
Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Oil Recovery
2.3. Epoxidation of the Oils
2.4. Hydroxylation of the Mixture
2.5. Preparation of Vegetable Oil Polyurethanes
2.6. Analytical Procedures
2.7. Spectroscopy Analysis
2.8. Gas Chromatography
2.9. Morphological Analysis
2.10. Thermal Analysis of Polyurethanes
3. Results and Discussion
3.1. Characterization of the Vegetable Oils, Epoxidized Oils and Polyols
3.2. Analysis of Phospholipids
3.3. H1 Nuclear Magnetic Resonance (NMR) Spectra of the Vegetable Oils
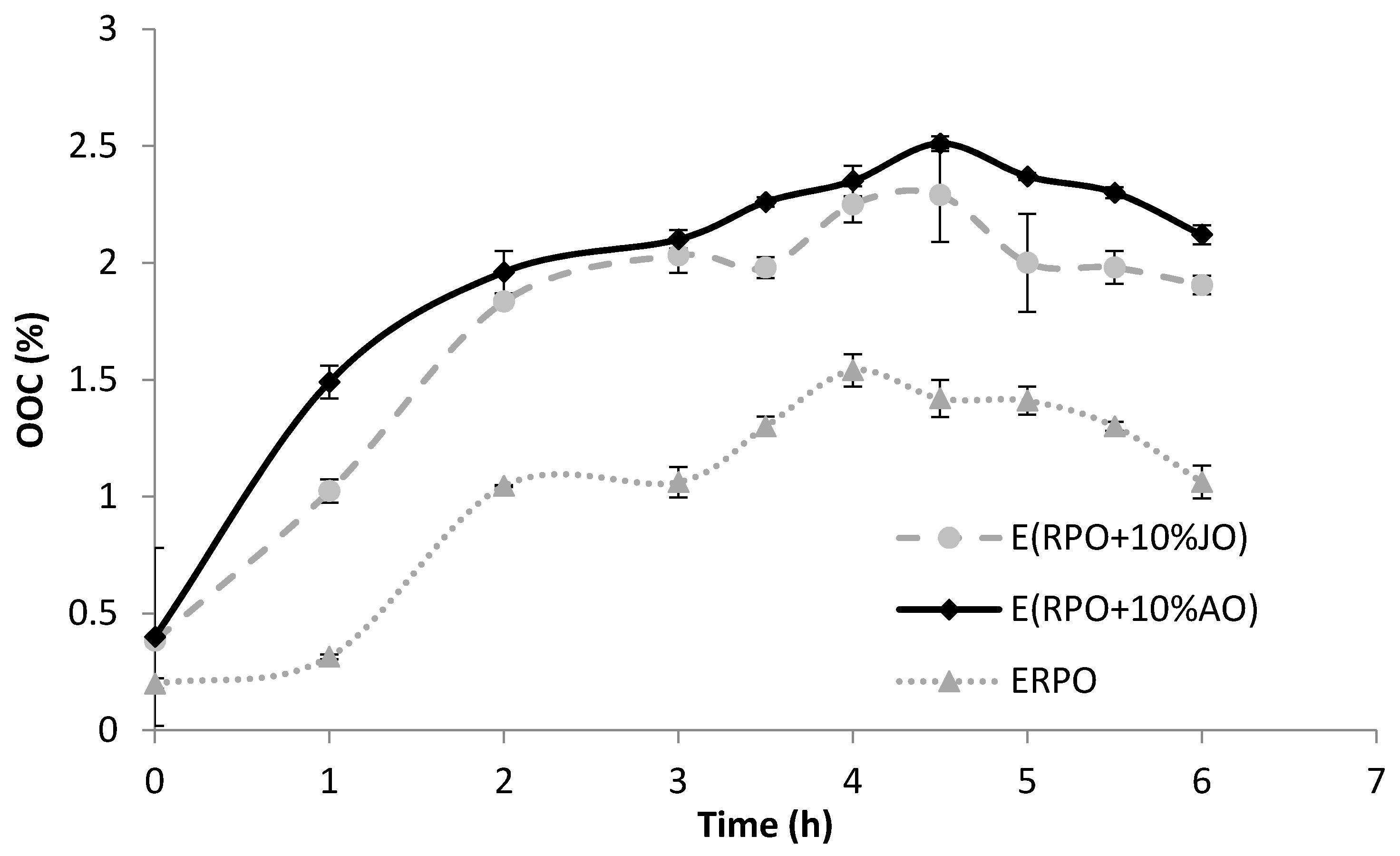
3.4. Oxirane Oxygen Content (OOC%)
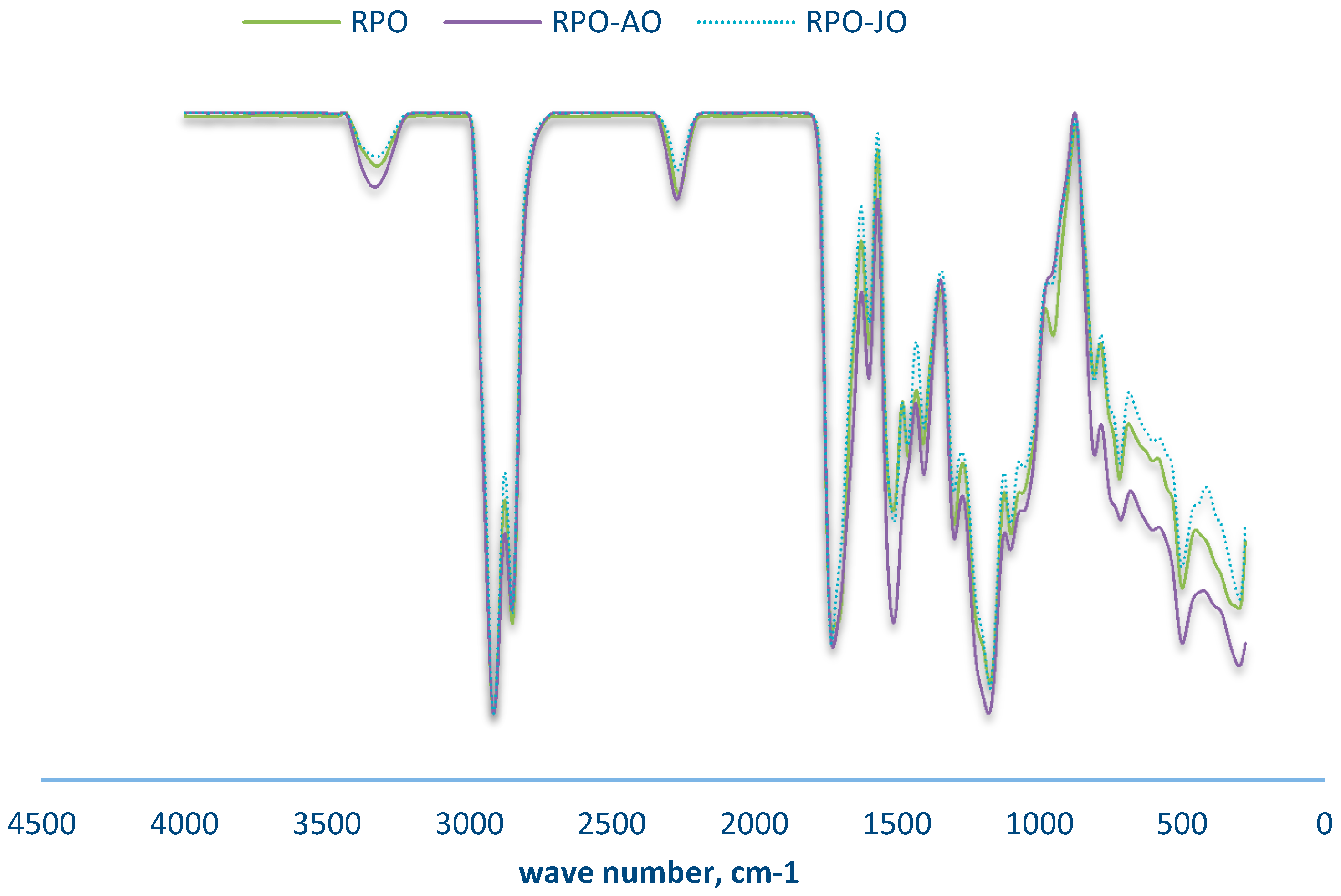
3.5. Fourier Transform Infrared (FTIR) Analysis of Different Polyols
3.6. H1 NMR Analysis of RPO(AO) Polyol Formation
