
Waste Rubber from End-of-Life Tires in ‘Lean’ Asphalt Mixtures—A Laboratory and Field Investigation in the Arid Climate Region


Abstract
:1. Introduction
2. Field Test Section
- 7 cm of HMA as intermediate course (PG64-22) and,
- 5 cm of the following HMAs as wearing course:
- Dense-graded HMA with neat bitumen PG64-10 (DG-NB),
- Dense-graded HMA with SBS-modified bitumen PG82-22 (DG-PMB),
- Dense-graded HMA with rubberized bitumen PG76-22 (DG-CRMB),
- Gap-graded HMA with SBS-modified bitumen PG82-22 (GG-PMB), and
- Gap-graded HMA with rubberized bitumen PG76-22 (GG-CRMB).
3. Preliminary Characterization of Materials and Mix-Design Results
3.1. Asphalt Binders and Aggregates
3.2. Mix-Design Results
4. Field and Laboratory Testing Methods
4.1. Laboratory Tests Methodologies
4.2. Field Tests Methodologies and IFI calculation
5. Results and Discussion
5.1. Rutting and Cracking Performance
5.2. Sound Absorption, Roughness and Friction
6. Conclusions
- GG mixtures were designed targeting the air voids, VMA, and VFA specific ranges of the Abu Dhabi standards. The resulting optimum binder content was out of specifications and at least 1% higher than the values obtained for DG HMAs. No issues were encountered in the design of the DG CRMB mixes.
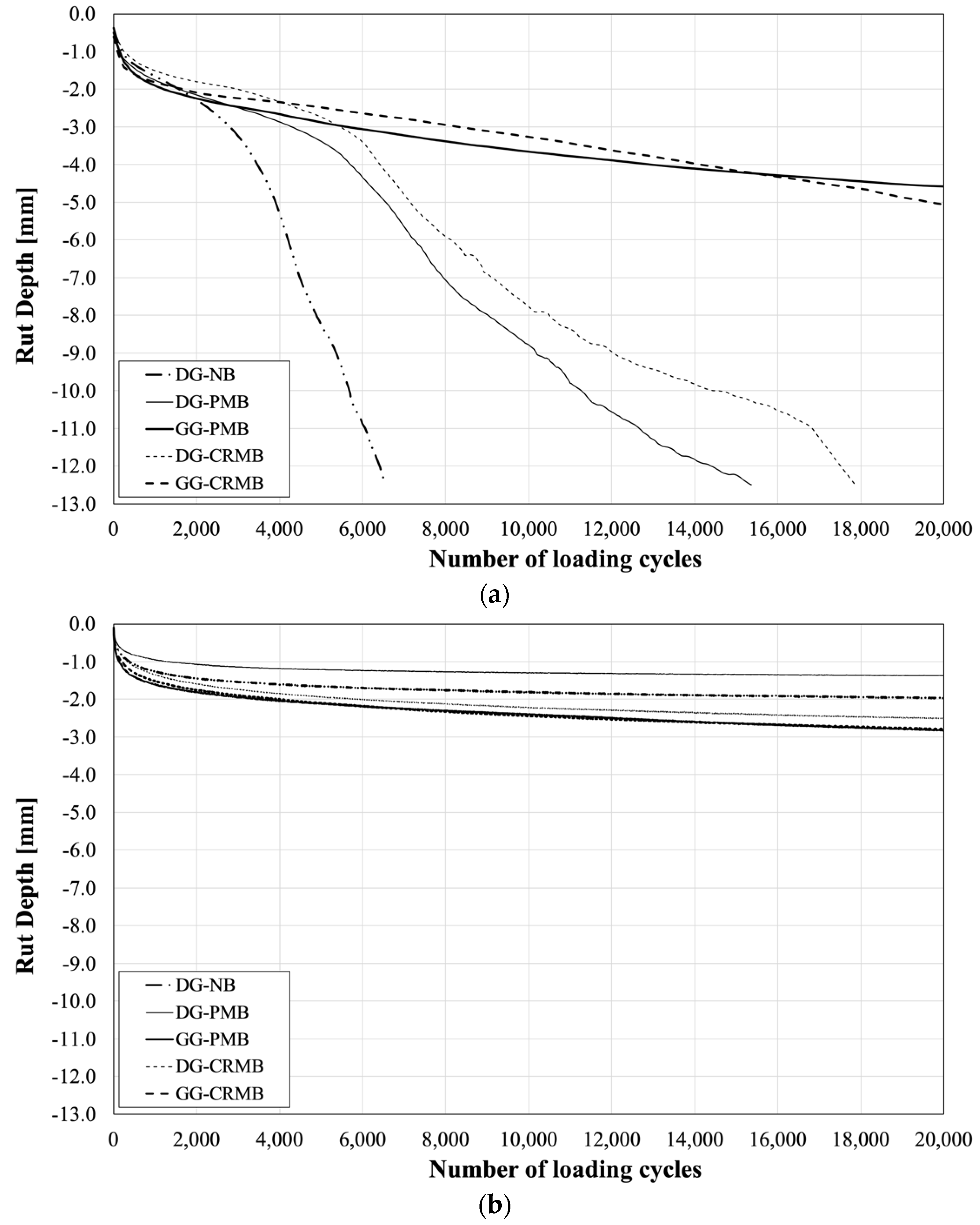
- GG mixtures outperformed those with a dense-graded gradation when tested in the Hamburg Wheel Tracking device. The higher binder content of the GG HMAs protected aggregate particles from stripping and no moisture damage was detected. Stripping issues were visible for DG mixes already at an early stage of the test.
- Among mixtures with the same gradation, the low-binder quantity eliminates the potential performance variations due to different polymer modifications.
