Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply

Abstract
:
1. Introduction
2. Experimental Section
2.1. Materials and Substrates
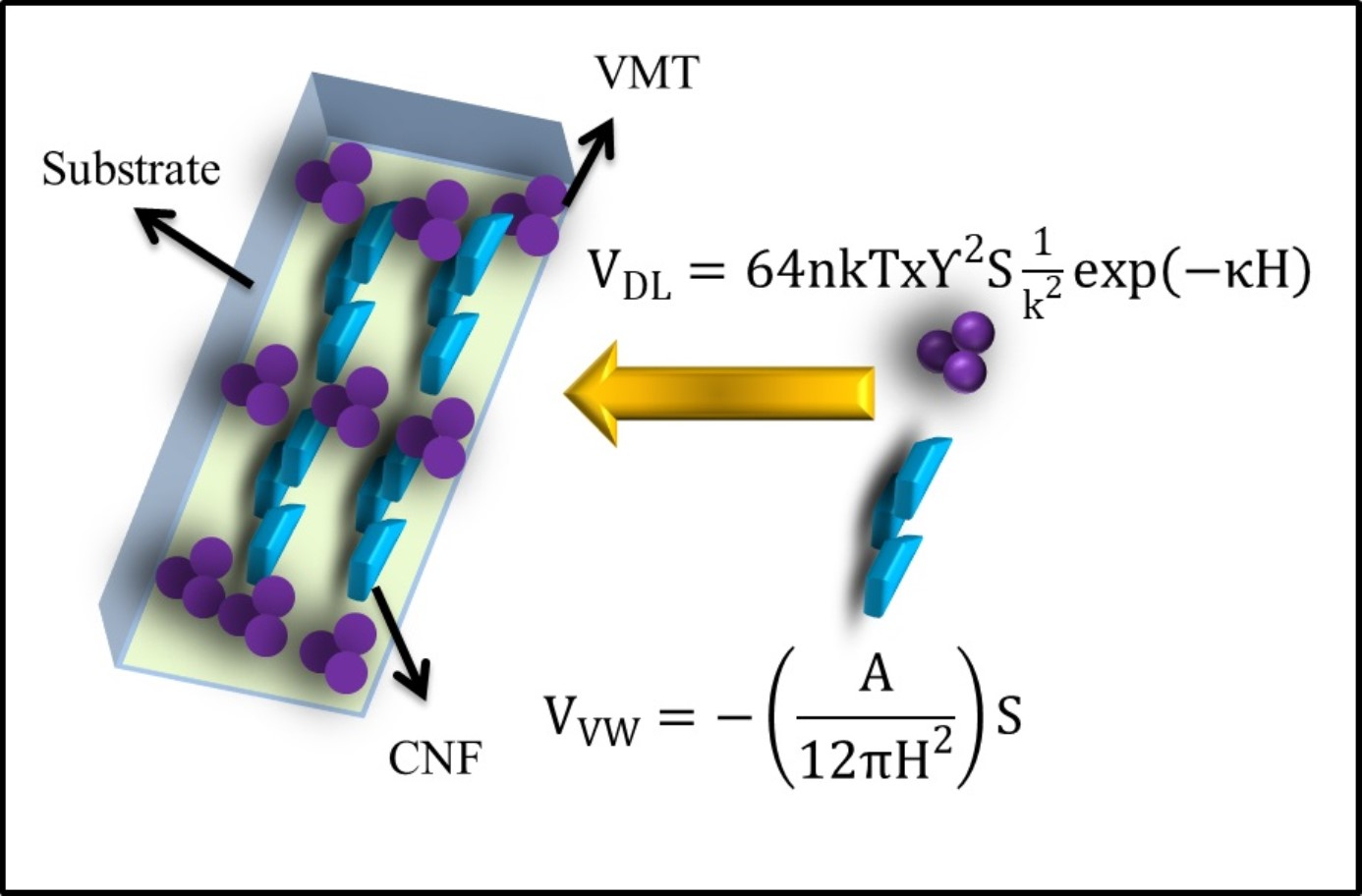
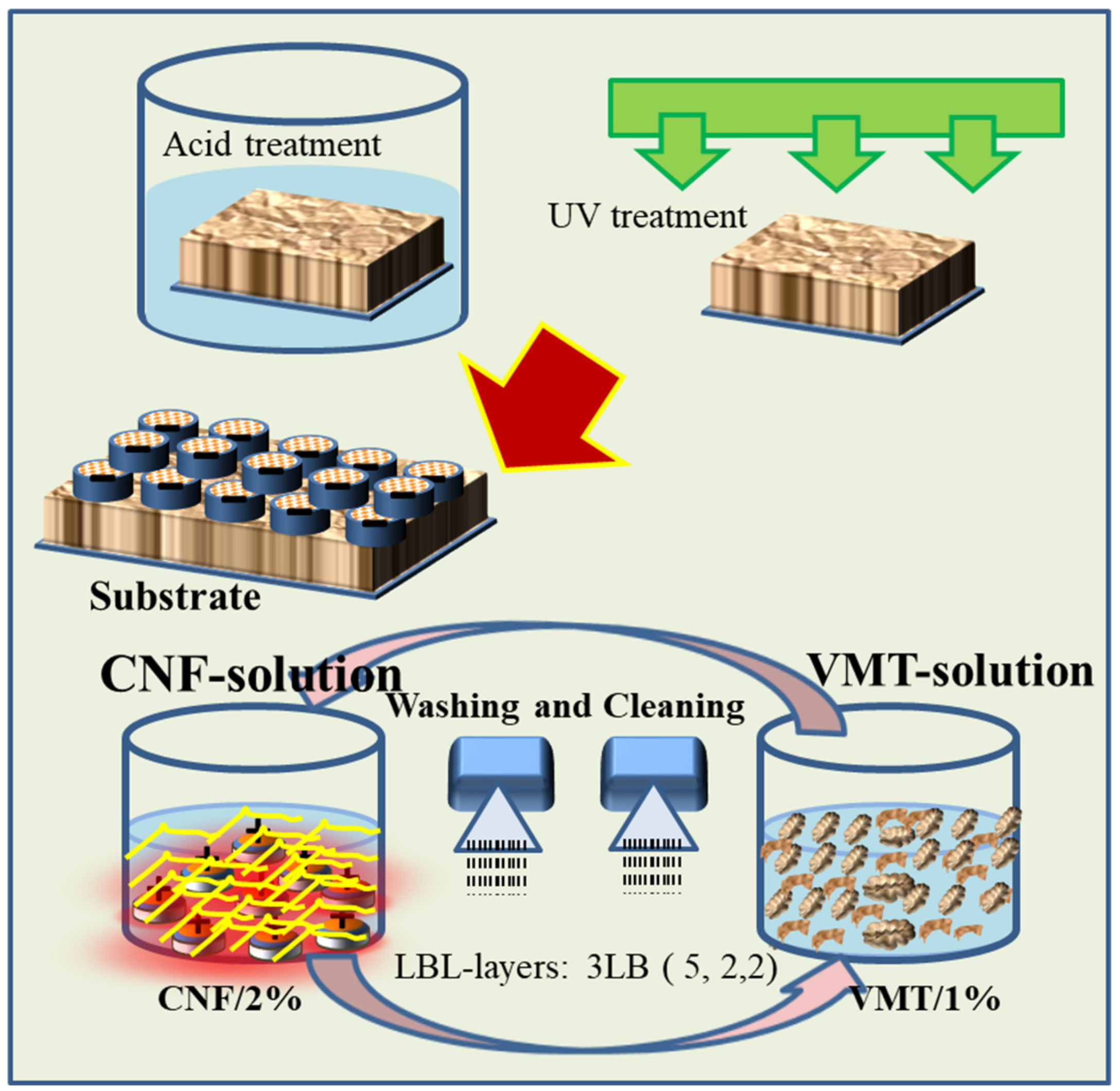
2.2. Layer-by-Layer Assembly
2.3. Measurements
2.4. Thermal Protection Properties
3. Results and Discussion
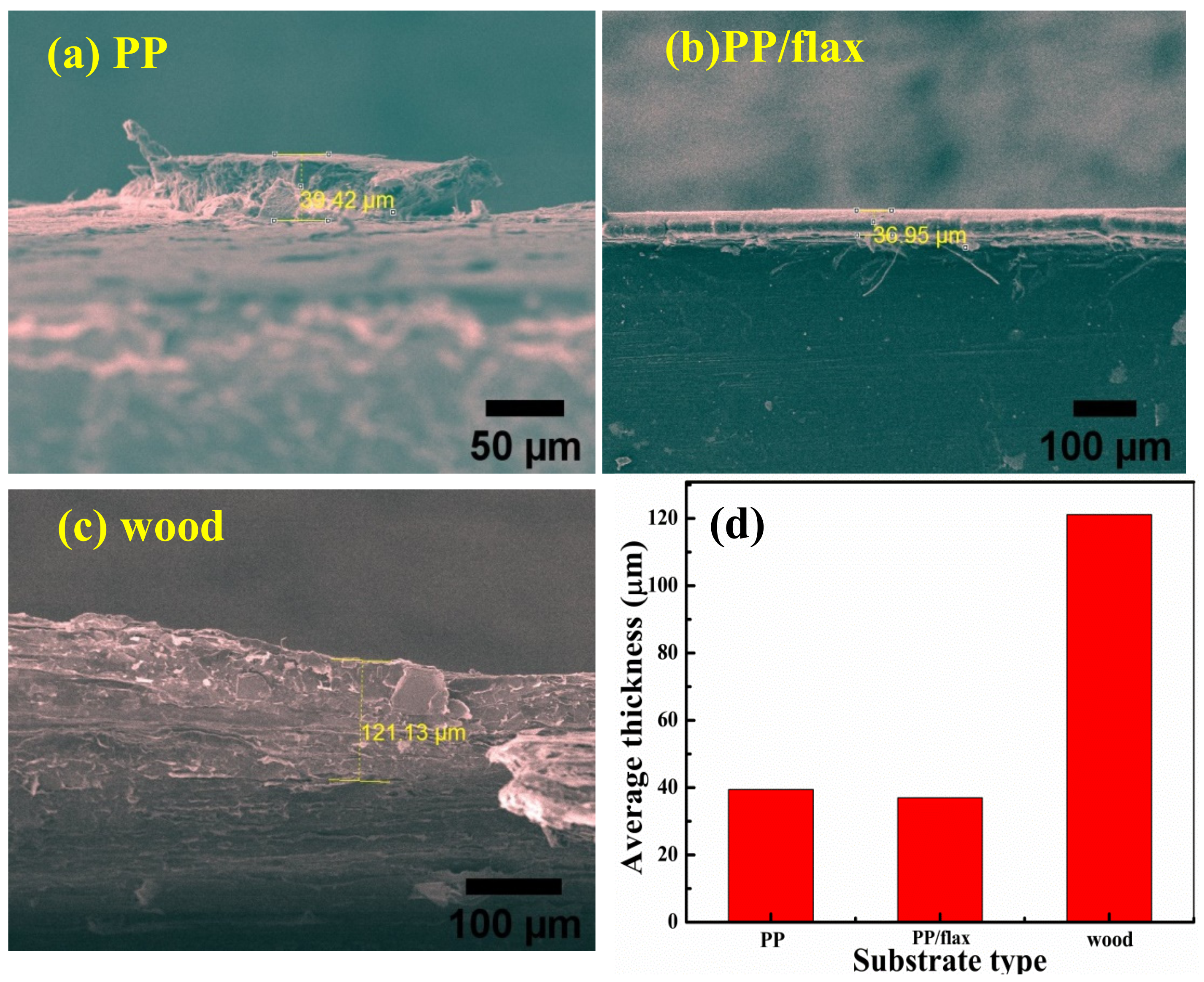
3.1. Surface Morphology and Growth Analysis
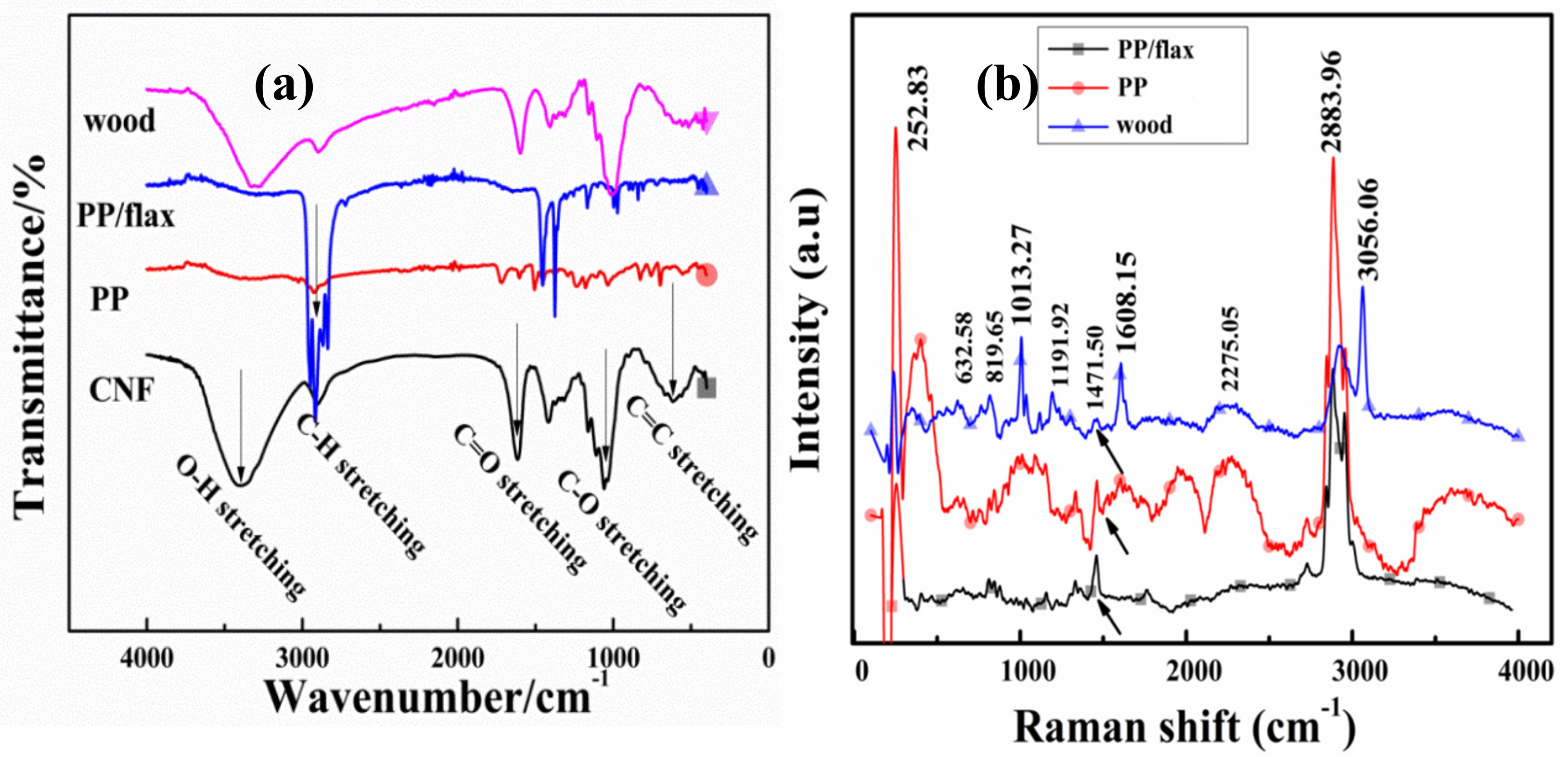
3.2. Spectroscopic Analysis
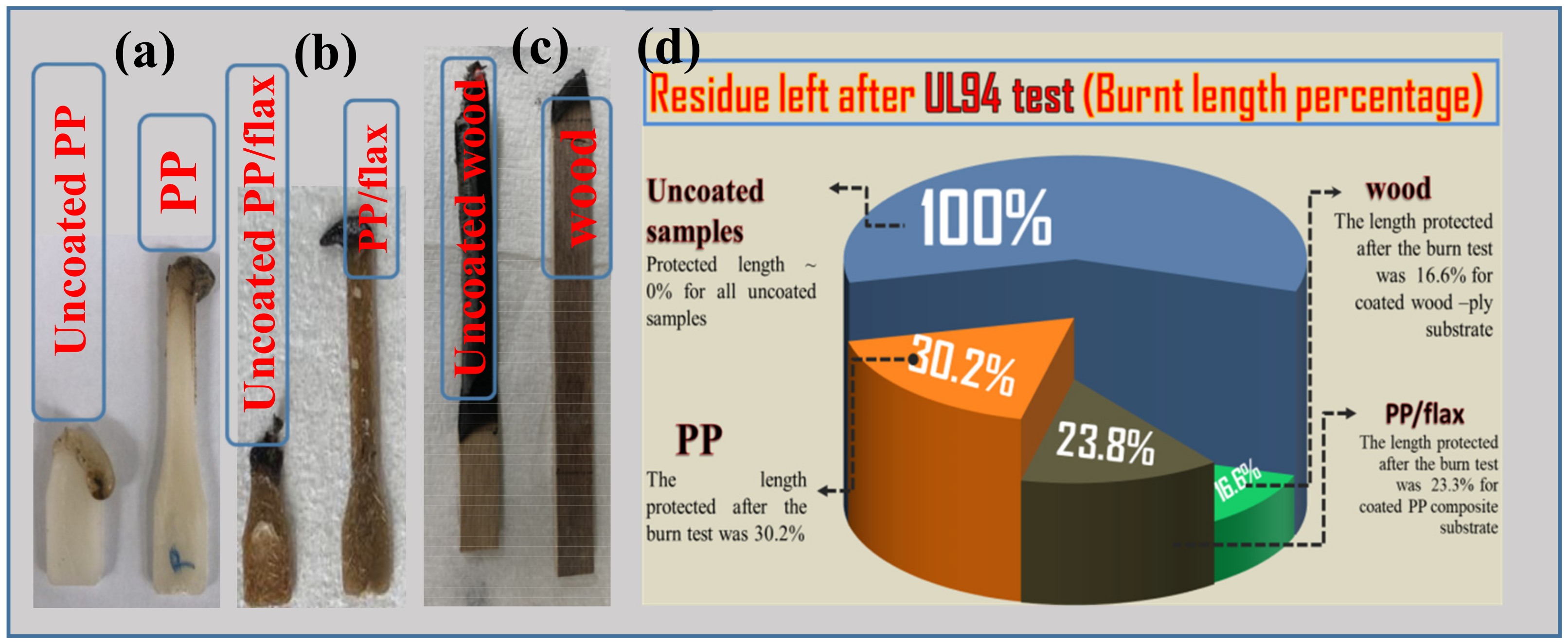
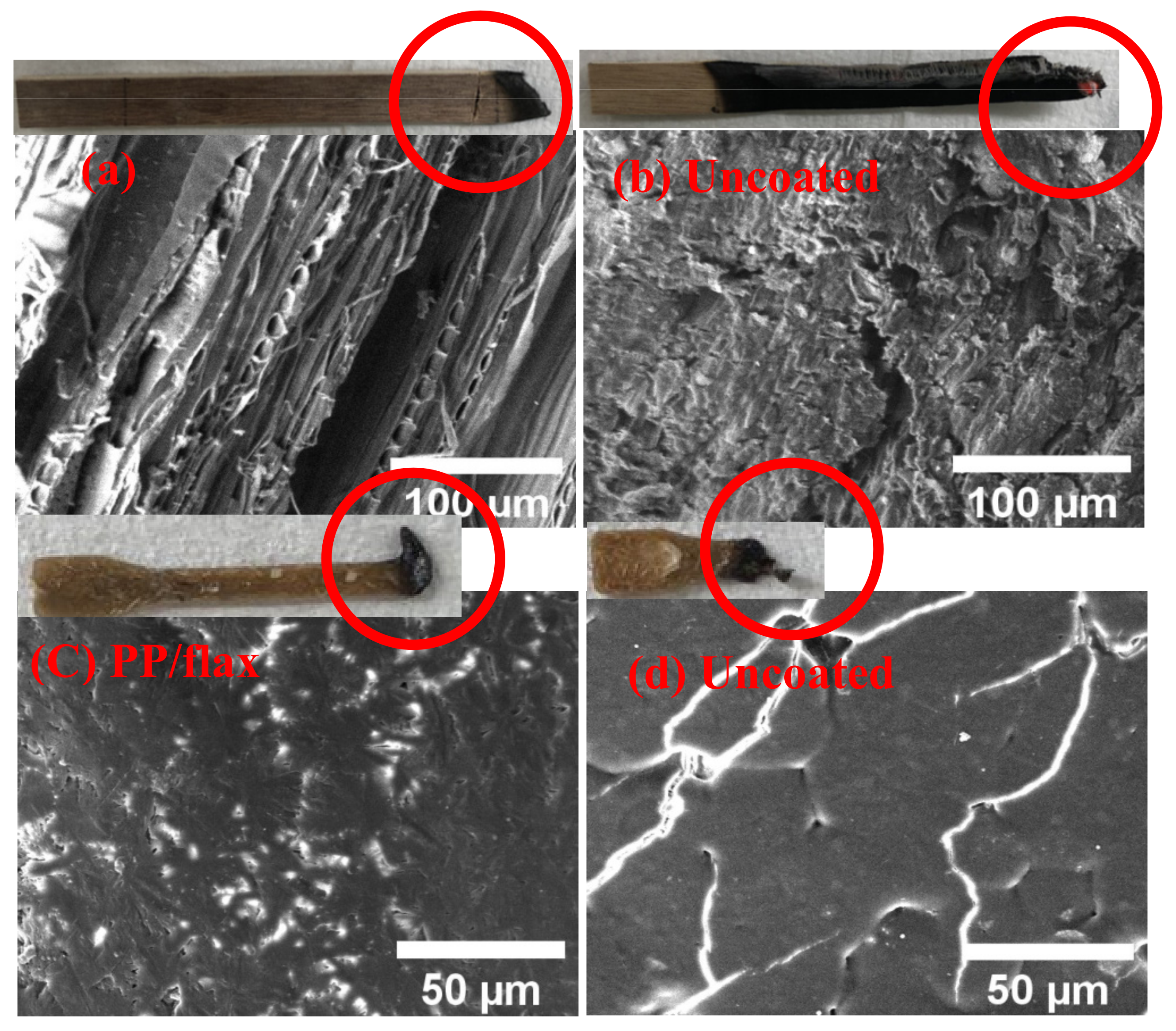
3.3. Thermal and Fire Resistance Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lazar, S.T.; Kolibaba, T.J.; Grunlan, J.C. Flame-retardant surface treatments. Nat. Rev. Mater. 2020, 5, 259–275. [Google Scholar] [CrossRef]
- Le Bras, M.; Bourbigot, S.; Delporte, C.; Siat, C.; Le Tallec, Y. New Intumescent Formulations of Fire-retardant Polypropylene—Discussion of the Free Radical Mechanism of the Formation of Carbonaceous Protective Material during the Thermo-oxidative Treatment of the Additives. Fire Mater. 1996, 20, 191–203. [Google Scholar] [CrossRef]
- Zhang, S.; Horrocks, A. A review of flame retardant polypropylene fibres. Prog. Polym. Sci. 2003, 28, 1517–1538. [Google Scholar] [CrossRef]
- Carosio, F.; Cuttica, F.; Medina, L.; Berglund, L. Clay nanopaper as multifunctional brick and mortar fire protection coating—Wood case study. Mater. Des. 2016, 93, 357–363. [Google Scholar] [CrossRef]
- Li, N.; Xia, Y.; Mao, Z.; Wang, L.; Guan, Y.; Zheng, A. Influence of antimony oxide on flammability of polypropyl-ene/intumescent flame retardant system. Polym. Degrad. Stab. 2012, 97, 1737–1744. [Google Scholar] [CrossRef]
- Zuo, J.-D.; Liu, S.-M.; Sheng, Q. Synthesis and Application in Polypropylene of a Novel of Phosphorus-Containing Intumescent Flame Retardant. Molecules 2010, 15, 7593–7602. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lai, X.; Tang, S.; Li, H.; Zeng, X. Flame-retardant mechanism of a novel polymeric intumescent flame retardant containing caged bicyclic phosphate for polypropylene. Polym. Degrad. Stab. 2015, 113, 22–31. [Google Scholar] [CrossRef]