3.6.1. Spectroscopy Analysis of Polyurethanes (FTIR)
3.6.2. Morphological Analysis
3.7. Polymer Thermal Analysis
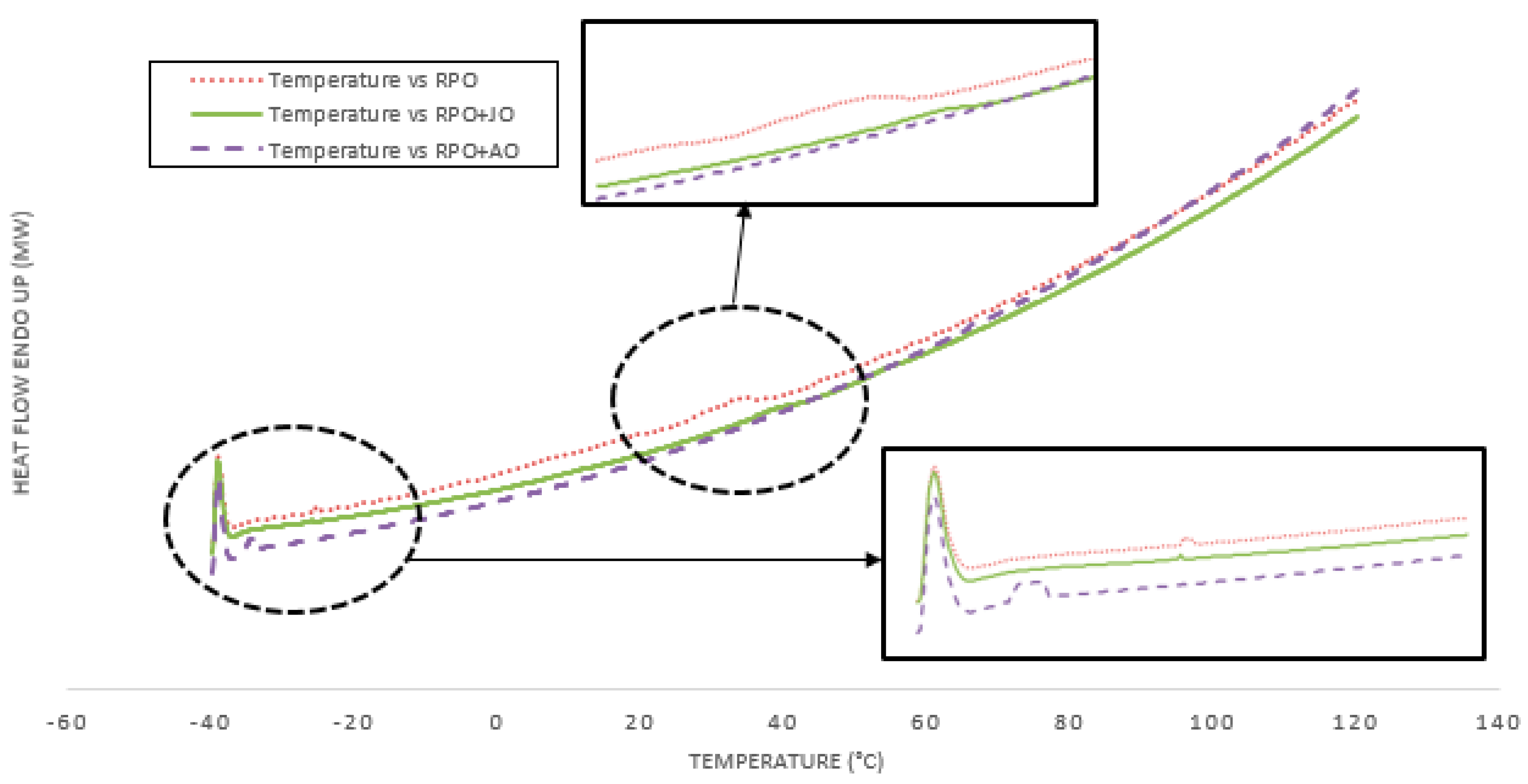
3.7.1. Differential Scanning Calorimeter (DSC)
3.7.2. Thermo Gravimetrical Analysis (TGA)
3.7.3. Dynamic Mechanical Analyzer (DMA)
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Global Polyurethane Demand 2012–2024—Statista Website1. Available online: https://www.statista.com/statistics/747004/polyurethane-demand-worldwide/ (accessed on 15 August 2021).
- Petrović, Z.S. Polyurethanes from vegetable oils. Polym. Rev. 2008, 48, 109–155. [Google Scholar] [CrossRef]