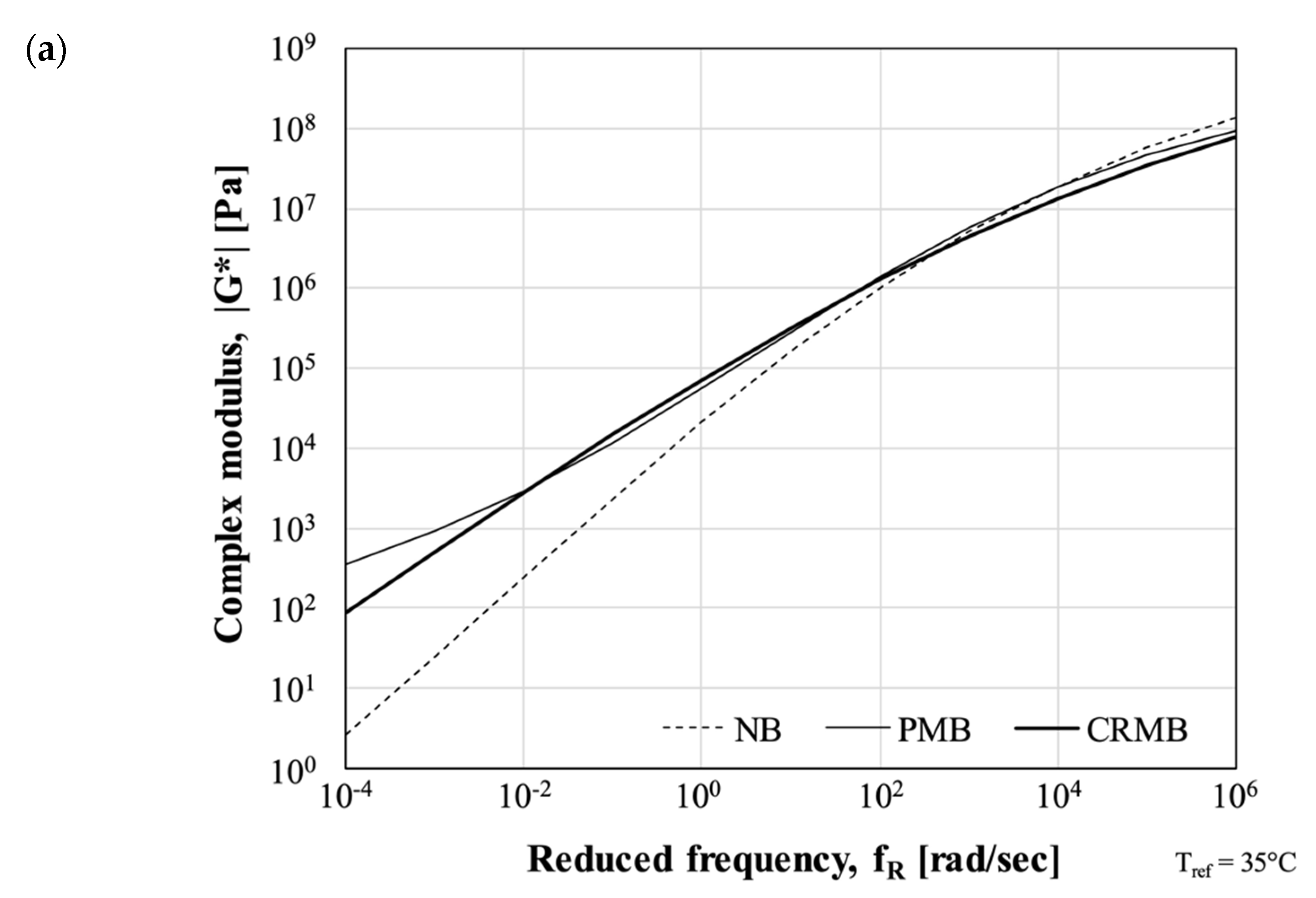
- For both DG and GG mixtures, the enhanced cracking resistance of the CRMB documented through rheological characterization did show up in the SCB test results too. As noticed for the moisture damage characterization, GG mixes performed better than DG due to the higher bitumen content.
- The local volumetric requirements for mix-design, and the typical resulting lower binder content, overachieves the goal of reducing permanent deformation while cracking becomes a major concern. The implementation of a performance-based mix design could be beneficial in this scenario.
- Sound absorption coefficients indicated beneficial effects due to rubberized bitumen in combination with a gap-graded gradation. Compared to mixtures currently used in the area, the combination of aggregate gap gradation and rubberized bitumen can reduce traffic noise in the field.
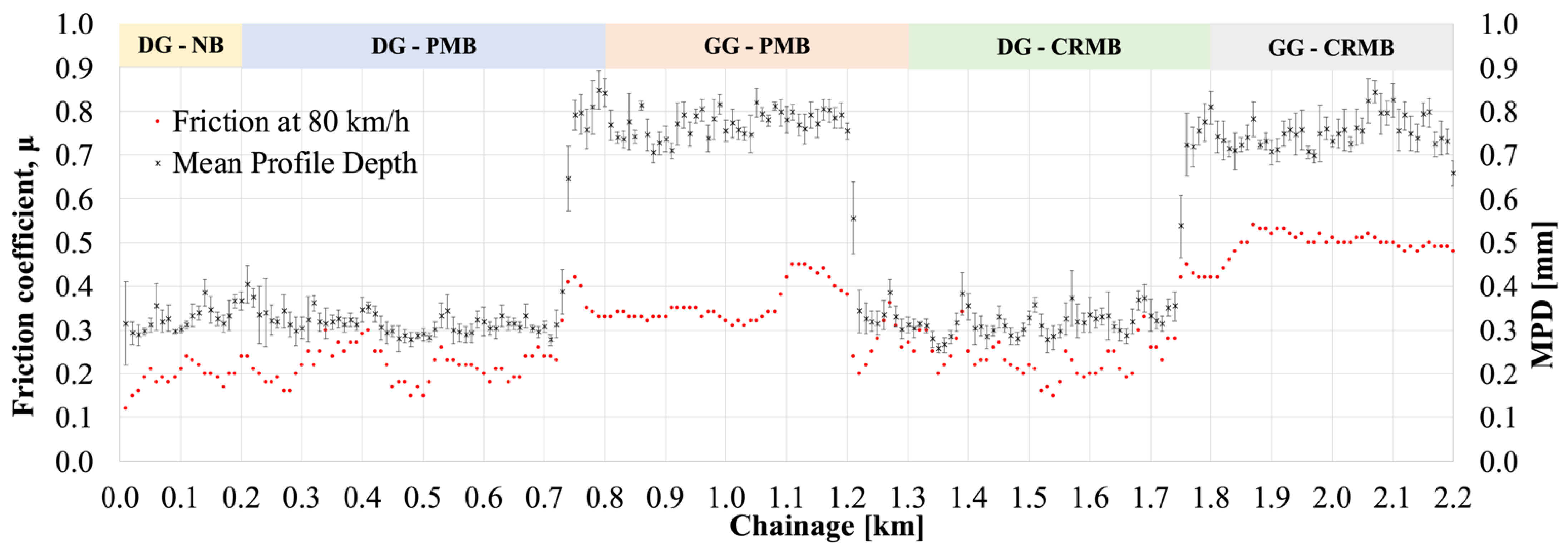
- As expected, significant differences were noticed between DG and GG mixtures in terms of both mean profile depth and friction coefficient. Among mixtures with the same gradation, differences were reported for GG mixes. Despite having comparable MPD, the friction coefficient of the GG-CRMB section was 30% higher than the one recorded in the GG-PMB section even though the only difference between the mixtures is the presence of the rubber in the modified binder. These results shall be intended as distinctive of an early stage of the pavement service life. The test section will be subjected to continuous monitoring in the years to come.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lo Presti, D. Recycled Tyre Rubber Modified Bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Xiang, L.; Cheng, J.; Que, G. Microstructure and performance of crumb rubber modified asphalt. Constr. Build. Mater. 2009, 23, 3586–3590. [Google Scholar] [CrossRef]
