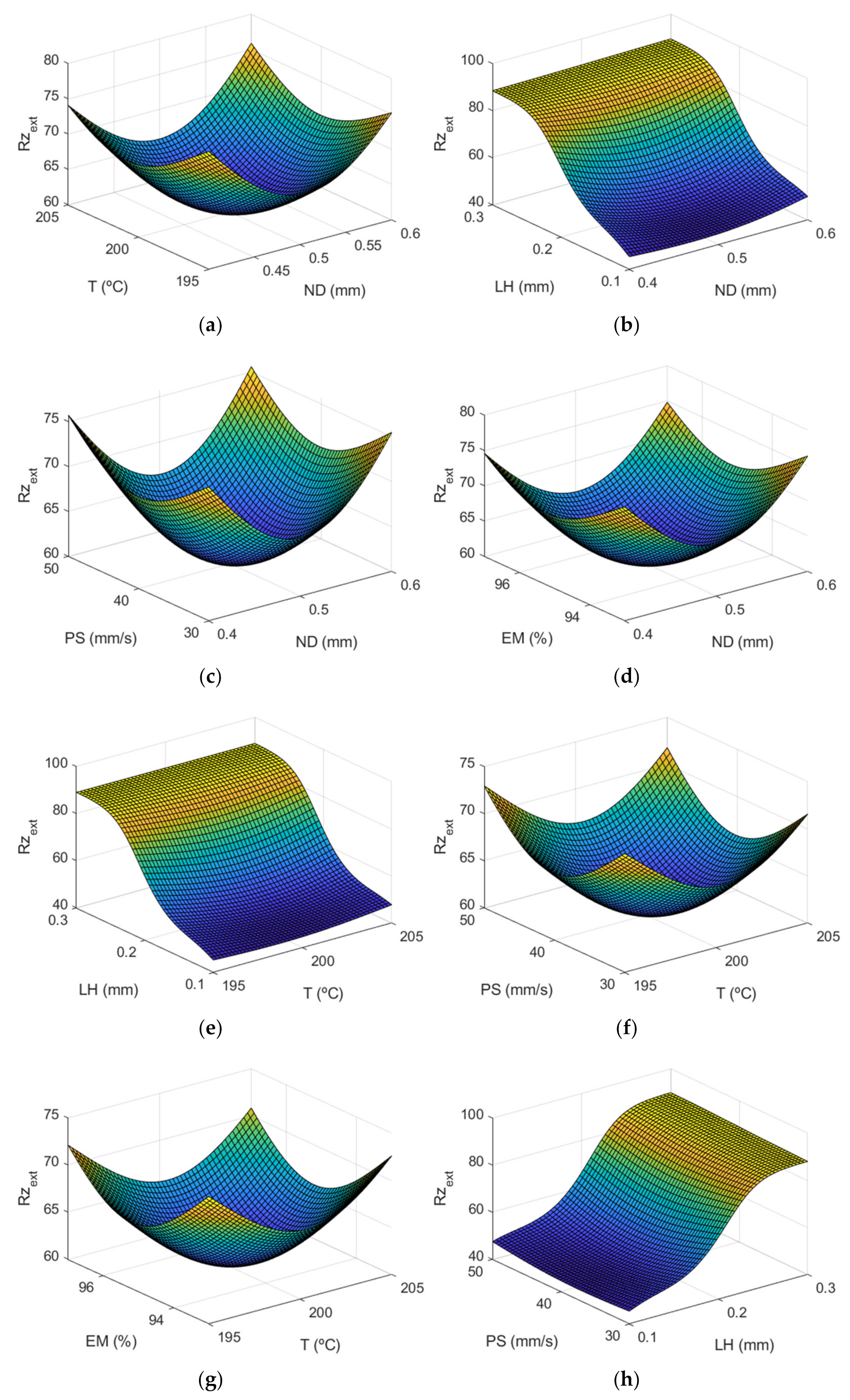
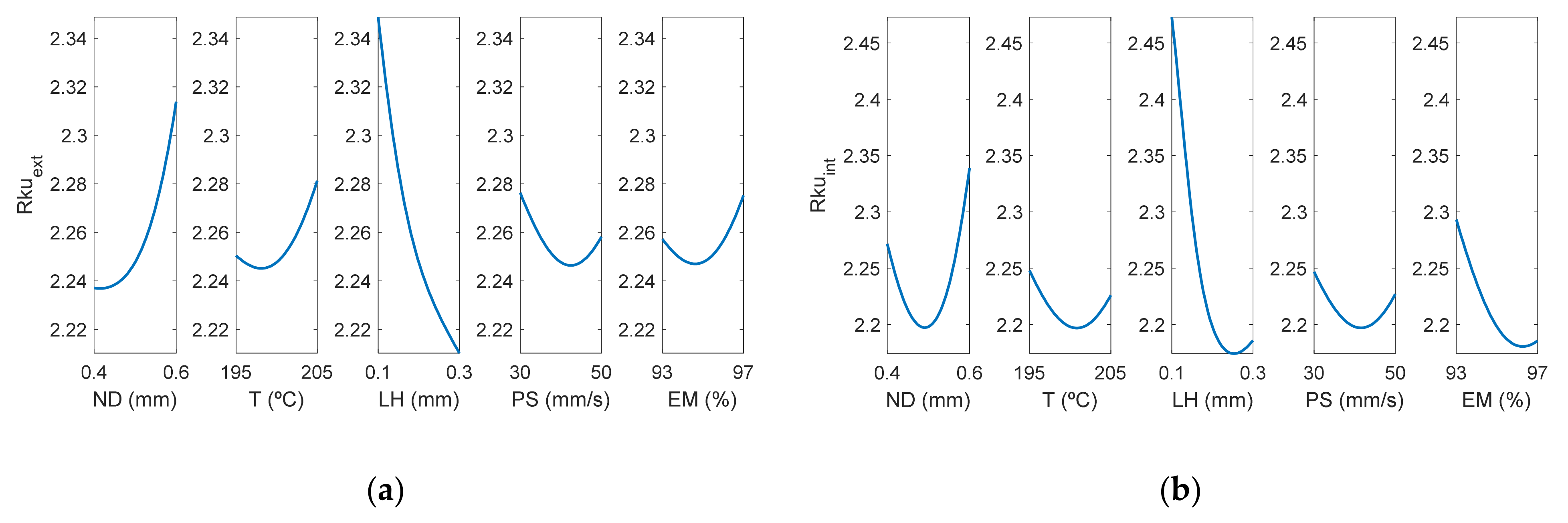
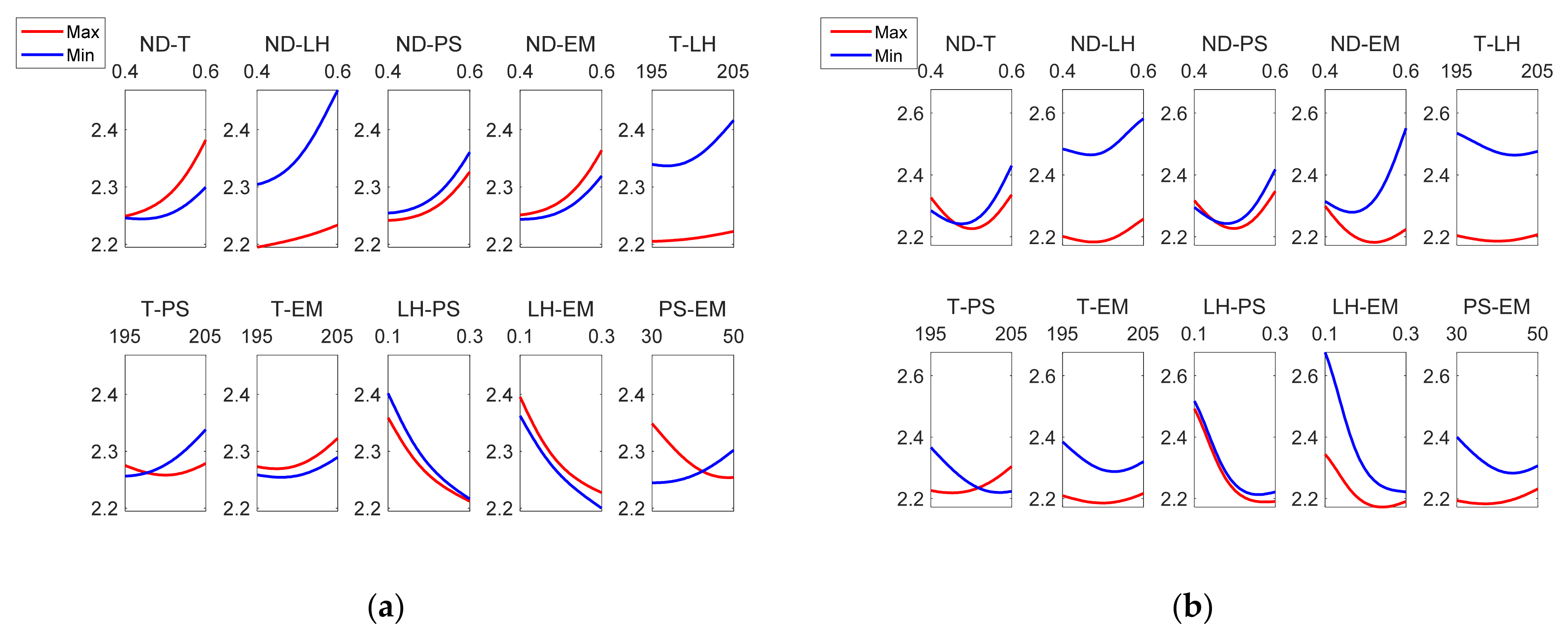
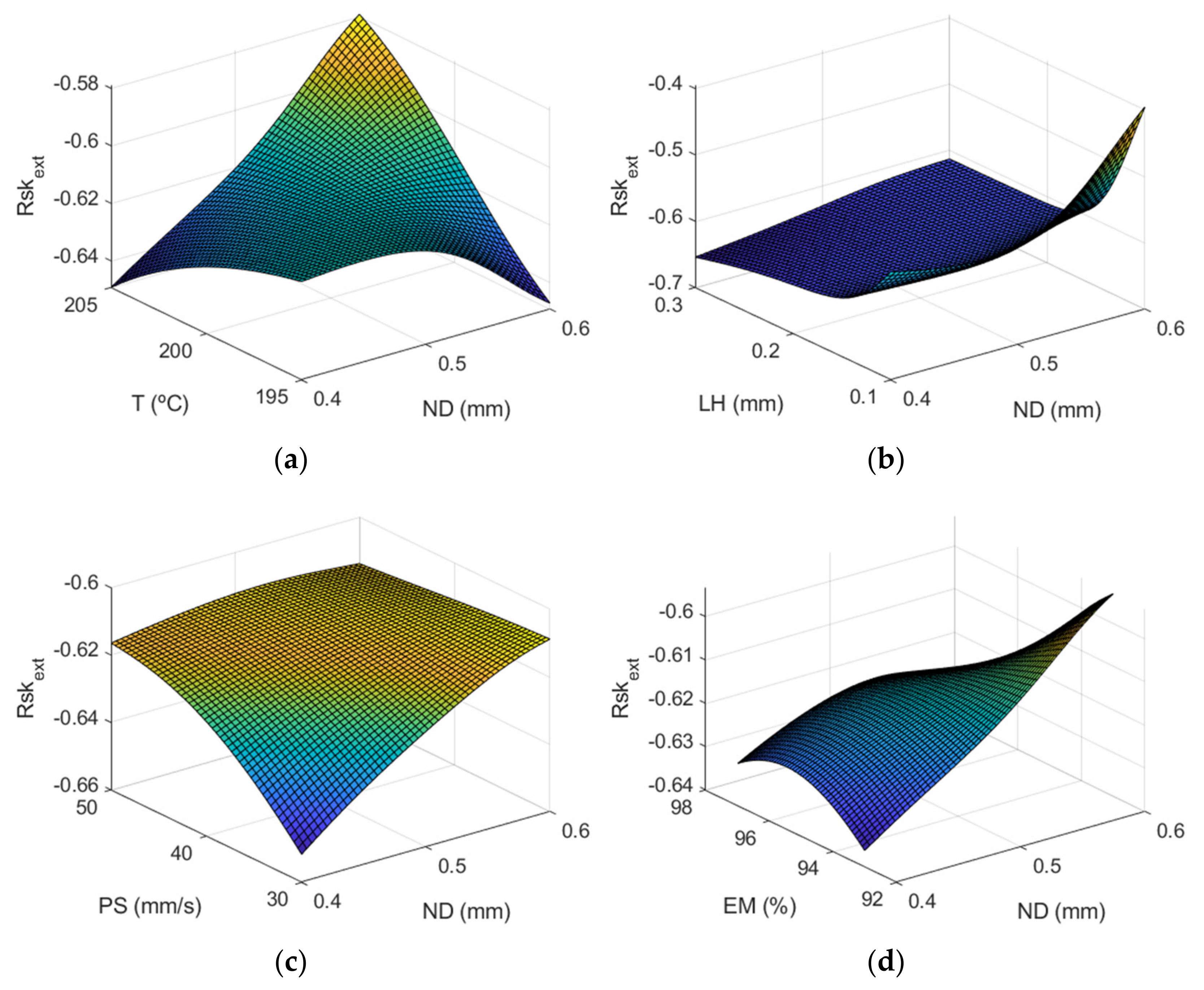
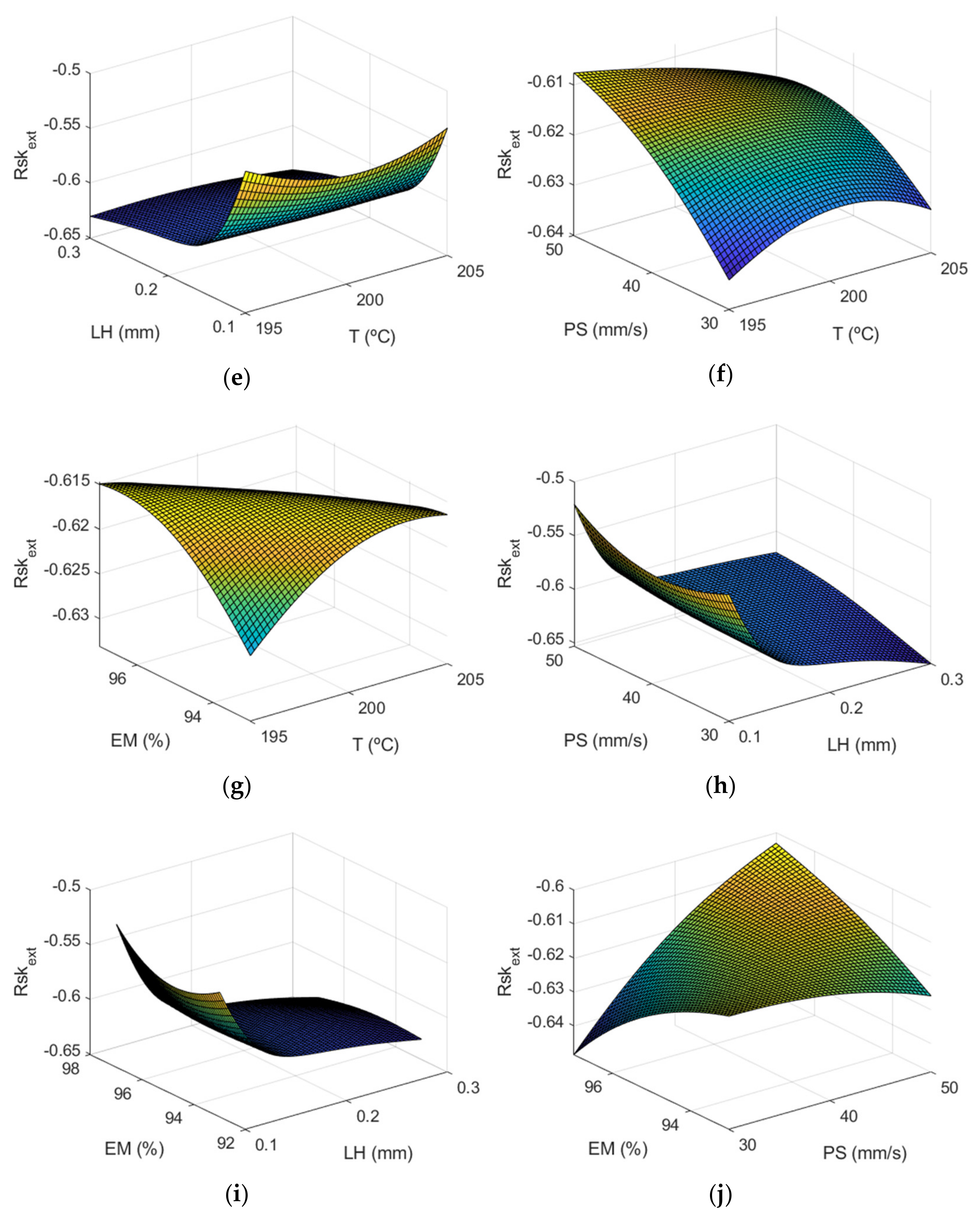
3.2. Roughness Modelling
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pabinger, C.; Geissler, A. Utilization rates of hip arthroplasty in OECD countries. Osteoarthr. Cartil. 2014, 22, 734–741. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- OECD. Health at a Glance 2019; Organisation for Economic Co-operation and Development: Paris, France, 2019. [Google Scholar]
- Sorokina, Y.; Wong, J. Cementless Hip Implants Are Gradually Losing Their Popularity in Europe; ODT Buyer’Guide. 2018. Available online: https://www.odtmag.com/contents/view_online-exclusives/2018-10-23/cementless-hip-implants-are-gradually-losing-their-popularity-in-europe/ (accessed on 22 June 2021).