- Desroches, M.; Escouvois, M.; Auvergne, R.; Caillol, S.; Boutevin, B. From vegetable oils to polyurethanes: Synthetic routes to polyols and main industrial products. Polym. Rev. 2012, 52, 38–79. [Google Scholar] [CrossRef] [Green Version]
- Zlatanić, A.; Lava, C.; Zhang, W.; Petrović, Z.S. Effect of structure on properties of polyols and polyurethanes based on different vegetable oils. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 809–819. [Google Scholar] [CrossRef]
- Caillol, S.; Desroches, M.; Boutevin, G.; Loubat, C.; Auvergne, R.; Boutevin, B. Synthesis of new polyester polyols from epoxidized vegetable oils and biobased acids. Eur. J. Lipid Sci. Technol. 2012, 114, 1447–1459. [Google Scholar] [CrossRef]
- Dinda, S.; Patwardhan, A.V.; Goud, V.V.; Pradhan, N.C. Epoxidation of cottonseed oil by aqueous hydrogen peroxide catalysed by liquid inorganic acids. Bioresour. Technol. 2008, 99, 3737–3744. [Google Scholar] [CrossRef] [PubMed]
- Beneš, H.; Vlček, T.; Černá, R.; Hromádková, J.; Walterová, Z.; Svitáková, R. Polyurethanes with bio-based and recycled components. Eur. J. Lipid Sci. Technol. 2012, 114, 71–83. [Google Scholar] [CrossRef]
- Badri, K.H.; Ahmad, S.H.; Zakaria, S. The production of a high-functionality RBD palm kernel-based polyester polyol. J. Appl. Polym. Sci. 2001, 82, 827–832. [Google Scholar] [CrossRef]
- MPOB. Economics, and Industry Division. MPOB Website. Available online: http://bepi.mpob.gov.my/index.php/statistics/production/71-production-2012/298-production-of-crude-oil-palm-2012.html (accessed on 10 October 2013).