- Lee, S.J.; Akisetty, C.K.; Amirkhanian, S.N. The effect of crumb rubber modifier (CRM) on the performance properties of rubberized binders in HMA pavements. Constr. Build. Mater. 2008, 22, 1368–1376. [Google Scholar] [CrossRef]
- Lee, S.J.; Akisetty, C.K.; Amirkhanian, S.N. Recycling of laboratory-prepared long-term aged binders containing crumb rubber modifier. Constr. Build. Mater. 2008, 22, 1906–1913. [Google Scholar] [CrossRef]
- Navarro, F.J.; Partal, P.; Martínez-Boza, F.; Gallegos, C. Thermo-rheological behaviour and storage stability of ground tire rubber-modified bitumens. Fuel 2004, 83, 2041–2049. [Google Scholar] [CrossRef]
- Bahia, H.; Davies, R. Effect of Crumb Rubber Modifiers (CRM) in Performance-Related Properties of Asphalt Binders. Asph. Paving Technol. 1994, 63, 414–438. [Google Scholar]
- Santagata, E.; Baglieri, O.; Alam, M.; Lanotte, M.; Riviera, P.P. Evaluation of rutting resistance of rubberized gap-graded asphalt mixtures. In Proceedings of the Bituminous Mixtures and Pavements VI-Proceedings of the 6th International Conference on Bituminous Mixtures and Pavements, ICONFBMP, Tessaloniki, Greece, 10–12 June 2015; Nikolaides, A.F., Ed.; CRC Press/Balkema: Boca Raton, FL, USA, 2015; pp. 407–412. [Google Scholar]
- Farina, A.; Zanetti, M.C.; Santagata, E.; Blengini, G. Life cycle assessment applied to bituminous mixtures containing recycled materials: Crumb rubber and reclaimed asphalt pavement. Resour. Conserv. Recycl. 2017, 117, 204–212. [Google Scholar] [CrossRef]