- Vivek Sood, M. Cemented vs. Cementless Alternatives in Joint Replacement; Arthritis-Health. 2020. Available online: https://www.arthritis-health.com/surgery/shoulder-surgery/cemented-vs-cementless-alternatives-joint-replacement (accessed on 22 June 2021).
- Yuan, L.; Ding, S.; Wen, C. Additive manufacturing technology for porous metal implant applications and triple minimal surface structures: A review. Bioact. Mater. 2019, 4, 56–70. [Google Scholar] [CrossRef] [PubMed]
- Buj-Corral, I.; Tejo-Otero, A.; Fenollosa-Artés, F. Development of AM Technologies for Metals in the Sector of Medical Implants. Metals 2020, 10, 686. [Google Scholar] [CrossRef]
- Ramot, Y.; Haim-Zada, M.; Domb, A.J.; Nyska, A. Biocompatibility and safety of PLA and its copolymers. Adv. Drug Deliv. Rev. 2016, 107, 153–162. [Google Scholar] [CrossRef] [PubMed]
- Bostman, O.; Hirvensalo, E.; Makinen, J.; Rokkanen, P. Foreign-body reactions to fracture fixation implants of biodegradable synthetic polymers. J. Bone Jt. Surgery Br. Vol. 1990, 72-B, 592–596. [Google Scholar] [CrossRef]
- Böstman, O.M.; Pihlajamäki, H.K. Adverse Tissue Reactions to Bioabsorbable Fixation Devices. Clin. Orthop. Relat. Res. 2000, 371, 216–227. [Google Scholar] [CrossRef] [Green Version]
- Rahman, H.; John, T.; Sivadasan, M.; Singh, N. Investigation on the Scale Factor applicable to ABS based FDM Additive Manufacturing. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2018; Volume 5, pp. 1640–1648. [Google Scholar]
- Peng, T.; Yan, F. Dual-objective Analysis for Desktop FDM Printers: Energy Consumption and Surface Roughness. Procedia CIRP 2018, 69, 106–111. [Google Scholar] [CrossRef]
- Alsoufi, M.S.; Elsayed, A.E. How Surface Roughness Performance of Printed Parts Manufactured by Desktop FDM 3D Printer with PLA+ is Influenced by Measuring Direction. Am. J. Mech. Eng. 2017, 5, 211–222. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Domínguez-Fernández, A.; Durán-Llucià, R. Influence of print orientation on surface roughness in fused deposition modeling (FDM) processes. Materials 2019, 12, 3824. [Google Scholar] [CrossRef] [Green Version]
- Alsoufi, M.S.; Elsayed, A.E. Surface Roughness Quality and Dimensional Accuracy—A Comprehensive Analysis of 100% Infill Printed Parts Fabricated by a Personal/Desktop Cost-Effective FDM 3D Printer. Mater. Sci. Appl. 2018, 9, 11–40. [Google Scholar] [CrossRef] [Green Version]
- Takagi, T.; Sugeno, M. Fuzzy identification of systems and its applications to modeling and control. IEEE Trans. Syst. Man Cybern. 1985, SMC-15, 116–132. [Google Scholar] [CrossRef]
- Mamdani, E. Application of fuzzy algorithms for control of simple dynamic plant. Proc. Inst. Electr. Eng. 1974, 121, 1585. [Google Scholar] [CrossRef]
- Mamdani Application of Fuzzy Logic to Approximate Reasoning Using Linguistic Synthesis. IEEE Trans. Comput. 1977, C-26, 1182–1191. [CrossRef]
- Jang, J.R. ANFIS: Adap tive-Ne twork-Based Fuzzy Inference System. IEEE Trans. Syst. Man Cybern. 1993, 23, 665–685. [Google Scholar] [CrossRef]