- Wen, P.; Wang, X.; Xing, W.; Feng, X.; Yu, B.; Shi, Y.; Tang, G.; Song, L.; Hu, Y.; Yuen, R.K.K. Synthesis of a Novel Triazine-Based Hyperbranched Char Foaming Agent and the Study of Its Enhancement on Flame Retardancy and Thermal Stability of Polypropylene. Ind. Eng. Chem. Res. 2013, 52, 17015–17022. [Google Scholar] [CrossRef]
- Li, J.; Ke, C.; Xu, L.; Wang, Y. Synergistic effect between a hyperbranched charring agent and ammonium polyphosphate on the intumescent flame retardance of acrylonitrile-butadiene-styrene polymer. Polym. Degrad. Stab. 2012, 97, 1107–1113. [Google Scholar] [CrossRef]
- Tian, N.; Wen, X.; Jiang, Z.; Gong, J.; Wang, Y.; Xue, J.; Tang, T. Synergistic Effect between a Novel Char Forming Agent and Ammonium Polyphosphate on Flame Retardancy and Thermal Properties of Polypropylene. Ind. Eng. Chem. Res. 2013, 52, 10905–10915. [Google Scholar] [CrossRef]
- Huang, Y.W.; Song, M.L.; Ma, J.J.; Lu, Z.; Yang, J.X.; Cao, K. Synthesis of a phosphorus/silicon hybrid and its synergistic effect with melamine polyphosphates on flame retardant polypropylene system. J. Appl. Polym. Sci. 2012, 129, 316–323. [Google Scholar] [CrossRef]
- Alongi, J.; Carletto, R.A.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Bosco, F.; Malucelli, G. Intrinsic intumescent-like flame retardant properties of DNA-treated cotton fabrics. Carbohydr. Polym. 2013, 96, 296–304. [Google Scholar] [CrossRef] [PubMed]
- Alongi, J.; Di Blasio, A.; Cuttica, F.; Carosio, F.; Malucelli, G. Bulk or surface treatments of ethylene vinyl acetate copolymers with DNA: Investigation on the flame retardant properties. Eur. Polym. J. 2014, 51, 112–119. [Google Scholar] [CrossRef]