- Chavarro-Gomez, J.; Mokhtar, M.N.; Sulaiman, A.; Samsu Baharuddin, A.; Busu, Z.A. Recovery of Residual Crude Palm Oil from the Empty Fruit Bunch Spikelets Using Environmentally Friendly Processes. Sep. Sci. Technol. 2015, 50, 1677–1683. [Google Scholar] [CrossRef]
- Gomez, J.C.; Mokhtar, M.N.; Sulaiman, A.; Zakaria, R.; Baharuddin, A.S.; Busu, Z. Study on Residual Oil Recovery from Empty Fruit Bunch by Combination of Water and Steam Process. J. Food Process. Eng. 2015, 38, 385–394. [Google Scholar] [CrossRef]
- Malaysian Palm Oil Council Website. Available online: http://mpoc.org.my/malaysian-palm-oil-sector-performance-in-2020-and-market-opportunities/ (accessed on 15 August 2021).
- Cardeño, F.; Rios, L.A.; Cardona, J.F.; Ocampo, D. Síntesis de Resinas Alquídicas a partir de Aceites de Higuerilla, de Palma y de Fritura, Mezclados con Aceite de Soja. Inf. Tecnológica 2013, 24, 33–42. [Google Scholar] [CrossRef] [Green Version]
- Polaczek, K.; Kurańska, M.; Auguścik-Królikowska, M.; Prociak, A.; Ryszkowska, J. Open-cell polyurethane foams of very low density modified with various palm oil-based bio-polyols in accordance with cleaner production. J. Clean. Prod. 2021, 290, 125875. [Google Scholar] [CrossRef]
- Prociak, A.; Malewska, E.; Kurańska, M.; Bąk, S.; Budny, P. Flexible polyurethane foams synthesized with palm oil-based bio-polyols obtained with the use of different oxirane ring opener. Ind. Crop. Prod. 2018, 115, 69–77. [Google Scholar] [CrossRef]
- Arniza, M.Z.; Hoong, S.S.; Idris, Z.; Din, A.K.; Choo, Y.M. Synthesis of transesterified palm olein-based Polyol and rigid polyurethanes from this polyol. J. Am. Oil Chem. Society 2015, 92, 243–255. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ng, W.S.; Lee, C.S.; Chuah, C.H.; Cheng, S.-F. Preparation and modification of water-blown porous biodegradable polyurethane foams with palm oil-based polyester polyol. Ind. Crop. Prod. 2017, 97, 65–78. [Google Scholar] [CrossRef]
- Tanaka, R.; Hirose, S.; Hatakeyama, H. Preparation and characterization of polyurethane foams using a palm oil-based polyol. Bioresour. Technol. 2008, 99, 3810–3816. [Google Scholar] [CrossRef] [PubMed]
- Aung, M.M.; Yaakob, Z.; Kamarudin, S.; Abdullah, L.C. Synthesis and characterization of Jatropha (Jatropha curcas L.) oil-based polyurethane wood adhesive. Ind. Crop. Prod. 2014, 60, 177–185. [Google Scholar] [CrossRef]
- Pawar, M.S.; Kadam, A.S.; Dawane, B.S.; Yemul, O.S. Synthesis and characterization of rigid polyurethane foams from algae oil using biobased chain extenders. Polym. Bull. 2016, 73, 727–741. [Google Scholar] [CrossRef]
- Williams, P.J.L.B.; Laurens, L.M. Microalgae as biodiesel & biomass feedstocks: Review & analysis of the biochemistry, energetics & economics. Energy Environ. Sci. 2010, 3, 554–590. [Google Scholar]
- Mülhaupt, R. Green Polymer Chemistry and Bio-based Plastics: Dreams and Reality. Macromol. Chem. Phys. 2013, 214, 159–174. [Google Scholar] [CrossRef]