- Yang, X.; Yiu, Z.; Perram, D.; Hand, D.; Zeyad, H.; Wei, W.; Luo, S. Emission analysis of recycled tire rubber modified asphalt in hot and warm mix conditions. J. Hazard. Mater. 2019, 365, 942–951. [Google Scholar] [CrossRef]
- Zanetti, M.C.; Fiore, S.; Ruffino, B.; Santagata, E.; Lanotte, M. Assessment of gaseous emissions produced on site by bituminous mixtures containing crumb rubber. Constr. Build. Mater. 2014, 67, 291–296. [Google Scholar] [CrossRef]
- Zanetti, M.C.; Santagata, E.; Fiore, S.; Ruffino, B.; Dalmazzo, D.; Lanotte, M. Evaluation of potential gaseous emissions of asphalt rubber bituminous mixtures. Proposal of a new laboratory test procedure. Constr. Build. Mater. 2016, 113, 870–879. [Google Scholar] [CrossRef]
- Jamrah, A.; Kutay, M.E.; Varma, S. Backcalculation of swollen crumb rubber modulus in asphalt-rubber binder and its relation to performance. Transp. Res. Rec. 2015, 2505, 99–107. [Google Scholar] [CrossRef]
- Peralta, J.; Silva, H.M.R.D.; Hilliou, L.; MacHado, A.V.; Pais, J.; Christopher Williams, R. Mutual changes in bitumen and rubber related to the production of asphalt rubber binders. Constr. Build. Mater. 2012, 36, 557–565. [Google Scholar] [CrossRef]
- CALTRANS. Synthesis of Caltrans Rubberized Asphalt Concrete Projects; Caltrans: Sacramento, CA, USA, 2005. [Google Scholar]
- Heitzman, M.A. FHWA-SA-92-022 Report-State of the practice-Design and Construction of Asphalt Paving Materials with Crumb Rubber Modifier; FHWA, Ed.; Federal Highway Administration: Washington, DC, USA, 1992. [Google Scholar]
- Epps, J.A. NCHRP Report-Synthesis of Highway Practice 198-Uses of Recycled Rubber Tyres in Highways; TRB, Ed.; Transportaion Research Board: Washington, DC, USA, 1994. [Google Scholar]
- Shatnawi, S. Performance of Asphalt Rubber Mixes in California. Int. J. Pavement Eng. 2001, 2, 1–16. [Google Scholar] [CrossRef]