- Carosio, F.; Cuttica, F.; Di Blasio, A.; Alongi, J.; Malucelli, G. Layer by layer assembly of flame retardant thin films on closed cell PET foams: Efficiency of ammonium polyphosphate versus DNA. Polym. Degrad. Stab. 2015, 113, 189–196. [Google Scholar] [CrossRef]
- Alongi, J.; Cuttica, F.; Carosio, F. DNA Coatings from Byproducts: A Panacea for the Flame Retardancy of EVA, PP, ABS, PET, and PA6? ACS Sustain. Chem. Eng. 2016, 4, 3544–3551. [Google Scholar] [CrossRef]
- Dash, M.; Chiellini, F.; Ottenbrite, R.M.; Chiellini, E. Chitosan—A versatile semi-synthetic polymer in biomedical appli-cations. Prog. Polym. Sci. 2011, 36, 981–1014. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of na-ture-based materials. Angew. Chem. Int. Ed. Engl. 2011, 50, 5438–5466. [Google Scholar] [CrossRef] [PubMed]
- Iwamoto, S.; Kai, W.; Isogai, A.; Iwata, T. Elastic Modulus of Single Cellulose Microfibrils from Tunicate Measured by Atomic Force Microscopy. Biomacromolecules 2009, 10, 2571–2576. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated cellulose and new nanocomposite materials: A review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Nishino, T.; Matsuda, I.; Hirao, K. All-cellulose composite. Macromolecules 2004, 37, 7683–7687. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Bondeson, D.; Kvien, I. Manufacturing process of cellulose whiskers/polylactic acid nanocom-posites. Compos. Sci. Technol. 2006, 66, 2776–2784. [Google Scholar] [CrossRef]
- Bhatnagar, A.; Sain, M.M. Processing of Cellulose Nanofiber-reinforced Composites. J. Reinf. Plast. Compos. 2005, 24, 1259–1268. [Google Scholar] [CrossRef]
- Svensson, A.; Nicklasson, E.; Harrah, T.; Panilaitis, B.; Kaplan, D.; Brittberg, M.; Gatenholm, P. Bacterial cellulose as a potential scaffold for tissue engineering of cartilage. Biomaterials 2005, 26, 419–431. [Google Scholar] [CrossRef]
- Jiao, Y.; Wan, C.; Qiang, T.; Li, J. Synthesis of superhydrophobic ultralight aerogels from nanofibrillated cellulose isolated from natural reed for high-performance adsorbents. Appl. Phys. A 2016, 122, 1–10. [Google Scholar] [CrossRef]