- D’Alessandro, D.M.; Smit, B.; Long, J.R. Carbon dioxide capture: Prospects for new materials. Angew. Chem. Int. Ed. 2010, 49, 6058–6082. [Google Scholar] [CrossRef] [Green Version]
- Roesle, P.; Stempfle, F.; Hess, S.K.; Zimmerer, J.; Río Bártulos, C.; Lepetit, B.; Eckert, A.; Kroth, P.G.; Mecking, S. Synthetic polyester from algae oil. Angew. Chem. Int. Ed. 2014, 53, 6800–6804. [Google Scholar] [CrossRef] [Green Version]
- Hazmi, A.S.A.; Aung, M.M.; Abdullah, L.C.; Salleh, M.Z.; Mahmood, M.H. Producing Jatropha oil-based polyol via epoxidation and ring opening. Ind. Crop. Prod. 2013, 50, 563–567. [Google Scholar] [CrossRef]
- MPOB. MPOB Test Method p2.5:2004, Method of Test for Palm Oil and Palm Oil Products: Determination of Acidity; Malaysian Palm Oil Board: Selangor, Malaysia, 2004. [Google Scholar]
- Goh, S.H.; Tong, S.L.; Gee, P.T. Inorganic phosphate in crude palm oil: Quantitative analysis and correlations with oil quality parameters. J. Am. Oil Chem. Soc. 1984, 61, 1601–1604. [Google Scholar] [CrossRef]
- Vaskovsky, V.E.; Kostetsky, E.Y.; Vasendin, I.M. A universal reagent for phospholipid analysis. J. Chromatogr. A 1975, 114, 129–141. [Google Scholar] [CrossRef]
- American Oil Chemists’ Society. Method Ce 2–66, Preparation of Methyl ester of Fatty Acids, 5th ed.; Fireston, D., Ed.; Official Methods and Recommended Practices of the American Oil Chemists’ Society; AOCS Press: Urbana, IL, USA, 1998. [Google Scholar]
- American Oil Chemists’ Society. Method Ce 1–62, Fatty Acid Composition by Gas Chromatography, 5th ed.; Fireston, D., Ed.; Official Methods and Recommended Practices of the American Oil Chemists’ Society; AOCS Press: Urbana, IL, USA, 1998. [Google Scholar]
- MPOB Official Palm Oil Source. MPOB Website. Available online: http://www.palmoilworld.org (accessed on 15 August 2021).
- Petrović, Z.S.; Wan, X.; Bilić, O.; Milić, J.; Degruson, D. Polyols and polyurethanes from crude algal oil. J. Am. Oil Chem. Soc. 2013, 90, 1073–1078. [Google Scholar] [CrossRef]
- Peyrton, J.; Chambaretaud, C.; Sarbu, A.; Avérous, L. Biobased Polyurethane Foams Based on New Polyol Architectures from Microalgae Oil. ACS Sustain. Chem. Eng. 2020, 8, 12187–12196. [Google Scholar] [CrossRef]
- Gurr, M.I.; Brawn, P. The biosynthesis of polyunsaturated fatty acids by photosynthetic tissue. Eur. J. Biochem. 1970, 17, 19–22. [Google Scholar] [CrossRef]
- Lewis, A.L. Phosphorylcholine-based polymers and their use in the prevention of biofouling. Colloids Surf. B Biointerf. 2000, 18, 261–275. [Google Scholar] [CrossRef]
- Nichols, B.W. Light induced changes in the lipids of Chlorella vulgaris. Biochim. Et Biophys. Acta (BBA)-Lipids Lipid Metab. 1965, 106, 274–279. [Google Scholar] [CrossRef]