- Shihabudheen, K.; Pillai, G. Recent advances in neuro-fuzzy system: A survey. Knowl. Based Syst. 2018, 152, 136–162. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and Modeling of Process Parameters in Multi-Hole Simultaneous Drilling Using Taguchi Method and Fuzzy Logic Approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [Green Version]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Praveen, G. Predictive Modelling and Analysis of Process Parameters on Material Removal Characteristics in Abrasive Belt Grinding Process. Appl. Sci. 2017, 7, 363. [Google Scholar] [CrossRef]
- Kojima, C.; Nishio, M.; Nakajima, Y.; Kawano, T.; Takatsuka, K.; Matsumoto, A. Rapid Photoinduced Single Cell Detachment from Gold Nanoparticle-Embedded Collagen Gels with Low Denaturation Temperature. Polymers 2020, 12, 213. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Tan, X.; Tor, S.; Lim, C. Machine learning in additive manufacturing: State-of-the-art and perspectives. Addit. Manuf. 2020, 36, 101538. [Google Scholar] [CrossRef]
- Saleh, B.; Maher, I.; Abdelrhman, Y.; Heshmat, M.; Abdelaal, O. Adaptive Neuro-Fuzzy Inference System for Modelling the Effect of Slurry Impacts on PLA Material Processed by FDM. Polymers 2020, 13, 118. [Google Scholar] [CrossRef]
- Padhi, S.K.; Sahu, R.K.; Mahapatra, S.S.; Das, H.C.; Sood, A.K.; Patro, B.; Mondal, A.K. Optimization of fused deposition modeling process parameters using a fuzzy inference system coupled with Taguchi philosophy. Adv. Manuf. 2017, 5, 231–242. [Google Scholar] [CrossRef]
- Sai, T.; Pathak, V.K.; Srivastava, A.K. Modeling and optimization of fused deposition modeling (FDM) process through printing PLA implants using adaptive neuro-fuzzy inference system (ANFIS) model and whale optimization algorithm. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 1–19. [Google Scholar] [CrossRef]
- Deshwal, S.; Kumar, A.; Chhabra, D. Exercising hybrid statistical tools GA-RSM, GA-ANN and GA-ANFIS to optimize FDM process parameters for tensile strength improvement. CIRP J. Manuf. Sci. Technol. 2020, 31, 189–199. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Prediction and Optimization of Tensile Strength in FDM Based 3D Printing Using ANFIS. In Optimization of Manufacturing Processes; Springer Series in Advanced Manufacturing: Berlin/Heidelberg, Germany, 2020; pp. 111–128. [Google Scholar]
- Mahesh, M.; Fuh, J.; Wong, Y.; Loh, H. Benchmarking for decision making in rapid prototyping systems. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Edmonton, AB, Canada, 1–2 August 2005. [Google Scholar]
- Yadav, D.; Chhabra, D.; Gupta, R.K.; Phogat, A.; Ahlawat, A. Modeling and analysis of significant process parameters of FDM 3D printer using ANFIS. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2020; Volume 21, pp. 1592–1604. [Google Scholar]
- Huynh, H.N.; Nguyen, A.T.; Ha, N.L.; Thai, T.T.H. Application of fuzzy Taguchi method to improve the dimensional accuracy of Fused Deposition Modeling processed product. In Proceedings of the 2017 International Conference on System Science and Engineering (ICSSE), Ho Chi Minh City, Vietnam, 21–23 July 2017; pp. 107–112. [Google Scholar]
- Khan, M.S.; Mishra, S.B. Minimizing surface roughness of ABS-FDM build parts: An experimental approach. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2020; Volume 26, pp. 1557–1566. [Google Scholar]