- Iwamoto, S.; Nakagaito, A.N.; Yano, H. Nano-fibrillation of pulp fibers for the processing of transparent nanocomposites. Appl. Phys. A 2007, 89, 461–466. [Google Scholar] [CrossRef]
- Nogi, M.; Yano, H. Transparent Nanocomposites Based on Cellulose Produced by Bacteria Offer Potential Innovation in the Electronics Device Industry. Adv. Mater. 2008, 20, 1849–1852. [Google Scholar] [CrossRef]
- Du, X.; Zhang, Z.; Liu, W.; Deng, Y. Nanocellulose-based conductive materials and their emerging applications in energy devices—A review. Nano Energy 2017, 35, 299–320. [Google Scholar] [CrossRef]
- Jorfi, M.; Foster, E.J. Recent advances in nanocellulose for biomedical applications. J. Appl. Polym. Sci. 2015, 132. [Google Scholar] [CrossRef]
- Tawfik, S.M.; Sharipov, M.; Kakhkhorov, S.; Elmasry, M.R.; Lee, Y.I. Multiple Emitting Amphiphilic Conjugated Polythiophenes- Coated CdTe QDs for Picogram Detection of Trinitrophenol Explosive and Application Using Chitosan Film and Paper-Based Sensor Coupled with Smartphone. Adv. Sci. 2019, 6, 1801467–1801478. [Google Scholar] [CrossRef] [Green Version]
- Tawfik, S.M.; Elmasry, M.R.; Sharipov, M.; Azizov, S.; Lee, C.H.; Lee, Y.-I. Dual emission nonionic molecular imprinting conjugated polythiophenes-based paper devices and their nanofibers for point-of-care biomarkers detection. Biosens. Bioelectron. 2020, 160, 112211. [Google Scholar] [CrossRef] [PubMed]
- Leistner, M.; Abu-Odeh, A.A.; Rohmer, S.C.; Grunlan, J.C. Water-based chitosan/melamine polyphosphate multilayer nanocoating that extinguishes fire on polyester-cotton fabric. Carbohydr. Polym. 2015, 130, 227–232. [Google Scholar] [CrossRef] [PubMed]
- Cain, A.A.; Plummer, M.G.B.; Murray, S.E.; Bolling, L.; Regev, O.; Grunlan, J.C. Iron-containing, high aspect ratio clay as nanoarmor that imparts substantial thermal/flame protection to polyurethane with a single electrostatically-deposited bi-layer. J. Mater. Chem. A 2014, 2, 17609–17617. [Google Scholar] [CrossRef]