- Pasquini, E.; Canestrari, F.; Cardone, F.; Santagata, F.A. Performance evaluation of gap graded Asphalt Rubber mixtures. Constr. Build. Mater. 2011, 25, 2014–2022. [Google Scholar] [CrossRef]
- Chiu, C.T.; Lu, L.C. A laboratory study on stone matrix asphalt using ground tire rubber. Constr. Build. Mater. 2007, 21, 1027–1033. [Google Scholar] [CrossRef]
- Pérez-Acebo, H.; Gonzalo-Orden, H.; Findley, D.J.; Rojí, E. A skid resistance prediction model for an entire road network. Constr. Build. Mater. 2020, 262. [Google Scholar] [CrossRef]
- Osman, S.A.; Adam, A.A.M. Evaluation of crumb tire rubber modified hot mix asphalt concrete in Sudan. In Proceedings of the Sustainable Construction Materials, Wuhan, China, 18–22 October 2012; Shaopeng, W., Liantong, M., Naoshang, H., Benjamin, F.B., Eds.; ASCE: Reston, VA, USA, 2012; pp. 234–247. [Google Scholar]
- Fontes, L.P.T.L.; Trichês, G.; Pais, J.C.; Pereira, P.A.A. Evaluating permanent deformation in asphalt rubber mixtures. Constr. Build. Mater. 2010, 24, 1193–1200. [Google Scholar] [CrossRef]
- Papagiannakis, A.T.; Masad, E.A. Pavement Design and Materials, 1st ed.; John Wiley and Sons: Wiley, Hoboken, NJ, USA, 2008; ISBN 0471214612. [Google Scholar]
- Desidery, L.; Lanotte, M. Variation of internal structure and performance of polyethylene- and polypropylene-modified bitumen during blending process. J. Appl. Polym. Sci. 2021, 138, 1–12. [Google Scholar] [CrossRef]
- AASHTO M 332 Standard Specification for Performance-Graded Asphalt Binder Using Multiple Stress Creep Recovery (MSCR) Test. 2014. Available online: https://www.techstreet.com/standards/aashto-m-332-14?product_id=1883685 (accessed on 4 February 2021).