- Vyavahare, S.; Kumar, S.; Panghal, D. Experimental study of surface roughness, dimensional accuracy and time of fabrication of parts produced by fused deposition modelling. Rapid Prototyp. J. 2020, 26, 1535–1554. [Google Scholar] [CrossRef]
- Şahin, M.; Erol, R. A Comparative Study of Neural Networks and ANFIS for Forecasting Attendance Rate of Soccer Games. Math. Comput. Appl. 2017, 22, 43. [Google Scholar] [CrossRef] [Green Version]
- Meftah, M.; Ebrahimpour, P.B.; He, C.; Ranawat, A.S.; Ranawat, C.S. Preliminary Clinical and Radiographic Results of Large Ceramic Heads on Highly Cross-Linked Polyethylene. Orthopedics 2011, 34, e133–e137. [Google Scholar] [CrossRef] [PubMed]
- Hansson, K.N.; Hansson, S. Skewness and Kurtosis: Important Parameters in the Characterization of Dental Implant Surface Roughness—A Computer Simulation. ISRN Mater. Sci. 2011, 2011, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Buj-Corral, I.; Domínguez-Fernández, A.; Gómez-Gejo, A. Effect of Printing Parameters on Dimensional Error and Surface Roughness Obtained in Direct Ink Writing (DIW) Processes. Materials 2020, 13, 2157. [Google Scholar] [CrossRef]
- ISO. Geometrical Product Specifications (GPS)-Surface Texture: Profile Method-RULES and Procedures for the Assessment of Surface Texture; International Organization for Standardization: Geneva, Switzerland, 1996; pp. 1–8, ISO 4288:1996. [Google Scholar]
- Costa, S.; Duarte, F.; Covas, J. Thermal conditions affecting heat transfer in FDM/FFE: A contribution towards the numerical modelling of the process. Virtual Phys. Prototyp. 2014, 10, 35–46. [Google Scholar] [CrossRef]
- MATLAB. Fuzzy Logic Toolbox-MATLAB; MathWorks Inc.: Portola Valley, CA, USA, 2017. [Google Scholar]
- Calcagno, S.; Cacciola, M.; Morabito, F.C.; Palamara, I.; Pellicanó, D. Standard Soft Computing Techniques for Characterization of Defects in Nondestructive Evaluation. In Ultrasonic Nondestructive Evaluation Systems; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2014; pp. 175–199. [Google Scholar]
- Egaji, O.A.; Griffiths, A.; Hasan, M.S.; Yu, H.-N. A comparison of Mamdani and Sugeno fuzzy based packet scheduler for MANET with a realistic wireless propagation model. Int. J. Autom. Comput. 2015, 12, 1–13. [Google Scholar] [CrossRef]
- Pérez, C.J.L. A Proposal of an Adaptive Neuro-Fuzzy Inference System for Modeling Experimental Data in Manufacturing Engineering. Mathematics 2020, 8, 1390. [Google Scholar] [CrossRef]
- ISO. Geometrical Product Specifications (GPS)—Surface Texture: Profile method—Terms, Definitions and Surface Texture Parameters; International Organization for Standardization: Geneva, Switzerland, 1997; pp. 1–25, ISO 4287:1997. [Google Scholar]
- Li, Y.; Linke, B.S.; Voet, H.; Falk, B.; Schmitt, R.; Lam, M. Cost, sustainability and surface roughness quality—A comprehensive analysis of products made with personal 3D printers. CIRP J. Manuf. Sci. Technol. 2017, 16, 1–11. [Google Scholar] [CrossRef] [Green Version]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Input Variables | Low | Center | High | ||
|---|---|---|---|---|---|
| ND: | Nozzle Diameter | (mm) | 0.4 | 0.5 | 0.6 |
| T: | Temperature | (°C) | 195 | 200 | 205 |
| LH: | Layer Height | (mm) | 0.1 | 0.2 | 0.3 |