- Carosio, F.; Alongi, J. Ultra-Fast Layer-by-Layer Approach for Depositing Flame Retardant Coatings on Flexible PU Foams within Seconds. Acs Appl. Mater. Interfaces 2016, 8, 6315–6319. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.-C.; Mannen, S.; Morgan, A.B.; Chang, S.; Yang, Y.-H.; Condon, B.; Grunlan, J.C. Intumescent All-Polymer Multilayer Nanocoating Capable of Extinguishing Flame on Fabric. Adv. Mater. 2011, 23, 3926–3931. [Google Scholar] [CrossRef]
- Laufer, G.; Kirkland, C.; Morgan, A.B.; Grunlan, J.C. Intumescent Multilayer Nanocoating, Made with Renewable Polyelectrolytes, for Flame-Retardant Cotton. Biomacromolecules 2012, 13, 2843–2848. [Google Scholar] [CrossRef]
- Carosio, F.; Laufer, G.; Alongi, J.; Camino, G.; Grunlan, J.C. Layer-by-layer assembly of silica-based flame retardant thin film on PET fabric. Polym. Degrad. Stab. 2011, 96, 745–750. [Google Scholar] [CrossRef]
- Alongi, J.; Carosio, F.; Malucelli, G. Malucelli, Influence of ammonium polyphosphate-/poly(acrylic acid)-based layer by layerar-chitectures on the char formation in cotton, polyester and their blends. Polym. Degrad. Stab. 2012, 97, 1644–1653. [Google Scholar] [CrossRef]
- Li, Y.-C.; Kim, Y.S.; Shields, J.; Davis, R. Controlling polyurethane foam flammability and mechanical behaviour by tailoring the composition of clay-based multilayer nanocoatings. J. Mater. Chem. A 2013, 1, 12987. [Google Scholar] [CrossRef]
- Laufer, G.; Kirkland, C.; Morgan, A.B.; Grunlan, J.C. Exceptionally Flame Retardant Sulfur-Based Multilayer Nano-coating for Polyurethane Prepared from Aqueous Polyelectrolyte Solutions. ACS Macro Lett. 2013, 2, 361–365. [Google Scholar] [CrossRef]
- Israelachvili, J.N. Intermolecular and Surface Forces, 2nd ed.; Academic Press: San Diego, CA, USA, 1992. [Google Scholar]
- Buining, P.A.; Philipse, A.P.; Lekkerkerker, H.N.W. Phase Behavior of Aqueous Dispersions of Colloidal Boehmite Rods. Langmuir 1994, 10, 2106–2114. [Google Scholar] [CrossRef] [Green Version]