- AASHTO TP 101 Standard Method of Test for Estimating Fatigue Resistance of Asphalt Binders Using the Linear Amplitude Sweep. 2018. Available online: https://www.techstreet.com/standards/aashto-tp-101-12-2018?product_id=1841697 (accessed on 4 February 2021).
- Abu Dhabi Municipality—Department of Municipalities and Transportation—Standard Construction Specification—TR-542-1. Abu Dhabi, UAE. 2020. Available online: https://jawdah.qcc.abudhabi.ae/en/Registration/QCCServices/Services/STD/ISGL/ISGL-LIST/TR-542-1.pdf (accessed on 4 February 2021).
- AASHTO T 324 Standard Method of Test for Hamburg Wheel-Track Testing of Compacted Asphalt Mixtures 2019. Available online: https://store.transportation.org/Item/PublicationDetail?ID=4249 (accessed on 11 March 2021).
- AASHTO TP 124 Standard Method of Test for Determining the Fracture Potential of Asphalt Mixtures Using the Illinois Flexibility Index Test (I-FIT) 2018. Available online: https://www.techstreet.com/standards/aashto-tp-124-18?product_id=2024324 (accessed on 24 May 2021).
- Seitllari, A.; Lanotte, M.A.; Kutay, M.E. Comparison of uniaxial tension-compression fatigue test results with SCB test performance indicators developed for performance-based mix design procedure. In Proceedings of the Bituminous Mixtures and Pavements VII: Proceedings of the 7th International Conference’Bituminous Mixtures and Pavements’(7ICONFBMP), Tessaloniki, Greece, 12–14 June 2019; Nikolaides, A.F., Manthos, E., Eds.; CRC Press: Boca Raton, FL, USA, 2019; p. 278. [Google Scholar]
- Al-Qadi, I.; Ozer, H.; Lambros, J.; El Khatib, A.; Singhvi, P. Report No. FHWA-ICT-15-017-Testing Protocols to Ensure Performance of High Asphalt Binder Replacement Mixes Using RAP and RAS; FHWA, Ed.; Federal Highway Administration: Washington, DC, USA, 2015. [Google Scholar]
- Apeagyei, A.K.; Buttlar, W.G.; Dempsey, B.J. Moisture Damage Evaluation of Asphalt Mixtures using AASHTO T283 and DC(T) Fracture Test. In Proceedings of the 10th International Conference on Asphalt Pavements, Quebec City, QC, Canada, 12–17 August 2006; ISAP, Ed.; ISAP: Lino Lakes, MN, USA, 2006; pp. 862–873. [Google Scholar]
- Kaseer, F.; Yin, F.; Arambula, E.; Epps Martin, A.; Daniel, J.S.; Salari, S. Development of an index to evaluate the cracking potential of asphalt mixtures using the semi-circular bending test. Constr. Build. Mater. 2018, 167, 286–298. [Google Scholar] [CrossRef]
- West, R.C.; Van Winkle, C.; Maghsoodloo, S.; Dixon, S. Relationships between simple asphalt mixture cracking tests using N-design specimens and fatigue cracking at FHWA’s accelerated loading facility. Road Mater. Pavement Des. 2017, 18, 428–446. [Google Scholar] [CrossRef]
- ISO 10534-2:1998E Acoustics—Determination of Sound Absorption Coefficient and Impedance in Impedance Tubes—Part 2: Transfer-Function Method 1998. Available online: https://www.iso.org/standard/22851.html (accessed on 16 March 2021).
- ISO 13473-1:2019 Characterization of Pavement Texture by Use of Surface Profiles—Part 1: Determination of Mean Profile Depth 2019. Available online: https://www.iso.org/standard/45111.html (accessed on 28 January 2021).