- Rao, K.S.; Chakrabarti, P.P.; Rao, B.V.S.K.; Prasad, R.B.N. Phospholipid composition of Jatropha curcus seed lipids. J. Am. Oil Chem. Soc. 2009, 86, 197–200. [Google Scholar] [CrossRef]
- Gunstone, F.D. The chemistry of oils and fats. In Sources, Composition, Properties and Uses; Blackwell Publishing Ltd.: Hoboken, NJ, USA, 2004; 345p. [Google Scholar]
- Hatzakis, E.; Koidis, A.; Boskou, D.; Dais, P. Determination of phospholipids in olive oil by 31P NMR spectroscopy. J. Agric. Food Chem. 2008, 56, 6232–6240. [Google Scholar] [CrossRef]
- Pawlik, H.; Prociak, A. Influence of palm oil-based polyol on the properties of flexible polyurethane foams. J. Polym. Environ. 2012, 20, 438–445. [Google Scholar] [CrossRef]
- Saifuddin, N.; Chun, W.O.; Wei, Z.L.; Xin, N.K. Palm Oil Based Polyols for Polyurethane Foams Application. In Proceedings of the UNITEN-IKRAM, Selangor, Malaysia, 26 June 2010. [Google Scholar]
- Velencoso, M.M.; Ramos, M.J.; Klein, R.; De Lucas, A.; Rodriguez, J.F. Thermal degradation and fire behaviour of novel polyurethanes based on phosphate polyols. Polym. Degrad. Stab. 2014, 101, 40–51. [Google Scholar] [CrossRef]
- Zhang, M.; Zhang, L.; Hu, L.; Zhou, Y. Synthesis of rigid polyurethane foams with castor oil-based flame retardant polyols. Ind. Crop. Prod. 2014, 52, 380–388. [Google Scholar] [CrossRef]
- Galià, M.; de Espinosa, L.M.; Ronda, J.C.; Lligadas, G.; Cádiz, V. Vegetable oil-based thermosetting polymers. Eur. J. Lipid Sci. Technol. 2010, 112, 87–96. [Google Scholar] [CrossRef]
- Chen, R.; Zhang, C.; Kessler, M.R. Polyols and polyurethanes prepared from epoxidized soybean oil ring-opened by polyhydroxy fatty acids with varying OH numbers. J. Appl. Polym. Sci. 2015, 132, 41213. [Google Scholar] [CrossRef]
- Mustafa, S.; Gan, S.N.; Yahya, R. Synthesis and Characterization of Novel Alkyds Derived from Palm Oil Based Polyester Resin. Asian J. Chem. 2013, 25, 8737–8740. [Google Scholar] [CrossRef]
- Wu, L.; Van Gemert, J.; Camargo, R.E. Rheology Study in Polyurethane Rigid Foams. Huntsman International Technical Presentations Web Site. Available online: http://www.huntsman.com/polyurethanes/a/Products/Technical%20presentations%20overview (accessed on 10 October 2014).
- Saalah, S. Synthesis and Characterization of Jatropha Oil-Based Waterborne Polyurethane Dispersions. Ph.D. Thesis, University Putra Malaysia, Serdang, Malaysia, 2016. [Google Scholar]
- Guo, A.; Javni, I.; Petrovic, Z. Rigid Polyurethane Foams Based on Soybean Oil. J. Appl. Polym. Sci. 2000, 77, 467–473. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Compound | Compound Name | Fatty Acid (%) | |||
|---|---|---|---|---|---|
| RPO | JO | AO | |||
| Saturated | C14:0 | Methyl myristate | 2.18 | 0.10 | 1.37 |
| C16:0 | Methyl Palmitate | 46.62 | 13.54 | 16.73 | |
| C18:0 | Methyl sterate | 3.90 | 7.45 | - | |
| Mono unsaturated | C14:1 | Methyl myristoleate | - | - | 0.88 |
| C16:1 | Methyl Palmitoleate | - | 0.69 | 1.95 | |