- Ducker, W.A.; Senden, T.J.; Pashley, R.M. Measurement of forces in liquids using a force microscope. Langmuir 1992, 8, 1831–1836. [Google Scholar] [CrossRef]
- Notley, S.M.; Eriksson, M.; Wågberg, L.; Beck, S.; Gray, D.G. Surface Forces Measurements of Spin-Coated Cellulose Thin Films with Different Crystallinity. Langmuir 2006, 22, 3154–3160. [Google Scholar] [CrossRef]
- Israelachvili, J.; Gourdon, D. Putting liquids under molecular-scale confinement. Science 2001, 292, 867–874. [Google Scholar] [CrossRef] [PubMed]
- Bieker, P.; Schönhoff, M. Linear and Exponential Growth Regimes of Multilayers of Weak Polyelectrolytes in Dependence on pH. Macromolecules 2010, 43, 5052–5059. [Google Scholar] [CrossRef]
- Barakat, A.; Mayer-Laigle, C.; Solhy, A.; Arancon, R.A.; De Vries, H.; Luque, R. Mechanical pretreatments of ligno-cellulosic biomass: Towards facile and environmentally sound technologies for biofuels production. RSC Adv. 2014, 4, 48109–48127. [Google Scholar] [CrossRef]
- Neto, W.P.F.; Silvério, H.A.; Dantas, N.O.; Pasquini, D. Extraction and characterization of cellulose nanocrystals from agro-industrial residue—Soy hulls. Ind. Crop. Prod. 2013, 42, 480–488. [Google Scholar] [CrossRef]
- Trilokesh, C.; Uppuluri, K.B. Isolation and characterization of cellulose nanocrystals from jackfruit peel. Sci. Rep. 2019, 9, 16709. [Google Scholar] [CrossRef]
- Dilamian, M.; Noroozi, B. A combined homogenization-high intensity ultrasonication process for individualizaion of cellulose micro-nano fibers from rice straw. Cellulose 2019, 26, 5831–5849. [Google Scholar] [CrossRef]
- Li, X.; Zhao, Z.; Wang, Y.; Yan, H.; Zhang, X.; Xu, B. Highly efficient flame retardant, flexible, and strong adhesive intumescent coating on polypropylene using hyperbranched polyamide intumescent coating on polypropylene using hyper-branched polyamide. Chem. Eng. J. 2017, 324, 237–250. [Google Scholar] [CrossRef]