| PS: | Print Speed | (mm/s) | 30 | 40 | 50 |
| EM: | Extrusion Multiplier | (%) | 93 | 95 | 97 |
| Outputs (Int/Ext) | |||
|---|---|---|---|
| Ra (μm) | Rz (μm) | Rku | Rsk |
| External Roughness | Internal Roughness | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Exp. | ND | T | LH | PS | EM | Ra (μm) | Rz (μm) | Rku | Rsk | Ra (μm) | Rz (μm) | Rku | Rsk |
| 1 | 0.4 | 195 | 0.1 | 30 | 97 | 7.58 | 37.57 | 2.319 | −0.395 | 7.83 | 40.42 | 2.351 | −0.224 |
| 2 | 0.6 | 195 | 0.1 | 30 | 93 | 8.55 | 40.28 | 2.362 | −0.418 | 9.88 | 47.76 | 3.329 | −0.502 |
| 3 | 0.4 | 205 | 0.1 | 30 | 93 | 7.86 | 37.96 | 2.262 | −0.296 | 7.94 | 38.80 | 2.495 | −0.399 |
| 4 | 0.6 | 205 | 0.1 | 30 | 97 | 9.26 | 48.23 | 2.794 | −0.421 | 8.87 | 43.55 | 2.108 | −0.167 |
| 5 | 0.4 | 195 | 0.3 | 30 | 93 | 23.37 | 89.74 | 2.130 | −0.679 | 22.66 | 89.66 | 2.128 | −0.630 |
| 6 | 0.6 | 195 | 0.3 | 30 | 97 | 21.89 | 86.46 | 2.213 | −0.702 | 21.41 | 86.04 | 2.215 | −0.693 |
| 7 | 0.4 | 205 | 0.3 | 30 | 97 | 21.20 | 84.42 | 2.298 | −0.773 | 21.20 | 86.08 | 2.266 | −0.728 |
| 8 | 0.6 | 205 | 0.3 | 30 | 93 | 21.90 | 91.43 | 2.133 | −0.510 | 20.55 | 85.33 | 2.310 | −0.720 |
| 9 | 0.4 | 195 | 0.1 | 50 | 93 | 7.92 | 36.77 | 2.380 | −0.521 | 9.61 | 47.78 | 2.435 | 0.052 |
| 10 | 0.6 | 195 | 0.1 | 50 | 97 | 8.87 | 44.93 | 2.443 | 0.123 | 9.15 | 46.79 | 2.316 | −0.004 |
| 11 | 0.4 | 205 | 0.1 | 50 | 97 | 8.64 | 41.46 | 2.232 | −0.369 | 9.69 | 50.36 | 2.635 | −0.009 |
| 12 | 0.6 | 205 | 0.1 | 50 | 93 | 8.90 | 49.41 | 2.580 | −0.318 | 10.11 | 49.20 | 2.802 | −0.488 |
| 13 | 0.4 | 195 | 0.3 | 50 | 97 | 22.41 | 91.22 | 2.151 | −0.565 | 21.26 | 84.92 | 2.243 | −0.694 |
| 14 | 0.6 | 195 | 0.3 | 50 | 93 | 21.55 | 89.08 | 2.224 | −0.651 | 21.74 | 85.66 | 2.189 | −0.674 |
| 15 | 0.4 | 205 | 0.3 | 50 | 93 | 22.44 | 88.00 | 2.176 | −0.686 | 23.55 | 91.44 | 2.106 | −0.654 |
| 16 | 0.6 | 205 | 0.3 | 50 | 97 | 21.77 | 90.76 | 2.194 | −0.595 | 21.66 | 86.46 | 2.195 | −0.667 |
| 17-1 | 0.5 | 200 | 0.2 | 40 | 95 | 13.94 | 59.94 | 2.297 | −0.678 | 14.20 | 61.26 | 2.180 | −0.565 |
| 17-2 | 0.5 | 200 | 0.2 | 40 | 95 | 14.18 | 61.67 | 2.239 | −0.577 | 14.58 | 61.88 | 2.204 | −0.560 |
| 17-3 | 0.5 | 200 | 0.2 | 40 | 95 | 13.84 | 58.85 | 2.207 | −0.591 | 14.61 | 61.90 | 2.210 | −0.598 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buj-Corral, I.; Sánchez-Casas, X.; Luis-Pérez, C.J. Analysis of AM Parameters on Surface Roughness Obtained in PLA Parts Printed with FFF Technology. Polymers 2021, 13, 2384. https://doi.org/10.3390/polym13142384
Buj-Corral I, Sánchez-Casas X, Luis-Pérez CJ. Analysis of AM Parameters on Surface Roughness Obtained in PLA Parts Printed with FFF Technology. Polymers. 2021; 13(14):2384. https://doi.org/10.3390/polym13142384
Chicago/Turabian StyleBuj-Corral, Irene, Xavier Sánchez-Casas, and Carmelo J. Luis-Pérez. 2021. "Analysis of AM Parameters on Surface Roughness Obtained in PLA Parts Printed with FFF Technology" Polymers 13, no. 14: 2384. https://doi.org/10.3390/polym13142384
APA StyleBuj-Corral, I., Sánchez-Casas, X., & Luis-Pérez, C. J. (2021). Analysis of AM Parameters on Surface Roughness Obtained in PLA Parts Printed with FFF Technology. Polymers, 13(14), 2384. https://doi.org/10.3390/polym13142384