| Polyunsaturated | C18:1n9 | Methyl oleate | 37.93 | 44.93 | - |
| C22:1n9 | Methyl erucate | - | - | 2.16 | |
| C18:2n6 | Methyl linoleate | 9.37 | 33.29 | 21.05 | |
| C20:5n3 | Methyl eicosapentaenoate | - | - | 52.57 | |
| C22:6n3 | Methyl docosahexaenoate | - | - | 3.28 | |
| Sample | Sample (g) | λ 820 nm | ppm |
|---|---|---|---|
| AO | 1.009 | 1.709 ± 0.16 | 6237 ± 582 |
| JO | 0.909 | 0.518 ± 0.13 | 92.51 ± 17 |
| RPO | 1.015 | 0.812 ± 0.01 | 98.18 ± 0.19 |
| RPO(AO) polyol | 1.005 | 1.832 ± 0.35 | 235.7 ± 42.37 |
| Signal | Proton | δ | Assignation of Hydrogen Atoms |
|---|---|---|---|
| 1 | (-CH=CH-) | 5.33 | All alkenyl |
| 2 | (=CHCH2CH=) | 2.81 | doubly allylic |
| 3 | –CH2CH2COOCH3 | 2.28 | Acyl chains |
| 4 | CH2CH=CHCH2- | 2.03 | Allylic chains |
| 5 | (CH2)n | 1.28 | Acyl chains |
| 6 | CH2 CH2 CH2 –CH3 | 1.58/0.8 | Acyl chains excluding linolenyl |
| 7 | CH2 –OCOR | 4.12/4.31/4.41/5.20 | Glycerol |
| A | CH2 –OP(O)2O | 3.94 | Glycerol/Choline |
| B | CH2 –N(CH3)3 | 3.81 | Choline |
| C | -N(CH3)3 | 3.36 | Choline |
| D | CH2 –+NH3 | 8.4 | Anolamine |
| Property | Epoxidized | ||
|---|---|---|---|
| RPO | RPO(JO) | RPO(AO) | |
| - | - | - | |
| OOC_max, (%) | 1.65 ± 0.11 | 2.33 ± 0.04 | 2.745 ± 0.23 |
| Acid Value (mg KOH/g) | 29.395 ± 0.47 | 6.46 ± 0.7 | 12.2 ± 1.14 |
| IV,% per mole | 17.6 ± 0.25 | 11.05 ± 0.28 | 12.43 ± 0.11 |
| OOC Max. Theoretical 1 | 2.71 ± 0.06 | 3.53 ± 0.02 | 3.975 ± 0.35 |
| hydroxylated | |||
| Hydroxyl value (mg KOH per gram) | 78.525 ± 1.29 | 131.34 ± 2.68 | 152.06 ± 0.56 |
| Equivalent weight | 60.75 ± 0.5 | 60.92 ± 0.4 | 62.40 ± 0.02 |
| Sample | Tg1 | Tg2 |
|---|---|---|
| RPO | −25.6 | 27.8 |
| RPO(JO) | −25.8 | 35.3 |
| RPO(AO) | −33.3 | 37.5 |
| JO a | −11.45 | - |
| Weight Loss (%) | Temperature (°C) | ||
|---|---|---|---|
| RPO | RPO(JO) | RPO(AO) | |
| 5 | 261.33 | 239.54 | 234.10 |
| 10 | 288.02 | 312.05 | 305.56 |
| max | 516.23 | 550.34 | 669.53 |
| Sample residual (%) | 16.11 | 18.53 | 20.96 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gomez, J.C.; Zakaria, R.; Aung, M.M.; Mokhtar, M.N.; Yunus, R. Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive. Polymers 2021, 13, 4214. https://doi.org/10.3390/polym13234214
Gomez JC, Zakaria R, Aung MM, Mokhtar MN, Yunus R. Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive. Polymers. 2021; 13(23):4214. https://doi.org/10.3390/polym13234214
Chicago/Turabian StyleGomez, Javier Chavarro, Rabitah Zakaria, Min Min Aung, Mohd Noriznan Mokhtar, and Robiah Yunus. 2021. "Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive" Polymers 13, no. 23: 4214. https://doi.org/10.3390/polym13234214
APA StyleGomez, J. C., Zakaria, R., Aung, M. M., Mokhtar, M. N., & Yunus, R. (2021). Synthesis and Characterization of Polyurethanes from Residual Palm Oil with High Poly-Unsaturated Fatty Acid Oils as Additive. Polymers, 13(23), 4214. https://doi.org/10.3390/polym13234214