- Thygesen, L.G.; Løkke, M.M.; Micklander, E.; Engelsen, S.B. Vibrational microspectroscopy of food. Raman vs. FT-IR. Trends Food Sci. Technol. 2003, 14, 50–57. [Google Scholar] [CrossRef]
- Wall, M.H.; De Noble, L.; Hartman, R. Raman microanalysis in the forensic laboratory: Identification and characterization of suspect solids, liquids and powders. Spectroscopy 2005, 6, 1–3. [Google Scholar]
- Massonnet, G.; Buzzini, P.; Jochem, G.; Stauber, M.; Coyle, T.; Roux, C.; Thomas, J.; Leijenhorst, H.; Van Zanten, Z.; Wiggins, K.; et al. Evaluation of Raman Spectroscopy for the Analysis of Colored Fibers: A Collaborative Study. J. Forensic Sci. 2005, 50, 1–11. [Google Scholar] [CrossRef]
- Huong, P.V. New possibilities of Raman micro-spectroscopy. Vib. Spectrosc. 1996, 11, 17–28. [Google Scholar] [CrossRef]
- Thomas, J.; Buzzini, P.; Massonnet, G.; Reedy, B.; Roux, C. Raman spectroscopy and the forensic analysis of black/grey and blue cotton fibers Part I Investigation of the effect of varying laser wavelength. Forensic Sci. Int. 2005, 152, 189–197. [Google Scholar] [CrossRef]
- Österberg, M.; Schmidt, U.; Jääskeläinen, A.-S. Combining confocal Raman spectroscopy and atomic force microscopy to study wood extractives on cellulose surfaces. Colloids Surf. A Phys. Eng. Asp. 2006, 291, 197–201. [Google Scholar] [CrossRef]
- Carrillo, F.; Colom, X.; Sunol, J.J.; Saurina, J. Structural FT-IR analysis and thermal characterization of lyocell and viscose-type fibers. Eur. Polym. J. 2004, 40, 2229–2234. [Google Scholar] [CrossRef]
- Hinterstoisser, B.; Åkerholm, M.; Salmén, L. Effect of fiber orientation in dynamic FTIR study on native cellulose. Carbohydr. Res. 2001, 334, 27–37. [Google Scholar] [CrossRef]
- Alongi, J.; Camino, G.; Malucelli, G. Heating rate effect on char yield from cotton, poly (ethylene terephthalate) and blend fabrics. Carbohydr. Polym. 2013, 92, 1327–1334. [Google Scholar] [CrossRef]