- ASTM—ASTM E1926-08. Standard Practice for Computing International Roughness Index of Roads from Longitudinal Profile Measurements; American Society for Testing and Materials: West Conshohocken, PA, USA, 2021. [Google Scholar]
- PIARC World Road Association. Report of the committee on surface characteristics. In Proceedings of the XVIII World Road Congress, Brussels, Belgium, 30 April 1987. [Google Scholar]
- Buratti, C.; Moretti, E. Traffic Noise Pollution: Spectra Characteristics and Windows Sound Insulation in Laboratory and Field Measurements. J. Environ. Sci. Eng. 2010, 4, 28–36. [Google Scholar]
- Sayers, M.W.; Gillespie, T.D.; Paterson, W.D.O. Guidelines for Conducting and Calibrating Road Roughness Measurements; World Bank: Washington, DC, USA, 1986. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class of Aggregates | |||
|---|---|---|---|
| 0/5 mm | 5/10 mm | 10/15 mm | |
| Sand equivalent [%] | 57 | - | - |
| Soundness [%] | 3 | 2 | - |
| Fractured surface [%] | - | 100 | 100 |
| Flakiness index [%] | - | 19 | 12 |
| Los Angeles index [%] | - | 16 | 9 |
| Elongation index [%] | - | - | 18 |
| Absorption [%] | - | 0.5 | 0.5 |
| Specs | Dense-Graded | Gap-Graded | ||||
|---|---|---|---|---|---|---|
| Limits | NB | PMB | CRMB | PMB | CRMB | |
| Design Binder Content [%] | 3.0–4.0 | 3.8 | 3.9 | 4.1 | 5.2 | 5.5 |
| Air Voids [%] | 5–7 | 6.4 | 6.2 | 6.4 | 6.4 | 6.5 |
| VMA [%] | min. 13 | 15.1 | 15.1 | 15.6 | 18.1 | 19 |
| VFA [%] | 50–65 | 57 | 59 | 60 | 64 | 66 |
| Marshall Stability [kN] | min. 1600 | 1910 | 2100 | 1680 | 1450 | 1190 |
| Flow [mm] | 2–4 | 2.74 | 3.06 | 3.30 | 4.7 | 3.8 |
| Marshall Stiffness [kN/mm] | min. 550 | 697 | 686 | 509 | 309 | 313 |
| Dense-Graded | Gap-Graded | ||||
|---|---|---|---|---|---|
| NB | PMB | CRMB | PMB | CRMB | |
| Creep-slope—Wet conditions (× 10−4) | 6.1 ± 0.01 | 3.6 ± 0.10 | 2.2 ± 0.05 | 1.1 ± 0.05 | 1.2 ± 0.06 |
| Creep-slope—Dry conditions (× 10−5) | 3.9 ± 0.60 | 2.0 ± 0.70 | 2.7 ± 0.50 | 3.4 ± 0.70 | 4.0 ± 0.60 |
| Sp | F(60) | |
|---|---|---|
| DG-NB | 43.43 ± 2.20 | 0.14 ± 0.01 |
| DG-PMB | 42.23 ± 1.80 | 0.15 ± 0.01 |
| DG-CRMB | 42.55 ± 2.67 | 0.15 ± 0.01 |
| GG-PMB | 83.68 ± 2.95 | 0.28 ± 0.03 |
| GG-CRMB | 81.90 ± 3.20 | 0.32 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marini, S.; Lanotte, M. Waste Rubber from End-of-Life Tires in ‘Lean’ Asphalt Mixtures—A Laboratory and Field Investigation in the Arid Climate Region. Polymers 2021, 13, 3802. https://doi.org/10.3390/polym13213802
Marini S, Lanotte M. Waste Rubber from End-of-Life Tires in ‘Lean’ Asphalt Mixtures—A Laboratory and Field Investigation in the Arid Climate Region. Polymers. 2021; 13(21):3802. https://doi.org/10.3390/polym13213802
Chicago/Turabian StyleMarini, Stefano, and Michele Lanotte. 2021. "Waste Rubber from End-of-Life Tires in ‘Lean’ Asphalt Mixtures—A Laboratory and Field Investigation in the Arid Climate Region" Polymers 13, no. 21: 3802. https://doi.org/10.3390/polym13213802
APA StyleMarini, S., & Lanotte, M. (2021). Waste Rubber from End-of-Life Tires in ‘Lean’ Asphalt Mixtures—A Laboratory and Field Investigation in the Arid Climate Region. Polymers, 13(21), 3802. https://doi.org/10.3390/polym13213802