- Guin, T.; Krecker, M.; Milhorn, A.; Grunlan, J.C. Maintaining hand and improving fire resistance of cotton fabric through ultrasonication rinsing of multilayer nanocoating. Cellulose 2014, 21, 3023–3030. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples (At%) | C | O | Al | Na | Mg | K | Si |
|---|---|---|---|---|---|---|---|
| CNF | 73.19 | 24.11 | 2.56 | ||||
| PP | 93.20 | 5.98 | 0.83 | ||||
| PP/flax | 39.85 | 45.83 | 1.71 | 1.14 | 4.4 | 0.54 | 3.7 |
| wood | 38.4 | 52.5 | 1.29 | 1.78 | 3.9 | 0.31 | 2.2 |
| VMT | 31.79 | 47.51 | 4.58 | 7.9 | 1.61 | 7.0 |
| Samples | Residue (%) at 350 °C | Residue (%) at 500 °C | Residue (%) at 600 °C |
|---|---|---|---|
| Uncoated PP | 99.83 | 0.88 | 0.1 |
| PP | 94.05 | 9.0 | 5.51 |
| Uncoated PP/flax | 98.3 | 5.4 | 4.4 |
| PP/flax | 96.96 | 21.2 | 7.76 |
| Uncoated wood | 64.3 | 24.64 | 21.59 |
| wood | 61.1 | 26.58 | 24.07 |
| Samples (At%) | C | O | Al | Au | Na | K |
|---|---|---|---|---|---|---|
| PP/flax | 95.71 | 3.96 | 0.33 | 0.03 | ||
| Uncoated PP/flax | 97.1 | 2.73 | 0.08 | |||
| wood | 89.54 | 9.37 | 21.59 | 0.05 | 0.39 | 0.69 |
| Uncoated wood | 87.99 | 10.95 | 0.07 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rehman, Z.U.; Niaz, A.K.; Song, J.-I.; Koo, B.H. Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply. Polymers 2021, 13, 303. https://doi.org/10.3390/polym13020303
Rehman ZU, Niaz AK, Song J-I, Koo BH. Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply. Polymers. 2021; 13(2):303. https://doi.org/10.3390/polym13020303
Chicago/Turabian StyleRehman, Zeeshan Ur, Atif Khan Niaz, Jung-Il Song, and Bon Heun Koo. 2021. "Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply" Polymers 13, no. 2: 303. https://doi.org/10.3390/polym13020303
APA StyleRehman, Z. U., Niaz, A. K., Song, J. -I., & Koo, B. H. (2021). Excellent Fire Retardant Properties of CNF/VMT Based LBL Coatings Deposited on Polypropylene and Wood-Ply. Polymers, 13(2), 303. https://doi.org/10.3390/polym13020303